Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Идет Красная Шапочка по лесу. Навстречу Серый Волк: — Красная Шапочка, хочешь я тебя поцелую в такое место, куда еще никто не целовал? Красная Шапочка (затягиваясь сигаретой): — В корзинку, что ли??? У жениха спрашивают: — При посещении дома своей невесты, что вам в первую очередь бросилось в глаза? — Ее мать! До сих пор лицо поцарапано! anekdotov.net
-
Выхлопная система из титана, это все равно, что лопата из титана. Причины изготовления лопат из этого материала понятны:перевести металл из стратегической категории в ширпотреб с разрешенным экспортом. А вот изготовление выхлопных систем из титана, это уже от лукавого, учитывая ,что химическая активность титана возрастает при 500С и выше,а, по большому счету, взаимодействие титана с газами начинается с 350 С. Можно подумать, что у вас там у каждого спортивные болиды, где для машины важен каждый кг. массы.
-
Не приходилось заниматься выхлопными системами. Надо будет уделить внимание этой теме. Там же ферритная ст.Х17 и подобная, если не ошибаюсь, тогда пробелематика понятна. А с титаном все значительно сложнее, чем с выхлопными системами.
-
Продолжу тему теплообменника. Забывчивость иногда дорого стоит, в данном случае, оборачивается большим объемом работ. Надо было опять разрезать шов и поставить перегородку. Чтобы не зажало круг,то проставка между туб и клин. В общем, клин был загнан с несоразмерным усилием.