

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
Напильник нам поможет .

-
В данном случае,оптимизация производства сыграла злую шутку.Наличие стальных шпилек с крупной резьбой в алюминии-хоть какая-то гарантия от косоруких механоидов.Хотя и шпильки,при неудачном раскладе,либо рвут,либо вытаскивают из блока вместе с резьбой.Человек сильней железа!
Да , сегодня привезли еще один такой же , от Suzuki Гранд Витара , третий за полтора месяца . Новые машины и начинает вылазить такое , уже склоняюсь к мысли что это заводской брак - оптимизация производства и так далее.
-
А голосование это и есть , когда нажимаешь кнопку "нравится" ??

-
@krech,Получается как бы рисуете букву Т?тоесь вперед,назад влево,вправо?Я так тавр варю в нижнем положении,когда катет поболее нужен.Или когда требуется за проход заварить,что нибудь не ответственное.
Ну да , только я немного по другому может формулирую-описываю технику. Если стык который я должен сварить у меня (на против - горизонтально) перед глазами , то веду горелку справа на лево (не важно можно и слева на право кому как удобнее) .Для меня это влево потом вправо (как Вы описали вперед назад ) а пото развожу сверху вниз это как Вы написали (влево -право) . Точно .

-
Что то мне подсказывает, что фреза не по АЛ. У меня совершенно по другому насечка, без перехлеста и очень крупная. Вот так выглядит. А те что по металлу на АЛ забивались и по холодному.
Да у меня тоже похожие . Одна правда покрупнее , вторая с такой же насечкой только конус (носик) поострее удобно в углы залазить .
И часто смачиваю я фрезы , керосине к примеру , результат и удаление AL виден сразу .
-
Очень красиво
-
@АВН, осмелюсь спросить . Допускается механическое вмешательство в около шовную зону ?
-
Полностью согласен .
-
Очень понравилось , тоже хочу в будующем что то художественное сделать , молодец , посмотрел настроение поднялось
-
@krech, как говорится,чем больше мы узнаём,тем больше понимаем,сколько нам ещё предстоит узнать!
Точно , рад всегда помочь . -
Спасибо . Но всем нам есть чему друг у друга поучится и дать дельный совет , я тут тоже узнаю на форуме для себя много нового и интересного .@krech, Весьма жизненно, уверенно и для клиента драматично. Вы мастер своего дела.
-
 1
1
-
-
Когда бронировал машины , бронь , варили полуавтоматом , аустинитовой (если правильно пишу название ) проволокой .
-
Стесняюсь спросить, но прояснить ситуацию необходимо. Зачем выполнять сварку изнутри поддона, если можно постараться выполнить снаружи качественный шов - тогда и коробления поддона не будет?
Можно , но когда нет доступа проварить изнутри )) Шов с обоих сторон ведь прочнее и герметичнее . Я просто всегда делаю (стараюсь) качественно и прочно. Хотя казалось бы особой надобности и нет , но так на душе спокойнее за сделанную работу .
-
2
-
-
Сергей!Желаю новых и интересных "пациентов".И,конечно же,успехов в их лечении!
Спасибо .
а резьба в отверстиях под крепёж ГБЦ не "потекла"?Нет не "потекла". (Если под словом "потекла" имеется ввиду что , алюминиевую резьбу в блоке съело- срезало- счесало ..) Если бы резьбу просто срезало шпильками то бы хозяин машины обошелся бы меньшей кровью . в этом случае ему бы без сварки поставили бы футорки в колодцы резьбового соединения БЦ с головкой .
-
Скорей всего этот блок разморозили,недавно точно такую беду ремонтировал с авто ПЕЖО.Молодец!Всё правильно сделал.
Спасибо )) .Ну думаю что нет , не разморозили , щас это редкость , вот помню лет 15-20 назад это было часто и термин щас даже применяется "разморозили " часто не к случаю .
На сегодняшний день редко кто льет воду , антифриз зимой и летом . И размороженный блок рвет обычно там где тоньше , а самая тонкая стенка это рубашка охлаждения , она там 3-4 мм , а тут вырвало "столбы " крепления головки и сливного масляного канала , с обоих сторон , там усилие нужно хорошее , думаю раза в 4 больше чем просто на стенку рубашки масляного канала . Ну это мое мнение , поработал я лет 6 в "НАМИ" (научно авто моторный институт ) . Там много было практики такой . Но ради интереса , будем блок клиенту отдавать спрошу что произошло , и тут допишу , думаю на следующей неделе .-
1
-
-
@krech, цикл ваших работ мне понятен, а что хозяева с ним делали, что так упороли.
Ну как я писал выше , возможные причины . Перетянули головку (большим моментом тянули ) , заводской брак , или попала жидкость в резьбовой канал крепления головки , перед сборкой , и тянуть могли нужным моментом , но так как на дне колодца жидкость , которой деться некуда , вырвали .
-
1
-
-
Фиксировал к плите струбцинами, делал перерывы в процессе сварки, поэтому плоскость прилегания поддона к блоку двигателя не покоробило.
Понятно , и изнутри только прихватки , поэтому не сильно повело , иначе крепить поддон проваривая его изнутри было бы если не невозможно , то очень трудно.
-
@Рудольф Шнапс, Немного не понял вопрос )) я его варил - восстанавливал . Далее будут станочные операции , проверка и если нужно расточка постелей колен вала , нарезание резьбы в БЦ в отверстиях крепления головки (которые я заварил , освежат (если нужно) сливные масленые каналы обработка плоскости , и наверно гильзовка (хотя думаю она там наверно не нужна) .
-
Только страшно тяжелые двери и остекление кабины - руки чешутся кувалдой попробовать. И пока не понял. как открываются бойницы в дверях...
Работал я как то по бронированию автомобилей , открываются по моему ударом- нажатием изнутри , там штырь должен быть и пружинный механизм ))
-
@АВН,
На счет динозавров знаю , но работал на протяжении 6 лет примерно , и год уже как не работаю ими . В каких то моментах такие горелки очень хорошо выручали .
-
- Популярный пост
- Популярный пост
Всем привет. Зовут меня Сергей, хочу предоставить работу по Блоку цилиндров (в дальнейшем БЦ) от автомобиля Suzuki.

