selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
+++
-
Не открываются ваши фото с аппаратом , пишут "страница не существует" ,,,,, попробуйте исправить
-
Конечно да , а что делать если гаража нет???, да и в Москве их почти все снесли и теперь многоуровневые стоянки. Взрываются сейчас часто ,,,, а почему вопрос???? , вот при СССР взрывоВ в МКД практически не было . Сейчас взрываются баллоны даже у тех кто занимается натяжными потолками , а вот они в силу специфики работы должны знать как обращаться с баллонами , но нет нагоняя температуру в комнате вроде до 80гр. оставляют там же и баллон и естественно некоторые баллоны не выдерживают нагрева ,,,,,, а вот почему же им не оставить баллон в другой "холодной" комнате . Да и газовщики современные , только деньги стричь с абонентов , вот на своем примере и расскажу ,,,,,, звонят из газового хозяйства и говорят надо договор оформить иначе "отключим газ" . Приехали на следующий день водитель и мастер , мастер достал пылесос и к котлу , я ему говорю там все чистенько , не мы посмотрим , Хоть знает где кнопка у котла , отключил посмотрел все чисто но говорит все равно пылесосом пройдем для профилактики дайте переноску под пылесос , дал прошелся . Я ему говорю вот котел импортный и будет договор если мало ли чего аппаратура забарахлит придете и бесплатно сделаете ,,,,, вы чо у нас в этих котлах не кто не понимает и будете сами искать ,,,,,,, ладно понял , а тягу проверите и утечку газоанализатором , да нет у меня его , да и у вас не пахнет газом и значит все в норме ,,,,,, где можно договор оформить , да вот иди в комнату там жена и оформите , из чемодана две бумаги формата А4 уже расписанные заранее и ушел в комнату , через 5 мин собрал манатки и уехали ,,,,, за хожу в комнату к жене , и она тщательно изучает документ , а ей чо ты там читаешь , да не чего , просто их бумажка сия стоит 7000р , не хило за пылесос . В этом году звонят (договор на год) ,,,,, в общем послал я их лесом , грозили отключим газ ,,,,,,, да не пущу я их за калитку вот и весь сказ . Ну вот самодельщики обычно не взрываются , так как технически подкованы , зря вы их ,,,,,,, вот в СССР машины на балконах собирали и потом героями на весь СССР были ,,,,,,, делали вещи достойные не уступающие "загнивающему западу " .
-
 А ,,,, Сергей вот к аппаратику то надо чуток привыкнуть и не как не с наскоку , это как новый авто хоть Феррари или Мерс сразу вы их не поймете и не оцените да и ехать будете с опаской . Ну и чуток про Сварог и не я писал а Вад11 коему пришлось им варить ну очень большие кузова , открывается на 13стр и перейдите на первую Сергей , о чем ты и человек в лице Ivanvo говорит что Ал до 10мм варить и готов потратить 6000уе , а вы ему 200амерник предлагаете , который вообще не о чем на 10мм алюминии
А ,,,, Сергей вот к аппаратику то надо чуток привыкнуть и не как не с наскоку , это как новый авто хоть Феррари или Мерс сразу вы их не поймете и не оцените да и ехать будете с опаской . Ну и чуток про Сварог и не я писал а Вад11 коему пришлось им варить ну очень большие кузова , открывается на 13стр и перейдите на первую Сергей , о чем ты и человек в лице Ivanvo говорит что Ал до 10мм варить и готов потратить 6000уе , а вы ему 200амерник предлагаете , который вообще не о чем на 10мм алюминии -
Вот смотри это с авито и довольно точно Описание Инвертор для аргонодуговой сварки Genesis 2200 AC/DC 1x230V - LCD 3.5" c возможностью водяного охлаждения с баллоном и стойкой на колёсах. + много мелочёвки для сварки. Состояние на 5 с минусом. Цена подарочная (аргументированный торг приветствуется) Кто знает, что такое фирма SELCA, тот более другого не хочет. Феррари среди сварок )))
-
МТЕ имеет осциллятор в ТИГ режиме , рмс такого не имеет и розжиг при тиг сварке касанием , в остальном они братья близнецы . Ну и конечно МТЕ ,,,,,, иначе опосля будете жалеть
-
Да да и ты все верно отписал На СССРовских редукторах эта пипочка откручивалась и также держала прокладку но и еще функцию выполняла удерживая фильтр из спеченных латунных шариков .
