selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Я сказки не рассказываю ,,,, это чуток выше сказочник все бренды из китая , агА . ,,,, вот твой Гроверс еще мальчик но и в таком возрасте начинают болеть и это не мои фантазии и тут много чего было , но сейчас любителей китая больше и да и еще кое что есть вам в помощь но промолчу . Кто сие придумал то "кормить европу" и вы сим термином как щитом защищаетесь ,,,,, да не кормил я европу и она сама прокормиться ,,,,, а вот ее аппаратики меня кормили и сейчас (один не два осталось (Хелви забыл) кормят из них двум по 13лет и сейчас один у другого хозяина а вот второму у меня уже 14 стукнуло и все нормально - кормит меня и не как не европу .
-
Воскресные будни , а Чо можно и так . Вот тут был анонс поддона http://websvarka.ru/talk/topic/2841-svarka-toplivnogo-baka/?p=457802 Ну и сегодня приступили , усе вычистили и вот так надо не какой грязи даже на чернухе и работа в радость будет . В общем поплохел USA поддон и полечим его сталью СССР 1989 г выпуска , лежат обрубки не плохие после гильотины и не ржавеют . ЗЫ завтра добьем этого USA и хозяин отправит на порошковую окраску ,,,,,, будет как будто только только с Детройта




















-
Ну и все нормально и 4043 к АД не возбраняется , но может у кого нить 5356 идет лучше и тоже не возбраняется.
- 3 328 ответов
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
нУ да так и есть,,,, вот только почему то мои отработали по 13 лет и все в норме , а вот на китайцах через 3 года конденсаторы пересыхают и не только они ,,,,, и странно все это комплетуха по вашему одна но вот только одна работает десятилетие а другая через 3 года начинает капризничать .
-
Сергей , в каком месте лопнул по серединке шва или около шовная . И так Есаб пишет что для присадки 5356 на 6ХХХ группе для самой присадки (доля участия) во шве должна быть 50% . Ну и вот еще почитать. сварка6061 высоко свариваемые, например с использованием сварки вольфрамовым электродом в среде инертного газа (TIG) или металла в инертном газе w поле (МИГ). Обычно после сварки свойства вблизи сварного шва аналогичны свойствам 6061-T4, потеря прочности составляет около 40%. Материал можно подвергнуть повторной термообработке для восстановления состояния всей детали, близкого к -T6. После сварки материал может естественным образом стареть и частично восстанавливать свою прочность. Наибольшая сила восстанавливается в первые дни или несколько недель. Тем не менее, Руководство по проектированию алюминия (Алюминиевая ассоциация) рекомендует принимать расчетную прочность материала, прилегающего к сварному шву, равной 165 МПа / 24000 фунтов на квадратный дюйм без надлежащей термообработки после сварки. Типичный присадочный материал - 4043 или 5356.Википедия site:wikichi.ru
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Таблицы разные бывают да и составляют их тоже разные люди и кто то это делает более досконально а кто то спустя рукава и не заморачиваются расширением таблицы . Ну и вот вторая ссылка и ей можно доверять 100% говорит , впрочем Точмаш 23 уже ответил . https://aluminium-guide.com/chem-svarivat-alyuminievyj-splav-6061-t6/
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
а я разве сказал что в нем что то не так ? , я просто озвучил возможные варианты регулировки импульса и они у многих даже современных по разному устроены , вот Форсаж по току как пику так и базе и времени , у Селко пик выбирался а база уже в % от пика и также заполнение + ГЦ частота импульса + время спада и подъема импульса то есть он может быть жестким или мягким ,,,,, на Форсаж такого нет.