Я постарался сделать снимки, показывающие последовательность выполняемых работ.
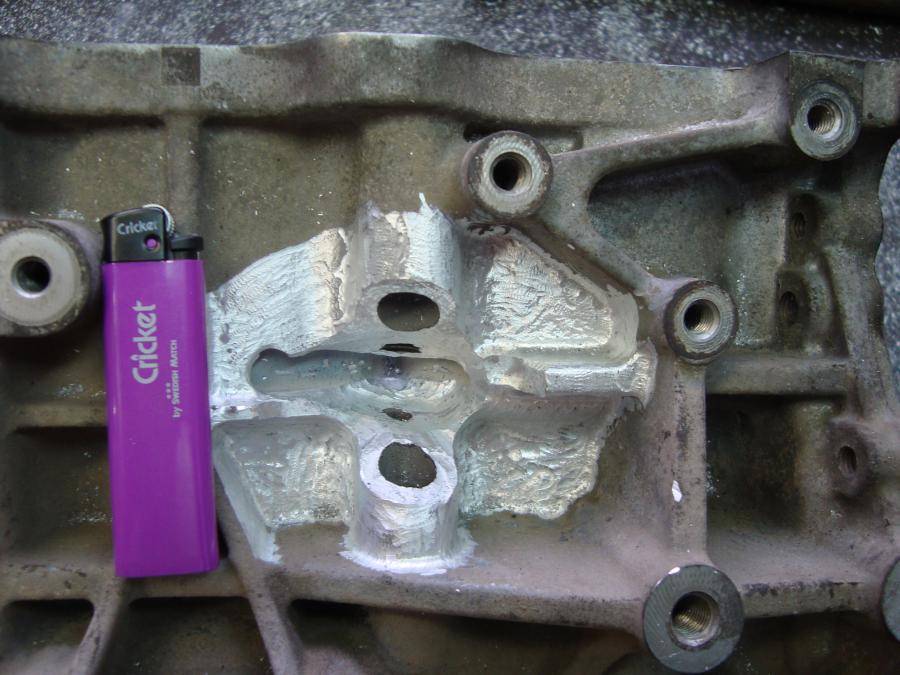
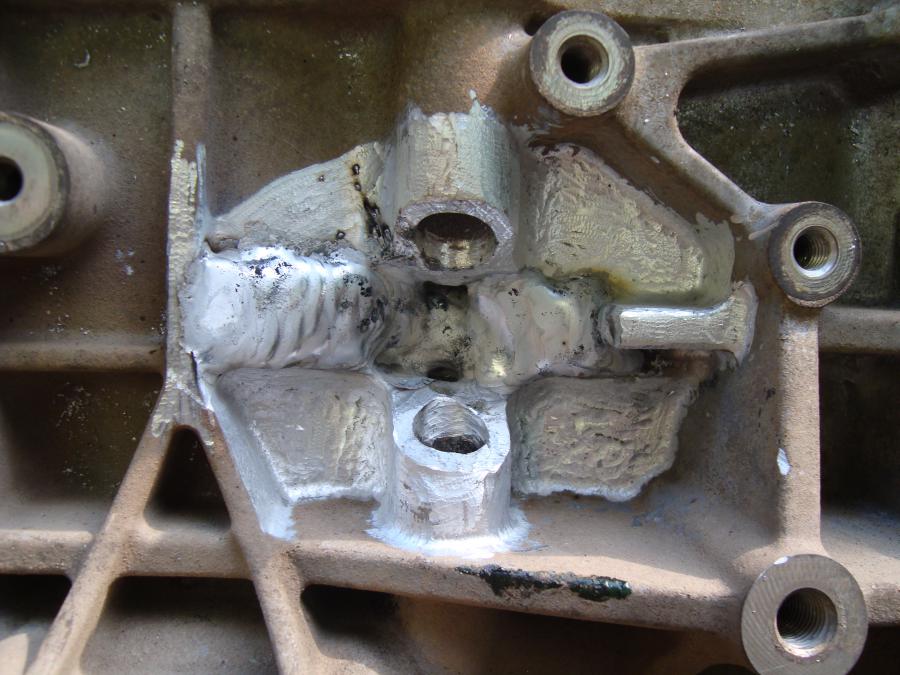
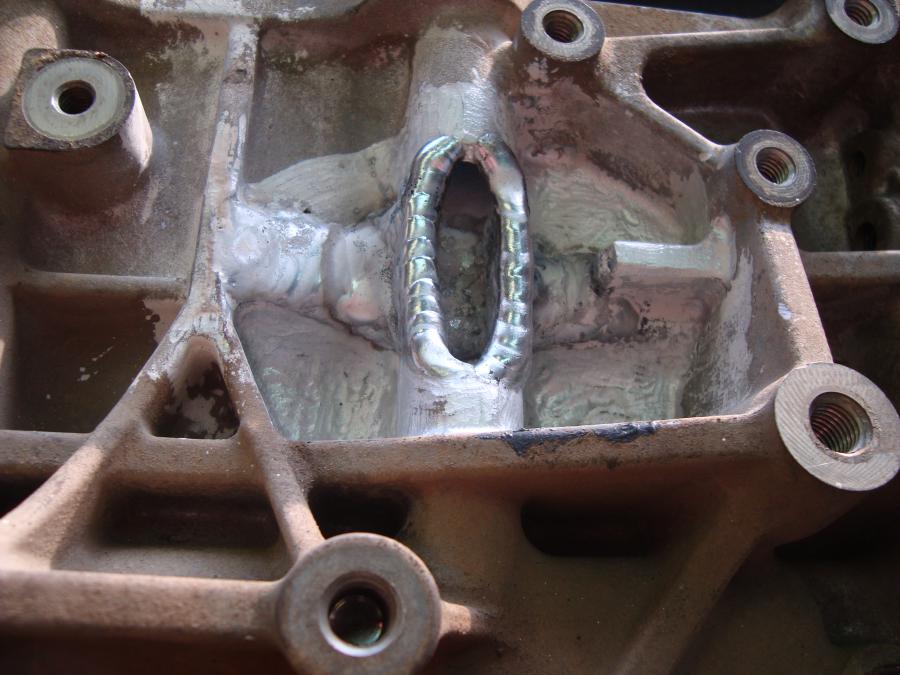
Ниже на первых двух снимках показан БЦ с двух сторон. После опрессовки красным помечены трещины, откуда вытекает охлаждающая жидкость. Вырваны столбы (сливной масляный канал и резьбовое отверстие крепления головки).


