Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Но должная подготовка должна быть и для проведения МПД,не так ли?
-
Это понятно,но может проще взять аэрозольный баллончик с пренетрантом?..тем более,что речь идет о выявлении начала и конца трещины.На мой взгляд,баллончиком в условиях гаража намного удобнее и проще ,чем возиться с суспензией и магнитами.
-
Вы делаете различие между производством и гаражом?
-
Я правильно понял,что магнитно-порошковая дефектоскопия чугунного блока в условиях гаражной мастерской проще и правильнее,чем капиллярный контроль ?
-
Цена устройства около 70 тыс.Вопрос первый - время его окупаемости в небольших мастерских.Вопрос второй-удобно ли им искать разветвленные трещины,скажем,в чугунном блоке или трещин в гбц.Существует довольно много полезных и нужных приборов,только осталось определиться с одним-экономической целесообразностью их приобретения.Можно купить пенетрант(комплект за 3 600 руб.) и нормально им обходиться в ремонтной сварке
-
Когда делал эти фильтры,то задавался вопросом:в чем разница между сложной работой и напряженной работой?)
- 31 ответ
-
- 2
-

-
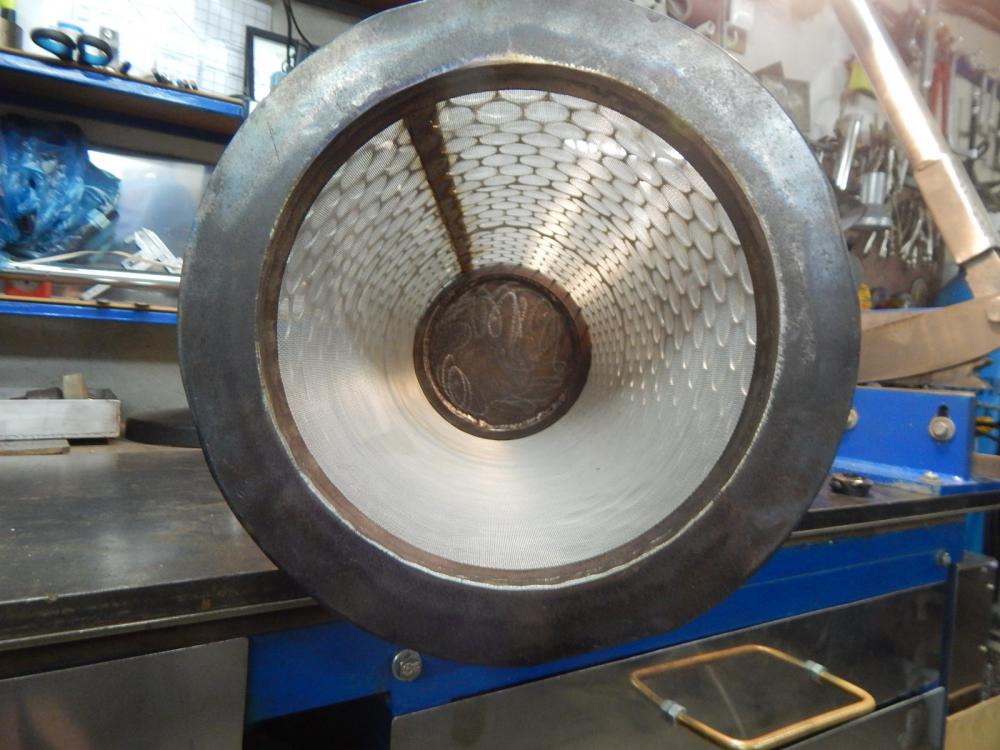
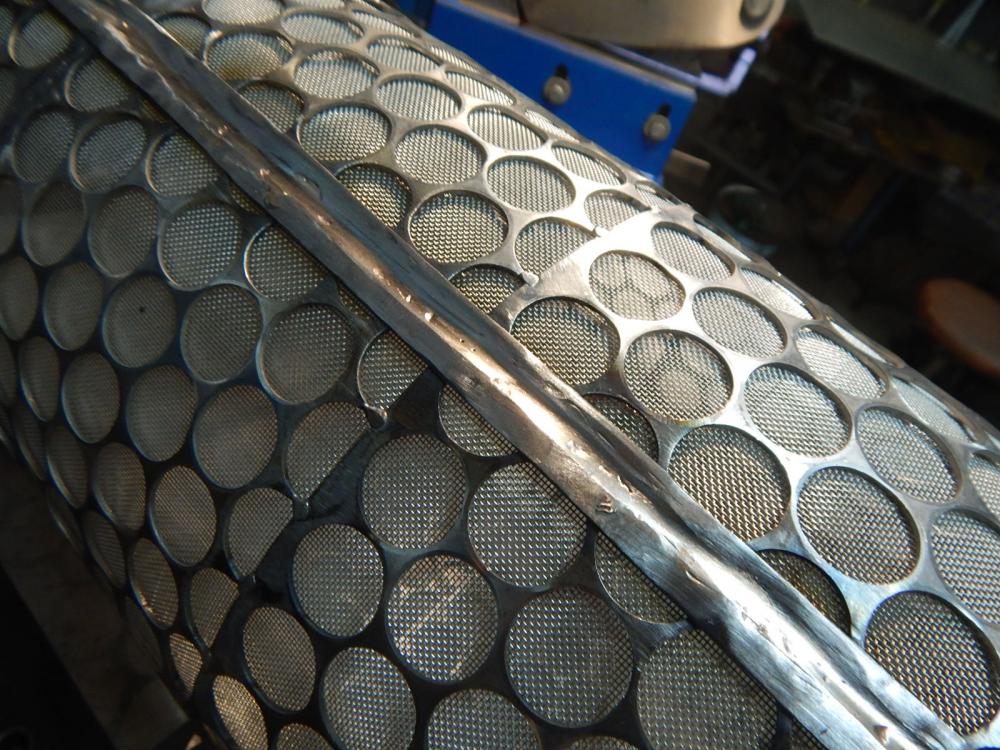
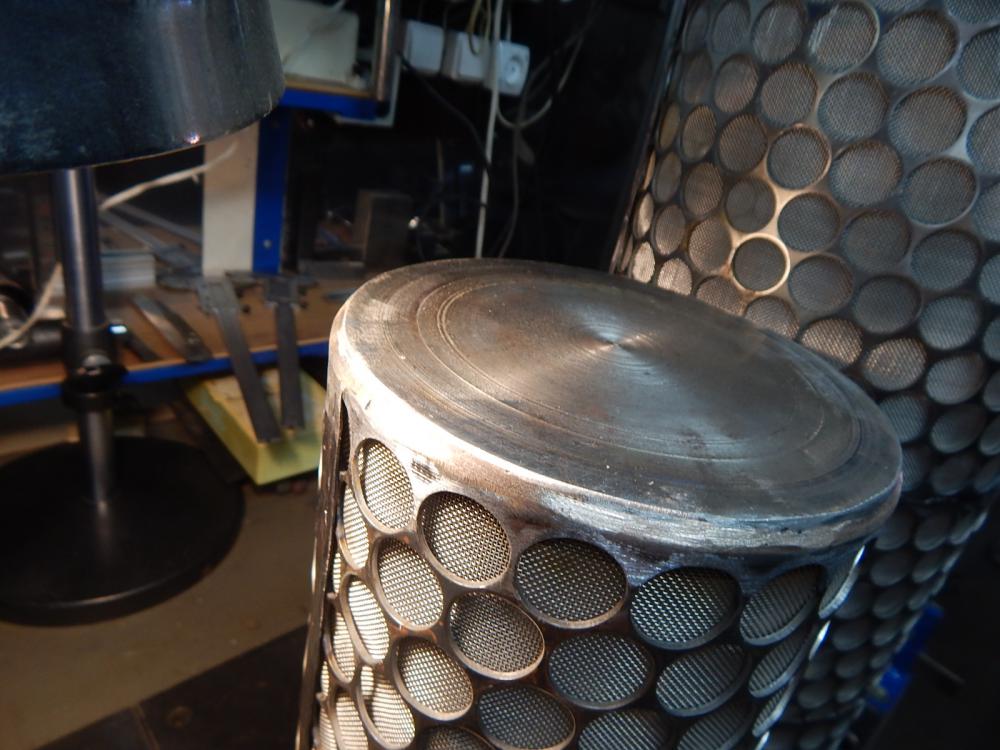
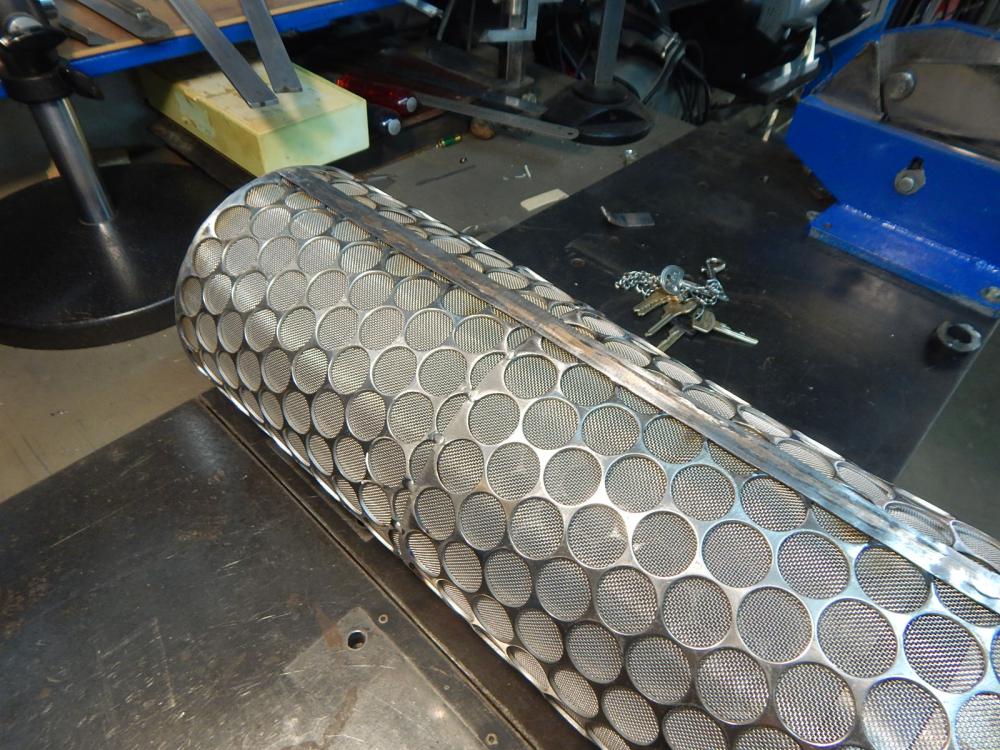
Помимо "красивости" нужна еще механическая прочность-это битумные фильтры.Дело в том,что здесь используются материал разной толщины:сетка,по-моему, 0,25 мм,планки 1,6 мм,обечайка 2 мм,дно и горловина 10 мм.Точно выдержать зазор между сеткой и планкой на длине 600 мм,чтобы проварить это 308 трудно,да и тавровый стык обечайки 2мм с дном 10 мм перегревать не стоит,чтобы не повредить сетку,а сетка должна быть прочно соединена по всему периметру.Главное,не допустить прожогов сетки(сетка напряжена и ползет ),а поэтому оптимальный вариант- это использование кремнистой бронзы КМц 3-1.Это называется-пайка-сварка.
- 31 ответ
-
- 6
-
-
УОНИ 13/55 производства ЭСАБ,как и УОНИ санкт-петербугского электродного завода (думаю,что это эталонное российское предприятие) показывают лучший результат на выпрямителях типа ВД 306,чем на инверторах
-
Фильтры.Сетка нержавеющая,обечайка черный металл.Присадка КМц в этих случаях незаменима.Нержавеющая сетка вварена по всей длине швов.Ушло 14 часов чистого времени;4 метра швов,не считая точек на стыках обечаек и планках

- 1 794 ответа
-
- 23
-
-
 С днем рождения,Иван.