В результате трещины 30-40мм со стороны углового соединения труб - в этой плоскости.Все дело в возникающий при сварке напряжениях:разрывы кольцевых швов произошли в местах наибольшей концентрации растягивающих напряжений в этих местах, имеющих место после сварки углового соединения труб. Скажем так,показалось ,что газонасыщенность с частичной защитой позволить сохранить какую-то пластичность титана, но этого не произошло -разрушение хрупкое. Хорошо бы прогнать стыки, сваренные различными вариантами - с полной защитой, частичной,на испытательных разрывных машинах, посмотреть допустимый угол загиба ,но.. Итак, повторно сваривать такие стыки титановых труб нельзя, так как гарантированно будут образовываться трещины по середине шва,повторная подварка ни к чему не приведет. Так же ни к чему не приведет вырезка шва целиком. В случае точечной подваки микропоры образование трещин неизбежно, даже на целых швах, испытывающих напряжения растяжения и не только.Выход -ставить бандаж, или все вырезать к чертовой матери, и сваривать все стыки заново на новых трубах, соблюдая всю технологию сварки. В этом случае установка бандажа на стык, позволит сохранить работоспособность теплообменника. А для себя помните, что сварка титановых труб, образующих жесткий контур с близколежащими швами, довольно сложное занятие, и лучше соблюдать всю технологию полностью.

-
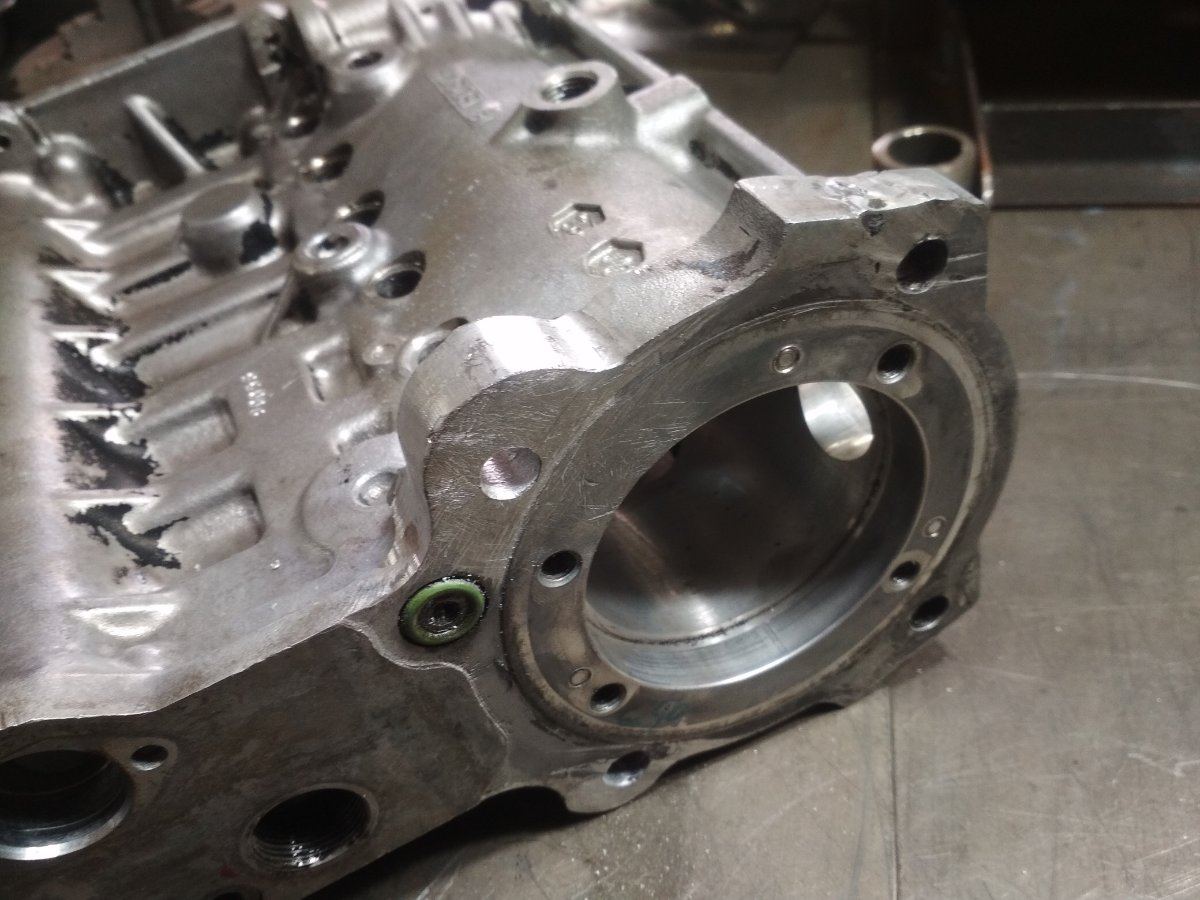
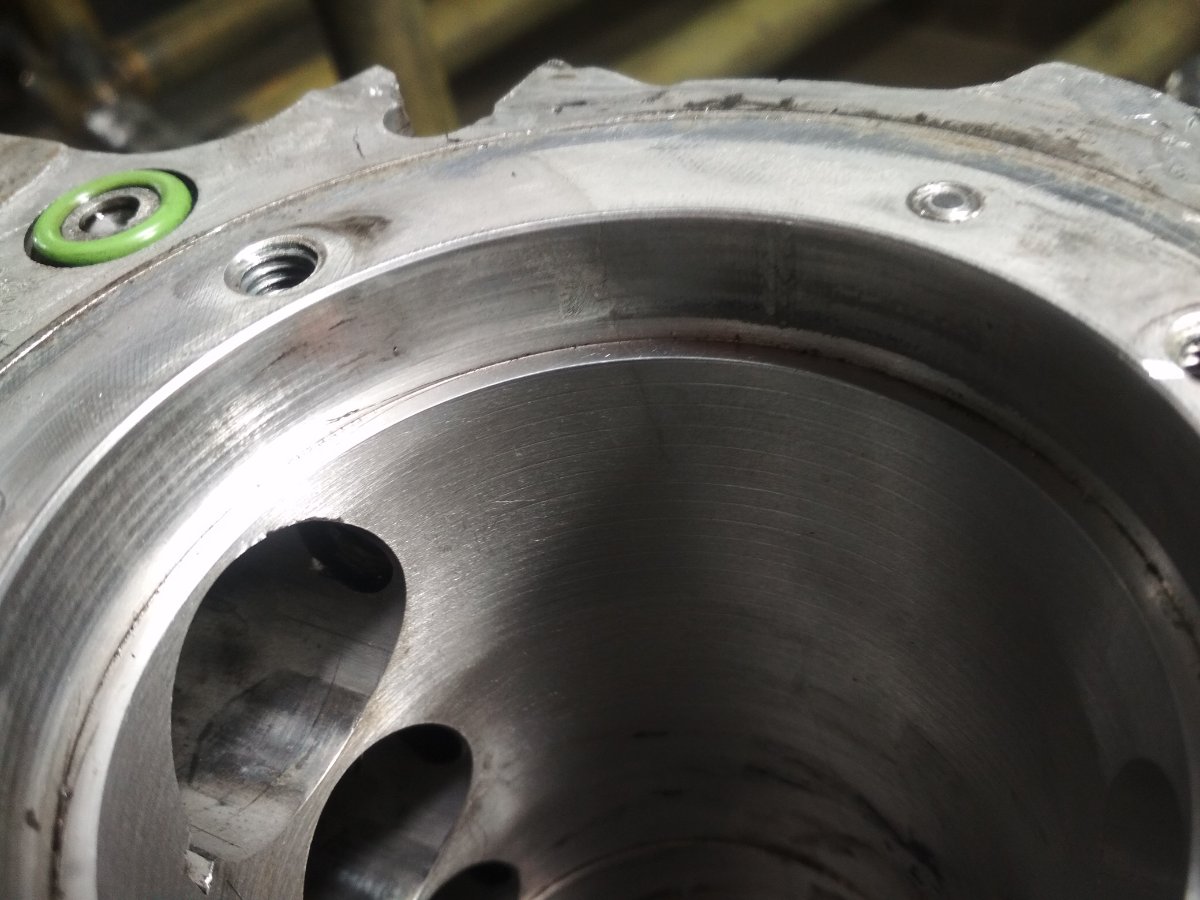
 Продолжение. Окончательная разделка. Сварка и подгонка плоскости.