Точно причину назвать трудно: перетянули (тянули с другим моментом затяжки), попала жидкость в резьбовой канал или заводской брак литья к примеру. Многие варят по наружи БЦ и отдают. Мы же понимаем, что нам нужно добраться до последней (третей) стенки резьбового канала, который внутри блока около самих цилиндров. Поэтому отложим пока горелку (часов на 6) и возьмем дрель и шарошку
.Начало разделки. Если хорошо приглядеться, можно увидеть трещину.


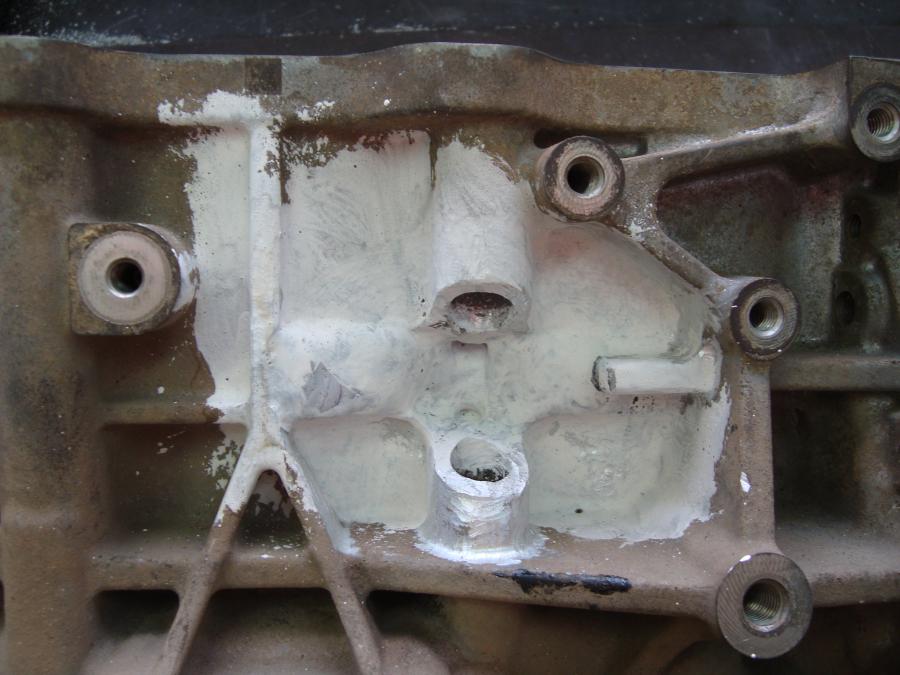
БЦ с обеих сторон зачищен под сварку:


«Выварка» рубашки охлаждения и первой стенки (резьбового канала) и опрессовка (проверка мелом на керосин) герметичности.



Печь, в которой перед сваркой подогревается блок (примерно с этой работой грелся и остывал он раз 5).


