selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
@Вад11, Матрица на мыльнице уже подпалена она (мыльница) свое уже сняла и без дуги уже слепла , есть мечта купить посовременнее что то. Охлаждайка "голосистая " 0,36 kw написано , ее нужно куда то подальше "прописать" от аппарата.
-
Я думаю подправят прошивку и осциллятор. Андрей представитель завода думаю расскажет тут более подробно.
-
@Вад11, Вадим, Андрей звонил и сказал что у нас на охлаждайку "опытный" образец разъема стоит , в серию будут ставить "фирменные" сейчас идет их поиск. Я пока в ручном режиме сегодня охлаждайку включал , после 9МАЯ сделаю по уму. К горелке я не привык к этой для меня архи не удобна. Надо изыскать денег на АГНИ водянку. Позже сделаем фильмы с затемнением и по очереди все режимы покажу. Но поджиг нравиться да и аппарат можно уже оставлять у себя
-
Приезжал сегодня Сергей http://websvarka.ru/talk/user/5863-metromaxi/ и попробовали мы чуток проволоку. Спец. подготовки не было и просто поварили ей чуток. Что сказать про нее , нечего хорошая проволока но толстовата 4мм много для таких деталюшек на коих мы пробы делали. Надо сопло под нее самое большое и газ. линзу . Она за счет своей толщины разбивает поток газа и получаются не желательные завихрения, эх была бы 2-3мм было бы комфортнее варить. Проволока довольно (средне) мягкая и гнется , кусачками если ее то кусачки наполовину челюстями внедряются в нее и далее она сама лопается. Фоток мало у меня, Сергей на свою супер камеру снимал я думаю позже покажет. P.S. По 1кг наверное возьмем с ним .



-
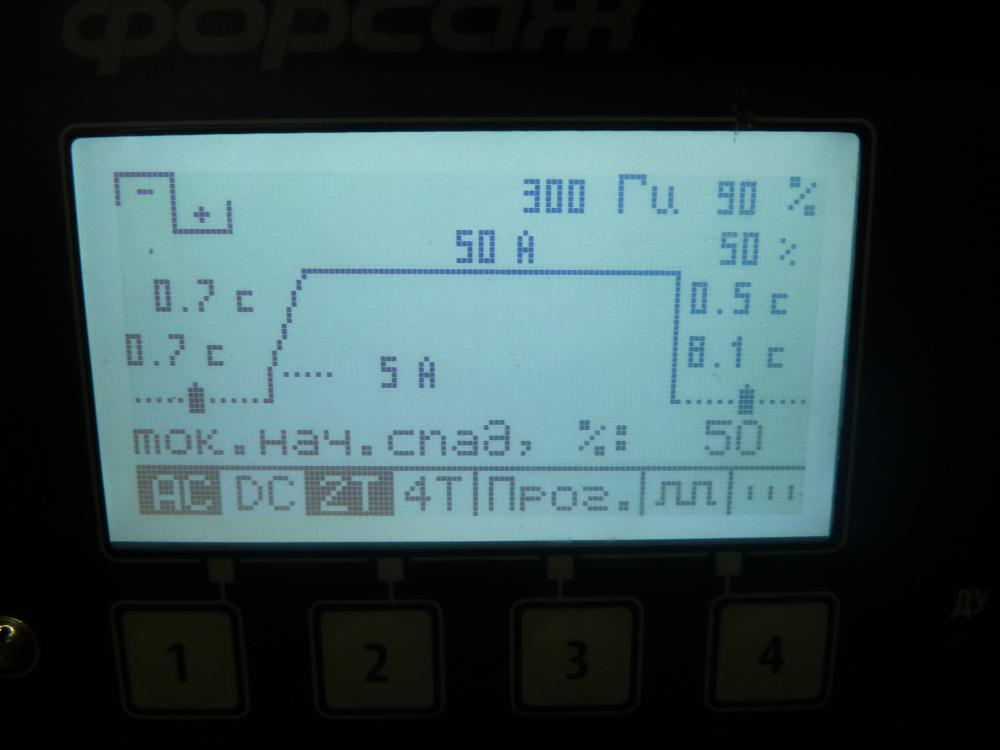
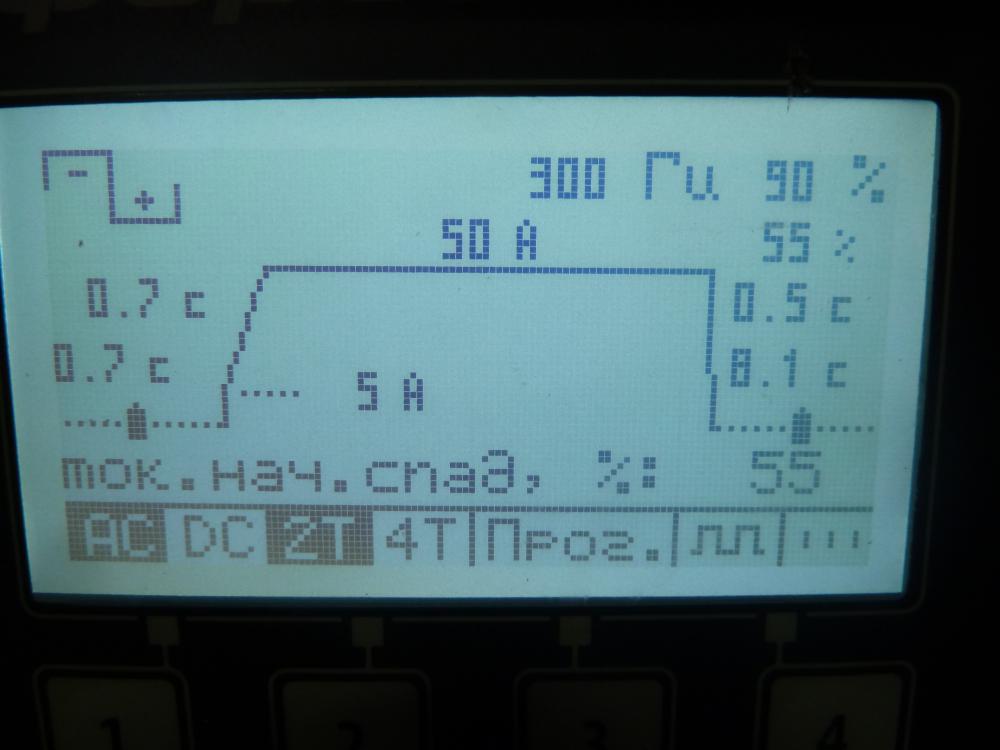