-
Сергей , многое зависит как спроектирован узел и рассчитана нагрузка на швы ,,,,, да и выше отписал что нынешни сплавы и профиля разняться по качеству да и составу очень здорово ,,,, точно не СССРовские и с последним было все в порядке - высокое качество . http://центр-сварки21.рф/publ/spravochnik/1/tablica_provoloki_i_prutkov_dlja_svarki_aljuminievykh_splavov/1-1-0-69 https://aluminium-guide.com/chem-svarivat-alyuminievyj-splav-6061-t6/
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Вторая фотка? , но тут время сварки по программе . А вот третья фотка , да время импульса и базы раздельно и это хорошо и скорее оно в "попугаях" и нам только стоит догадываться про реальное . Но может и в сек быть , в общем нам наверное и не узнать реальность . Вот на ТИР 315 у него в сек. , и кстати сказать довольно не плохой импульс особо для Ал сплавов да и под нерж конечно не совсем тонкую ,,, но и тут оговорка можно вывести и под тонкую соотношением импульс-база .

-
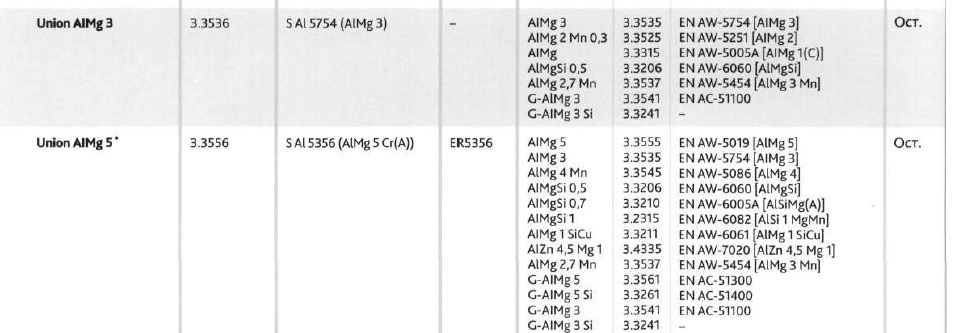
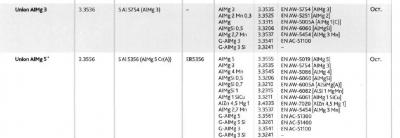
В 5000 единиц ассортимента думаю деже не держит МПО Салют , и заказывают по потребности и необходимости , ну а у нас тем паче максимум 5 видов это я по Ал сплавам . Ну 5356 тоже самое и от АМГ3 и выше до АМГ 5 и вот не на етту не хуже 5754 тем паче последнюю надо под заказ , а 5356 в каждом даже строй магазине есть. Ну и сварочная проволока должна иметь некое большее % отношение основного легирующего компонента и в нашем случае это Магний к свариваемому металлу на "угар" и это практически в каждой хорошей книге есть . Думаю все прояснили и пойдет та и та и разницы большой не будет , тут главное руки и умение сварщика и оно решающие . http://websvarka.ru/talk/topic/7892-pomogite-najti-prisadku/
-
Да ,,,,, и почему и нет ??? , случаем если не понравиться фреза для сего и можно убрать не подходящее, ну и со временем опыт приходит и примерно уже знаешь что будет лучшее для данного "пациента" . Ну опять понеслось по тем же кочкам , да мне или тебе или еще кому либо сразу весь ассортимент 5000 в ремонт припрут ??? Вот что ты написал . Dmitry_BY сказал(а) 28 Май 2021 - 16:51:http://websvarka.ru/talk/public/style_images/master/snapback.png Оптимально 5754. ----------------------------------------------- Мне сие не то что не понравилось и может быть применено бесспорно , и я просто спросил почему 5754 оптимальнее 5356 , на что ответ был составом , вот тут этак практически не чего не сказано и требует разъяснений ,,,,,,, но их я так и не услышал . https://svargaz.ru/catalog/provoloka-dlya-svarki-alyuminiya-/ok-autrod-5754/ https://www.svarcka.ru/svarochnye-materialy/provoloka-dlya-svarki/esab-autrod-5356-almg5-0-8mm-6-kg.html
-
@VladPe, Владислав , вы с 1977г рождения , а я с армии в весной вернулся , это так для истории . Так вот до армии на заводе поработал 1.5г , были там и "болгарки" и прочая утварь в виде гайковертов и шуруповертов но на 36 вольт и 200гц . Вот отыскал на 220в и "родимая"как автор глаголет аж 1974 года . История болгарок https://zen.yandex.ru/media/rustechnic/istoriia-bolgarki-19-foto-5a6a54d28651659e7ca689f6
-