С днем рождения,Иван. -
Пенетрант. Можно сделать плиту для опрессовки поддонов.Вырезать из 5 мм стали пластину;под нее прокладку из 4 мм резины;поддон ключ - клещами или струбцинами закрепить на ней и через сливное отверстие подать воздух.Или же подвод воздуха сделать через штуцер в самой пластине.Недавно пришлось делать несколько стаканов пневмоподвески автобуса.Так вот,керосин не показал течь в течение часа,пришлось сделать такую плиту и опрессовать.Вот тогда все стало на свои места.Причина была банальная - мастика попала в щель и закупорила ее.Водитель слегка покрыл ей внутреннюю сторону стакана,а керосин растворил ее ...под давлением трещина открывалась,а без него керосин не показывал течь
-
Посмотрел данные таблиц по ЗТВ Электрошлаковая тол.свариваемого металла 50 мм общая ширина ЗТВ 3-18 мм. Дуговая тол.свариваемого металла 10 мм общая ширина ЗТВ 3,0-5 мм. Здесь уже поясните,что вы имеете в виду.
-
Конечно,ниобий
-
Насколько я понимаю,речь идет о том,что если сваривать Х18Н9 присадочным материалом,который содержит активные карбидообразователи -титан и ванадий,то шов не будет подвержен межкристаллитной коррозии;а вот основной металл,который будет нагреваться выше температуры 450 будет склонен к ней.Речь,безусловно,не идет об околошовной зоне с ее температурным градиентом,а о прилегающих к ней участках.
-
С термообработкой крупногабаритный деталей вопрос оставим открытым,а вот МКК и температурой околошовной зоны дела обстоят следующим образом:если тонколистовую нержавейку сваривать на теплоотводящих подкладках,да еще водоохлаждаемых,то температура действительно будет 100 С и меньше.Разумеется,это снизит деформацию и уменьшит возможность появления МКК.Это можно применять для крупносерийных партий на производстве(где это возможно). По МКК.Температурный интервал интенсивного карбидообразования составляет 450-750 С, и есть смысл в ограничении температуры нагрева детали 100 С при многопроходной сварке.
-
Хочу полюбопытствовать:а теплоотводящие подкладки с какой целью применяют при сварке нержавейки ?
-
Это называется погонной энергией
-
Антон,я всего лишь говорю о причинах возникновения усталостных трещин.Я не буду вдаваться в подробности возникновения таких трещин в алюминиевых сплавах,а хочу только сказать,что переходы от основного металла к наплавленному должны быть плавными,а так же надо избегать другой крайности - подрезов -таких же концентраторов напряжения . Это надо иметь в виду...всего лишь )
-
У 56 есть ограничение по температуре до 80 С ,если больше,то горячее растрескивание под напряжением
-
На предпоследнем снимке видна усталостная тещина.Одной из причин ее образования послужили концентраторы напряжения,образованные поверхностью детали и и излишне высоким валиком шва.Чтобы продлить жизнь таких конструкций переход от валика к основному металлу должен быть плавным
-
Совершенно верно.Толщина оксидной пленки 1-3 нм при температуре до 300 С.С увеличением температуры порядка 450-500 С происходит резкое увеличение толщины пленки до 20 нм и она меняет структуру -аморфный оксид переходит в кристаллический .
-
Еще надо помнить,что присадочный материал,какой бы он не был на вид чистый,всегда имеет на своей поверхности следы технологической смазки.В основном это касается материала,поставляемого в бухтах.К алюминиевой св. проволоки,намотанной на кассеты и поставляемой в прутках, это имеет отношение в меньшей степени,т.к.она проходит финишную обработку на заводе включая электрохимическое травление - полировку,но все равно не помешает протереть пруток ацетоном перед сваркой...чистота-залог здоровья шва
-
Несколько замечаний и,думаю,по делу. Какая необходимость делать сквозную разделку и такой ширины? Но если она сделана,то в любом случае нужен будет поддув,либо съемная подкладка,чтобы защитить обратную сторону от окисления.В противном случае окисные пленки будут попадать в шов. И еще.Я в любом случае прохожу такие поверхности горелкой-выжигаю масло и удаляю влагу,а влаги на поверхности достаточное количество
-
Много цинка и бериллия.Респиратор с угольным фильтром под маску..есть плоские,помещаются
-
Если не на Агни,то на Бинзель 18,а еще лучше 20-ку купите водяную.В общем-то разительное отличие между газовой линзой и ординарным соплом ...что бы там не говорили