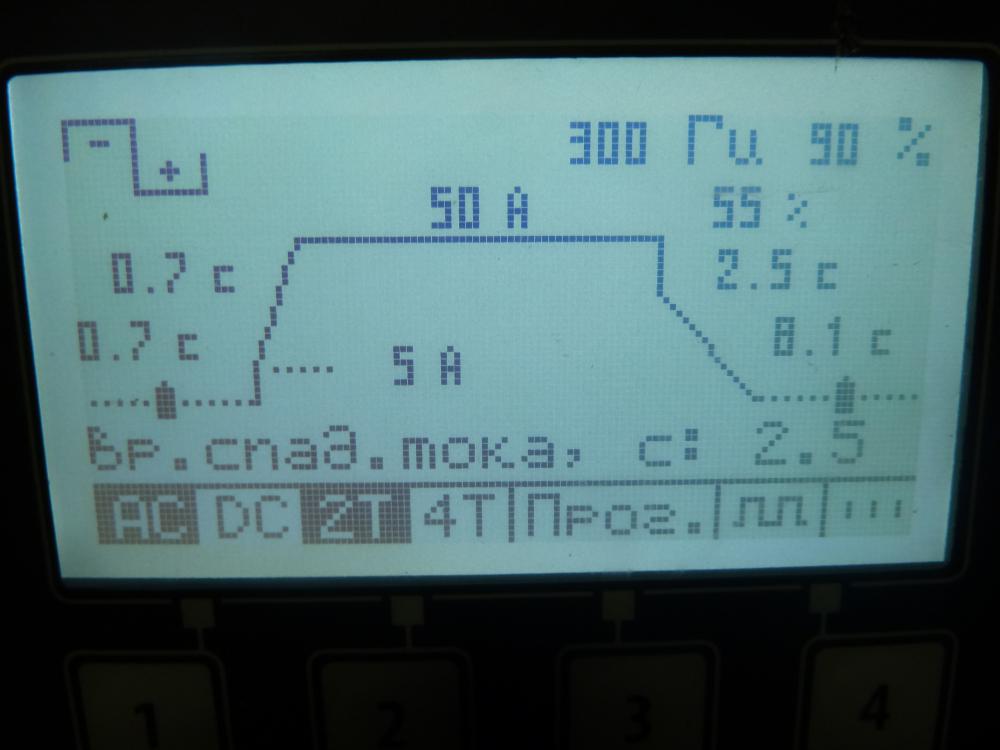
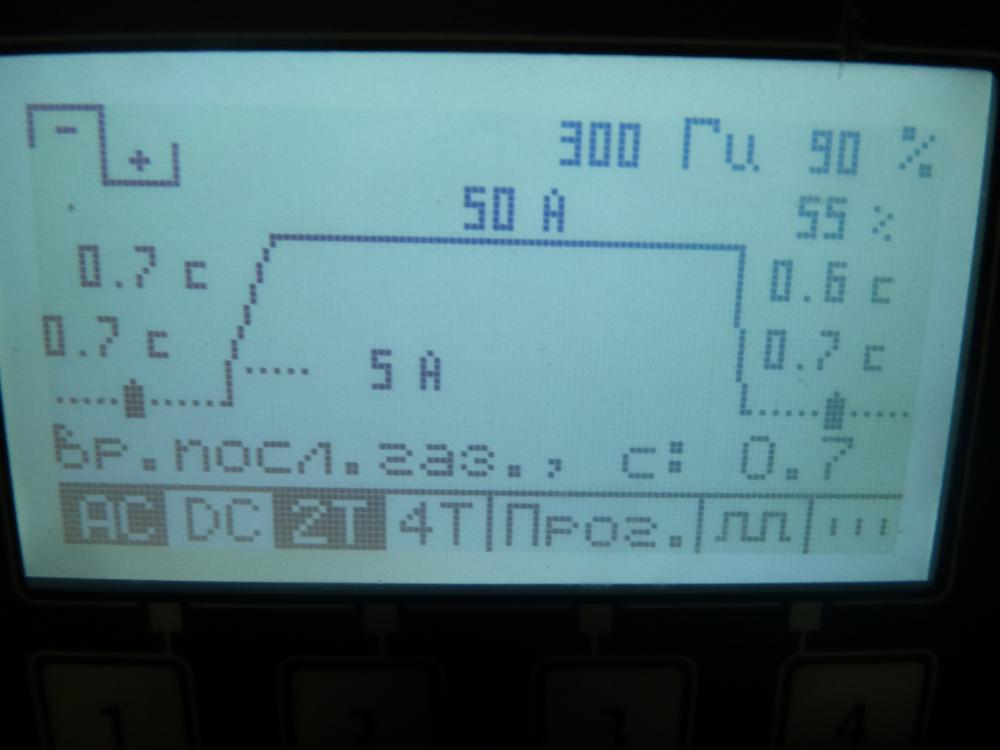
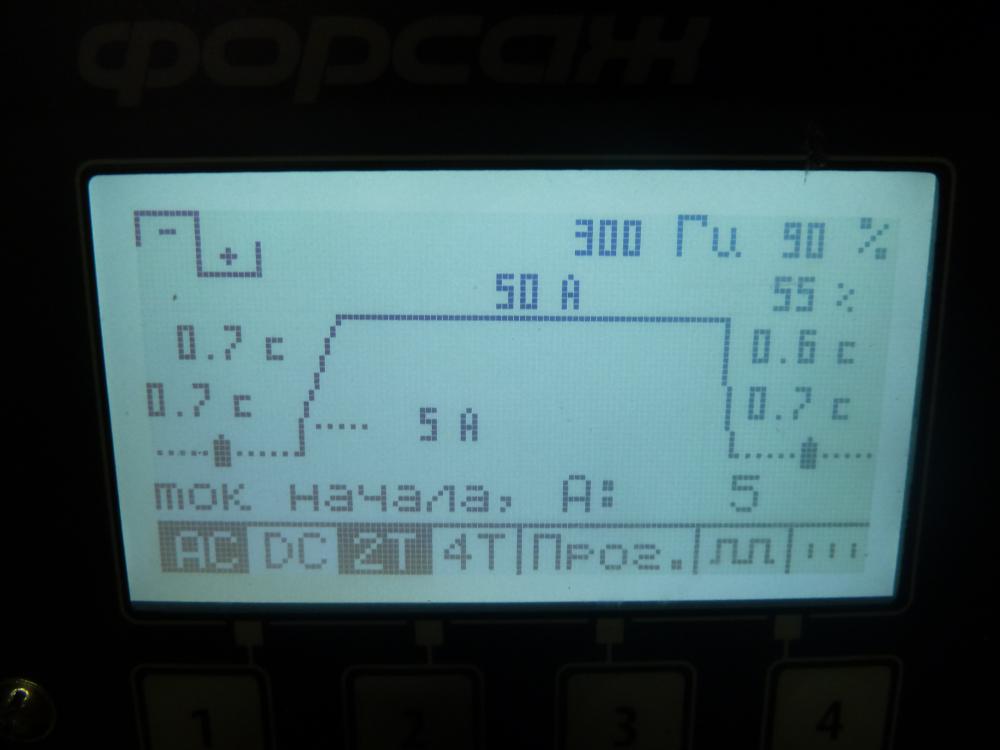
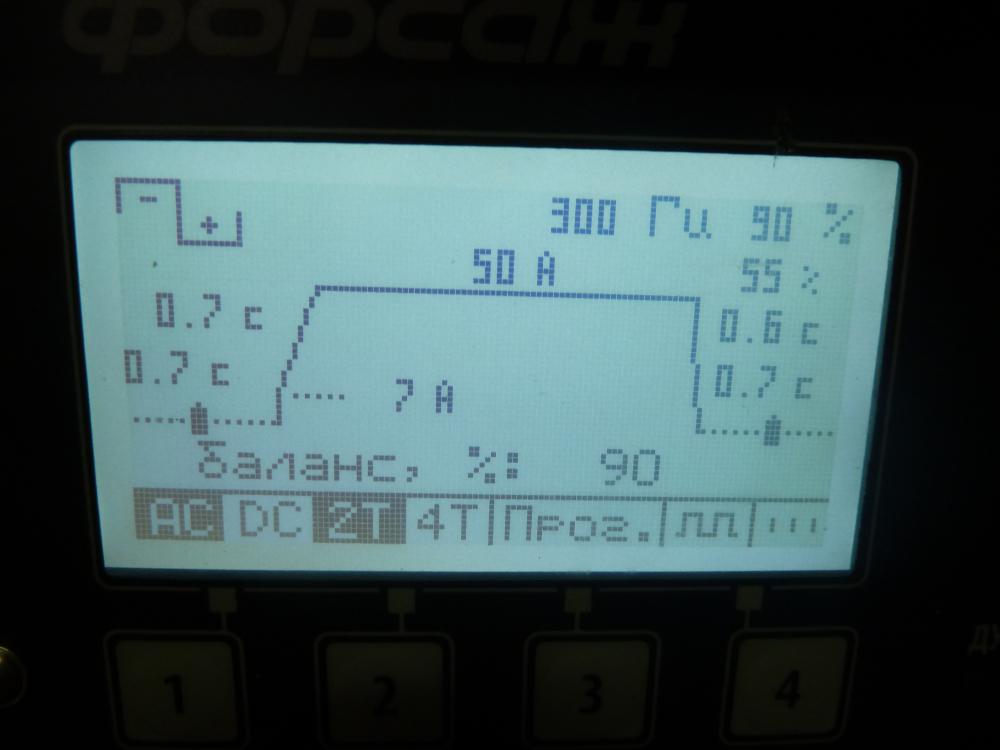
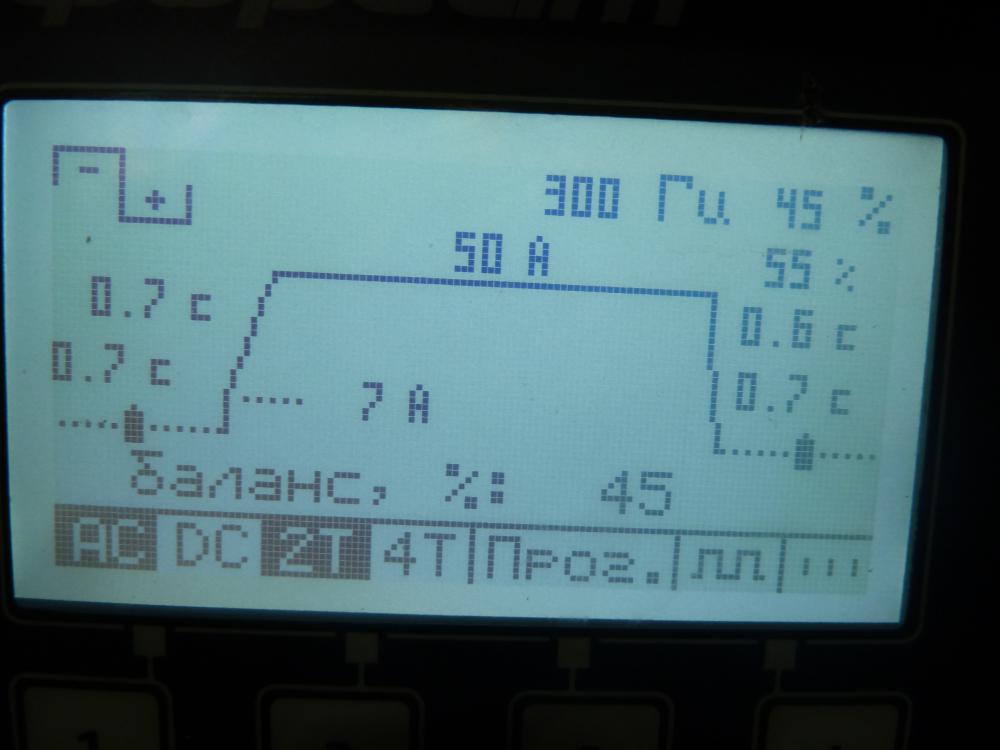
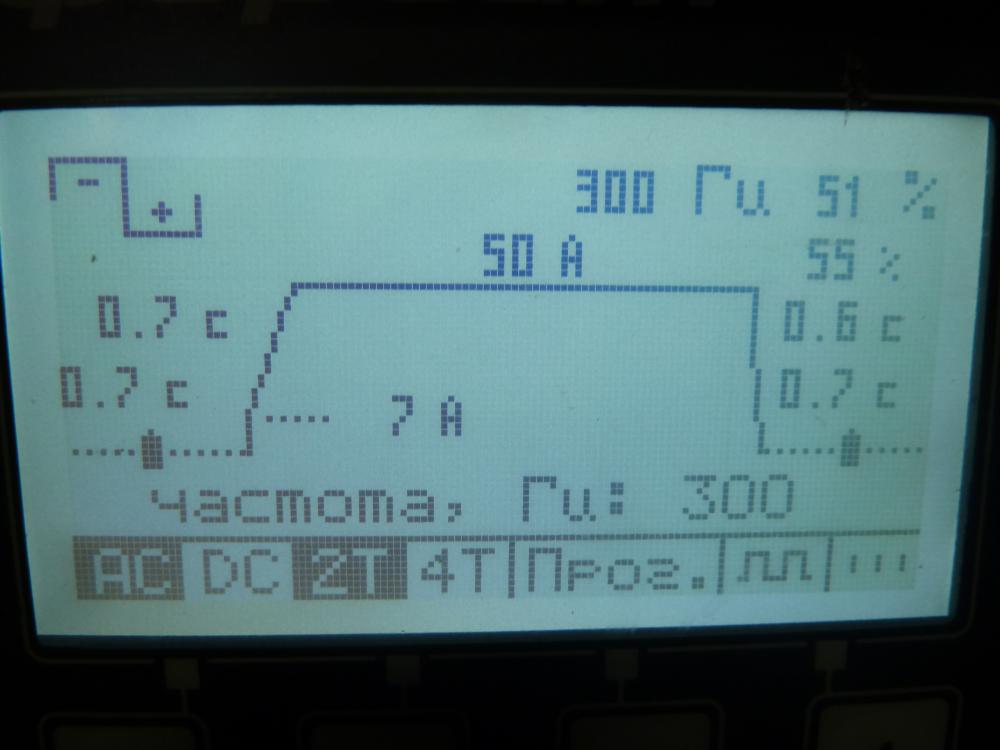
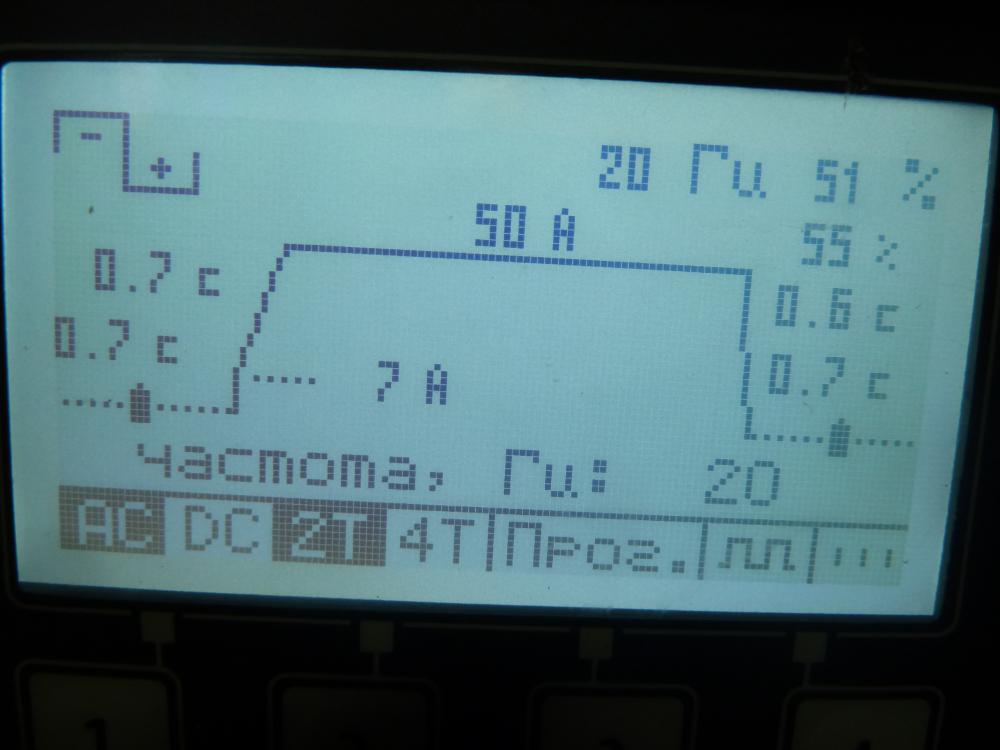
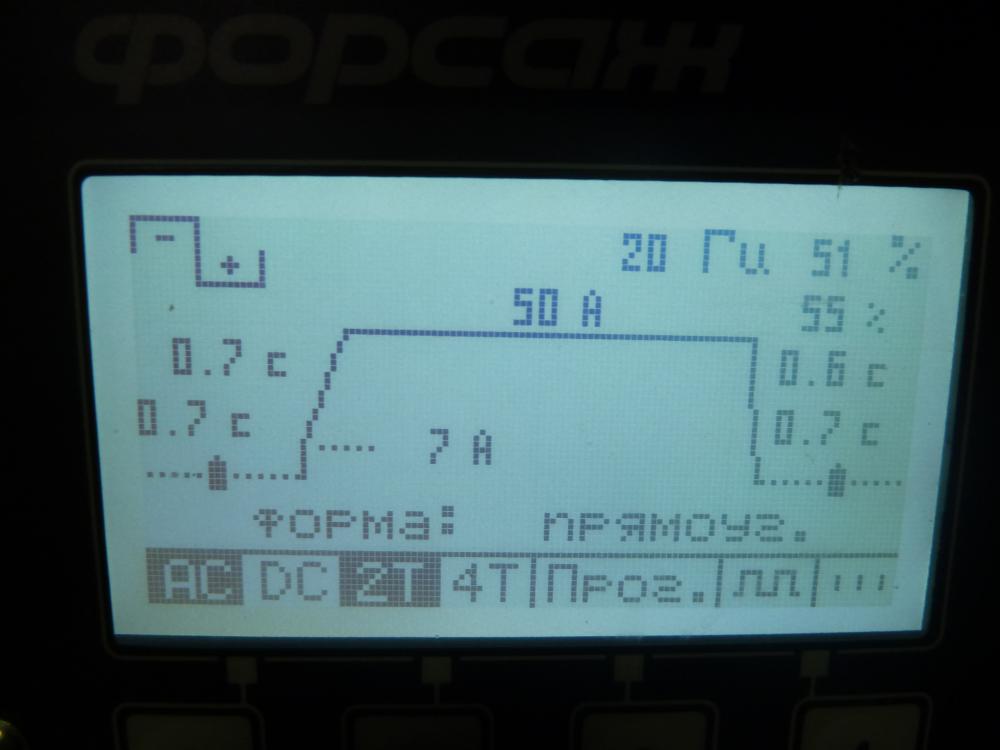
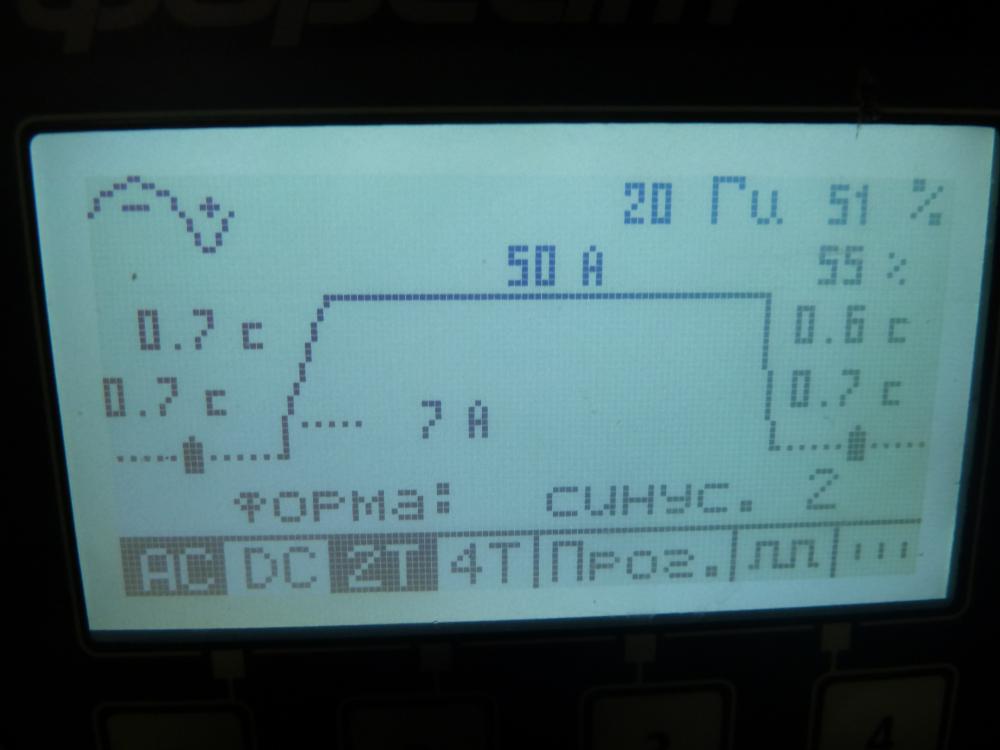
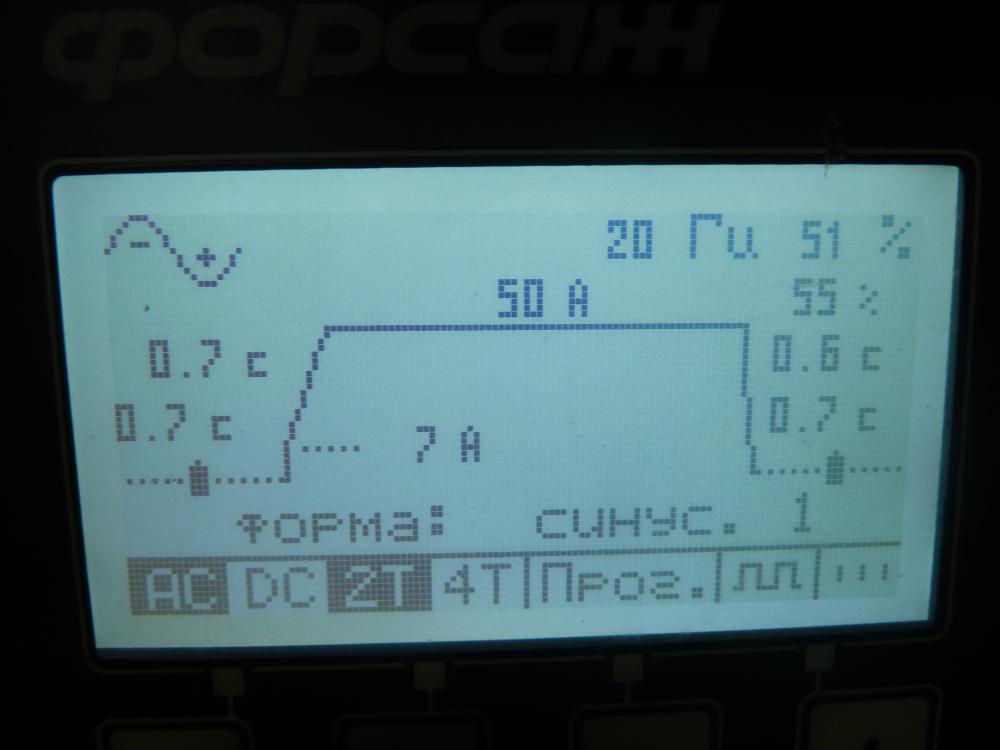
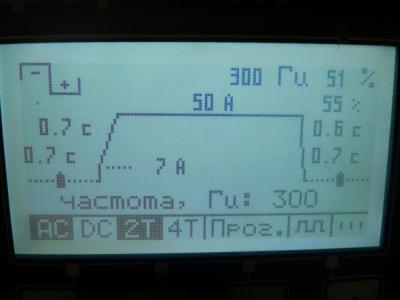
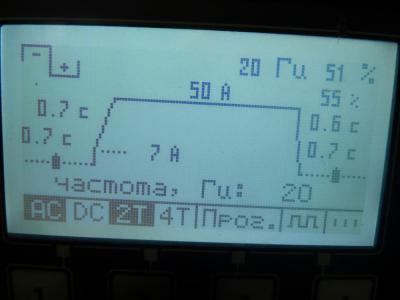
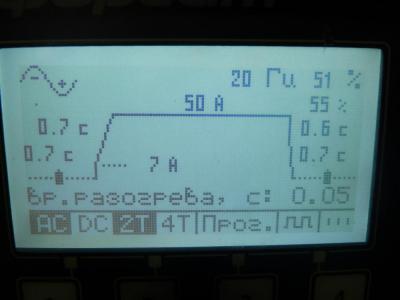
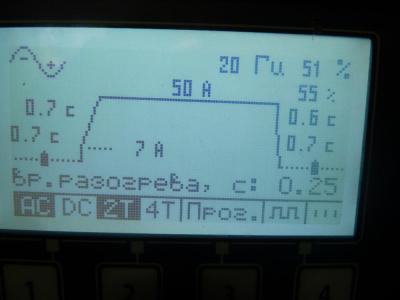
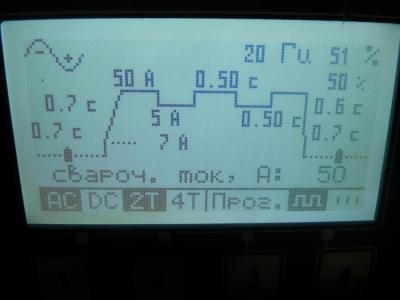
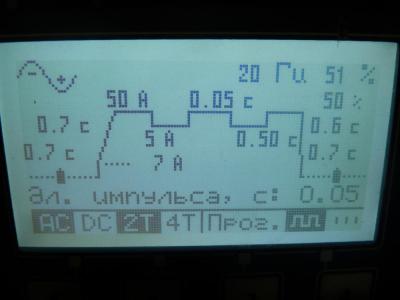
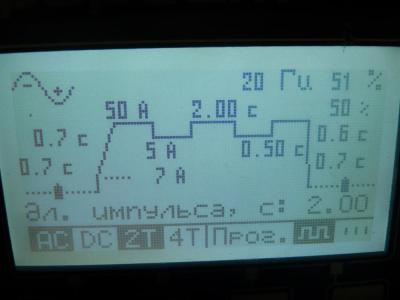
Сегодня был в гостях Сергей (metromaxi) привозил проволоку ПАНЧ , МНЖКТ5-1-02-02 , 4043 и Магний (он на пробу и в теме про