

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
я вот на Меркле хотел 3 ю пару роликов "!зубчатым " заделать , спросите зачем ,,,,, а видел и такие системы и их преимущество - стабильная подача почти с нулевым давлением на "грунт".
Когда идет непрерывный шов длинною 700 -1000мм ,где должна быть обеспечена герметичность,вот тогда почувствуешь,что такое стабильность подачи и качество проволоки,а так...
-
Аксиома Кана
Если ничто другое не помогает - прочтите, наконец, инструкцию.А инструкция,насколько помню,говорит следующее:торможение катушки проверяется следующим образом:выставляется максимальная подача проволоки.Включается протяжка и после остановки "борода" не должна образовываться .
Прижим регулируется :напротив сопла на расстоянии 60-70мм устанавливается металлическая пластина под углом 45 и включается подача.Настраивается усилие прижима.
-
ZAMAK (русский аналог: ЦАМ) – это семейство литейных цинковых сплавов, предназначенных для литья под давлением. Название сплавов представляет собой немецкую аббревиатуру, образованную из первых букв названий легирующих металлов сплава: Zink (цинк) + Aluminium (алюминий) + Magnesium (магний) + Kupfer (медь). Русское название аналогичных материалов (ЦАМ) составлено из первых букв русских названий легирующих элементов: цинк + алюминий + медь. Наиболее ходовые в наши дни сплавы ZAMAK марок ZL0400, ZL0410 и ZL0430 были разработаны в 1930-е годы одновременно с изобретением технологии литья цинка под давлением. С тех пор их состав почти не изменился. Все сплавы этого семейства содержат 4 % алюминия. Другими легирующими элементами являются медь (1-3 %) и магний (0,035-0,06 %).
Для специальных целей, таких как сверхтонкостенное литьё или производство отливок с особыми свойствами поверхности, в последние годы были разработаны новые сплавы для литья под давлением (например, Superloy®).
В настоящее время более 95 % цинковых сплавов перерабатывается методом литья под давлением с горячей камерой прессования. В отличие от литья под давлением с холодной камерой прессования, при этой технологии пресс-поршень и камера прессования, образующие механизм впрыска расплава, погружаются в плавильный тигель с жидким металлом. Однако такой способ литья пригоден лишь для сплавов, имеющих низкую температуру плавления. Другие известные технологии (центробежное литьё, литьё в кокиль и в песчаные формы, литьё под давлением с холодной камерой прессования) применяются редко.
До 1997 года применительно к сплавам ZAMAK в каждом государстве ЕС действовали соответствующие национальные стандарты. Так, в Германии в отношении них силу имел стандарт DIN 1743 (часть 1: «Цинковые сплавы», часть 2: «Цинковые отливки, получаемые методом литья под давлением»). Однако после вступления в силу европейских стандартов EN 1774 («Цинковые сплавы») и EN 12844 («Цинковые отливки, получаемые методом литья под давлением») различия в маркировке цинковых сплавов и их химических составах были упрощены и унифицированы.
Наиболее распространенными марками сплавов ZAMAK являются:
1) ZL0400 / ZL3 / ZnAl4 – цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al и 0,035–0,06 % Mg.
(Другие обозначения для этой марки:
– для сплавов: Z400, Zamak 3, AG 40A, Z33521, Z33520
– для отливок: ZP3, ZP0400, Zamak 3, ZnAl4, AG 40A.)
2) ZL0410 / ZL5 / ZnAl4Cu1 – тоже цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 0,7-1,1 % Cu и 0,035-0,06 % Mg.
(Другие обозначения для данной марки:
– для сплавов: Z410, Zamak 5, AG 41A, Z35530, Z35531
– для отливок: ZP5, ZP0410, Zamak 5, ZnAl4, AG 41A.)
3) ZL0430 / ZL2 / ZnAl4Cu3 – также цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 2,7-3,3 % Cu и 0,035-0,06 % Mg.
(Другие обозначения марки:
– для сплавов: Z430, Zamak 2, AG 43A, Z35540, Z35541
– для отливок: ZP2, ZP0430, Zamak 2, ZnAl4Cu3, AG 43A.)
Эластичность сплавов ZAMAK обеспечивает возможность изготовления тонких и тонкостенных деталей с толщиной стенок даже меньше 1 мм.
