Serge75
-
Постов
535 -
Зарегистрирован
-
Посещение
-
Победитель дней
10
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Serge75
-
Только они об этом не знают ..и работают.... который год . 3ий? или 4ый уже ?.. Антифриз обновлялся. Всё остальное нет: горелка, насос...Никаких отложений. Иначе что это за антифриз.И сварочные аппараты никак не реагируют на токи утечки. И может поясните: как и чем отличается автомобильная помпа от центробежного насоса? принципиально . конструктивно -знаю. Как то вы не в тему залетели..
-
3ий элемент к 1му. и 2ой
-
Что с доступностью сайта? одни эрроры гэйтвей и ещё там что-то какие то...
-
Игорь,почитайте про Действующее напряжение, про Амплитудное..освежите знания. надеюсь это была запарка.
-
Вы ,если чё,ещё заходите... Поможем укрепить брачные узы... Рад за вас. Успеха.
-
Уточните : а по какой фазе подключение однофазное-А или С (во втором случае)? А в первичной обмотке по какой фазе ток течь будет? Дальше: печь,три ТЭНа ,каждый ТЭН на 380 Вольт, подключение соответственно АВ, ВС,СА. Один ТЭН отключили за ненадобностью по температуре. Потребитель скольки фазный стал? А нагрузка? U * √2 не? если про синусоиду говорить
-
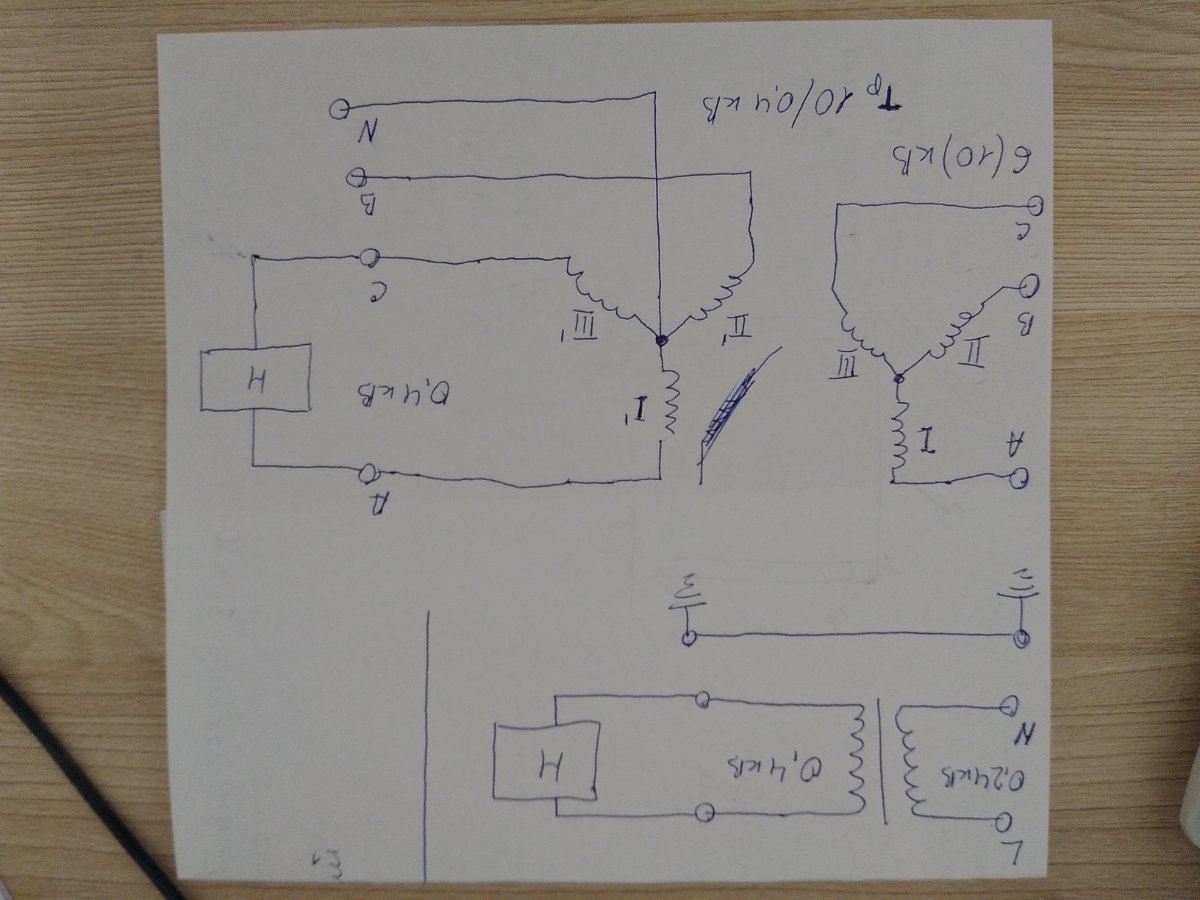
Два случая питания одного и того же потребителя. Уверен что конструктив однофазного и трехфазного трансформатора знаете, так что направление токов в первичных,вторичных обмотках разрисуете. Извините за перевернутое фото.