Продолжение. Окончательная разделка. Сварка и подгонка плоскости.
-
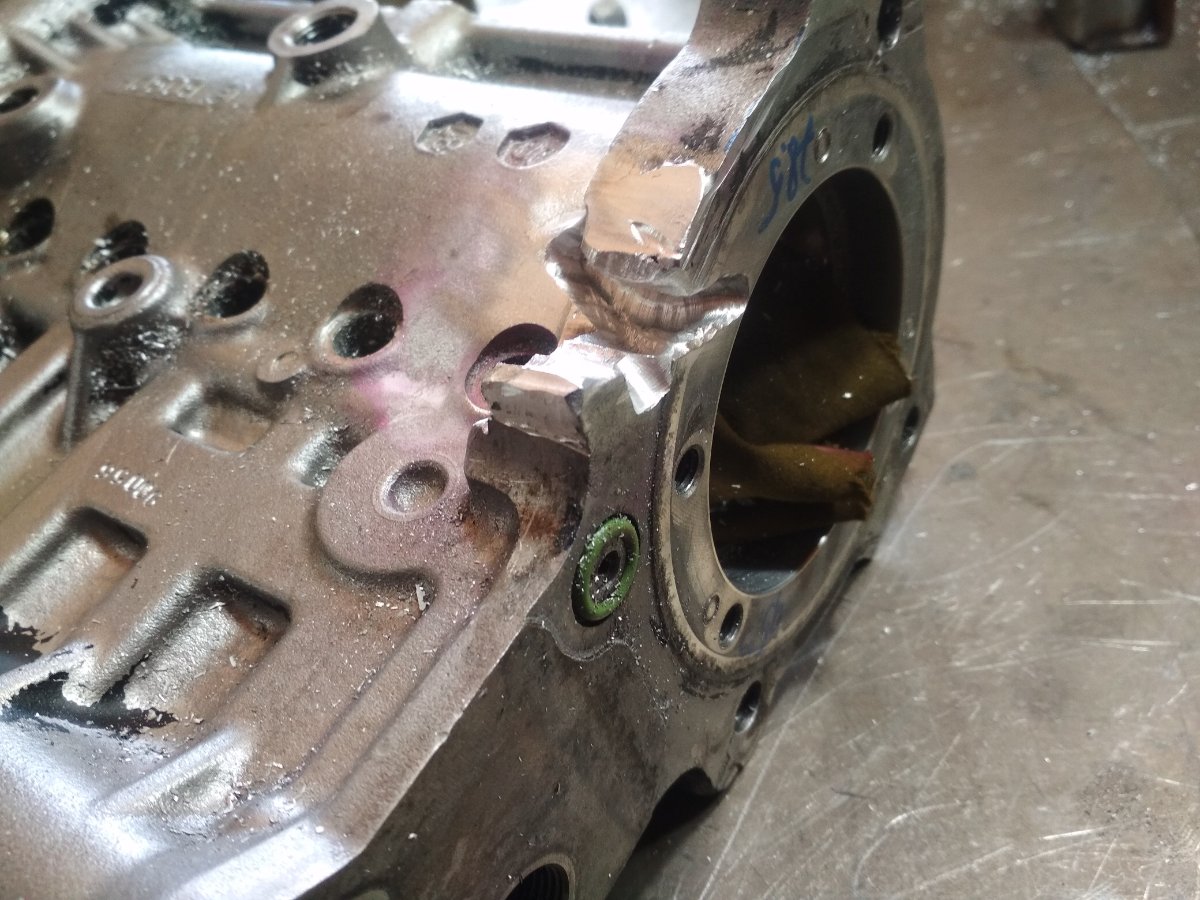
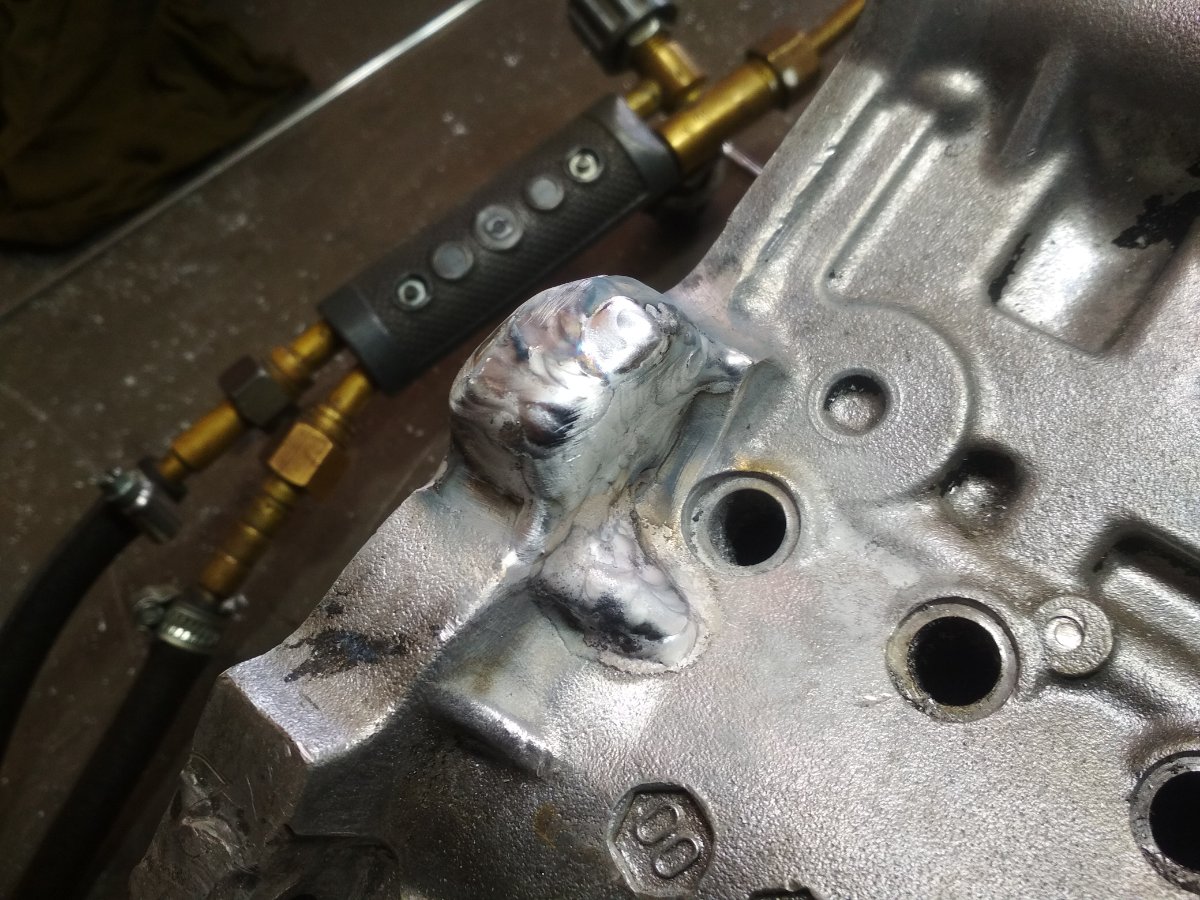
Корпус ТНВД МАН. Сочиться масло через отверстие фланца. Трещина. Очевидно, произошло разрушение подшипника, удар и трещина. На этом случае остановлюсь подробнее, так все размеры должны быть сохранены и какая-либо механическая обработка невозможна. Подгонка только ручная. Итак, трещина, пенетрант, засверливаем вершину трещины с небольшим опережением,разделываем на 2/3(разделка пока неполная). Продолжение следует.
-
И еще, уважаемый участник, на форуме всегда доброжелательно относились к новым участникам форума, и , смею вас заверить, что и в дальнейшем также будут доброжелательно относиться, но со своей стороны вы тоже уважайте форум -хотя бы подготовьтесь немного,чтобы не задавать нелепые вопросы, а потом обижаться и разносить слухи по интернету о вебсваровских злыднях .
-
Никто его никак не обозвал, просто долго пытались понять, в чем суть его вопроса, и первое,что я понял,что это специалист кузовного ремонта с 30 летним опытом работы, который не знает, как называется св. проволока, которой он пользуется довольно долго-это просто изумительно.