ОХ.ххххх и на меня усе повесил , я же не говорил что оптимально . Ну а если по ходу ремонта , то проба пера самое главное в нашем деле , что скажешь не так и на анализ возишь , да не кто не возит даже в крупных конторах в коих и похуже еще сварят , им главное побыстрее и подороже , это мы чистим моем пробуем на зуб ну и потом еще полгода гарантию и если чо исправление за свой счет , но слава богу не одного не возвращалось . Вот даже наоборот едут старые клиенты , поддон -американец эксклюзивный,,,,,,, купили на разборке что то похожее но не подходит на их "тачку" Бум делать завтра их-родной , он зараза двойной да смолы поналяпали , в общем завтра все утечки отыщем и сварим как новенький будет. Котик под елочку от солнца спрятался и прикумарил чуток






-
Это мы знаем , вот я хотел услыхать почему оптимальнее будет 5754 и не я же сие говорил , но не услыхал ,,,,, да и бог с ним .
-
Ну я этого не отрицал , и просто высказал мнение что 5754 может и не для всех сойдет и оптимально не будет . Ну покрытие не как не сделает "пружину" и оно в основном антикоррозия
-
Ну вот , понеслось загадками говорить ,,,,. как хош так и понимай . И здесь за всю европу ,,,, ну по чем ты знаешь кто и что использует , ,,,,,, я вот выше сказал что есть баки как пружина , есть нечто среднее , и есть очень мягкие как АМЦ , и все три типа попадались мне в ремонт .
-
Вот ты интересный человек ,,,, нагартовка и кто определит ее по прошествии нескольких лет эксплуатации бака , там уже сплошные раковины и окислы + грязь . Ну тут перебор и вряд ли даст осколки даже листовая Д16 или В95 , вот пруток еще может и то под огромным сомнением . Ну и сие на каждом шагу и не только с Ал баками ,,, и если было бы иначе то нам ремонтить нечего было бы. Вот кстати осколки бака - пружины МАН и 2.7мм толщины , да есть разрывы но тут водила что то проморгал или въехали в негго, в общем править не возможно -пружину и заменили часть, но не каких осколочных "фугасов" не было , смяло-порвало и все .




-
АМГ3 , но 100% не все и вот у меня "осколки" бака валяются так они что пружина даже с нагревом пружинят и скорее тут АМГ6 и бак родной с клеймом МАН ,,, А есть баки кои как пластелин как СССРовский АМЦ . Ну и про АД это я к слову и своему опыту рассказал и боле не чего .
-
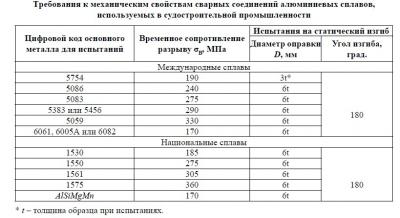
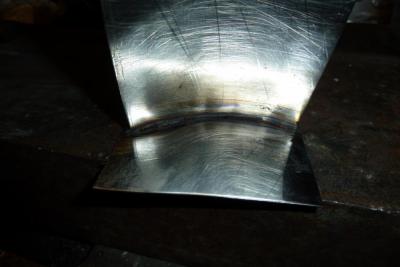
Ну сие и козе понятно , а вот конкретики не услышал. Я вот не даром выше выложил два документа и они тоже не панацея , так как вот простой пример , профиль АД31 или АД33 сваривается 4043 и 5356 ,,,,, но вот надо пробовать и есть некие профили кои принимают на отлично 4043 и не принимают вовсе 5356 и лопается практически моментально прямо по середине шва , и есть с точностью наоборот ,,,,,,, вот тут и вопрос вопросов???? что выбрать и что оптимально ,,,,,,, да все просто надо просто положить шовчик на ненужном отпилином осколке то есть на двух и сварить их и через пять минут будет абсолютно ясно чем варить сие ,,,, так же и с баками и поверьте они очень из разных Ал сплавом изготавливаются и каждый производитель хвалит "свое" , а наша задача найти оптимально и по сему утверждать что 5754 будет оптимально для всего мягко говоря не корректно .