него расскажу. ) Все варили Форсажем , завод постарался поджиг как у Selco , ну а спад заслуживает отдельной темы. Для видео мало времени осталось и так баловство снял в основном поджиг . На видео частота тока 100гц и в конце 300гц тоже просто супер и заслуживает отдельно поговорить , но это позже . https://www.youtube.com/watch?v=nZ4jpqL7PdI&feature=youtu.be







-
Про работу аппарата спросите у Евгения он таким пользуется , да и швы можете здесь посмотреть. http://websvarka.ru/talk/topic/6359-svarochnyj-vraschatel/ http://websvarka.ru/talk/topic/6359-svarochnyj-vraschatel/?p=157019 Сам аппарат можно купить прямо на заводе , они отправят куда вам надо. http://www.grpz.ru/production/civil/welding/item/svarochnyi-poluavtomat-invertornogo-tipa-Forsag-200PA/
-
Ну это как настроить его , ВРЕМЯ - АМПЕРЫ играют решающую роль , время меньше - амперы больше можно тыкнуть и наоборот. Я думаю можно и на 500А с малым временем . Вот от СЕЛКО спот , время 001сек , 200А нерж 0,6 мм и точечка совсем малеханькая . https://www.youtube.com/watch?v=WnkiBT1a55k
-
anmaik1971 С Днем Рождения!!!
-
@Вад11, Охлаждайку с коммутировать с аппаратом помогай (нарисуй схему что ли от руки) . Завтра пока АГни воздушку свою воткну в него для пробы.
-
Василий 1000% прав , без смысла жизнь потеряется.
-
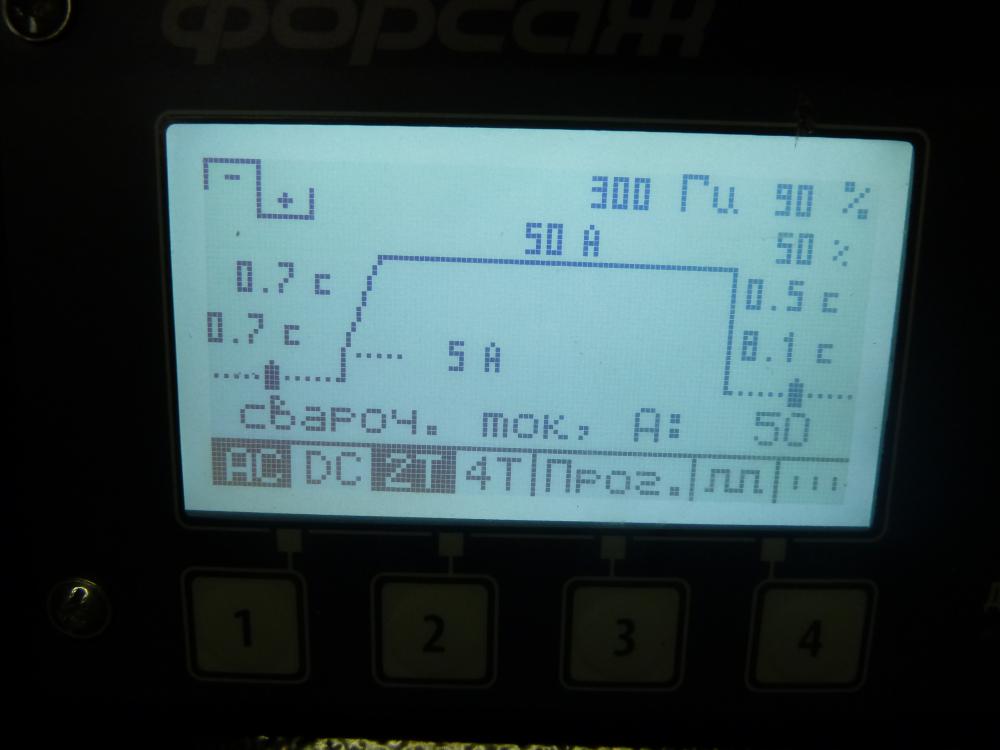
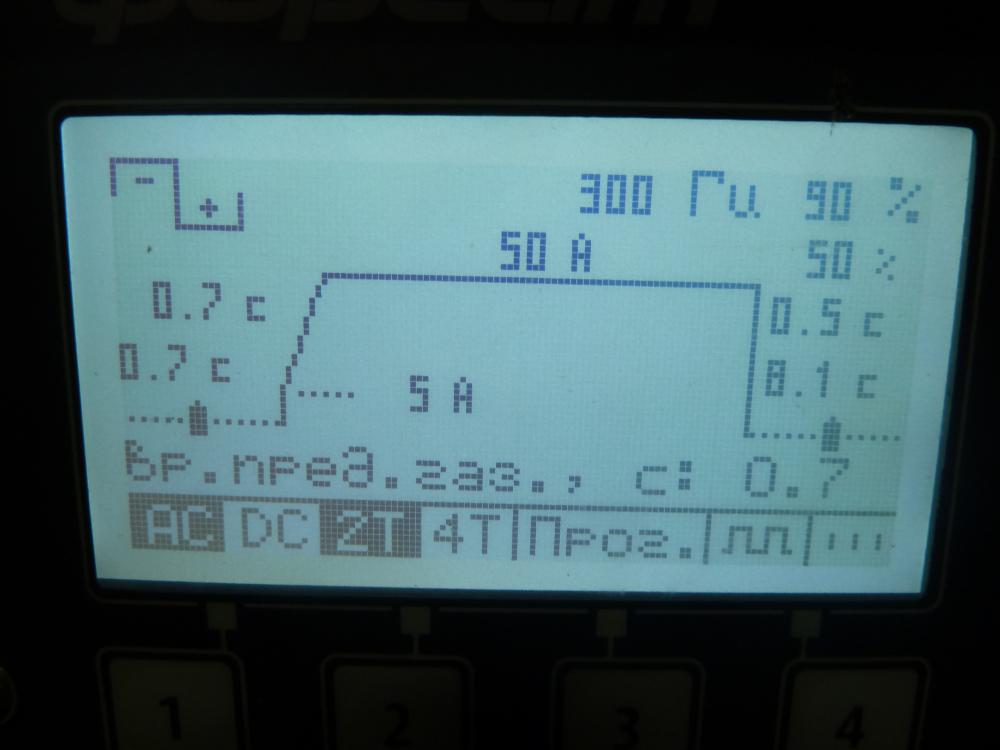
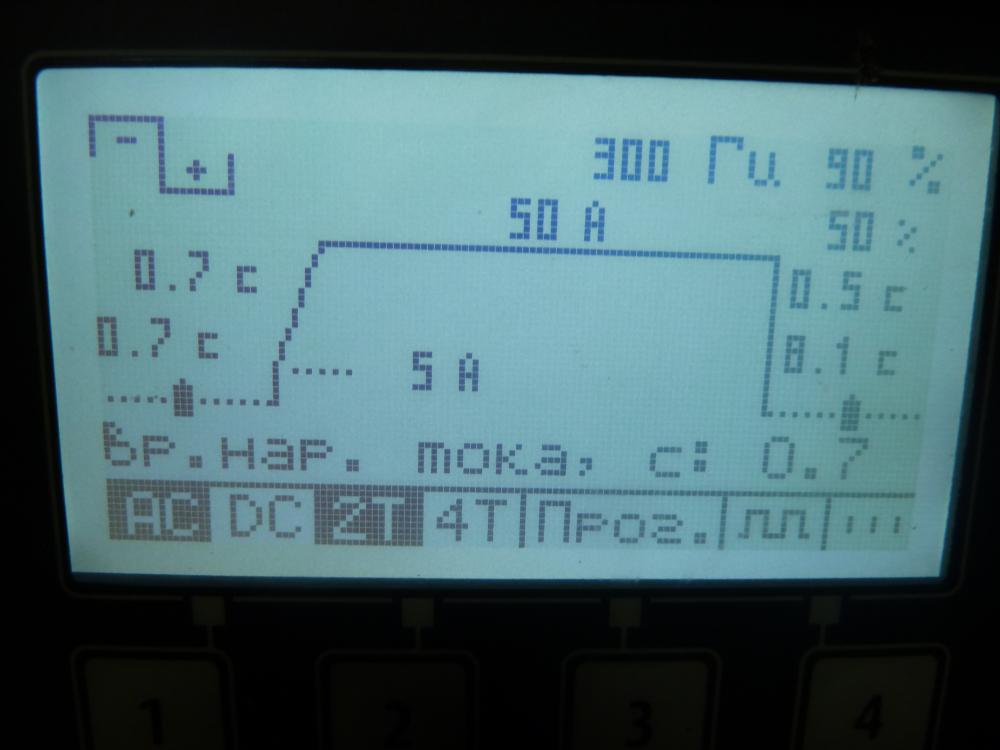
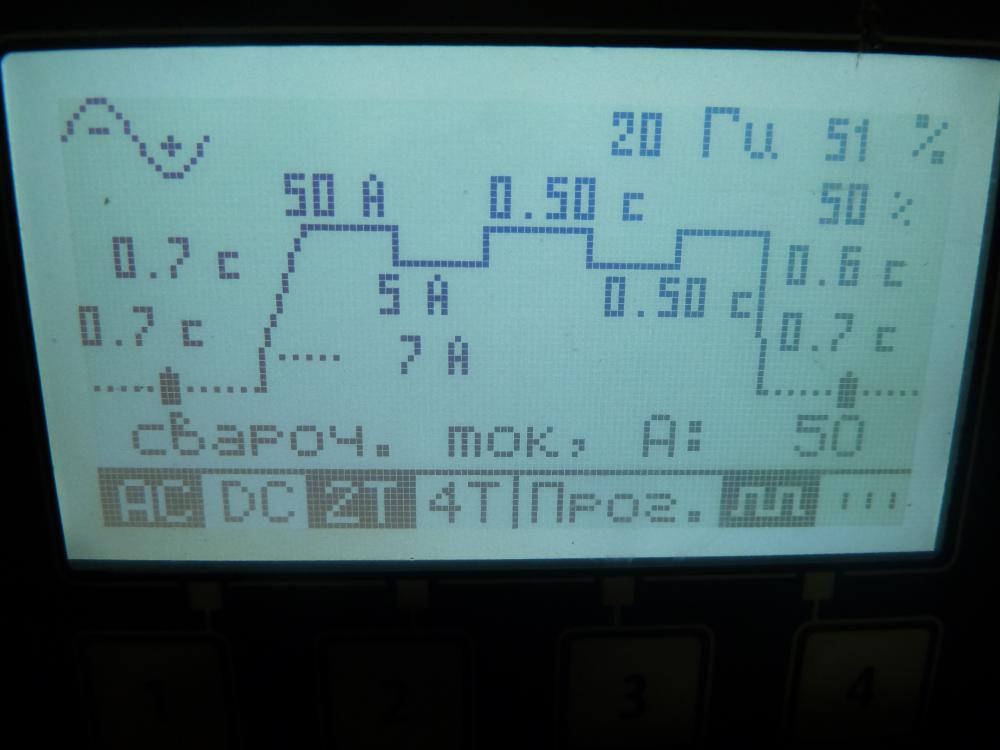
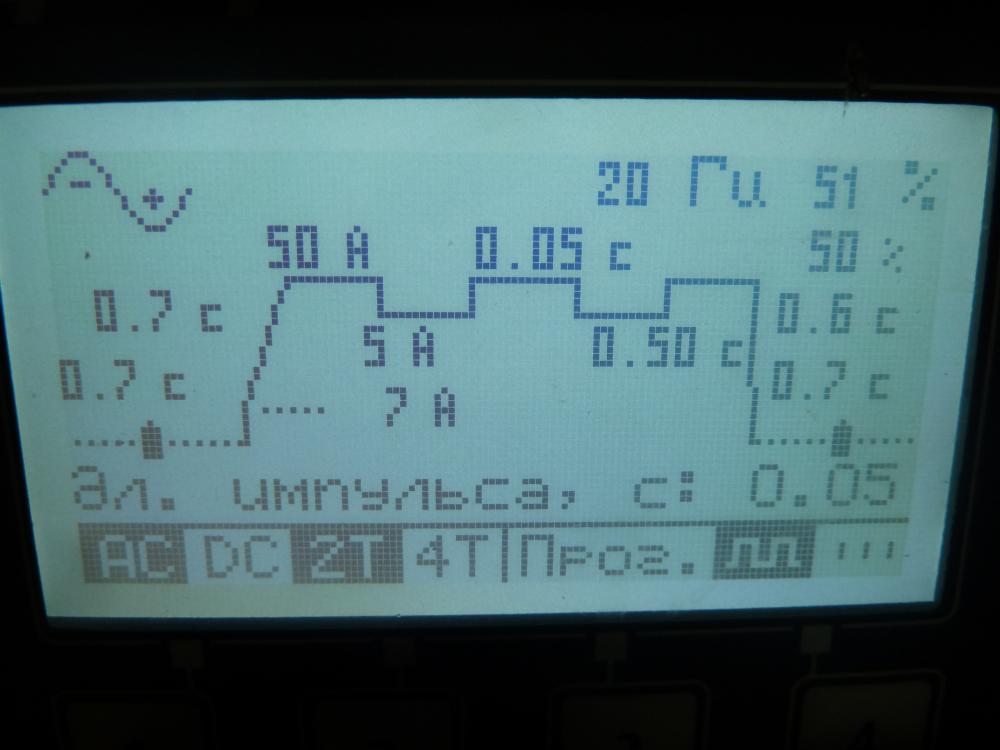
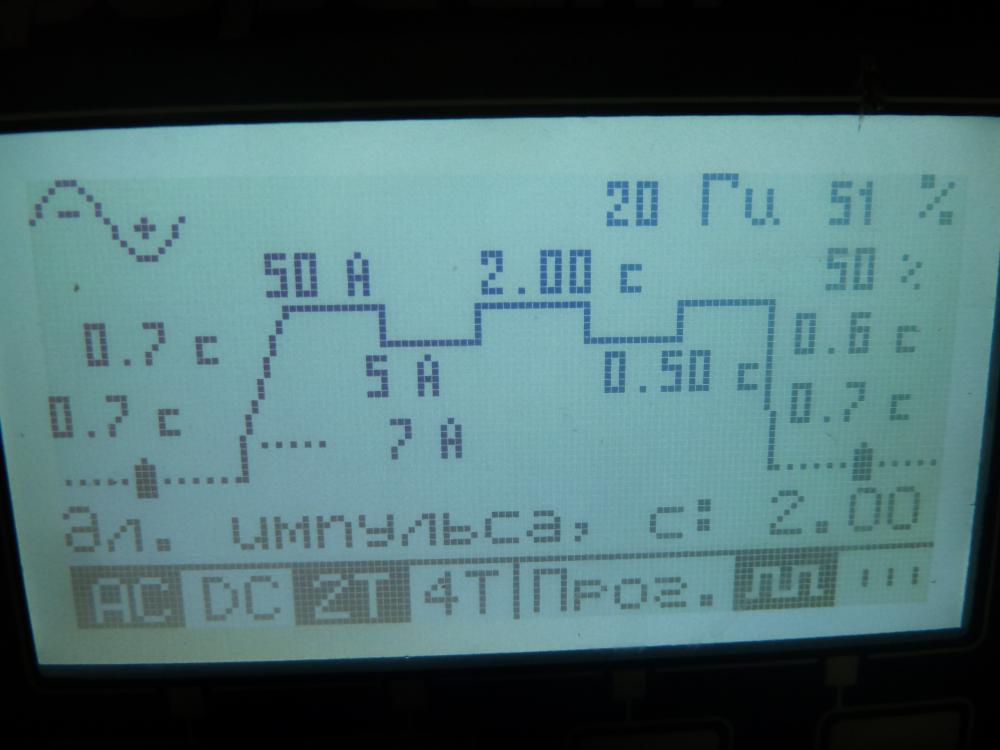
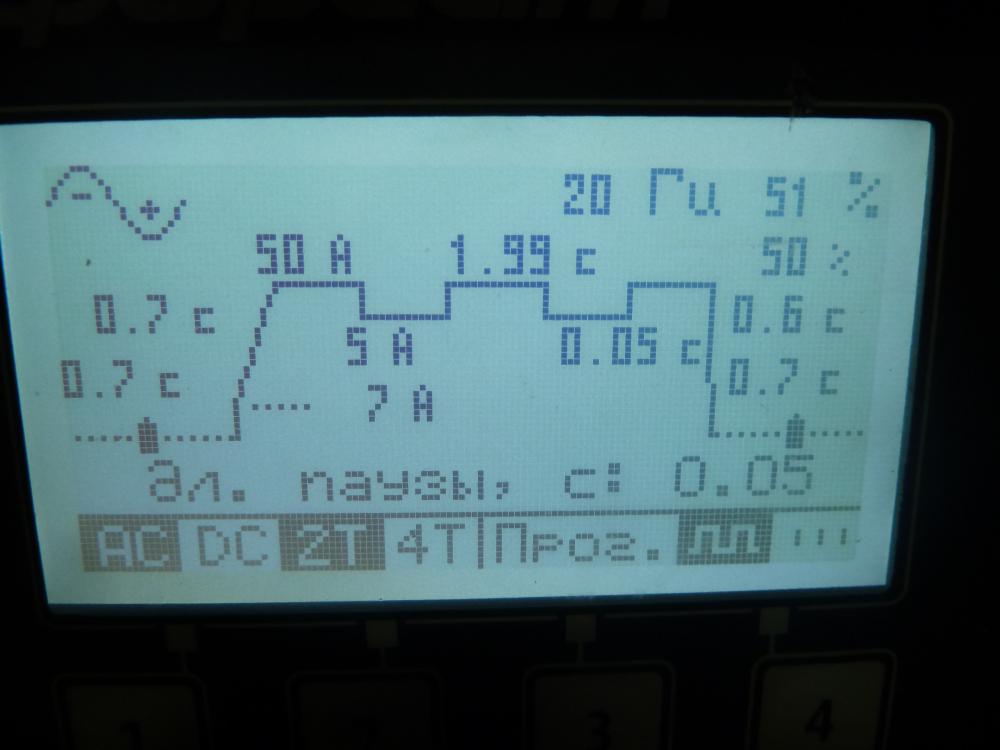
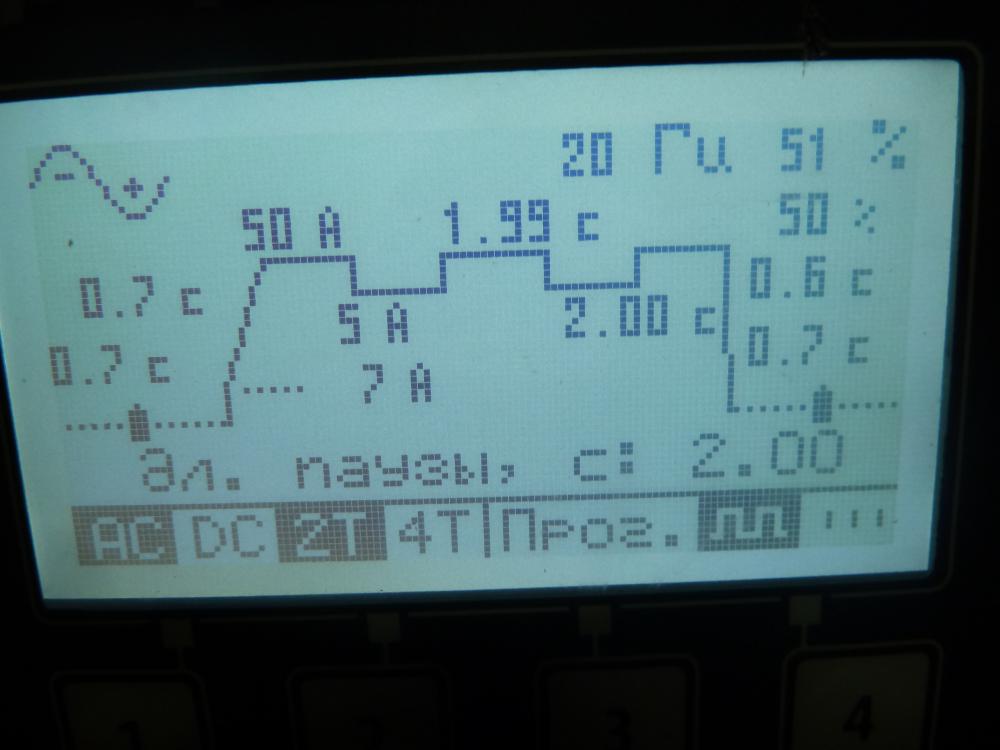
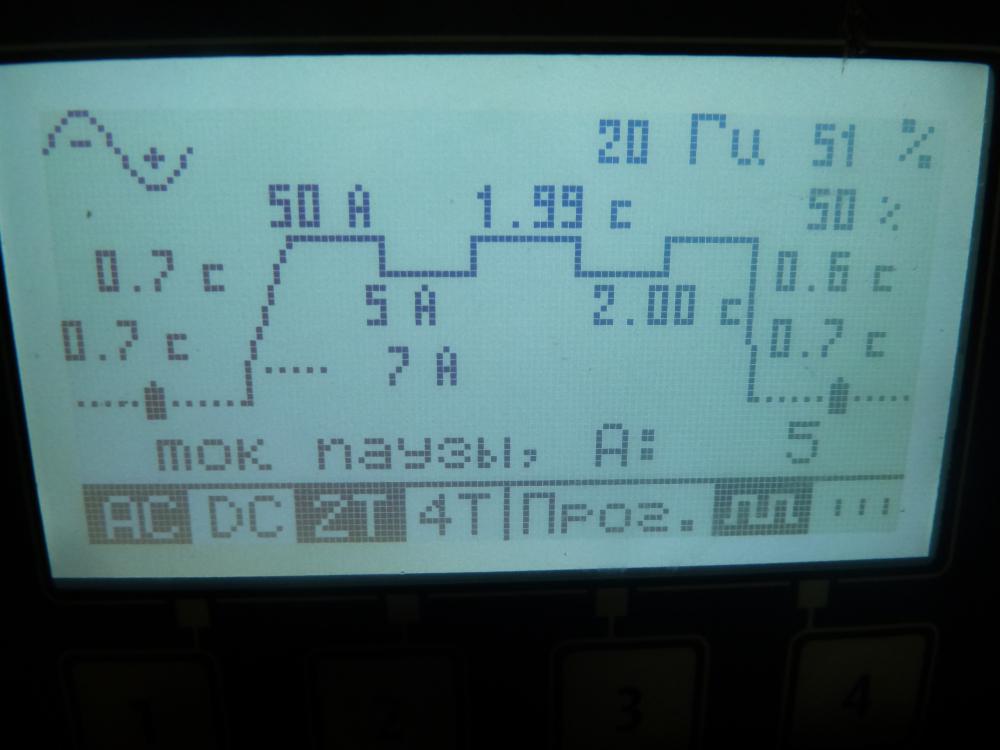
