Лидеры




Популярный контент
Показан контент с высокой репутацией 27.03.2023 во всех областях
-
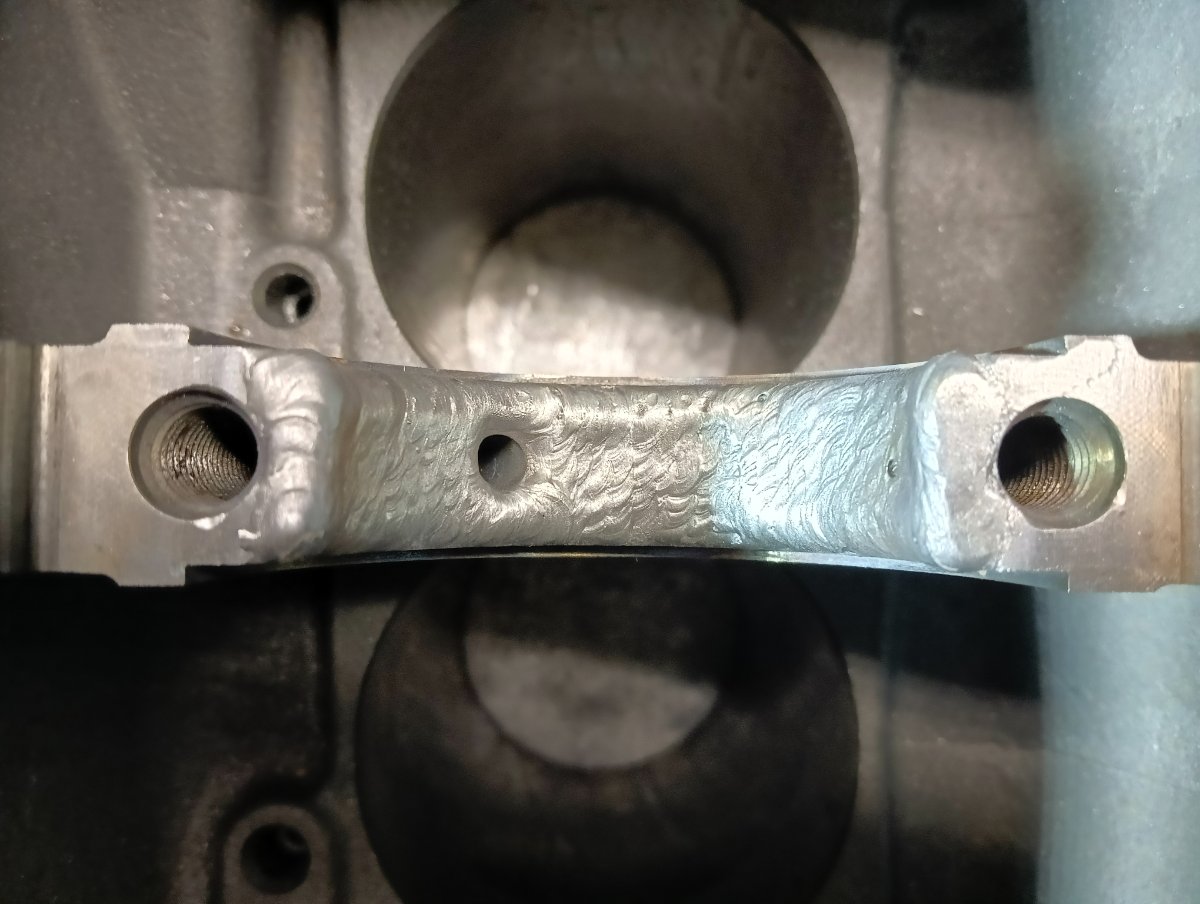
Я клиенту говорил проще другой он говорил нет а если есть очень дорого стоят. Пришлось пойти на встречу . А цена ? смотря как варить , и подходить к этой задаче . Обычно беру 15.000 за столб , туда входит 1) выварить насквозь резьбовой канал крепления головки , 2) выварить масляный сливной канал , 3) выварить рубашку охлаждения цилиндров. 4) наварить плоскость .4 балла
-
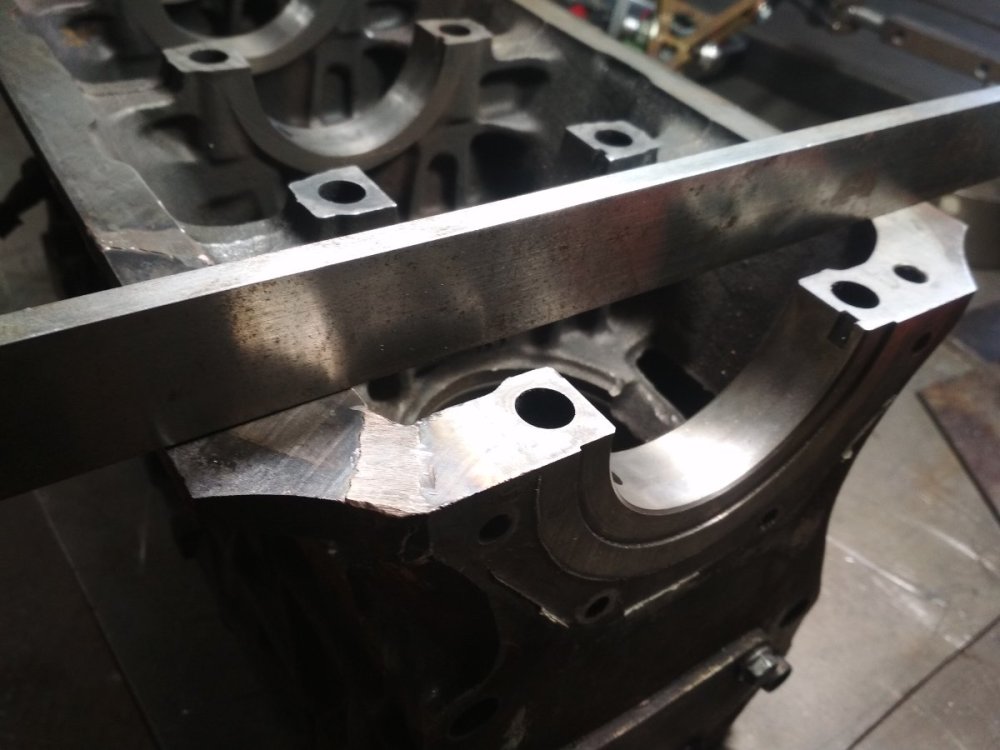
И завершение работы с этим блоком.Занижение и наплавка под фрезерование. Керосиновая проба - одна протечка на 350мм шва.Хороший результат.