Цинковые сплавы тверже алюминиевых и магниевых и сравнимы по твердости с латунью. Чем выше содержание меди в сплаве ZAMAK, тем он тверже. Эта закономерность используется при изготовлении деталей, предназначенных для работы при крайне неблагоприятных нагрузках.
Цинковые сплавы для литья под давлением очень хорошо поддаются механической обработке, что обеспечивает высокое качество готовых изделий.
Данный сплав применяется в промышленности менее века и при этом успешно конкурирует с более «старыми» материалами, такими как латунь и алюминий.
Физические и механические свойства сплавов ZAMAK позволяют изготавливать изделия с точностью до одной сотой миллиметра.
По ударной вязкости при нормальной температуре сплавы данного семейства значительно превосходят алюминиевые и магниевые. Даже при очень низких температурах (около –40 ° C) ZAMAK ведет себя лучше алюминиевого сплава. По силе натяжения цинковые сплавы не менее чем в 4 раза превосходят пластмассы.
Хорошая электрическая и теплопроводность материала делает его идеальным для изготовления радиаторов охлаждения, волноводов и экранирующих оплеток электрических кабелей.
Сплавы ZAMAK находят широчайшее промышленное применение: из них изготавливаются детали строительных конструкций и электронные элементы, оконные рамы, мебельные и автомобильные компоненты.
http://slesario.ru/metalli/splavi-zamak-tsam.html
-
 6
6
-
-
увеличил постгаз до 5 сек, электрод перестал синеть, проблема ушла (по крайней мере пока себя не проявляет), спасибо всем кто откликнулся
В интервале температур 500-600 С интенсивно образуется трехокись вольфрама,которая будет затруднять электронную эмиссию вольфрамового электрода при повторном зажигании дуги, и защита аргоном вольфрамового электрода в этом интервале температур(и ниже) должна быть.
-
3
-
-
Скорее всего, здесь имело место не закалка, а старение металла, для уменьшения его пластичности и увеличения его твердости и прочности.
Здесь имел место отпуск,а не старение.
-
2
-
-
Возможно вы ещё не раз встретите название кемпи, ибо некоторые люди называют так все полуавтоматы))
Говорят - Кемпом варили.
-
1
-
-
По поводу схемы. это глухой номер. их даже официальным сервисным центрам "китайские партнеры " не дают ни под каким предлогом!!!!Предлагают ремонт - только заказывайте новый модуль!!!!)))
Почему только китайцы -это общая практика...выколачивать деньги.Схем вам захотелось.
-
1
-
 1
1
-
-
... если склероз не подводит
 ., закалка\термообработка на сорбит ( структура пружинной стали ). П.С могу и ошибиться .
., закалка\термообработка на сорбит ( структура пружинной стали ). П.С могу и ошибиться . Термообработка на сорбит -это отпуск после закалки углеродистых сталей(тростит отпуска,сорбит отпуска),а сейчас речь идет об аустенитных сталях.
-
2
-
-
Вопрошающий говорит, что пружины мягкие получаются сейчас, а раньше были жёсткие, ведь производя отпуск мы не достигнем же лучшей упругости пружины?
А вопрошающему и ответствую:если их закалить,то получаться мягкими,а если подвергнуть только отпуску,то упруги свойства сохранятся без излишнего напряжения.Расслабиться надо слега: пива выпить,а не ведро водки.
-
4
-
-
отдавали в закалку
Точнее-отдавали термообработать после навивки. Упругие свойства пружины из этой стали получают в результате пластической деформации во время навивки.Термообработка сводится к среднетемпературному отпуску без закалки.
-
5
-
-
@Ilyaz, закалка - это процесс термообработки, а не конечный результат. Данная сталь при закалке как раз становится более пластичной. Т.е. в вашем случае речь идет не о закалке, а о каком-то процессе термообработки, который позволяет увеличить упругость и предел текучести. Честно, первый раз слышу, чтобы из этой стали пружины делали.
Термообработка пружин из нержавеющих сталей(12Х18Н10Т по ТУ 3.1002-77) Для снятия внутренних напряжений, возникающих в процессе навивки данные пружины подвергаются среднетемпературному отпуску 430-460 градусов С в течение 30-40 минут с последуюшим остыванием на воздух
Делают пружины из этой стали:http://docs.cntd.ru/document/1200026199
-
3
-
-
У обоих мах ток заявлен 200 А, но у Сварога потребляемая 7 кВт, у Овермана 5.5 кВт.
Как это может быть?
