krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
@Рудольф Шнапс, Немного не понял вопрос )) я его варил - восстанавливал . Далее будут станочные операции , проверка и если нужно расточка постелей колен вала , нарезание резьбы в БЦ в отверстиях крепления головки (которые я заварил , освежат (если нужно) сливные масленые каналы обработка плоскости , и наверно гильзовка (хотя думаю она там наверно не нужна) .
-
Работал я как то по бронированию автомобилей , открываются по моему ударом- нажатием изнутри , там штырь должен быть и пружинный механизм ))
-
@АВН, На счет динозавров знаю , но работал на протяжении 6 лет примерно , и год уже как не работаю ими . В каких то моментах такие горелки очень хорошо выручали .
-
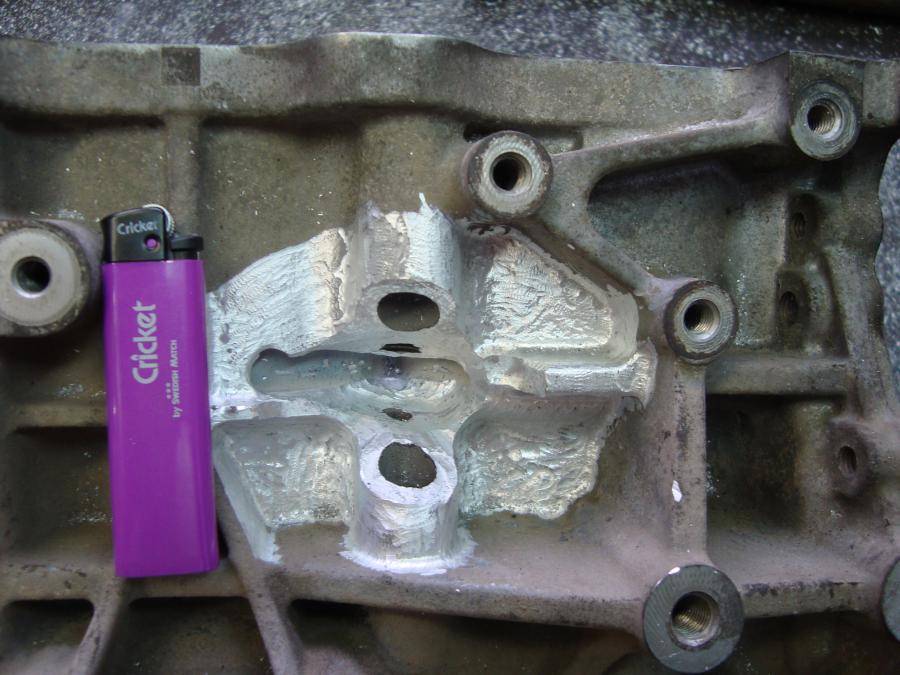
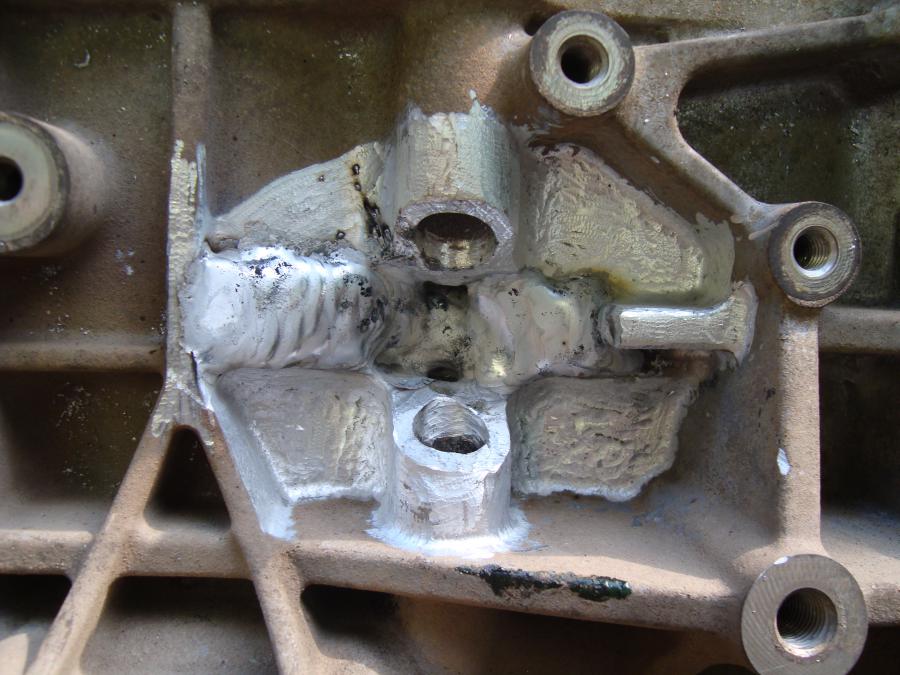
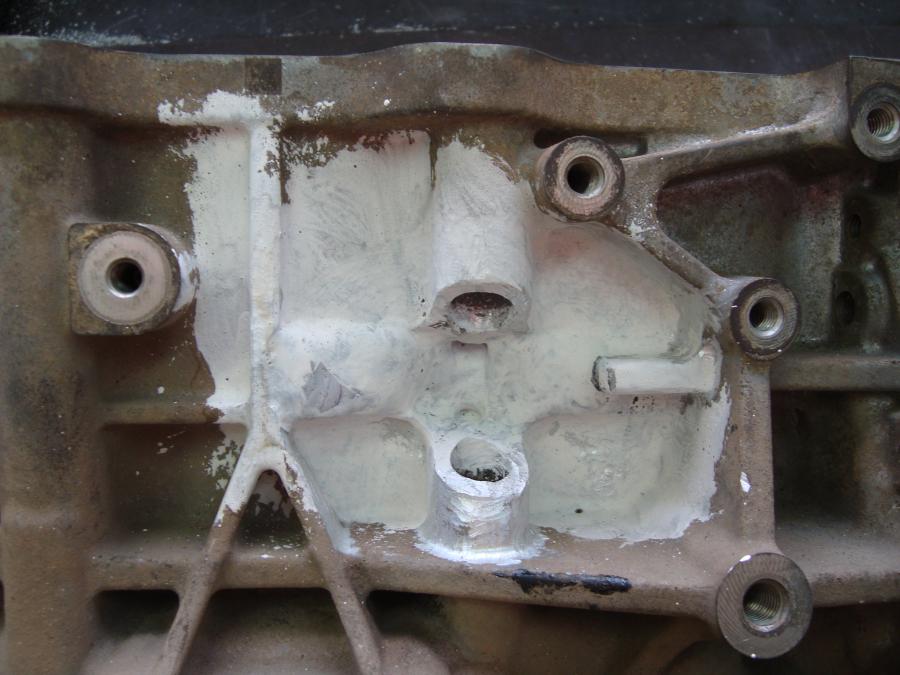
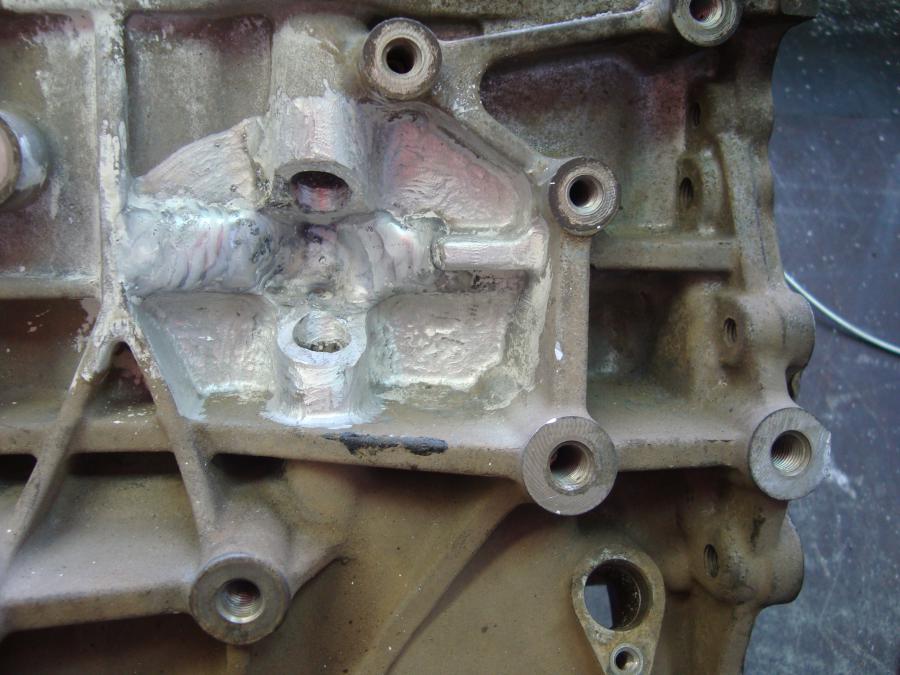
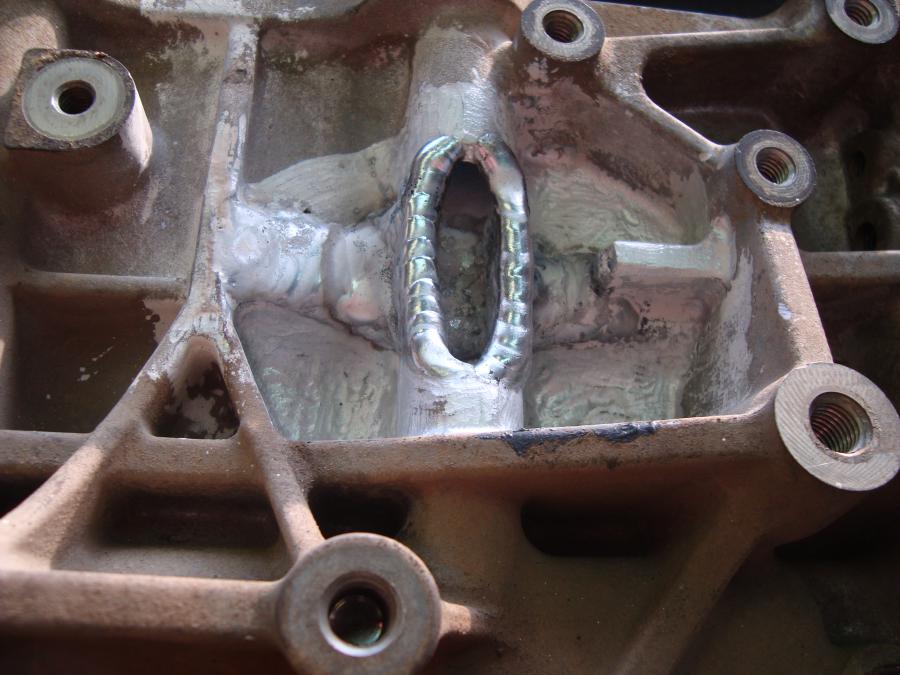
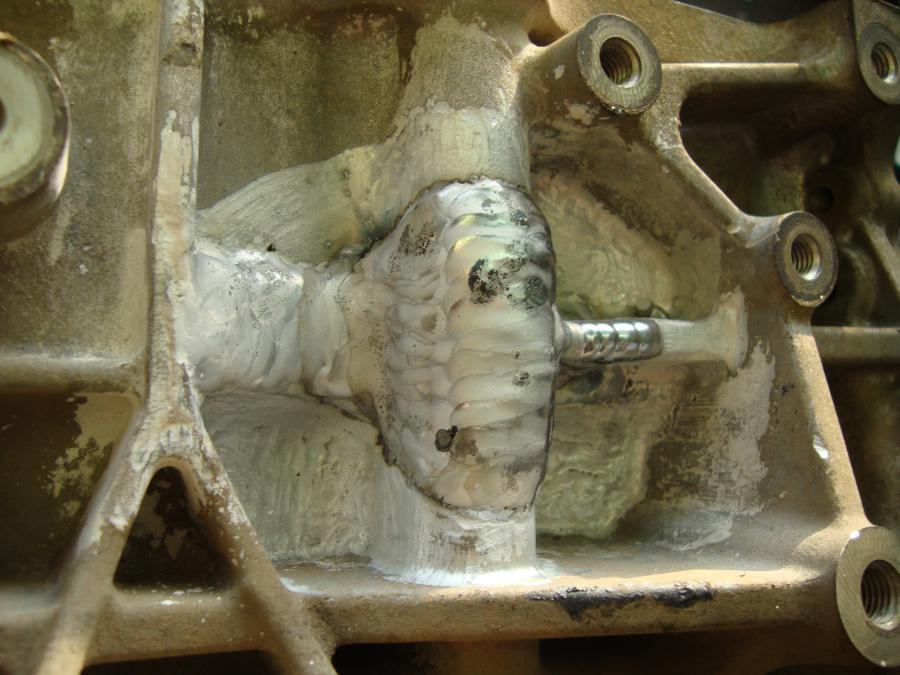