 2 балла
2 балла -
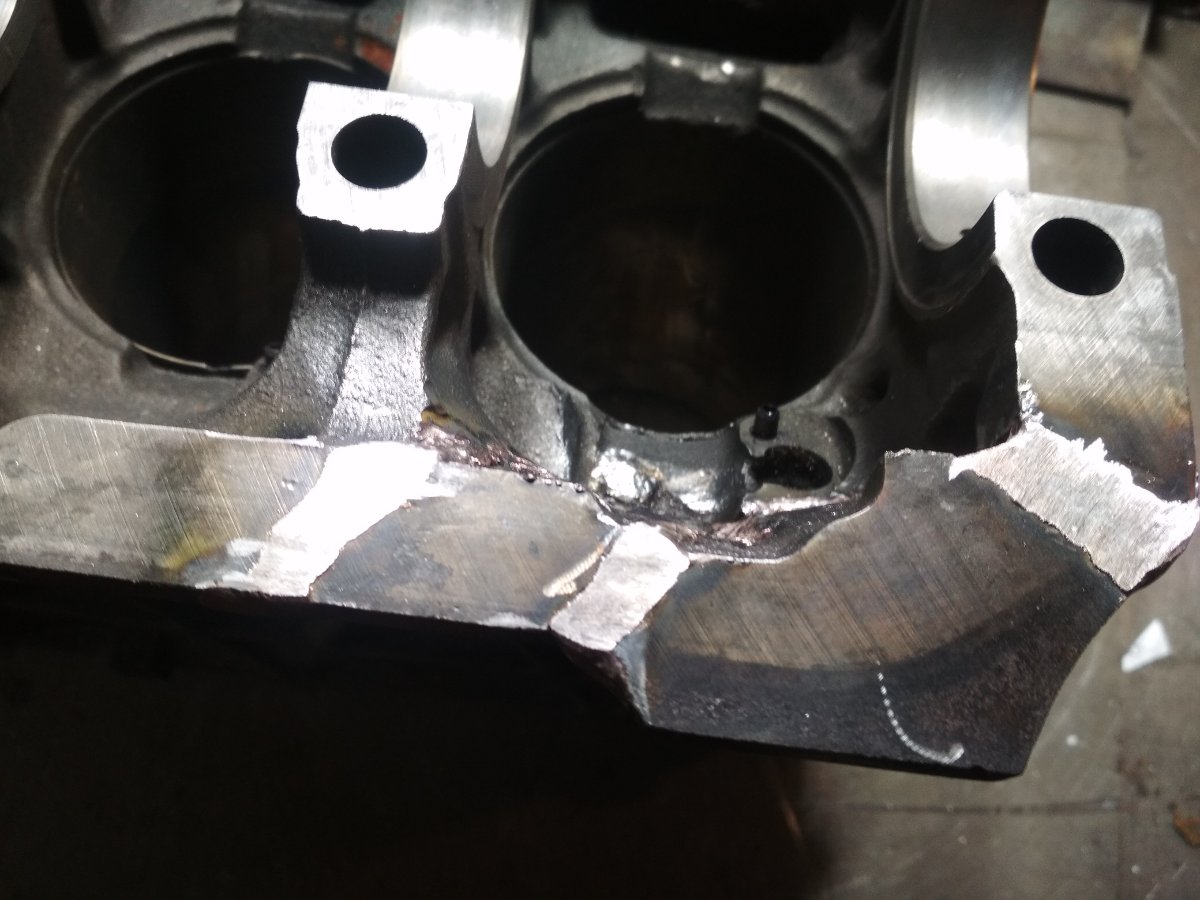
Блок микроавтобуса Ивеко . Выломан угол блока полностью. Полярность обратная, проволока та же. Наружные швы полуавтомат, внутренняя подварка МНЖКТ тиг. Сварка "на холодную". Порядок наложения швов надо соблюдать строго. Латка ст.3 5мм. Масляный канал заварен. Деформация угла 0,65мм.