-
2
-
-
Так чёрное копательство это же с целью добыть военные трофеи и останки солдат. Разве нет?
А старое тележное или тракторное колесо, это находка а не копательство.
Если не черное копательство,то,значит,кладоискательство ...четверть колеса отрезайте в пользу государства.
-
2
-
-
Сказал- парогенератором, у них на предприятии этим занимается специально обученный человек, занимается часто, баки текут регулярно, возят на сварку тоже регулярно, в первый раз ко мне попали. Очевидно, на моей физиономии все равно была тень сомнения даже после такой тирады, и он в шутку предложил во время сварки присесть на бак.
Только заполнение всего объема бака перед сваркой(чтобы не говорили о пропарке и прочем) инертным газом или углекислотой избавит вас от отрыва головы от туловища.
А человек пусть сядет на свой бак
вдали от вас и поднесет к горловине зажженную спичку...без шуток.
-
6
-
-
Все же стоит интересоваться - каким образом бак был "пропарен".
Каким образом пропарен? Сполоснули водой да и все,в лучшем случае водой с ферри.
Смотрю на эту "ремонтно - водительную" публику,хоть портреты пиши - Святая простота в лицах
-
3
-
-
@Serj55441, чегой-то вдруг? То шо звенит, это есть, прихватки нечастые лопаются звонко. Но никогда не грел, а уж тем более не укутывал для остывания. Если вам сложно, то вы выкручиваетесь в правильном логическом направлении.
Но категорически заявлять о таком замороченном ремонте я бы не стал.
Хуже, когда в подобных поддонах вместо металла «пемза», там уж тяжко, хоть грей, хоть кипяти, хоть укутывай! Выбесит работа, не рад деньгам!
Нужно или не нужно греть,это будет зависеть от расположения трещины и ее длинны,толщины металла,его состава.Подогрев снижает скорость нарастания деформации при усадке, предотвращая возникновение трещин.Относительное удлинение сплава АlSi9Cu3(Fe) довольно низкое,т.е. пластичность этого сплава чуть больше, чем у чугуна.
-
1
-
-
Если не возвращаются то можно считать что усе отлично
Варю подводные лодки...еще не она не вернулась с претензией.
-
3
-
-
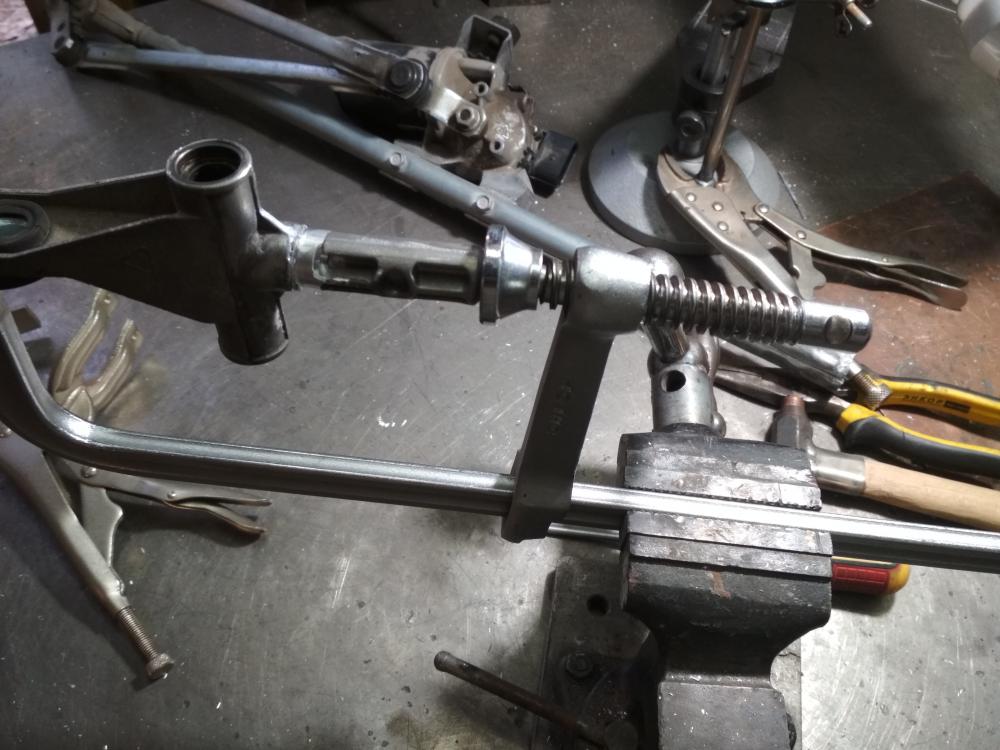
Вернулась трапеция Ленд Ровера.4,5 месяца продержалась.В принципе можно и пайкой соединить,но с большей площадью перекрытия.Можно и кольцо отрезать и приварить не разрезая трубу,но крестовое сечение детали будет мешать хорошему провару.Все-таки лучше трубу разрезать 1мм диском вдоль два реза с противоположных сторон и одну часть поперек,а не как показано выше,Хорошо проварить и получим вполне работоспособную трапецию.