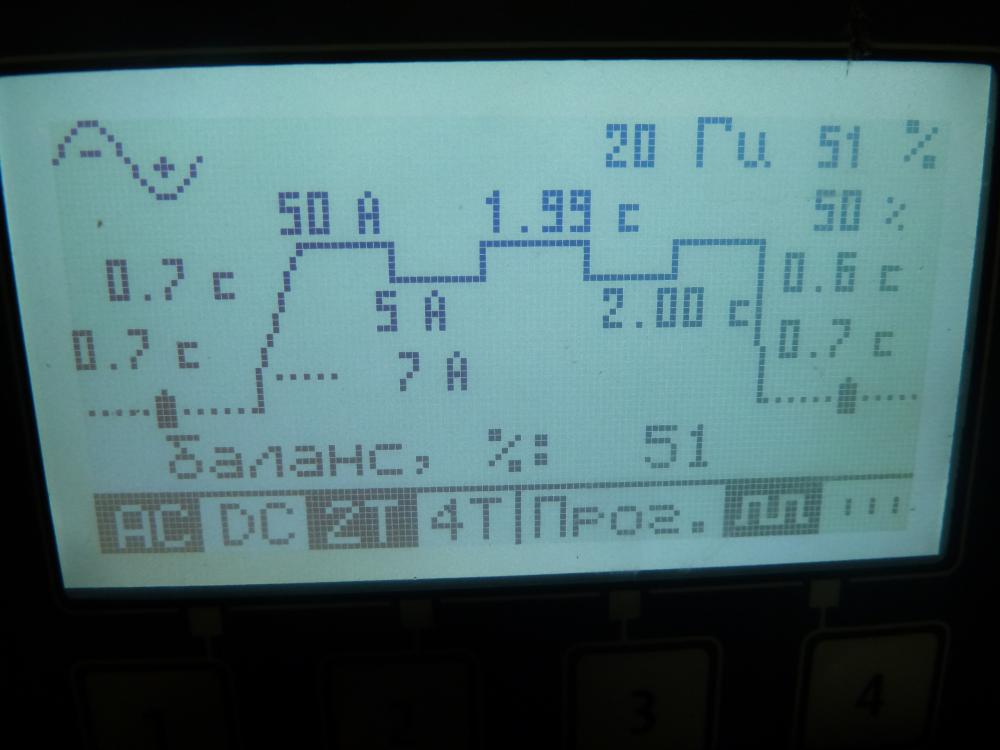
Наконец то дождался "подопечного" . Начнем с упаковки , так как "Деловые линии" похоже приложили его малька и немного облицовку погнули но с аппаратом все в порядке работает. Так вот расскажу как итальянцы упаковали когда с Италии мой аппаратик ехал. В общем та же картонная коробка но в коробку погрузили 8 пластиковых пакетов и опустили в нее же аппарат и накачали пакеты "пеной" , пакетики так хорошо обхватили аппарат и коробку что он там как в "родном гнезде" сидел . Из коробки вытащил вместе с пакетиками и потом они отпали от аппарата на 8 отдельных частей и каждая повторяла ту часть аппарата к которой прилегала. В деле его сегодня еще не пробовал , так что пока фотки прошивки, да и с водоохлаждайкой надо разобраться. Вадим ты уже делал и помогай.

