-
Что говорят участники, вы уже поняли, а теперь,что скажет администрация. Восстановил тему, созданную вашим товарищем, и Вы можете сами ее оценить. Оценить тот глубинный смысл заданных вашим непревзойденным специалистом вопросов. Тема пред вам-
-
Тема закрыта и будет удалена за ненадобностью.
-
Есть такая книжка - С.М.Гуревич Сварка химически активных и тугоплавких металлов и сплавов. Издательство Машиностроение, 1982г.Стоит прочитать,хорошо написана.
-
Да,тот самый с крутилкой наверху. В Союзе много было таких аппаратов,только ВА характеристики были разные, а к нему вот такая горелка, мощная, водоохлаждаемая. Постгаз вечный, пока баллон не закончиться. Итого-ВД 306,такая горелка, и дрын "лапши" 4/5мм. На Юге России сварка титана -это экзотика. Подводные лодки не строим, пекарни вот наше все..в данный момент.Встречаются изредка теплообменники да лопаты из титана, поэтому городить титановый феншуйный огород смысла нет.
-
Потому что это функционально на форуме не предусмотрено. Если каждый участник по своему усмотрению будет редактировать темы, то здесь будет твориться такая чертовщина, что вы первый отсюда уйдете. Редактировать темы во времени могут только эксперты, мастера и модераторы -участники нет, а то,что вы опубликовали на форуме становиться частью форума, хотите вы этого или не хотите.
-
Донный теплообменник ванны хромирования,45я труба. Лет 12 назад сваривался стык. Насколько помню, аппаратом ВД 306 без должной газовой защиты и "лапшой" 4на 5мм. Газонасыщение практически максимальное, естественно, твердость предельная. Разморозка и хрупкое разрушение шва. Замена куска трубы. Сварка без поддува ,насадок на горелку, камер. Сопло 12 постгаз 10, короткими участками. Нужно ли соблюдать технологию сварки титана в полном объеме в этом случае? Можно,но это приведет к значительному удорожанию работ, да и большой смысла в этом нет. Рабочее давление порядка 1ати, коррозионная стойкость окисной пленки сохраняется. В общем, такая сварка это приемлемый вариант в данном случае, тем более что теплообменник можно демонтировать за 20-30 мин. Газонасыщение металла шва небольшое,твердость умеренная -напильником обрабатывается легко.Дня два вылежится, потом можно будет опрессовать. Самое печально, что трубу придется разрезать опять: забыл поставить заслонку разделения потока. Гальванические ванны оборудуются донным и боковыми теплообменниками. Система кранов переключает подачу пара, на подачу горячей воды для нагрева , а потом холодной для охлаждения. Механическая нагрузка минимальна .Почему титан в этих ваннах? Среда агрессивна -смесь хромовой, дихромовой и серной кислоты, и окисная пленка титана наиболее стойка в этом случае, чем та же окисная пленка хрома.
-
Кто-нибудь на форуме еще сталкивается с проблемой редактирования своих сообщений?
-
Прочтите правила и внесите изменения в объявление, иначе будет удалено.
-
То есть, вы предлагаете участникам форума найти нужный материал и предоставить вам?
-
Нас не догонишь... https://www.yapfiles.ru/show/2894164/0afb3eb1a929f940a47f81211d9ebee0.mp4.html
-
В принципе можно привести всю группу св. 5ххх, а 99% -я реальность - это 5356, исходя из доступности и ассортимента торговых точек.
-
О чем речь идет в этой теме? О проволоке или о СИВ? Придерживайтесь темы.
-
Это называется - сварка -пайка бронзовой проволокой CuSi3. Помним,что сплавы меди с цинком в разных пропорциях называются латунью, сплавы меди с остальными металлами -бронзами. В основном оловянистые и безоловянистые бронзы.
-
Состав проволоки- С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %. Протекающие в сварочной ванне процессы - Fe + СO2 ↔ FeO + СО; Mn + СO2 ↔ МnО + СО; Si + 2СO2 ↔ SiO2 + 2СО; 2С + 2СO2 2СО + 2СО; 2Fe + O2 ↔ 2FeO; 2Мn + O2 ↔ 2МnО; Si + O2 ↔ SiO2; 2C + 2O2 ↔ 2CO2. Количество легирующих элементов должно быть строго нормировано( в известных рамках),чтобы нормально протекали все хим. процессы в сварочной ванне. С ТУ сложнее, это не ГОСТ и "вложения" могут быть разными и геометрия плавать у каждого производителя,да и примесный состав имеет большое значение. -речь идет о переменном качестве св. материала. Это по проволоке Св. 0,8Г2С.
-
А какой там в принципе можно использовать материал на АМг 3?