-
На импортных редукторах меньше чем у наших и у баллона и по сему раздавливает прокладки и из паронита и фторопластовые и даже пластиковые дубовые 3мм толщиной и по сему................................. Вот вижу на твоем редукторе есть "пипочка" ну и выше отписал резиночка с форсунки и забудешь о травлении газа да и затягивать сильно не приходиться , резиночка вместе с "пипкой " уходит во внутренний диаметр отверстия вентиля и тем самым надежно перекрывает все возможные пути газу да и саму ее уже не выдавит даже очень большое давление нет путей выдавливания у нее . Так что пробуй ....

-
+++ и спасибо .
-
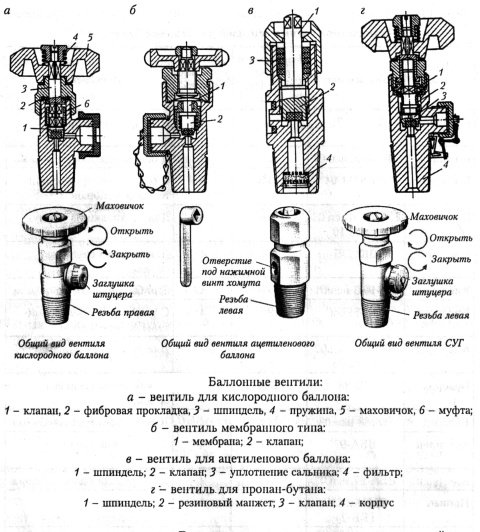
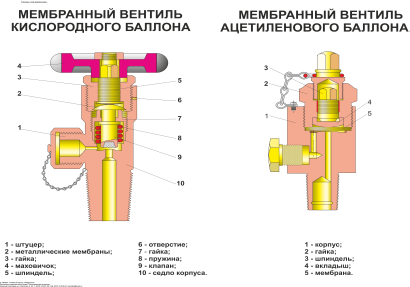
Володь , да так и есть и у меня тоже импорт и даже гайки не подходили , ножку откручивал и нашу гайку ставил . Так вот смотри если есть такая "пипочка " в конце ножки , то покупаешь резиночки форсунок ВАЗ в любом сель маге запчастей ну и дальше все видно на фото , сильно гайку затягивать даже не приходиться все прижимается на ура , или в сантех магазине наборчик резинок . НО от форсунок качественнее и лучше в разы бывают красные или зеленые да и черные попадаються качество у всех примерно одинаково . Ну и может прокладочки и не виноваты , а виновник обычно вентиль баллона и когда он закрыт то верхняя прокладка как бы плохо пружиной поджимается и вытравливает через ось барашка . Есть вентили мембранные и они избавлены от сего недостатка но на аргон их не ставят , ставят только особо высокой чистоты , гелий летуч и по сему там тоже мембрана как и на ацетилене и этот "особо опасен" Да наверное каждый сталкивался поменяв баллон и открыв перед работой выясняется что он травит и первая "скорая помощь " для сего безобразия открыть вентиль до конца , в принципе у меня уже "рефлекс" выработанный и всегда открываю до конца .
-
Сергей , а чем же они отличаются::??? ,,,,, вот я всегда думал что это одно и тоже , да и производители из разных стран в каталогах да и на коробках пишут примерно так
-
Если не секрет , гды ВЫ урвали такой ?????