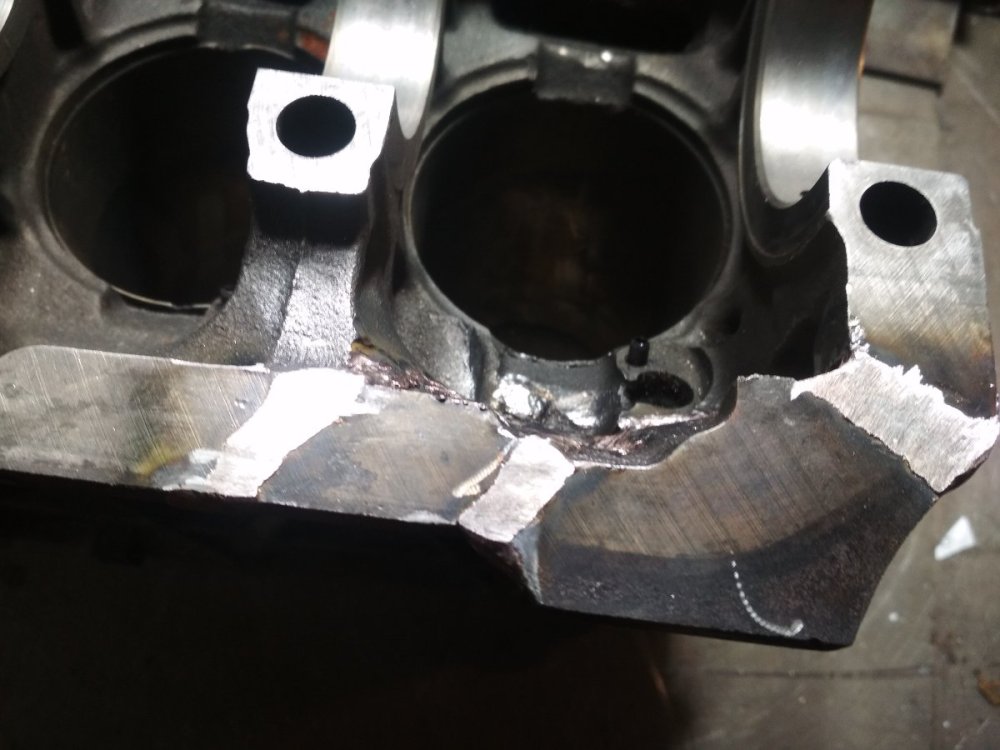
 2 балла
2 балла -
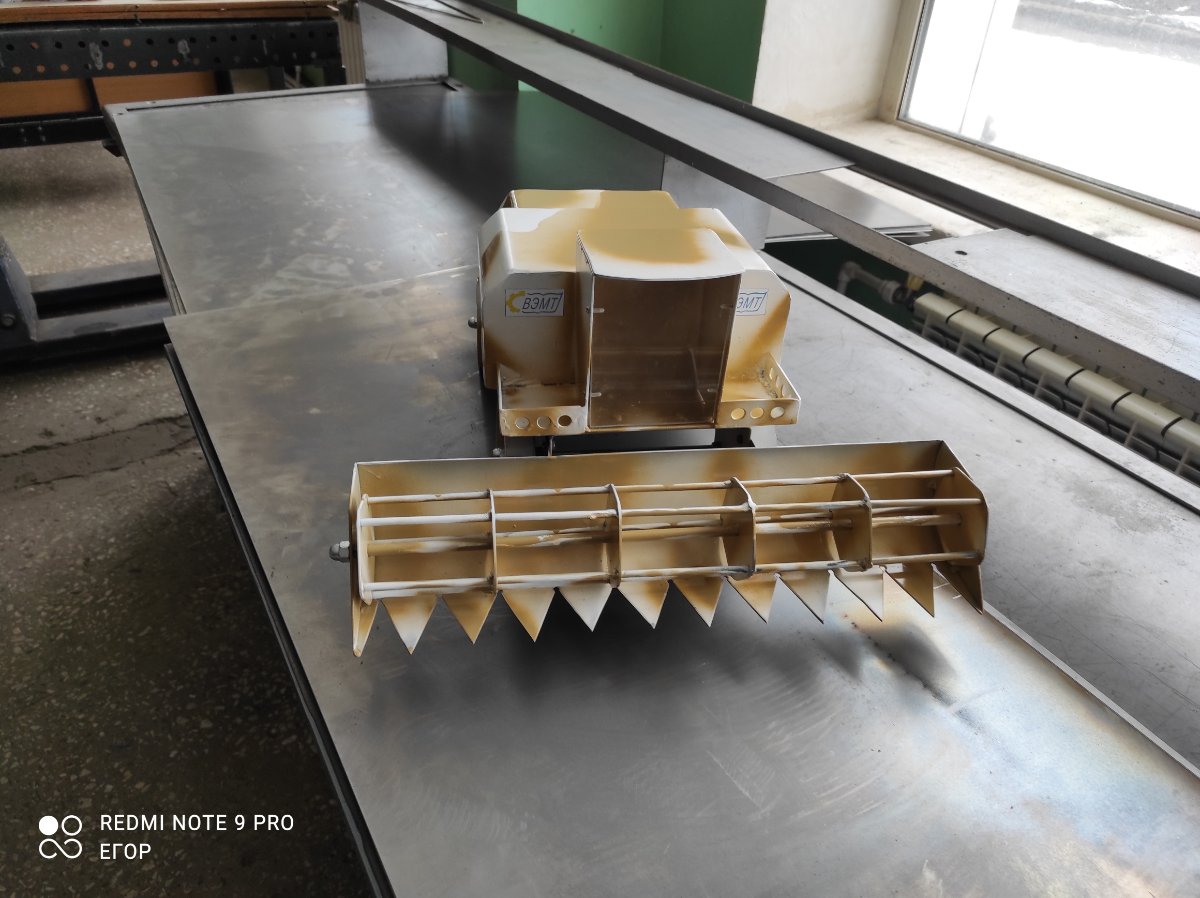
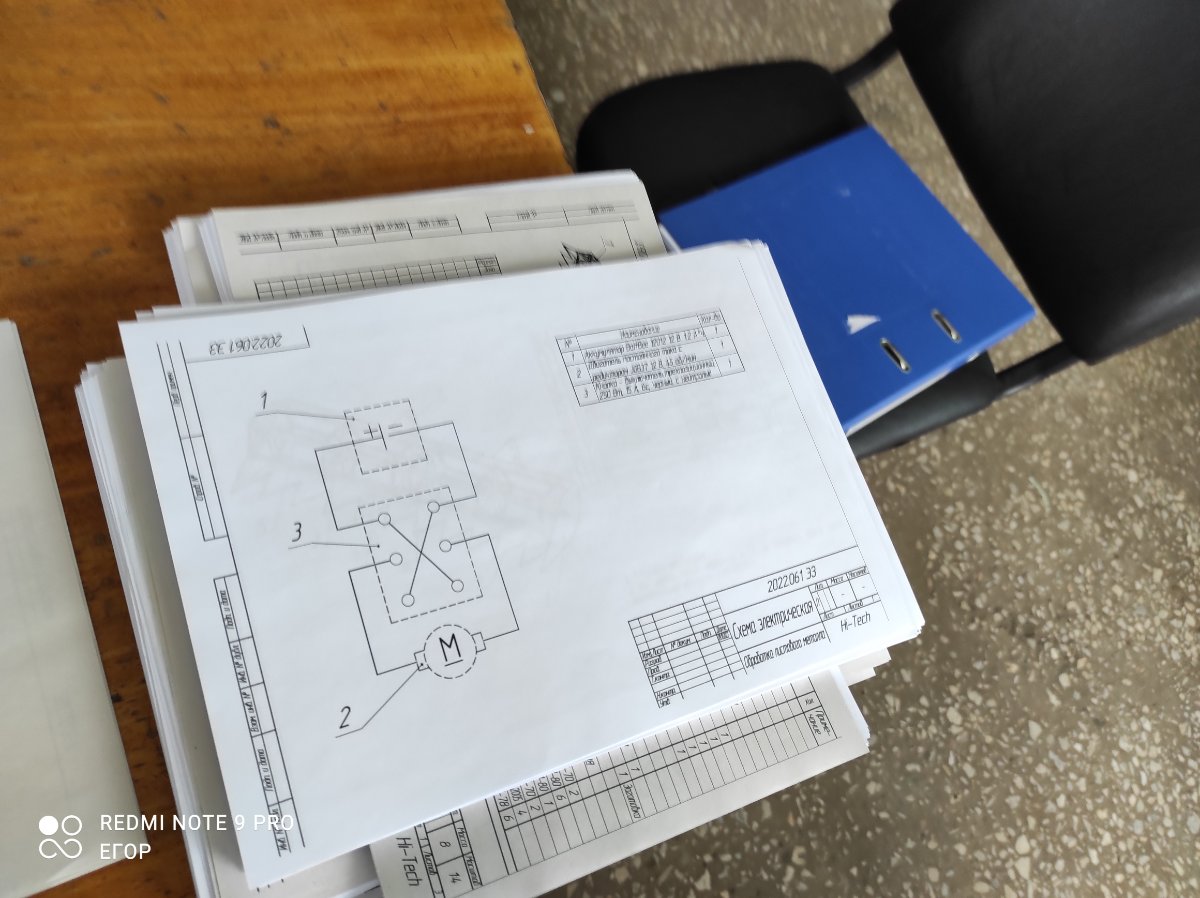
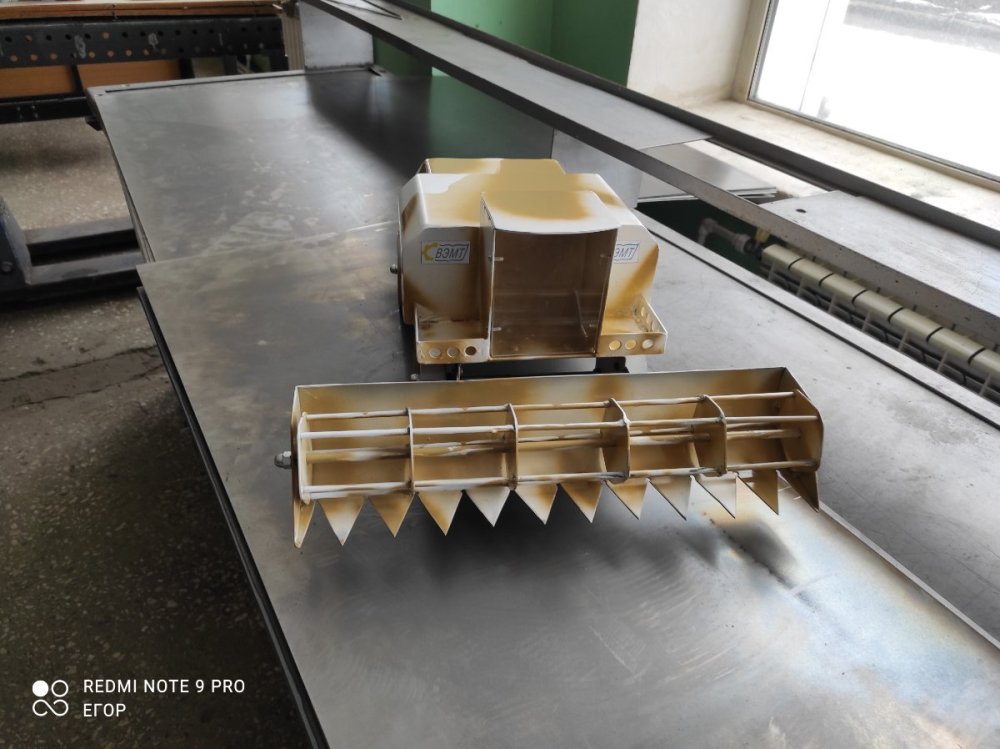
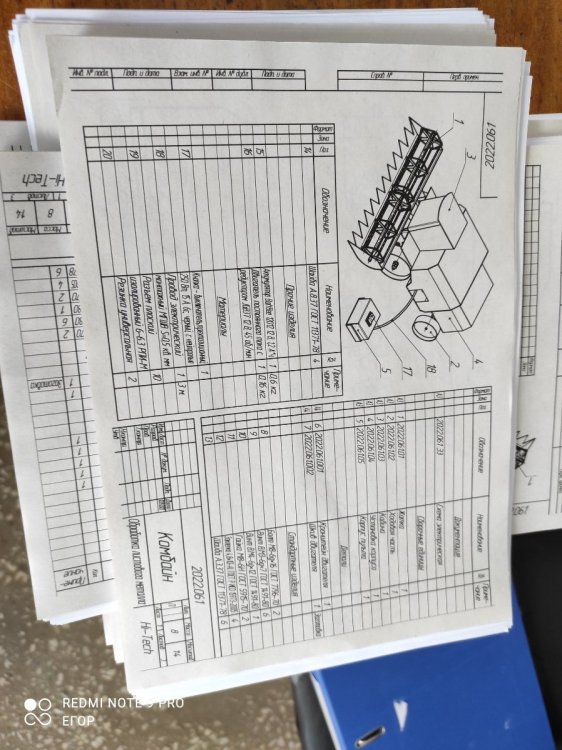
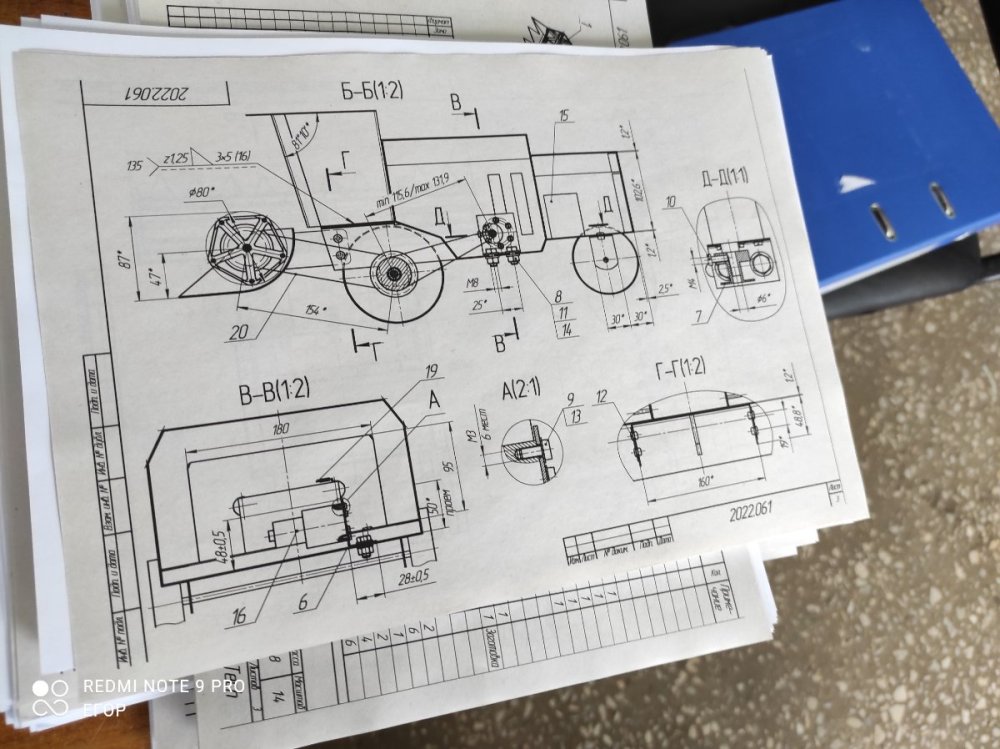
