Alex_DRUMMER
-
Постов
694 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Alex_DRUMMER
-
Отличные свёрла, только дорогие. Называются ещё "кобальтовые", маркировка Р6М5К5. Сверлил рессоры - как по маслу. Для мелких отверстий (до 8 мм) пользуюсь только такими. Сносу нет.
-
На год точно хватит. А на новый у человека денег сейчас нет, а ездить надо.
-
У меня вчера тоже первый клиент в этом году нарисовался с утречка. Глушак заварить. Говорит, все СТОшки, что объехал, не работают, все бухают-отдыхают. У пациента на концевой банке торец на 2/3 по контуру лопнул или отгнил, сама труба, что из банки торчит, вывалилась, но не потерялась. Полчаса повалялся под машиной, дольше готовился. Гнильё к гнилью приварил, навскидку остаточные 0,3 - 0,4 варить пришлось. Сделал нормально, всё залил свежим металлом. Фотать не стал эту жуть )) Звучок сразу стал намного тише, клиент доволен, копит деньги, настраивается на весну кузов переваривать - там тоже веселуха по полной программе.
-
 С новым 2016 годом всех
С новым 2016 годом всех -
@svarnjuk, спасибо
-
Классно сделано. Но это не снежинка, это звёздочка. Снежинка всегда 6-лучевая.
-
Здравствуйте! Так мы и есть настоящие металлисты, с металлом работаем. А те, кто патлами трясёт на концертах, - самозванцы
- 4 ответа
-
- 3
-

-
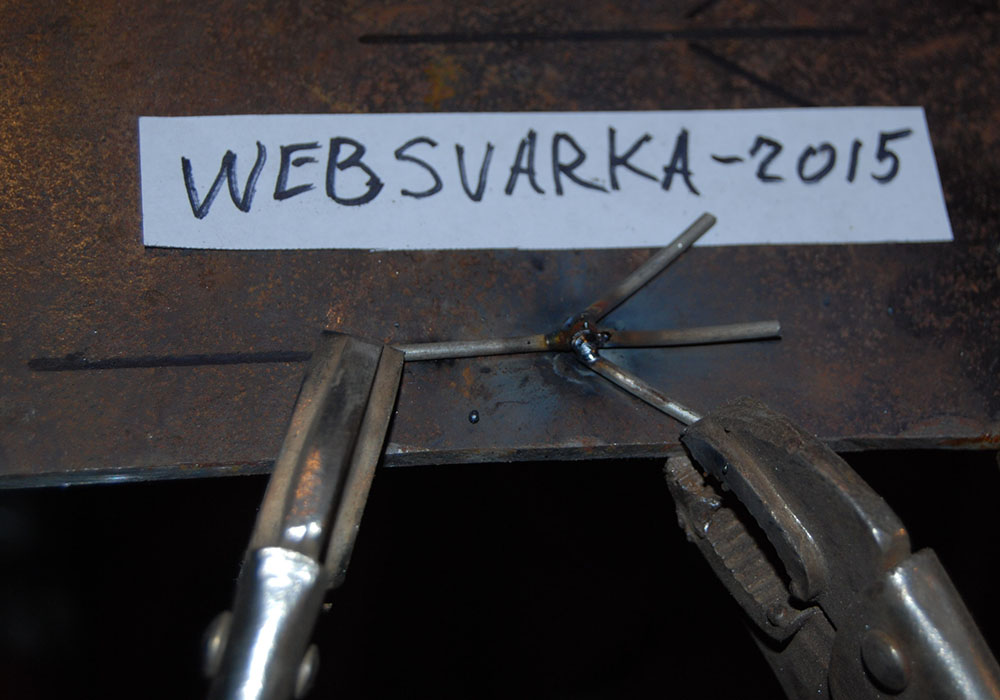
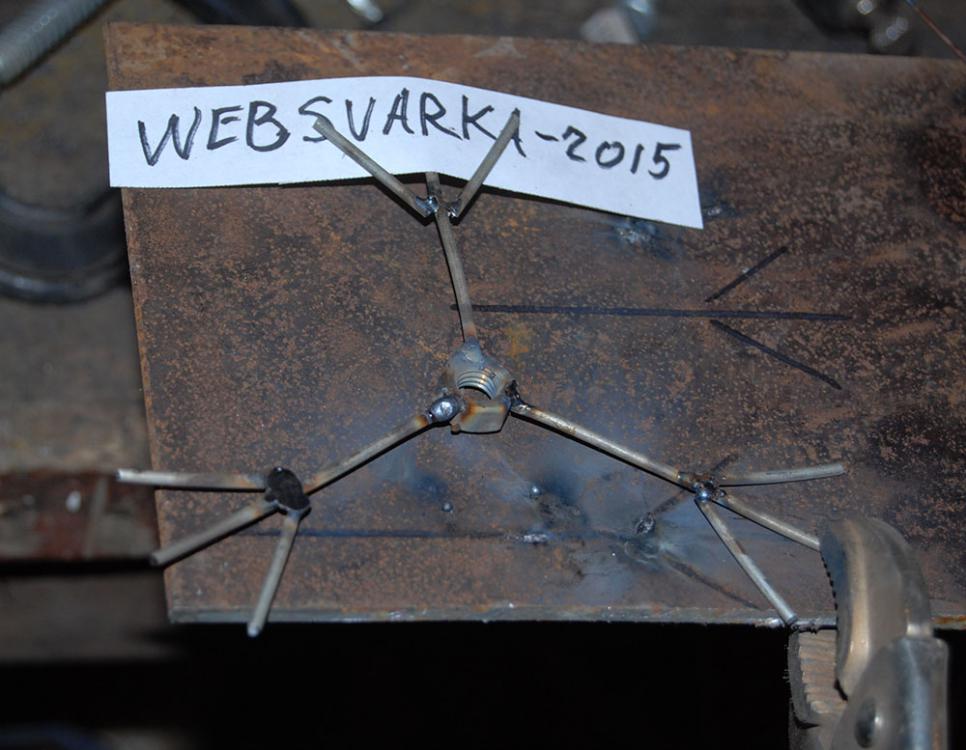