-
Да вроде не какой бяки и нет , и вот недавно только вопрос поднимался . http://websvarka.ru/talk/topic/13478-pomogite-s-vyborom-poluavtomata-3/?p=457214
-
а я вот "прибалтийку " спалил сверлом 19.5мм , правду надо сказать отпахала по полной программе лет 10 не меньше . купил интерскол , пока вроде работает 3 год , прибалтийку что то у нас и не найти в магазинах .




-
чЕМ оно оптимально ???? , да и сама присадка редкость в России . присадочные материаля для АЛ.pdf присадочная проволока для алюминия.pdf Да это "чародеи" не встык и обзовем их так "грязнули" ну кто так варит , и тут с обратным валиком порвет . Вот я вам покажу и тут вообще отстой , даже кто первый раз взял горелку такого не натворит и все списывают на бедный аргон . https://www.chipmaker.ru/topic/211516/?do=findComment&comment=4219754
-
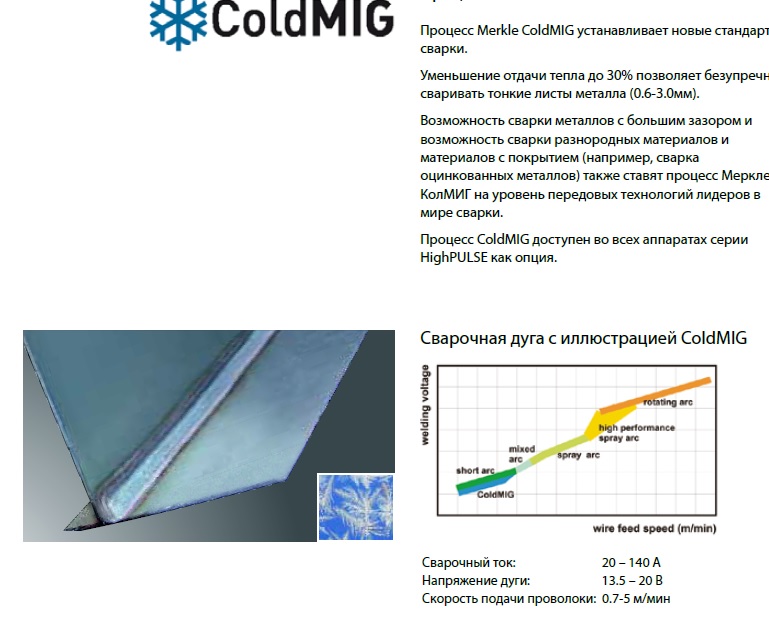
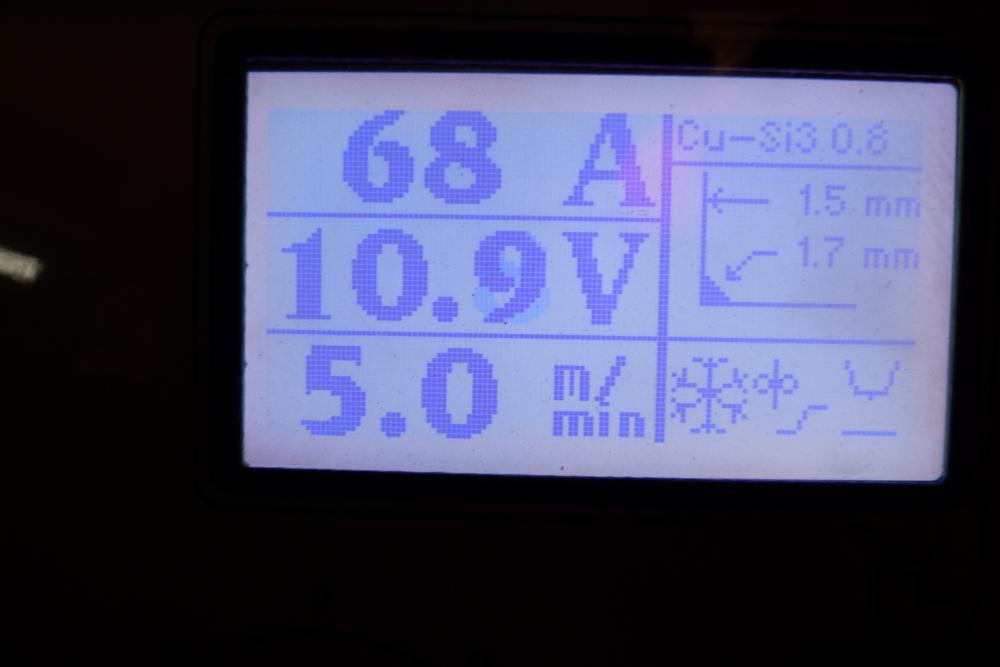
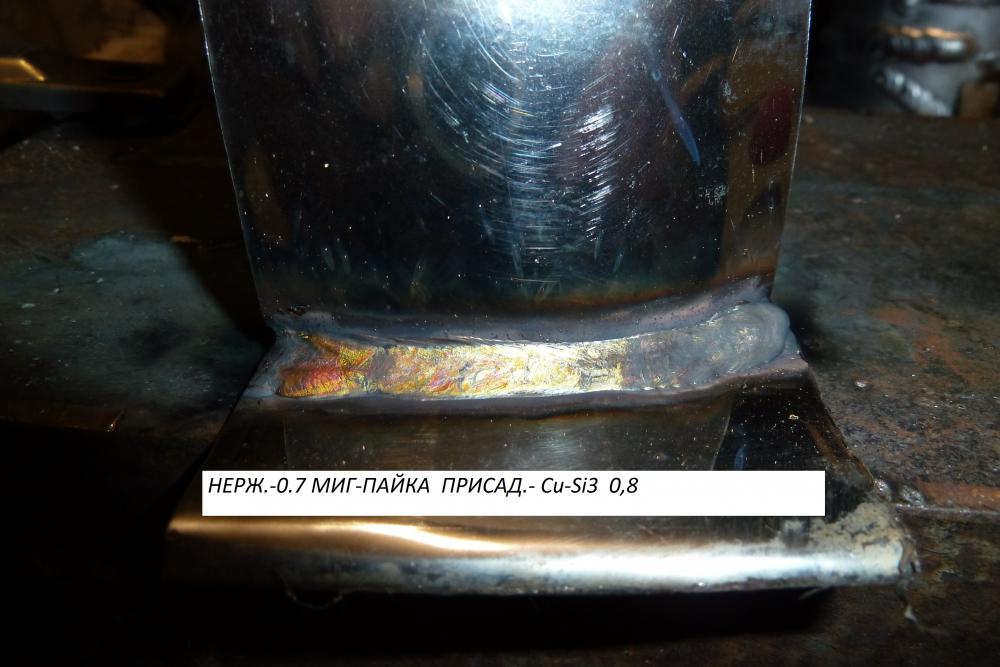
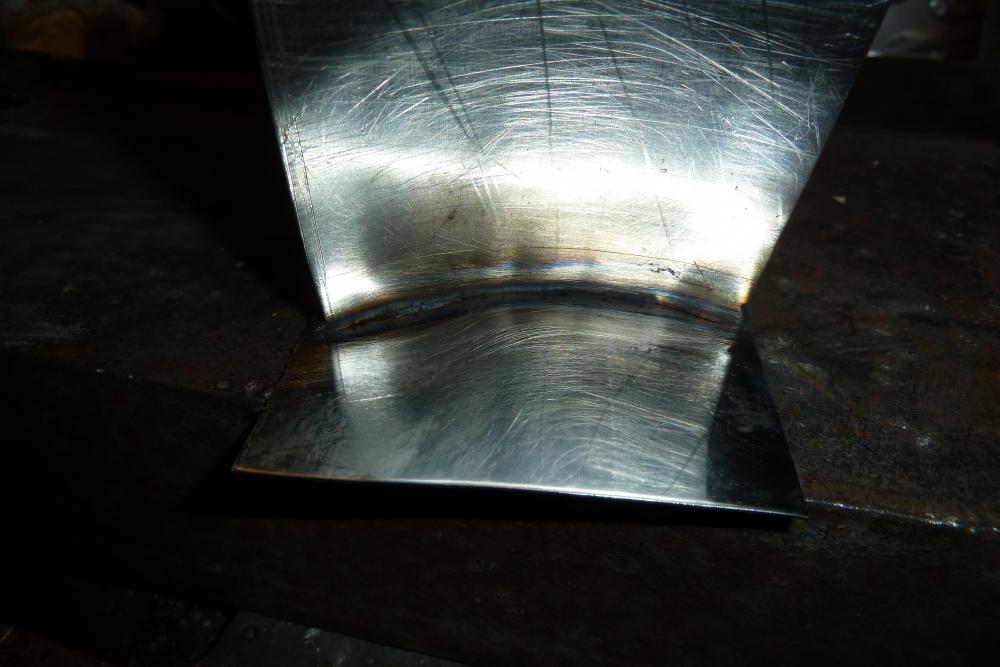
 Сергей , ну этот "треугольник" просто как тестовый на "короновирус :crazy:" и не я его придумал а немцы с ЕВМ и показывали что COLD режим с 30% меньшим тепловложением не фикция а реальность . Ну конечно его применение велико. от нерж до корневых и всевозможных паек твердыми припоями . Вот кстати ты сегодня в другой теме про CuSi3 говорил и ругался на свой ПА , так что руки и голова хорошо но если плюсом сварочная машина с широкими возможностями , то это в двойне хорошо .