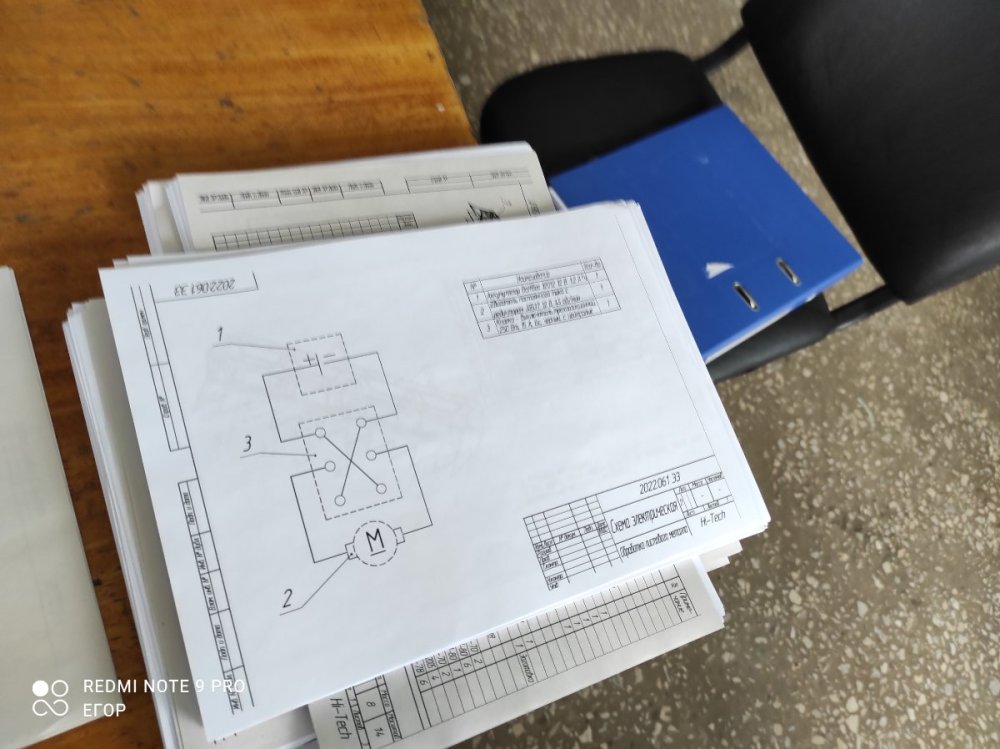
Добрый день. В г Киров стартует региональный этап чемпионата по профессиональному мастерству и высоким технологиям в Кировской области. Т к в бытность мою студентом я был аттестован в качестве эксперта, мною было получено