Вечером за пару-тройку часов накидал простенькую ёлочку. Гайки М8, проволока Ф2,2. Варил ПА. Высота ёлки примерно 200 мм. Краска с баллончика. Нижняя ветка Нижний ярус 3 яруса веток Собрал ёлку, вырезал звёздочку, зубилом постарался придать объём С наступающим! Генеральный спонсор конкурса «Ёлочку... свари!» ЭСАБ — мировой лидер в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png

- 4 ответа
-
- 23
-
-
Sakhalin_Cat,Рудольф Шнапс, с днём рождения! https://www.youtube.com/watch?v=tAG2cCGbQi0
-
Норма - это сколько в кг/см2? Несколько лет смотрю на показометр давления в баллоне. После заправки примерно 6-7 очей. И это давление плавно снижается. Когда давление 0,5 - 1,0 - готовлюсь к заправке. Всё просто.
-
Руки перезаточить. Я тоже занимаюсь в основном силовыми обвесами на джипы. Моего "детского" ПА хватает за глаза.
-
Ширина коробка 36. Из этого я сделал предположение, что диаметр арматуры 10 мм. Было подозрение, что 8 мм. Ну, пусть автор разрешит наш спор.
-
На колёсах арматура 10-ка? Отожжёную гнули?
-
За 2-3 прохода с разделкой и зазором я своим китайским ПА PIT MIG-200 8-10-ку варю. А просто с зазором 5-ку в один проход. Может, действительно, надо технику сварки сменить?
-
По моим наблюдениям, второй манометр нужен и он показывает сколько примерно осталось в баллоне (сравниваю с показаниями на свежезаправленном). Да, давление немного зависит от температуры помещения, где стоит баллон. Но манометр второй нужен - не будешь же каждый раз перед работой взвешивать баллон )).