-

-
А при чем здесь заявление про разделительные трансформаторы поголовно во взрывоопасных производствах? читая твои ,вообще сомневаюсь в твоих знаниях электротехники. и при чем здесь ИТ сеть? это ты её приплел сюда.
-
Трех фаз далеко не у всех есть в доме ,гараже... А у кого есть-те уже упакованы оборудованием, приработались к своему (пусть и не лучшего качества). Мне ,например надо будет ещё около 100ки на трехфазный ввод потратить...и времени вся эта канитель с электросетями растягивается сейчас до полугода (иногда и больше). И как то тоскливо всё начинает выглядеть..и возвращаясь к выше написанному: приработался к своему ,в наличии, однофазному. Знаю что могу ,чего ждать от аппаратов. За что браться ,за что нет.
-
Приезжай. Особенно электродвигатели насосов кВт так по 75, 160 ...и три штуки постоянно в работе... И 50ки на АВО газа штук 15 сразу...и два 37 кВт АВО ДЭГа.. ..ага...через Разделительные (если правильно) трансформаторы.. так что вопрос кому ещё идти читать и опыта набираться. Потребитель -однофазный, нагрузка-двухфазная...
-
Рискнете показать это ваше утверждение в сети 10кВ? 35? 110?...могу организовать В медицине может. В газпреме ни разу не встречал. нефтянка тоже не далеко ушла: по соседству НПС была ,общались.
-
Ну если не доходит через голову,пусть дойдет через руки. В однофазной сети (ноль-фаза) Одного провода можно безболезнено -ноля - коснуться. По аналогии с однофазной сетью ,стоя на земле (желательно босыми мокрыми ногами) коснитесь любого провода в двухфазном (фаза-фаза) варианте. Успеха ... Есть вариант когда вам ничего не будет..но это не тот случай.
-
А вы в курсе что нейтраль должна быть обязательно заземлена?
-
Относительно земли. Это обусловлено принятой государственной системой построения электросетей. И сдвиг не общий : сдвиг фаз как относительно земли ,так и относительно друг друга. Поэтому и получается межфазное напряжение 380 Вольт.
-
Как то в корне не верно... Есть Однофазный режим- ноль и фаза 230 Вольт. Есть двухфазный режим -фаза и фаза 380 Вольт. Принцип так же как и на однофазном только 380 Вольт . На примере трансформатора - так же Два вывода ,но обмотка рассчитана на 380 Вольт. Ноль для нормальной работы оборудования не нужен. Не знаю насколько это технически грамотно- называют Межфазным оборудованием, включением. И есть Трехфазное- три фазы заводится на оборудование , ноль для нормальной работы оборудования не нужен. Называют для конкретизации Полнофазным, Трехфазным. В более сложных схемах иногда применяют комбинацию аппаратов с разными режимами подключения. Например : магнитный пускатель с обмоткой на 380 Вольт ( два вывода у электромагнита-две фазы) включает трехфазный двигатель ( три фазы).
-
https://elitech.ru/catalog/product/wm_200_pulse/ пробовал. понравился.
-
Можете позже рассказать с какими эмоциями был принят подарок. ЗЫ Аппарат хороший.
-
Реинкарнация Викинга?..
-
А чем Гельмгольца не угодил?
-
Может кто подскажет: китайская AOTAI для кого под российскими брендами оборудование выпускает?
-
Может кому и очень надо. Раз такой разговор возник.Я как-то обхожусь. Даже без педали. Нарастанием-спадом редко пользуюсь ,при крайней необходимости. ЭвоТИГам идею подкиньте Тут вам флаг в руки.
-
Об этом я и говорил что Не заходит такой вариант. Кнопка старт-стопа -Сбоку. + - Сверху вдоль. Шаг изменения -выбираешь сам ,перед процессом. Никаких длительных удержаний кнопки. Нажал-отпустил получи - Х Ампер. Нажал-отпустил получи +Х Ампер. За секунду можно сделать до трех нажатий. Шаг изменения сами выбирайте в зависимости от свариваемого материала: для тонкого 3-6 Ампер чувствительно. Для толстого-5-10-15, 6-12-18,7-14-21, 8-.... Величин шага изменения можно напрошивать много: и в 1 А и в 2А, и в Х А.....
-
Не спорю..есть. Мне не понравились -кнопки все сверху ,под один палец . Может есть и другой конфигурации...не встречал. И логика управления по 1А или 10 через длительность нажатия -мне не очень: по 1 А не наклацаешься, по 10 много может быть. Поэтому озвучил индивидуальные ( эксклюзивные если хотите ) хотелки, видение этой проблемы.
-
Кнопки. Но там всю горелку перепахать надо : исключается карандашный хват горелки, хват -сверху. под большой палец сбоку -кнопка включения . сверху горелки-две кнопки : + и - под указательный палец вдоль горелки расположение. и схема :ступенчатая регулировка тока по однократному нажатию соответствующей кнопки. величина шага -переключаемая (заранее заданная и регулируемая) : 3,5,7,9 Ампер на один шаг в + или -