приглашение опять поработать в этом же качестве. В этом году довольно сложное задание, макет комбайна, правда без электропривода. Сварочные работы так же присутствуют. По сварочным технологиям также проводится аналогичное мероприятие, думаю по старой памяти разрешат поснимать.


 1 балл
1 балл -
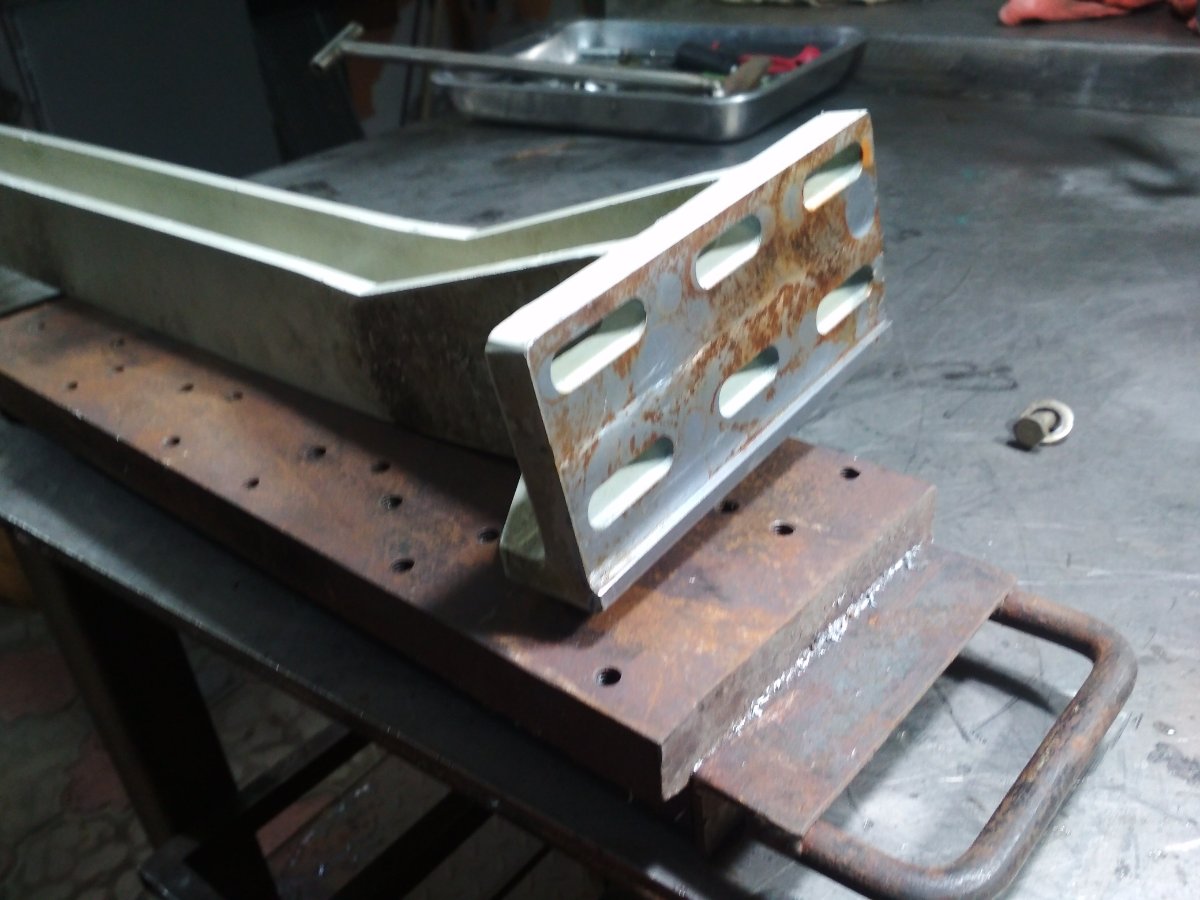
Кронштейн станка для литья пластмасс . Такие конструкции сначала свариваются, потом плоскости фрезеруются. П -образный сварной профиль 60/80мм. Стенка профиля s-10мм. L-1100мм. Правка с нагревом.