-
toxa , Alex_DRUMMER С Днем Рождения!!!
-
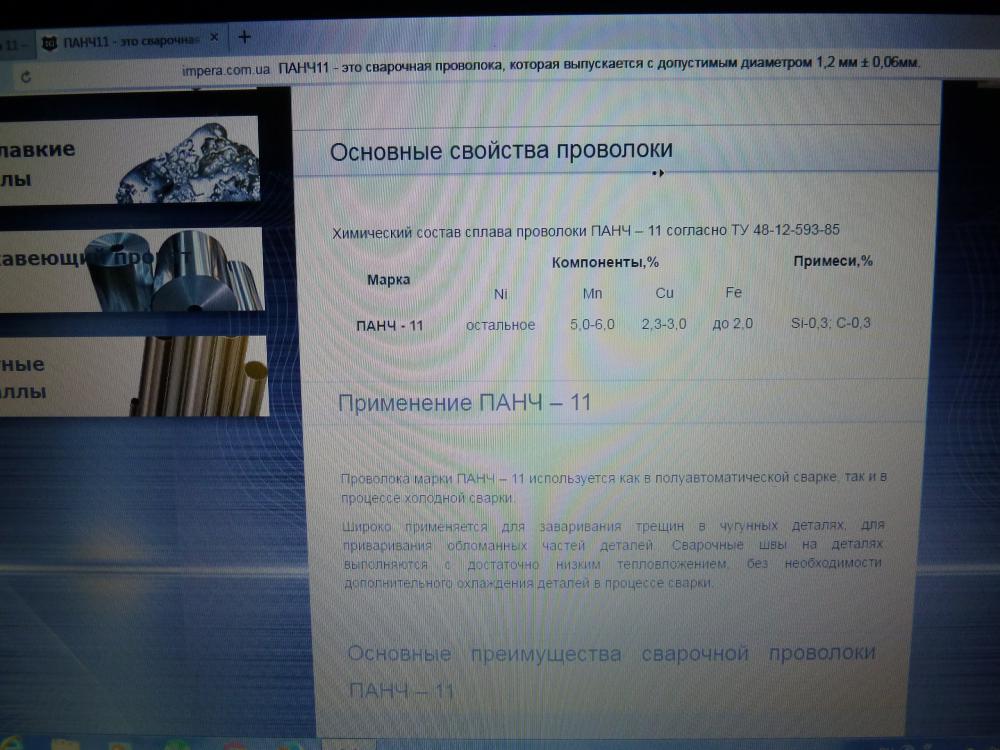
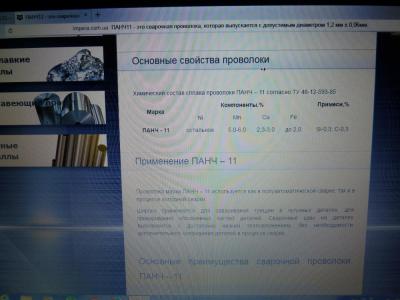
Виктор , но я не нашел редкоземельных элементов в хим составе ПАНЧ (они обязаны показать их , или я ошибаюсь и это "секрет" ) Аргон убрали и воткнули "прямую полярность" для ПА а смысл? Я как то попробовал на "прямой полярности" порошковой в инструкции к ней прямая полярность обозначена , в общем черте что получилось . Переключил на "привычную полярность" для ПА и добавил чуток смеси и дело куды лучше пошло.
-
Виктор у них она как проволока идет и для чугуния не обозначена (но это у них) у нас найдут и иное применение. http://rs-nt.ru/products/326/2310/
-
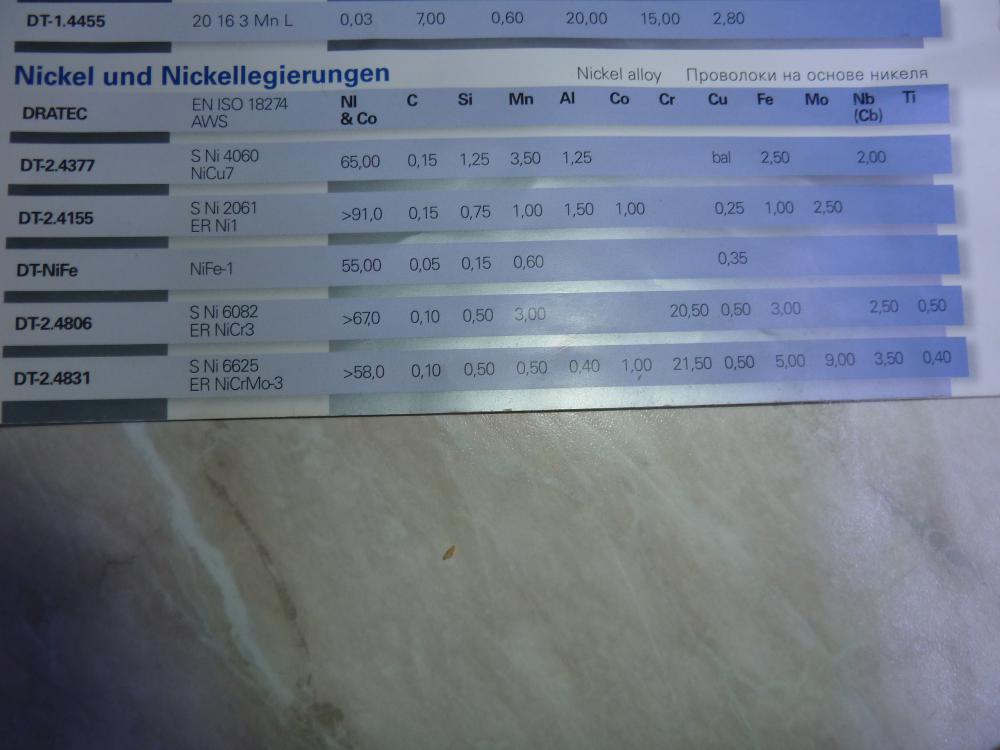
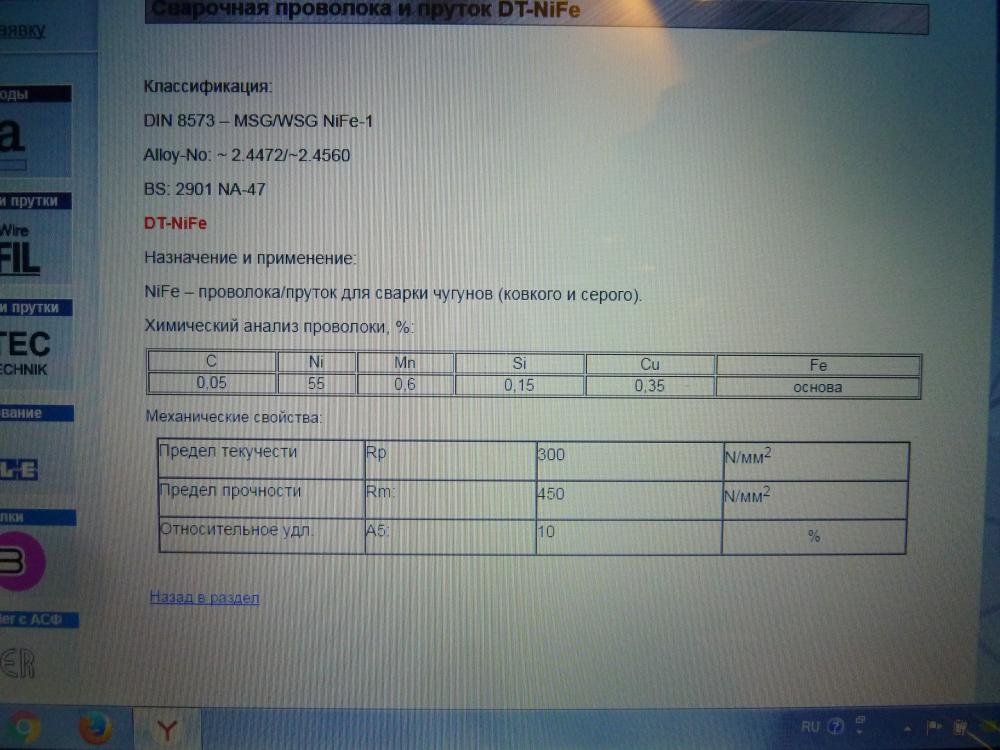
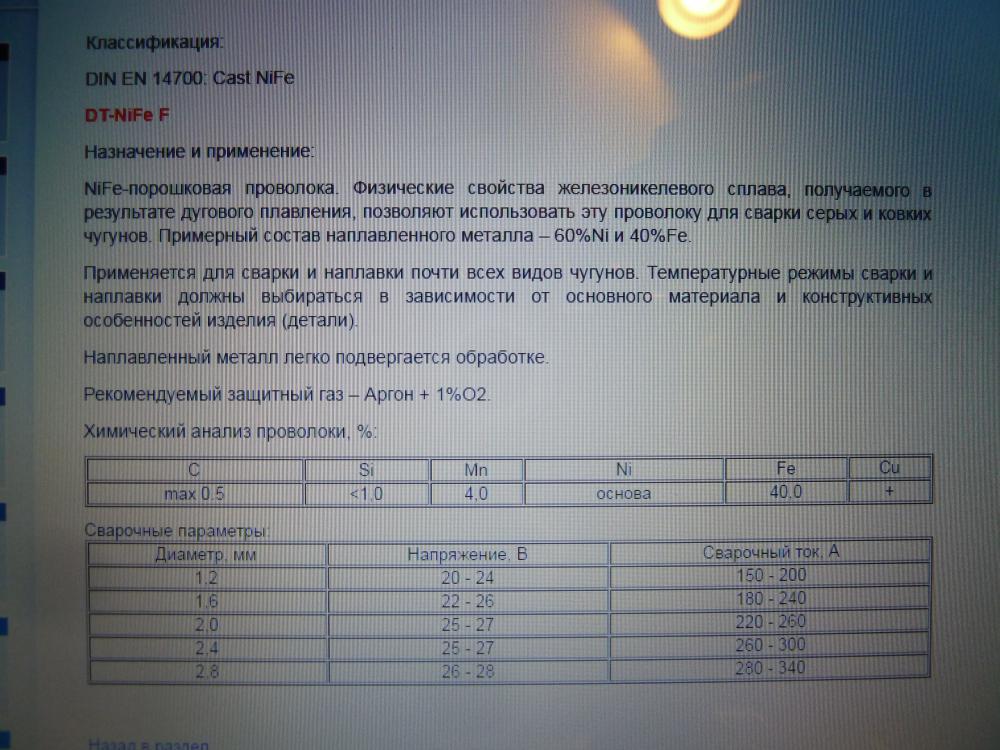
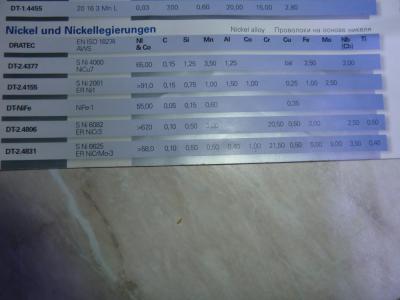
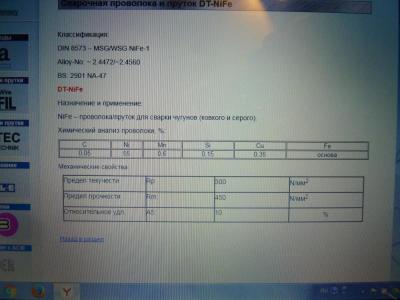
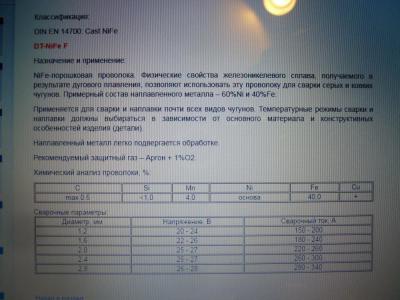
Да еще прямой полярностью ( минус на проволоке) в этом режиме ПА очень плохо работают и написано что проволока самофлюсующаяся (а чему там флюсоваться) нет компонентов которые способствовали бы предотвращению пор . В общем нужна газовая защита и режим если ПА то на обратной полярности ( плюс на проволоке) Вот хим состав ПАНЧ11 и немецких двух проволочек . P.S. Кстати у немецких проволочек не где не обозначено сварка на ( прямой полярности МИГ) и да еще без газа, то есть обычные режимы для ПА и ТИГ.