-
4
-
-
Если кто из вас такие благодетели, делайте своё благо тихо и не навязывайте остальным.
Что здесь кто кому навязывает?
-
И это точно и бывают и такие , но думаю они долго не задерживаются в "сварщиках".
во как эти и руки бы им оторвать или их же кувалдой мозги поправить , нахрена выбивать ось (кстати они ее и довели до сего) не разобрав остальное , и подшипники не заменить не сняв маятник , уроды.
Не было бы подобных ребятишек,работы у нас было бы значительно меньше...не печалься особо,хотя я понимаю,что мотоцикл тебе жалко.
-
1
-
-
Ну это , наживное и усе прибудет
Иногда случается так,что и не прибывает.
-
1
-
-
ЗЫ если хотите все металлы варить и качество иметь ,,,, то в арсенале вашем должон быть ПА и ТИГ
и годы работы.
-
2
-
-
- Популярный пост
- Популярный пост
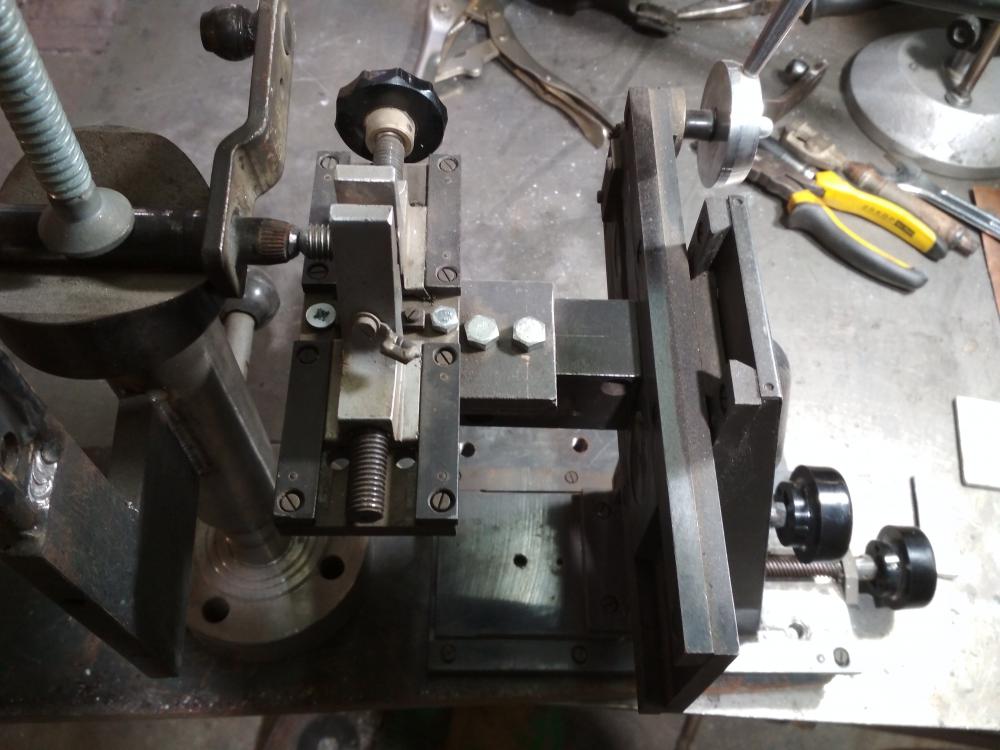
Иногда использую это приспособление для точного позиционирования мелких деталей.

-
10
-
- Популярный пост
- Популярный пост
Трапеция МАН.




-
13







Мотор-редуктор и прижимной механизм
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Надо промышленное оборудование и бытовые аппараты разнести в разные стороны и никогда их не сравнивать между собой.