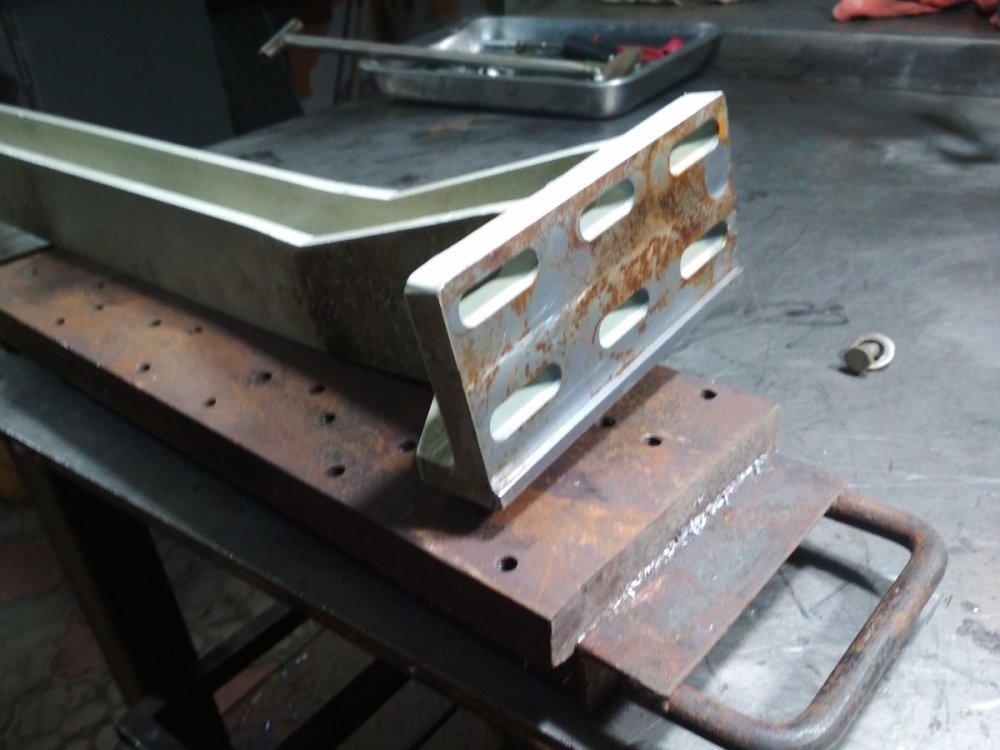

 1 балл
1 балл -
Продолжение. Окончательная разделка. Сварка и подгонка плоскости.