Всем привет. Зовут меня Сергей, хочу предоставить работу по Блоку цилиндров (в дальнейшем БЦ) от автомобиля Suzuki. Я постарался сделать снимки, показывающие последовательность выполняемых работ. Ниже на первых двух снимках показан БЦ с двух сторон. После опрессовки красным помечены трещины, откуда вытекает охлаждающая жидкость. Вырваны столбы (сливной масляный канал и резьбовое отверстие крепления головки). Точно причину назвать трудно: перетянули (тянули с другим моментом затяжки), попала жидкость в резьбовой канал или заводской брак литья к примеру. Многие варят по наружи БЦ и отдают. Мы же понимаем, что нам нужно добраться до последней (третей) стенки резьбового канала, который внутри блока около самих цилиндров. Поэтому отложим пока горелку (часов на 6) и возьмем дрель и шарошку . Начало разделки. Если хорошо приглядеться, можно увидеть трещину. БЦ с обеих сторон зачищен под сварку: «Выварка» рубашки охлаждения и первой стенки (резьбового канала) и опрессовка (проверка мелом на керосин) герметичности. Печь, в которой перед сваркой подогревается блок (примерно с этой работой грелся и остывал он раз 5). Дальше следует выварка полностью резьбового канала (остывание блока), и также проверка на герметичность керосином (но льем уже не в рубашку охлаждения, а в резьбовой канал). И потом вывариваем сливной масляный канал и так же проверяем на герметичность. Далее заключительные работы — восстановление ребер жесткости и наварка плоскости БЦ (так как естественно у нас все утянуло). На этом мои работы по сварке и восстановлению закончены. Дальше уже будут станочные работы и опрессовка БЦ под давлением в специальной ванне, а после — опрессовка с установленной на БЦ головкой и рекомендованным моментом затяжки. Спасибо, что дочитали до конца. Надеюсь, что не особо утомил своей писаниной... и так старался кратко все описать)). Конкурсная работа №11, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
















- 32 ответа
-
- 37
-

-

-
Часто варю такие поддоны , но не только из за того кто разбивает их. приносят переделать не подходит порой с одной машины на другую по креплениям , так же тюнинг , в последнем поддоне уменьшал его объем . Варю обязательно с обоих сторон .Поддоны сильно ведет -выгибает-скручивает . Обязательно нужно фиксировать его струпцынами . Но все равно часто приходится наваривать потом по плоскости и шлифовать. Как у Вас было с "поводкой" поддона ?
-
Я все это понимаю )) потому и пишу , сам иногда жалею что мало беру (по итогам суммы заработка за месяц и это в Москве ) ну ни чего с собой поделать "часто" не могу .
-
@Kurt1,Изнутри проваривали ? За работу взяли 6.000 ну наверно так оно и стоит . Я правда меньше бы взял , 2.500- 3.000 . Потому когда делаешь мучаешься , возишься долго , думаешь , "да нужно назначить достойную цену" . А потом когда остыл (после проделанной работы) и ты и металл .. То уже как то и клиента жалко и так далее и тому подобное ))
-
Вы щас говорите о сварке в среде аргона , не плавящемся электродом ( "как правило" горелка в правой руке присадка-пруток в левой ) ? или о ручной сварке и на полуавтомате ?
-
Работы хорошие , и главное что бы сам процесс самому приносил удовольствие , оцениваем и участвует в конкурсе как я понял предоставленная одна работа ? и это Карета лимузин ?