-
Соляропровод внутри грелки П-образный или с подвыподвертом каким?
-
Spec , johnhess, Gonza, с Днями! http://www.ua.all.biz/img/ua/catalog/middle/6731761.jpg
-
Продолжение работы над фаркопом на паркетник Хюндай Туссон: Вварил 2-дюймовую самодельную "маму". Стенка 5 мм, внутренний квадрат 52х52. Усилитель с 4-ки (валялся в закромах). Собрал, проверяю компоновку. Прокрасил на пару раз антикоррозийкой, прилипает насмерть, черный металлик матовый. Фаркоп практически утоплен в бампер снизу: свесы остались неизменны. По горизонтали сдвинут максимально к усилителю бампера и отодвинут от последней банки глушака. Первые резы пластика бампера (центральный усилитель подогнул, чтоб не мешал - там пластинка с 0,8-1,0 с рёбрами жёсткости) Прикрутил 4 болтами М10х1,25 с хорошей прочностью. Поддомкратил - проверка на прочность (мало ли в какой грязи будут поднимать хайджеком). Немного играет, оно и понятно - лонжероны это вам не рама. Но конструкция выдержала - колеса почти оторвались от земли. Уже с клиентами доработал форму технологического окна на бампере - сделал равнобедренную трапецию.
-
Илария, с прошедшим 18-летием! unforgiven48. С Днём! А работу в ДР надо минимум по тройному тарифу делать!
-
Если не ошибаюсь, печки под казаны? Ну видишь, как всё удачно получилось, открывай мелкосерийное производство. Набьёшь клиентуру, пошлёшь нынешнее жадное начальство в сад, потом они будут бегать у тебя за электродами газом и проволокой
-
Мы не ссоримся, мы дискутируем В моей практике это нормально, так как аппарат слабенький и каждая следующая прихватка лучше, так как металл уже разогретый. Иногда я такие же 2 прихватки делаю, если лень с трёх сторон подлазить. А насчёт 0,6 проволоки согласен, надо будет прикупить катушку, погонять. Тем более, сейчас уже силового 3-5-10 мм ничего варить не придётся, а вот кузовщина, похоже, будет в большом количестве.
-
Если я не ошибаюсь, то и здесь непровар с обеих сторон. Оторвётся при срыве, если болт или гайка заржавеют. Я так гайки привариваю, М10, М8, М6 на 3-мм: Расплавил М6, дубль 2. Таких прихваток делаю 3 штуки под 60 градусов.
-
В прямоугольнике мои "образцы". Остальные - старшая дочка после 5-минутного ликбеза варила РДС первый раз в жизни. Электроды китайские J422, Ф 2,5 мм (аналог МР3) Показал как поджигать дугу, как отрывать электрод после залипания. Вверху лист 8-ка, внизу профильная труба 40х40х1,5.
-
Со спиной очухался, подогнали на выхи часа на 3-4 паркетничек Хюндай Туссон. Надо фаркоп под нетяжёлый прицеп для перевозки эндурика (мот такой). В лонжеронах нарыл 4 закладных гайки, под них еле нашёл 4 болта М10х1,25. Ну и собственно каркас: уголок 50х5, листовой металл 6 мм на "уши" кронштейнов. Осталось квадрат-"питч" сварганить + петли под страховочную цепь, усилить это всё, вырезать отверстие в бампере и кронштейн под маму-электрику приварить. Уголок-трубу разделывал под 45 градусов, прихватывал по месту ПА. Идиотская конструкция - с водительской стороны нормально закладные гайки расположены (параллельно направлению движения), с пассажирской - под углом. Нафига - непонятно. За швы сильно не пинайте, варил как умею. "Трубу" с уголка варил в 2 прохода - корень + заполнение+облицовка. Жаба задушила - достал РДС, варил стежками по 50-60 мм, потом обточу лепестком
-
волченок , демонстратор , с Днем варенья!