-
Работал в начале девяностых с напарником Петрухой с Белоруссии толь не помню с какого района но деревенский точно , так вот сгоняет он на недельку на Родину в деревню и сальца нам в подарок как мармелад цветной прослойками по 3мм сало- мясо и таких слоев 6-8 бывало а может и больше , говорил что специально так свиней кормили и держали . Больше такого сала я не где не едал.
-
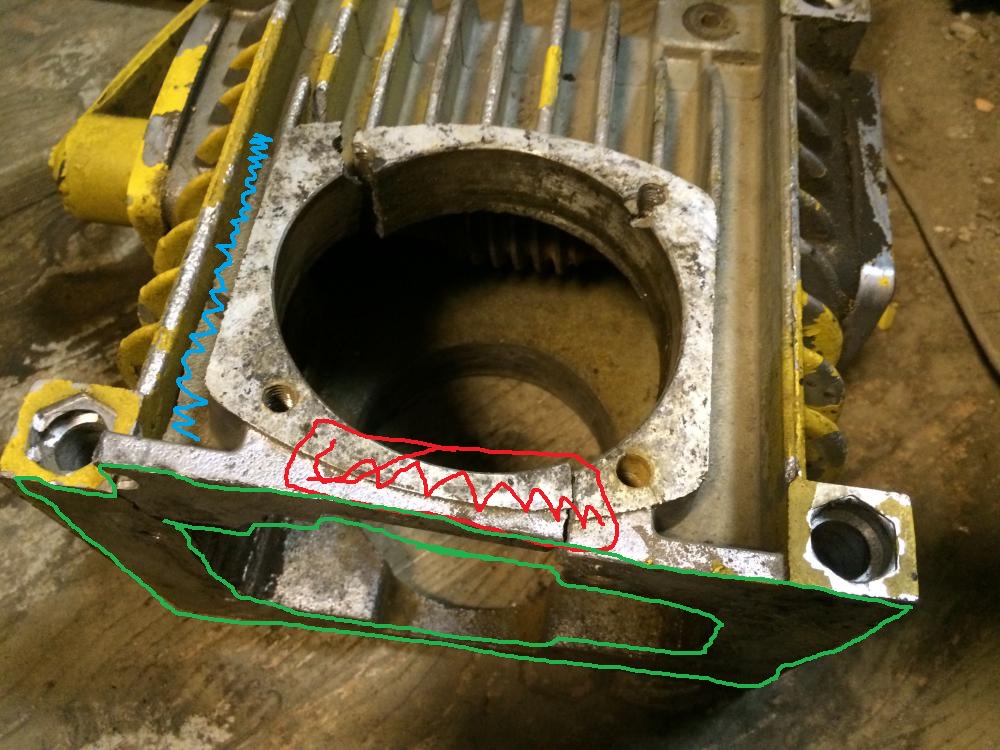
 Георгий проси 5р и скидку сделаешь до 4р но потом при условии что все пойдет без проблем. А проблемы будут , одна подготовка займет много времени. Да и варить будет ТИГом тяжеловато , вот где синим отметил наплавлять придется по ребро несколько проходов , красный проблемный слабый участок и если конструкция позволяет то желательно сделать накладку . это редуктор похоже и нагрузки высоки. Когда ты купишь ПА хороший с ним бы легче было. Вот смотри аппарат 2013г (я звонил и пока забронирован за мной , но у меня есть для вас стараюсь чтобы такая чудо машина да за такую цену не ушла на сторону ) варили алюминиевую опалубку 5мм шит и швеллер под 10мм и от коей в настоящие время отказались пошла сталь опалубка и там простые китай справляются . Хозяин сказал что отдавал за него в Свага 480к.р. , продает за 200 со всем как есть на фото. И еще аппарат не разу не ломался но проходил тех. обслуживание в Свага чистка осмотр подтягивание контактов . Сейчас аппарат находится в Свага на очередном тех. обслуживание , так решил хозяин перед продажей сделать тех. обслуживание. http://websvarka.ru/talk/topic/5041-prodazha-interesnykh-veschej-s-molotka-avito-i-drug/?p=204192
Георгий проси 5р и скидку сделаешь до 4р но потом при условии что все пойдет без проблем. А проблемы будут , одна подготовка займет много времени. Да и варить будет ТИГом тяжеловато , вот где синим отметил наплавлять придется по ребро несколько проходов , красный проблемный слабый участок и если конструкция позволяет то желательно сделать накладку . это редуктор похоже и нагрузки высоки. Когда ты купишь ПА хороший с ним бы легче было. Вот смотри аппарат 2013г (я звонил и пока забронирован за мной , но у меня есть для вас стараюсь чтобы такая чудо машина да за такую цену не ушла на сторону ) варили алюминиевую опалубку 5мм шит и швеллер под 10мм и от коей в настоящие время отказались пошла сталь опалубка и там простые китай справляются . Хозяин сказал что отдавал за него в Свага 480к.р. , продает за 200 со всем как есть на фото. И еще аппарат не разу не ломался но проходил тех. обслуживание в Свага чистка осмотр подтягивание контактов . Сейчас аппарат находится в Свага на очередном тех. обслуживание , так решил хозяин перед продажей сделать тех. обслуживание. http://websvarka.ru/talk/topic/5041-prodazha-interesnykh-veschej-s-molotka-avito-i-drug/?p=204192
-
Магний , он же почти как порох и его надо прятать под аргон или другую инертную среду иначе большая вероятность что он вспыхнет . Я в ВДВ служил и БМД (боевая машина десанта) была из алюминия (современные не знаю мож что поменялось) а катки были магниевые их было столько что мы иногда в поле разжигали из них костер погреться , офицеры не против были , да они (офицеры до капитана свои были и мы с ними на ты ) а вот что выше капитана те еще те огурчики были но и их иногда на место ставили.
-
Михаил там и лапши не получиться с этих " кривых корыт " , напилить то можно но попрямить не получиться хрупкие они. Лучше наколоть кусочков "топором" и кусочками через пассатижи или еще как подавать его в дугу.
-
Сергей возьмет проволочку и как ко мне попадет то с ним и испытаем . Главное есть на чем пробные швы положить , картер от бензопилы несколько штук валяются и еще что то магниевое есть, нужно порыться в "закромах". Немного терпения наберитесь.
-
Сергей скорее всего вам завтра утром отзвонит и договоритесь.
-
Звонил и договорились , проволочку на пробу примет Сергей http://websvarka.ru/talk/user/5863-metromaxi/ , он все равно на днях ко мне собирался . Вот и испытаем с ним вместе.
-
Михаил , ТИГ но можно и ПА (не охота было перезаряд ПА делать . Проволочку или присадок надо покупать правда дорогая но окупается. http://rs-nt.ru/dratec-gmbh-germany/dratec.php
-
Стальной бак ГАЗ , луженый с наружи но .... , заплатки и CuSI3












-
Таблица с этой брошюрки , фирма довольно продвинутая и уважаемая проволоку высшего качества выпускает. Что касается присутствия Zn в ее Ал сплавах, им виднее и похоже они считают что выше получаются сварочные свойства. Что касается других производителей , я думаю что у каждой фирмы есть свои "ноу хау" . Проволочку титановую теперь вам надо на стрелу , может кто поможет с форума . Я вот только ссылку дам где можно купить , кстати той же немецкой фирмы . http://rs-nt.ru/dratec-gmbh-germany/dratec.php