Сергей , ну этот "треугольник" просто как тестовый на "короновирус :crazy:" и не я его придумал а немцы с ЕВМ и показывали что COLD режим с 30% меньшим тепловложением не фикция а реальность . Ну конечно его применение велико. от нерж до корневых и всевозможных паек твердыми припоями . Вот кстати ты сегодня в другой теме про CuSi3 говорил и ругался на свой ПА , так что руки и голова хорошо но если плюсом сварочная машина с широкими возможностями , то это в двойне хорошо .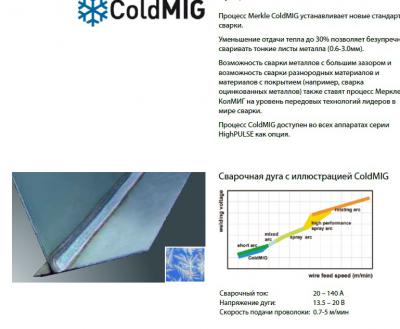




-
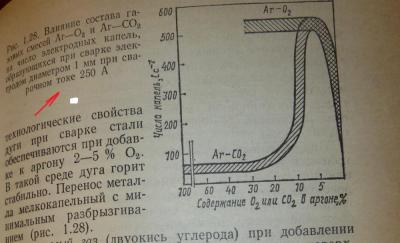
Может быть и так , но режимов сварки очень много и по сему и смесей много.