-
@Andrew, Все , посмотрел , прочел , спасибо . Работу начал только сегодня , надеюсь в понедельник закончу . Буду тогда выбирать фотографии , и думать как лучше все предоставить .
-
Доброй ночи .Получил сегодня новый заказ-работу . Озадачился , сделать и предоставить ее на конкурс . Но задумался , если просто сделать две фотки , до начала работы и завершенная работа , то картина будет не полной , вернее совсем не раскроет суть работы . А если все расписать объяснить , то фоток 10 нужно делать по одной работе . Думаю это допускается ? Не много ?
-
Да , не спорю , но раньше не было так явно .Было чище .
-
Я попробую нарисовать , не так это легко после новогодних праздников http://file-up.net/sml_172657464d573aa1e520140103161809.jpg Стрелочкой пробиваю - провариваю корень шва (ведя горелку на себя ) возвращаясь развожу чешуйки по часовой стрелке через верх вниз , и так дальше , провариваю корень возвращаюсь назад.
-
Елочкой , ну провар корня шва был плохой . Как бы объяснить ? Мы связываем - свариваем (допустим) две пластины , разводя елочкой и цепляем метал не достаточно глубоко . Поверхностно , заливая корень шва а не сваривая .
-
Ширину шва , катет ? Возвратно поступательные могут и не дать )) Всегда можно увеличить ширину -катет , возвращаясь назад и накладывая чешуйки . Извините если сумбурно объясняю .
-
Сусанин .. Да похоже.
-
По поводу техники сварки . Варю обычно правой рукой , движение горелки на себя ( так лучше видно что и куда варишь)..)) Первое движение , провар корня , потом возврат назад и развожу чешуйки . Елочкой отучили варить в КБ , (конструкторское бюро ) оборонка понимаешь .)) Били по рукам .))
-
Я бы чуть добавил , и главное смотри что бы подрезов не было .
-
Да уж ) щас правда часто пользую короткий колпачок (шляпу) что бы залезть внутрь цилиндра.
-
AMBIVERT42 вот ни разу не пользовал такой редуктор (честно говоря ) . Мы все больше простым кислородным )) Нагорелку конечно я грешу , и стара она лет 10 наверно точно ей , и у горелки "агни" две оси вращения (очень удобно) , так вот крепление наклона головки с одной стороны уже треснуло , сегодня продолжал делать блок (в галерее работ я писал недавно ) так головка как у младенца не держится , падает , стыдно сказать пришлось изолентой приматывать , но в месте где треснуло вроде как подсоса нет и на мыло проверял.
-
AMBIVERT42 , аргон уже чистый , до этого брали болон , я танцевал вокруг аппарата пол дня , но как и предполагал аргон "дерьмо" заменили и все пошло как раньше , за исключением , начального "плевка". Нехорошее начало , происходит при каждом (поджиге) начале сварки . Пред газ не могу сделать по моему (хотя еще поковыряюсь в аппарате ). Я тоже думал об этом , и перед сваркой в холостую гонял - давал аргону продуть систему .ARGONIUS завихрения , да может быть и такое , и про резкое стравливание тоже допускаю , могу уменьшить давление в редукторе , но сквозняки , будь они неладны . Да и горелка уже очень древняя , нужно наверно новую покупать , ведь собирался же .
-
Менгон спасибо . но не знаю получится ли что уменьшить , сварочный аппарат ТИР , и зажигаю дугу еще к тому же касанием ((
-
Ребята , у кого будут какие соображения ? В последнее время , при сварке алюминия , с самого начала идет как "плевок" и начало шва грязное . Первое , что может быть подсос воздуха , плохой аргон , так же давление аргона на выходе из сопла. Но потом шов вроде бы чистый . Так же обращал внимание на шов (то он чистый и блестящий то матовый ) тоже скорее зависит от защитной среды (аргона) и так же сквозняков в помещении . Извините за сумбурность описания проблемы.
-
В том то и дело , варил их часто , но вот только узнал (нашептали) что нужна лицензия . Хотя для крупных компаний на этом рынке , это наверно актуально.