-
Игорь , позволь не согласиться , да видовой шов это хорошо , да и скорость естественно падает ну не критично, двойной и он для этого и был создан чтобы толстое к тонкому и где перегрев не допустим , и без него на тонком может и трещина появиться да и даже не появившись, соединение будет не надежным так как тонкое в околошовной зоне будет так скажем "пережженным" и очень большая вероятность что лопнет по около шовной зоне ,,, да можно и одиночным это сделать , но это потребует от сварщика большего опыта , вот для этого и есть двойной пульс , да и поводок - деформаций в разы меньше при двойном . Ну сейчас это уже не маркетинговый ход и буквально все ПА имеют дополнения в виде ММА и ТИГ , так что купи любой и в них уже встроено это , но вот как встроено тут вопрос и поджиг касанием или осциллятором огромная разница ,,,, вот Селко имеет полноценный ТИГ в ПА со всеми импульсами морем настроек , спот режимом и т.д и достаточно переключить кнопку не чего не "переобувая" даже газ . ,,,,,, и если уж покупать и тратить не малые деньги , то лучше же иметь полноценное а не урезанное, тем паче "урезанные" по деньгам иногда бывают и дороже . Ну а так согласен что на "запасном путю" должен присутствовать и полноценный AC/DC тиг и думаю сейчас без него не одно производство или мастерская не обходиться , да чо мастерская гаражик с любителем сварки и тот уже имеет тО и тО. PS ну и для 10ММ алюминия лучше иметь трехфазник с запасом по амперам 300А ну думаю и 270 сгодиться