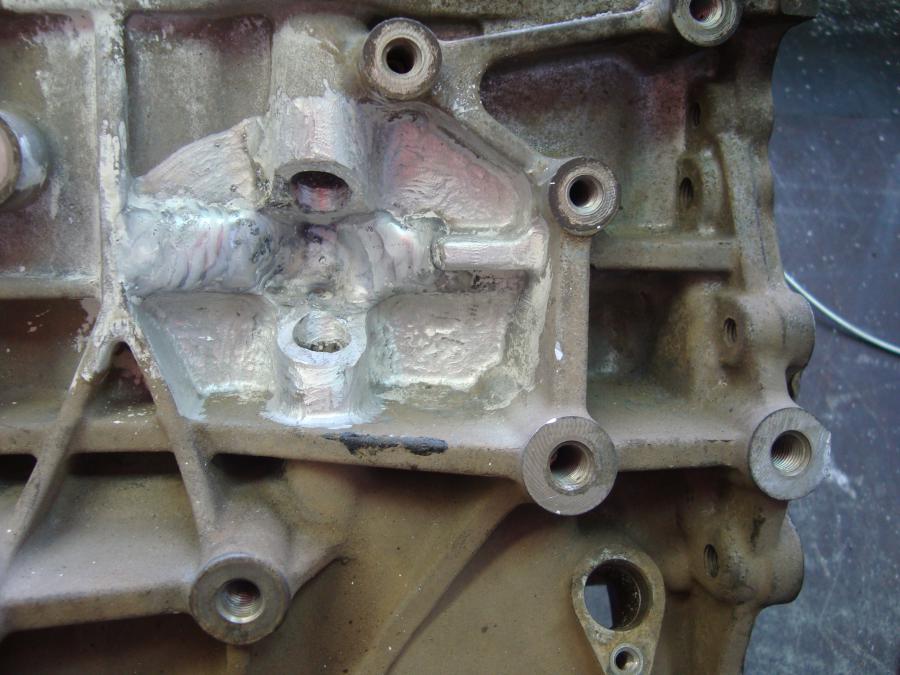
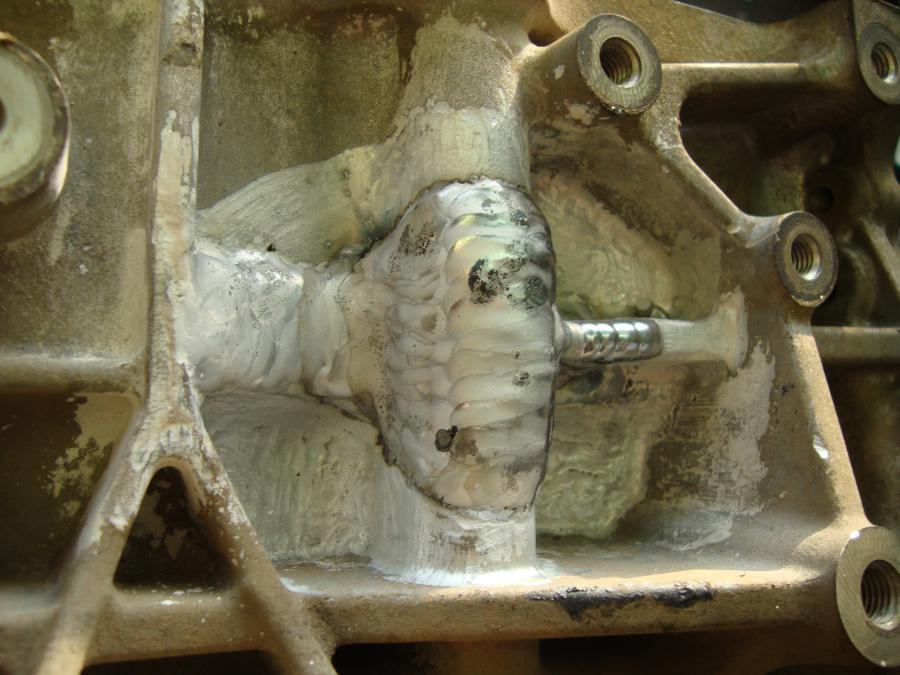
Дальше следует выварка полностью резьбового канала (остывание блока), и также проверка на герметичность керосином (но льем уже не в рубашку охлаждения, а в резьбовой канал). И потом вывариваем сливной масляный канал и так же проверяем на герметичность.
Далее заключительные работы — восстановление ребер жесткости и наварка плоскости БЦ (так как естественно у нас все утянуло).




На этом мои работы по сварке и восстановлению закончены. Дальше уже будут станочные работы и опрессовка БЦ под давлением в специальной ванне, а после — опрессовка с установленной на БЦ головкой и рекомендованным моментом затяжки.
Спасибо, что дочитали до конца. Надеюсь, что не особо утомил своей писаниной... и так старался кратко все описать)).
Конкурсная работа №11, предоставлена в рамках Конкурса «Сделано своими руками»
Спонсоры Конкурса
Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта.
http://websvarka.ru/images/forum/konkurs_resanta_300.jpg
Тиберис — первый интернет-гипермаркет сварочного оборудования.
http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg
Евротек — интернет-магазин строительного оборудования.
-
37
-
-
Я внутри сделал прихватки.
Часто варю такие поддоны , но не только из за того кто разбивает их. приносят переделать не подходит порой с одной машины на другую по креплениям , так же тюнинг , в последнем поддоне уменьшал его объем . Варю обязательно с обоих сторон .Поддоны сильно ведет -выгибает-скручивает . Обязательно нужно фиксировать его струпцынами . Но все равно часто приходится наваривать потом по плоскости и шлифовать. Как у Вас было с "поводкой" поддона ?
-
Назначил такую сумму из-за долгой возни, это с виду вроде бы швы не очень длинные, а на самом деле с одного подхода не получается
Я все это понимаю )) потому и пишу , сам иногда жалею что мало беру (по итогам суммы заработка за месяц и это в Москве ) ну ни чего с собой поделать "часто" не могу .












Восстановление алюминиевых деталей ТИГ-ом и казусы при этом
в Аргонодуговая сварка — TIG
Опубликовано
Казусы
Востонавливали свечной (резьбовой ) канал головки блока.
Промахнулись , бывает , нарезали криво .
Исправили , пришлось вскрывать - вываривать.со дна колодца.