
Anton VL
-
Постов
3 126 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Anton VL
-
-
, тут разговор не о марке, а о принципиальных различиях в разновидностях конкретного инструмента
 "экономика" - это не сиюминутная выгода от покупки более дешёвого инструмента
"экономика" - это не сиюминутная выгода от покупки более дешёвого инструмента 
конкретно этот инструмент рано или поздно всё-равно окупится. ну если хотя-бы какую-то минимальную коммерческую деятельность производить
-
-
, ну для меня ключевое - это комфорт работы.
меня, например, качество реза абразивом вообще не устроило. потом как минимум времени на подгонку больше уходит. ну и режет абразив дольше. а время это тоже деньги.
хотя если заборы делать, то тоже наверное пофиг.
если человек привык на дешёвом работать - то ему сложно объяснить зачем что-то более дорогое покупать. его ж и так всё устраивает
-
@денис федотов, это ж кепка сварщика, а не пожарного. она немного для других целей
-
 2
2
-
-
-
-
-
-
2
-
-
@Cora, твердосплавную с момента покупки ни разу не точил ещё
даже если и дороже получится чем абразив, то не сильно. да и переплата явно того стоит. и быстрее, и ровнее, и без пыли -
1
-
-
@lazycat, ну до упора в минус выкрутите и посмотрите как себя поведёт. если чистит нормально и других проблем не выявится - то всё ок. если нет - чуть прибавьте в плюс.
методом научного тыка в общем
-
1
-
-
Так для переменки это нормально. Вольфрам оплавляется, даёт нужный радиус, соответствующий максимальной плотности тока для него. В старых справочниках писали, что под переменку надо в радиус точить. Это для постоянки конус нужен.
у современных источников в инструкции прописан режим сварки с острозаточенным электродом
с балансом в минус электрод достаточно острым остаётся (ну если поджиг нормальный и при поджиге сразу не округляет).работал раньше постоянно с балансом -62.5, заточка изначально почти не портится, но со временем всё-таки шарик образуется.
@Hlorofos рассказал о своих экспериментах и я тоже решил попробовал поработать с балансом -75. вообще огонь! электрод очень долго живёт. сам процесс сварки на острозаточенном гораздо приятнее, чем с шариком.
-
1
-
-
в китайце -подносиш электрод к детальке ,ну может чуть чуть касаешся -пшшшш дуга пошла и тянется и нелипнет.
бесконтактный поджиг (HF) это функция для аргонодуговой сварки. когда дуга зажигается вообще без касания.
а на мма поджиг больше зависит от напряжения холостого хода аппарата. т.е. для поджига в любом случае коснуться нужно.
-
2
-
-
@Бархударов, ещё сварка, время потраченное на доставку-сборку, покраска, немножко себе на пиво...
хотя конечно если без розничной наценки продавать, то цена уже приятнее получится.
-
@Сергейб3, человек в ММА режиме HF поджиг хочет
-
@Вад11, согласен с @Георгий 11. точками гораздо проще это сделать.
-
@lazycat, при наплавке не заморачивался. если сваривается 2 детали, то просто в конце шва вместо прихватки точкой ложим маленький шовчик в пару сантиметров.
-
2
-
-
диск японский (made in japan)
а вот на "немецком" написано germany engeneering (немецкая инженерия
) китайцы очень любят такие обманки, заменяя слово "сделано в" каким-нибудь другим (разработано в, спроектировано в и т.д.).-
1
-
-
тут проблема в конце шва (справа налево) не проплавить край и выдержать равномерность.
на тонких небольших деталях (которые быстро перегреваются) можно просто в конце шва прихватку пару сантиметров поставить и всё. т.е. заканчиваете шов на этой прихватке и никаких проблем.
ну или предварительно прогреть деталь и ток изначально меньше поставить.