-
Я вот так думаю что 316 будет предпочтительнее . https://www.svarbi.ru/articles/otlichiya-svarochnykh-provolok-er-308-lsi-309-lsi-316-lsi/
-
Конечно его и у него полноценный тиг DC с осциллятором и очень крутыми импульсами от 01 гц до 2500гц и даже имеет два тракта по газ МИГ и тиг так что не надо будет не чего переобувать , просто кнопку с МИГ на ТИГ и наоборот . Вот 4000 .но все функции как два брата близнеца Да ладно ,,,,, у меня 13лет отпахал и уже три года на нового хозяина работает.
-
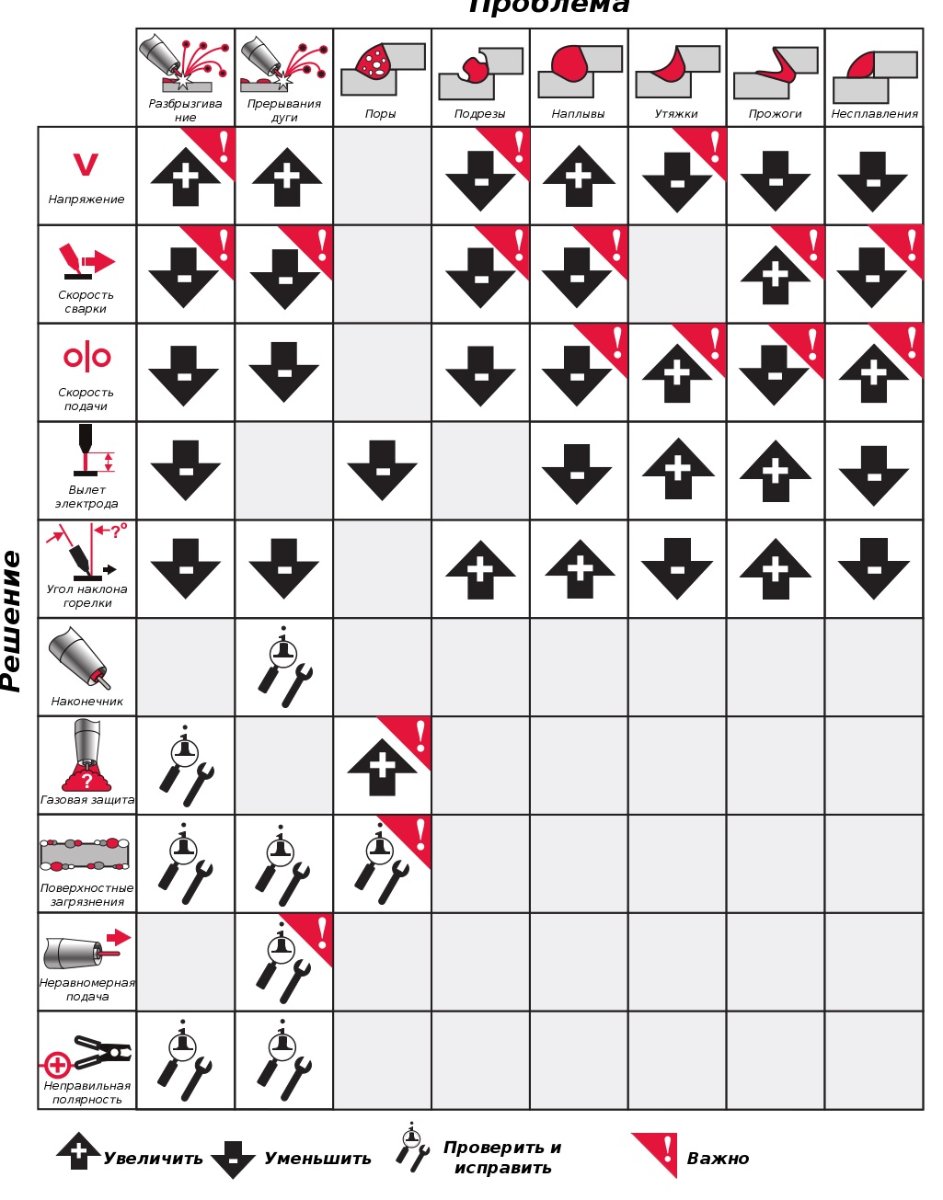
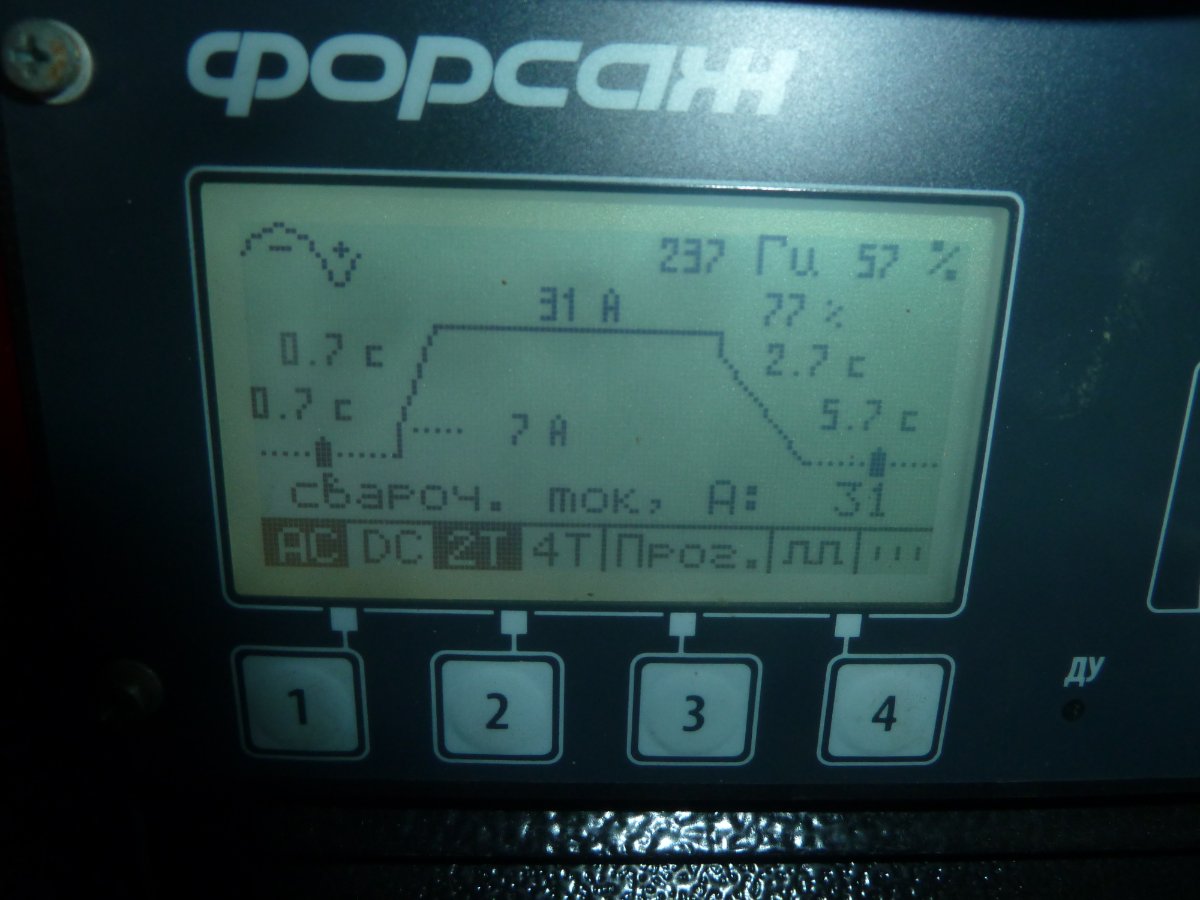
Я выше отписал что подача (а она именно подача и не как не регулятор ампер) и напряжение повязаны одной веревочкой и ловите баланс и тогда ПА будет "жужжать " и не как иначе , да подачей можно чуток поднять или уменьшить ток но это мизерное значение и лучше поймать золотой "баланс " Надо учесть что газ и даже наклон горелки влияет на сий баланс . Вот "скорая помощь" для начинающих и все просто посмотрел и лови баланс . Ну и видео от классного и практикующего инженера по сварке и все подробно рассказано
-
У меня сегодня самая малость труба 5 дюймов .
-
А нельзя суда фото чтобы все видели чего хочеться? А вообще то вам сюда надо обратиться в ЛС к человеку
-
Да согласен и должно быть , теперь может после Нового года соберусь в Москву и прикуплю
-
За ним в Москву надо и это целый день потратишь что на электричке а тем паче на авто . Вот у наших алюминиевая основная 5356 4043 присадка , нерж 309 и появился CuSi3, даже под чернуху нет прутков , правду в катушках для па есть . В Электростали специализированный по сварке но там тоже самое , как то им говорю вы хоть бы ассортимент пополнили например СuAl 9 / ? ,,,,, да ты че человек кто ее покупать будет и валяться будет мертвым товаром ,,,,, не мы уж поторгуем чо постоянно берут .
-
Потертости конечно можно и запаять вот только вопрос чем , у меня есть серебряный флюсованный припой , но думаю эта труба сего не стоит да и Тиг быстрее с СuSi3 выходит . Ну а где сломана пополам то думаю там сам черт велел варить , ну и попросили усилить полоску с нерж2мм проложил , как так , да и водила прикупил новых хомутов с вставными резинками и закрепит как положено + думаю добавит где "дребезжит" труба .
-
Трубочка с большегруза , пополам да и потертости имелись . поправили ,CuSi3 1.6мм ,
-
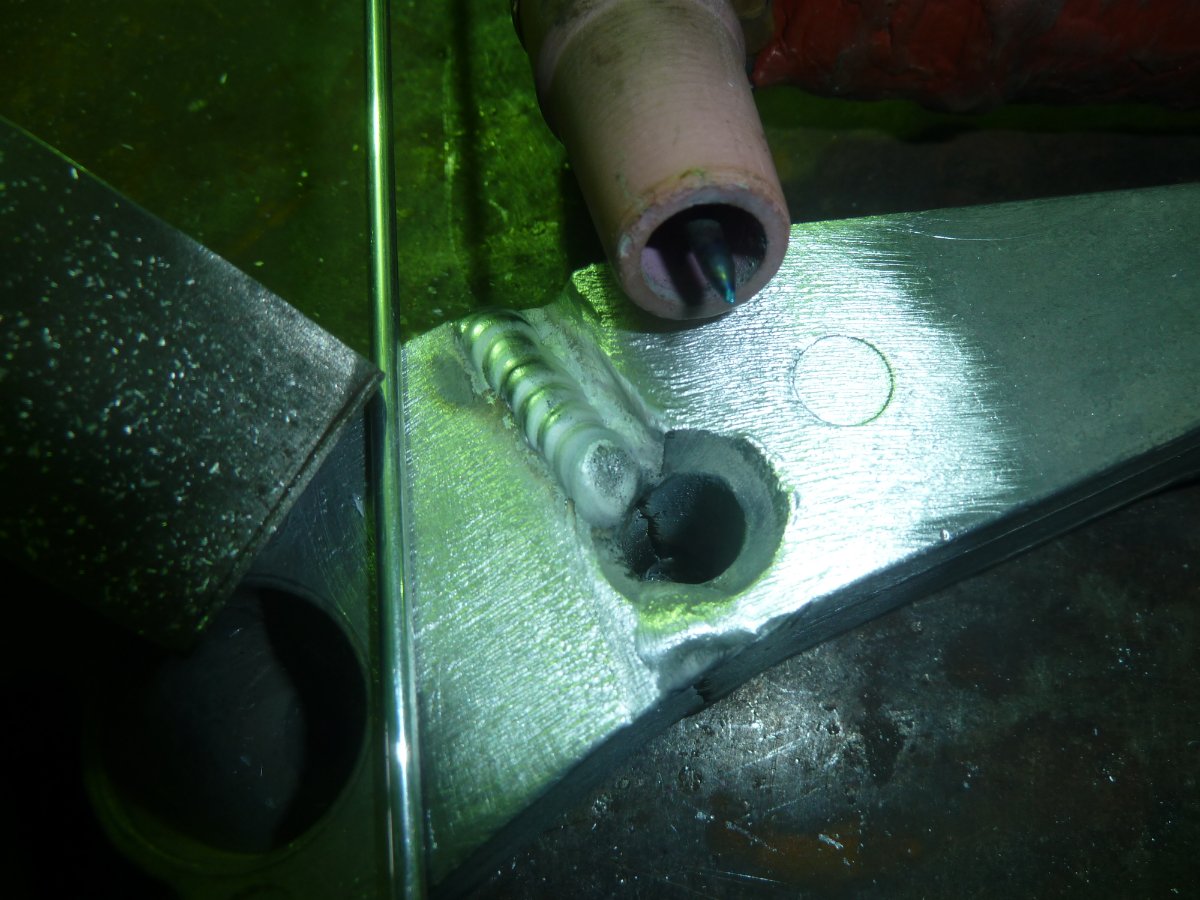
Компрессор с медной трубкой притащили ну медь в отдельную тему отправим а про компрессор и чугун тут немножко. Так вот притащили и говорят завари "дырку" масло гонит через нее . Посмотрел и выковырял остатки заводской заглушки в тех нологическом отверстии компрессора и "дыра" у нас подросла в диаметре до 5.2мм , ну и решил отверстие ровненькое не трогать и не злить чугун лишний раз дугой , просто