-
3
-
-
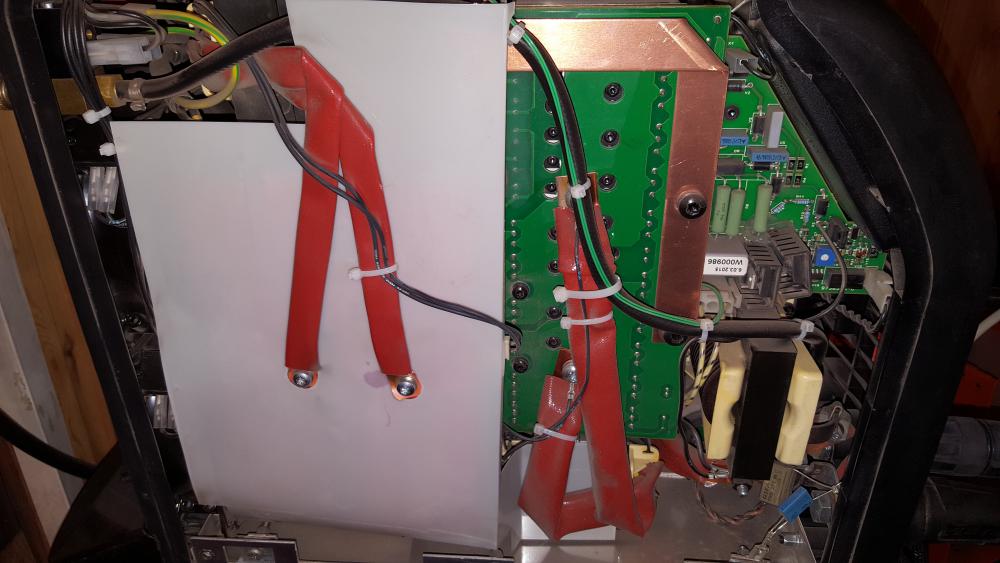
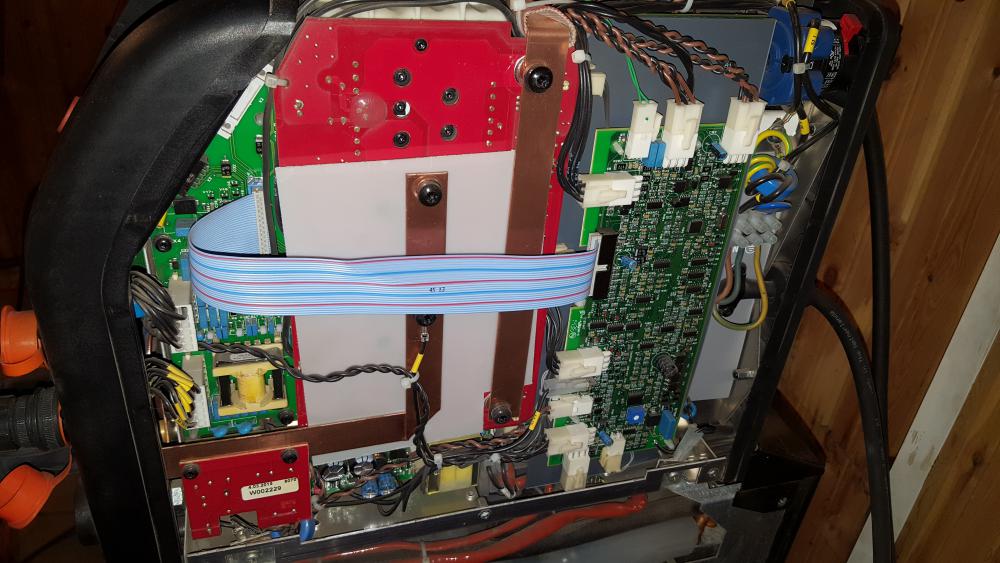
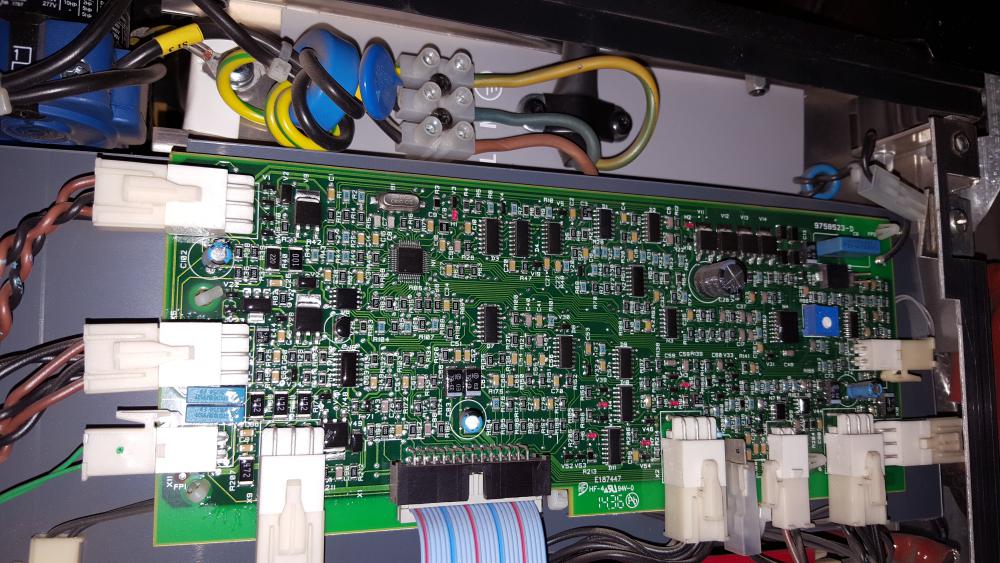
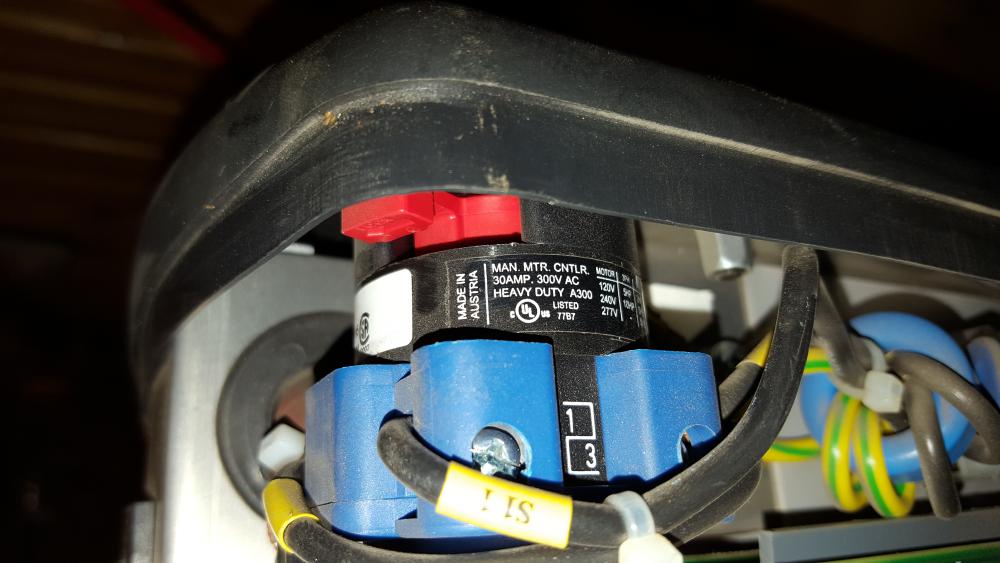
начинка
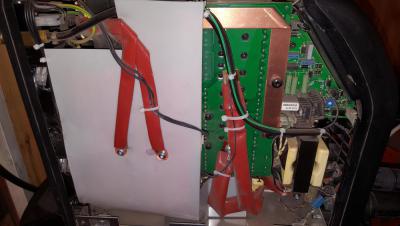
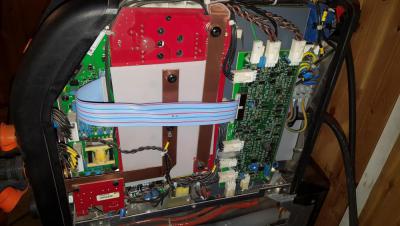






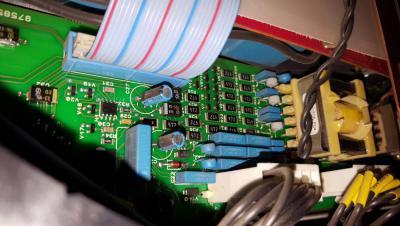
бво




-
7
-
-
@Георгий 11, никто не хочет технологиями делиться
у "больших" производителей явно какие-то свои наработки есть, которые они только для себя держат и не продают.-
3
-
-
@Георгий 11, ну мне вот хочется, чтоб аппарат функцию поджига не просто выполнял, а выполнял красиво
чем больше об аппаратах узнаю, тем больше убеждаюсь, что у большинства нюансы именно с поджигом на переменке возникают. а у кемпаря (лично для меня) - поджиг условно эталонный. условно потому, что лучше пока не видел, но это не значит, что лучше не бывает.-
1
-
-
@Георгий 11, на гроверсе у меня были проблемы с поджигом на малых токах на чуть грязном электроде. может ещё что-то бы вылезло, я на нём много не работал.
а в целом то - если всё устраивает, то и переплачивать за более навороченный аппарат смысла нет.
-
1
-
-
@SergDemin, дофига народа с самодельными холодильниками работает, или с китайскими отдельными. никогда не слышал, чтоб кто-то на ухудшение поджига жаловался.
-
1
-
-
@SergDemin, как-бы обычно бво отдельно идёт, даже на брэндовых аппаратах.





Монтажная, маятниковая (отрезная пила) по металлу
в Советы в выборе
Опубликовано
, Вы считаете, что раз у Вас нет сейчас заказов, то нужно купить подешевле - это "экономия".
Вы считаете, что при покупке нормальной пилы на каждом резе Вы будете экономить по минуте, потом на сборке изделия ещё 10. так же Вы будете тратить меньше времени на уборку (пыли то нет).
не забываем о комфорте (выше производительность труда) - всё в сумме даёт выигрыш - это "экономика"
я ж говорю - он на свой вопрос сам ответил.