надобно заглушечку выточить с небольшим натягом с нерж , что и сделал , посадил на фиксатор резьбы можно было это и не делать.
-
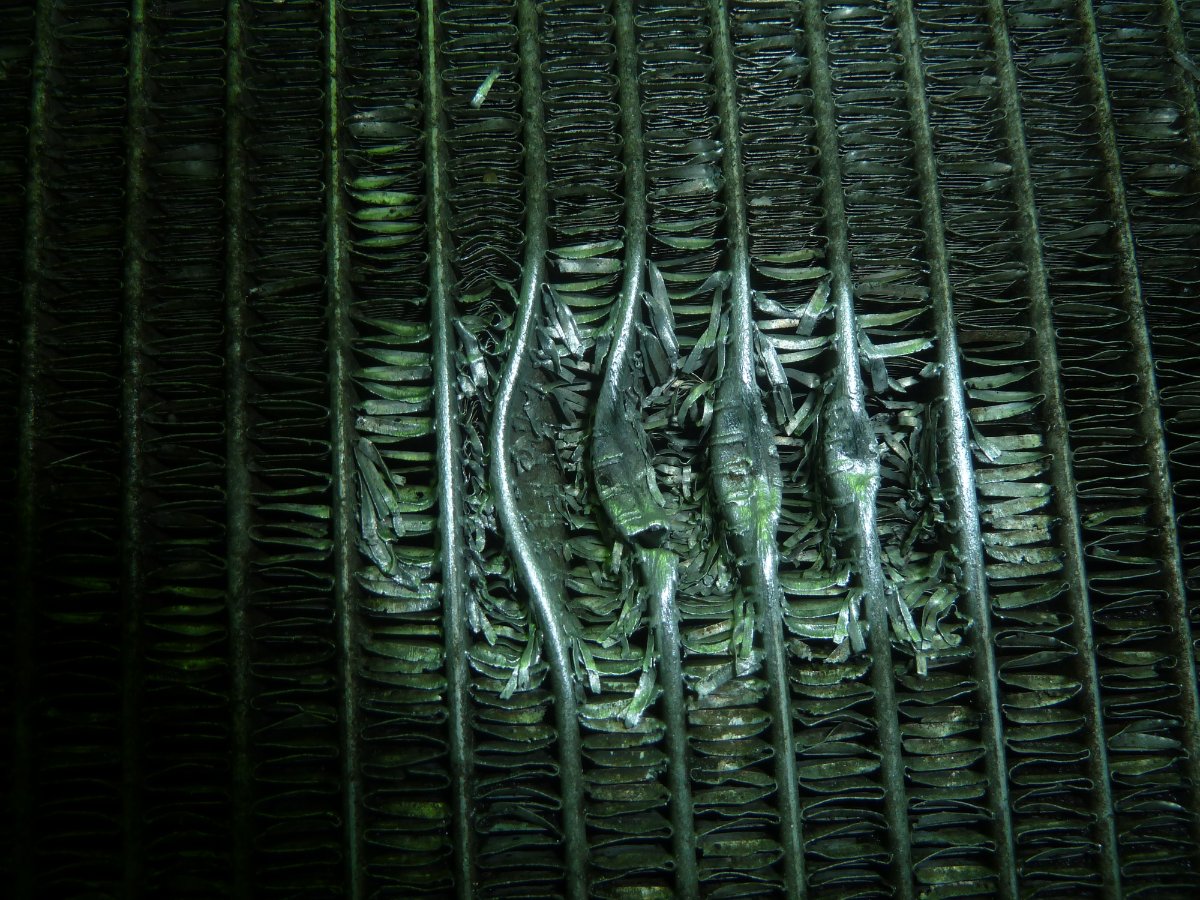
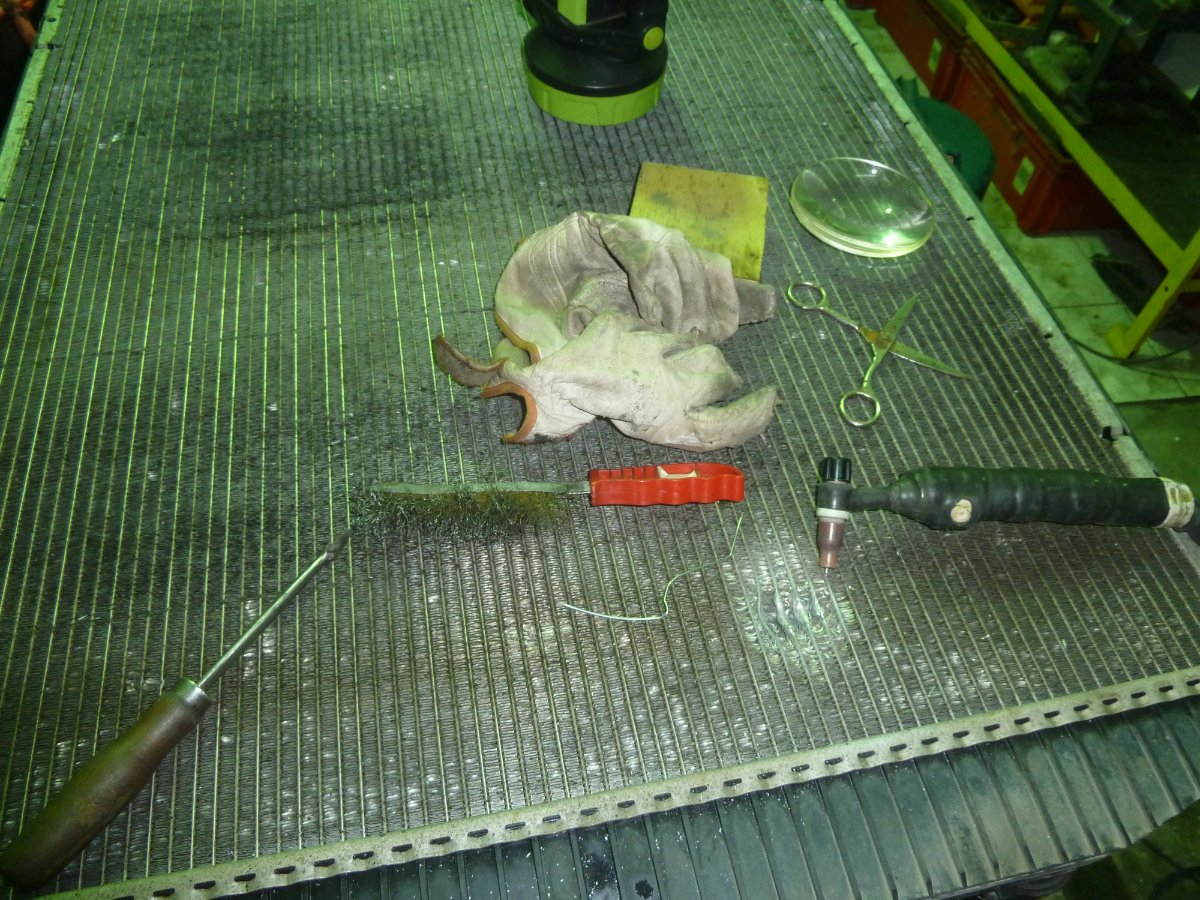
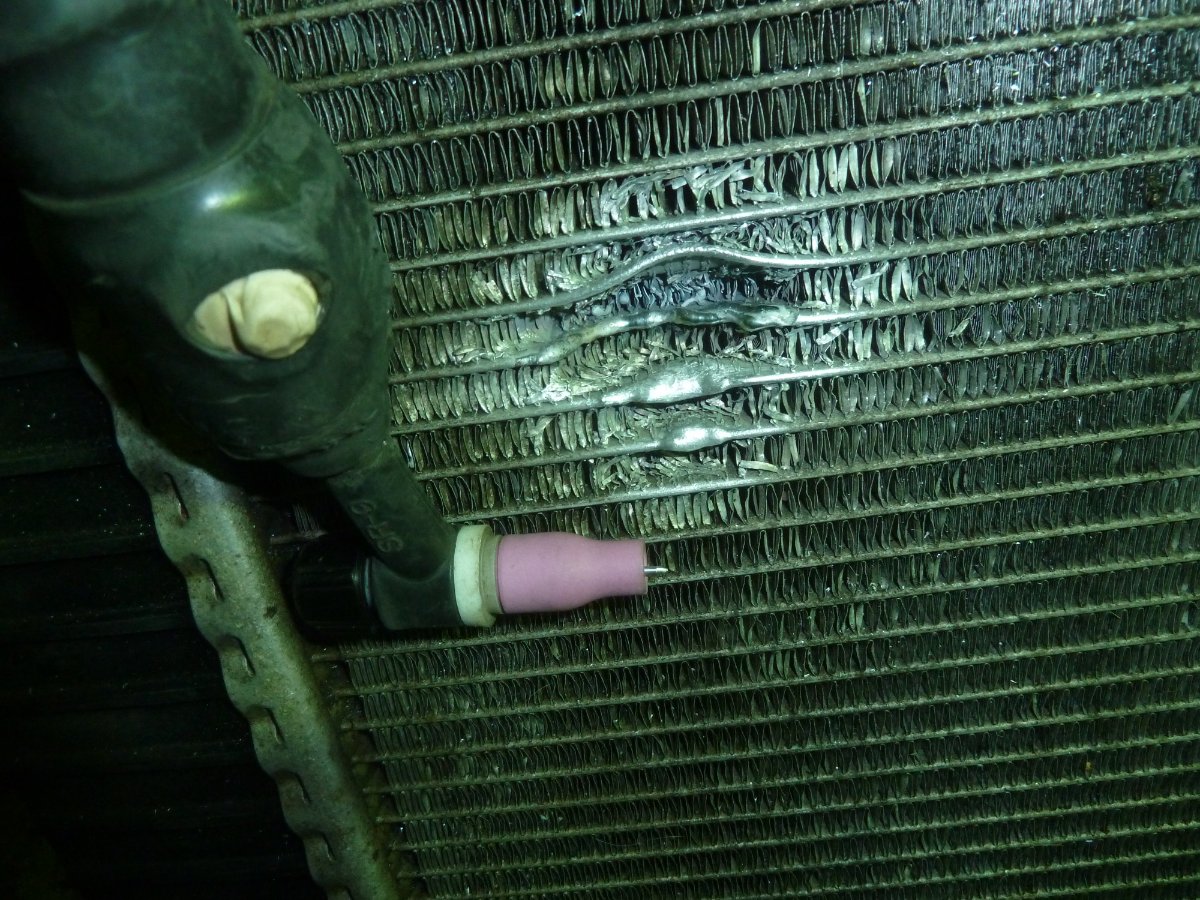
Радиаторик Ивеко , пристукнули три соты и одну глыбоко порвало но достали и герметичность восстановили .
-
ну вот и я вернулся сварка кронштейны радиатора после аварии , в нынешних условиях не найти на заказ 3 месяца ждать , помогли
- 3 328 ответов
-
- 10
-

-

-
- технологии
- TIG
- (и ещё 1 )