 1 балл
1 балл -
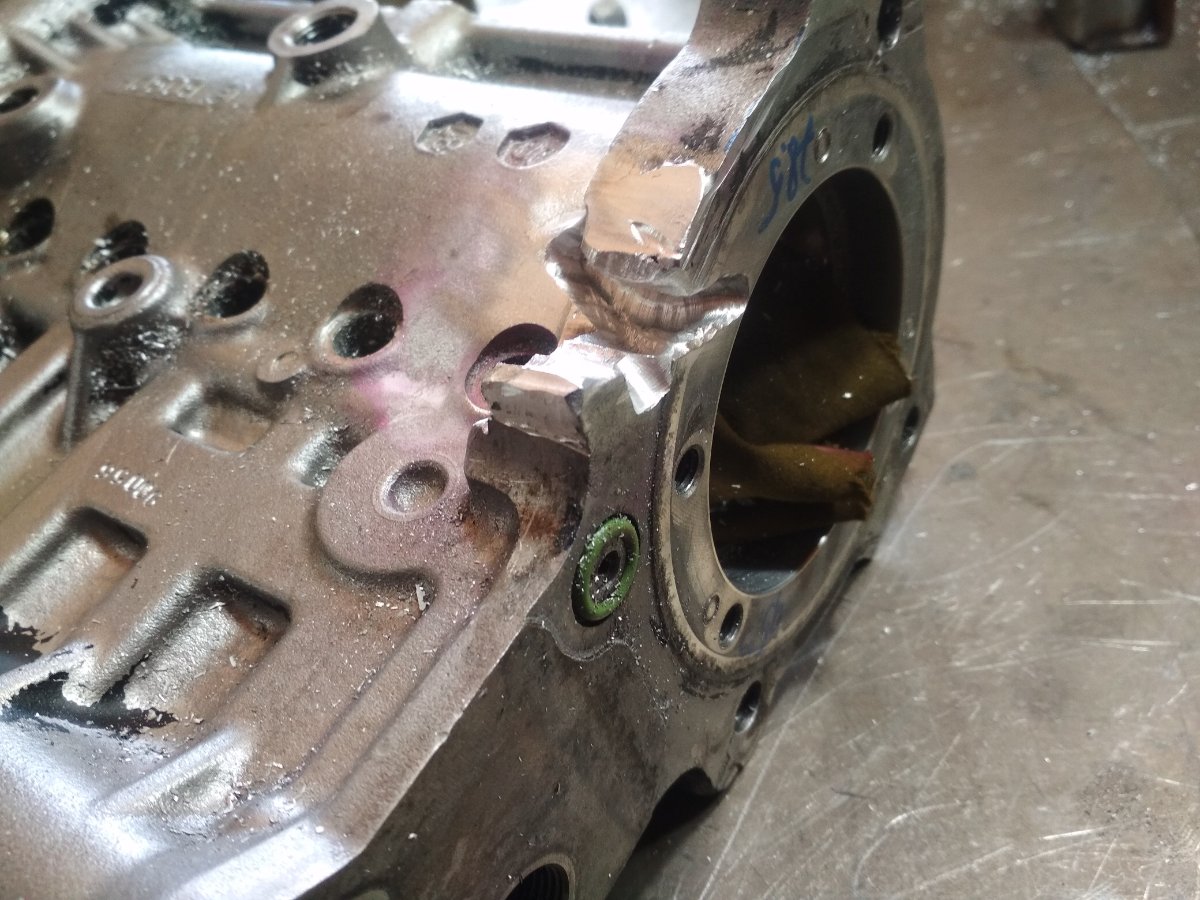
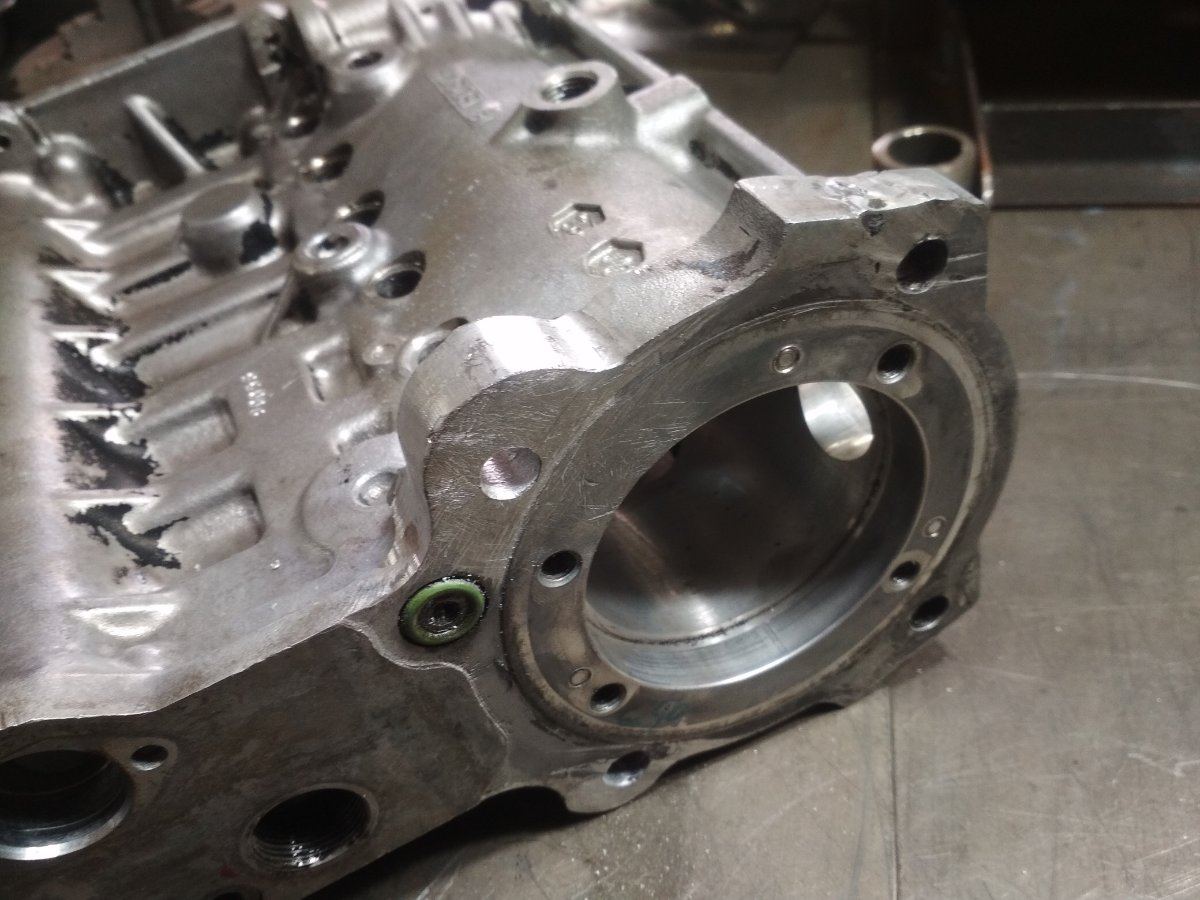
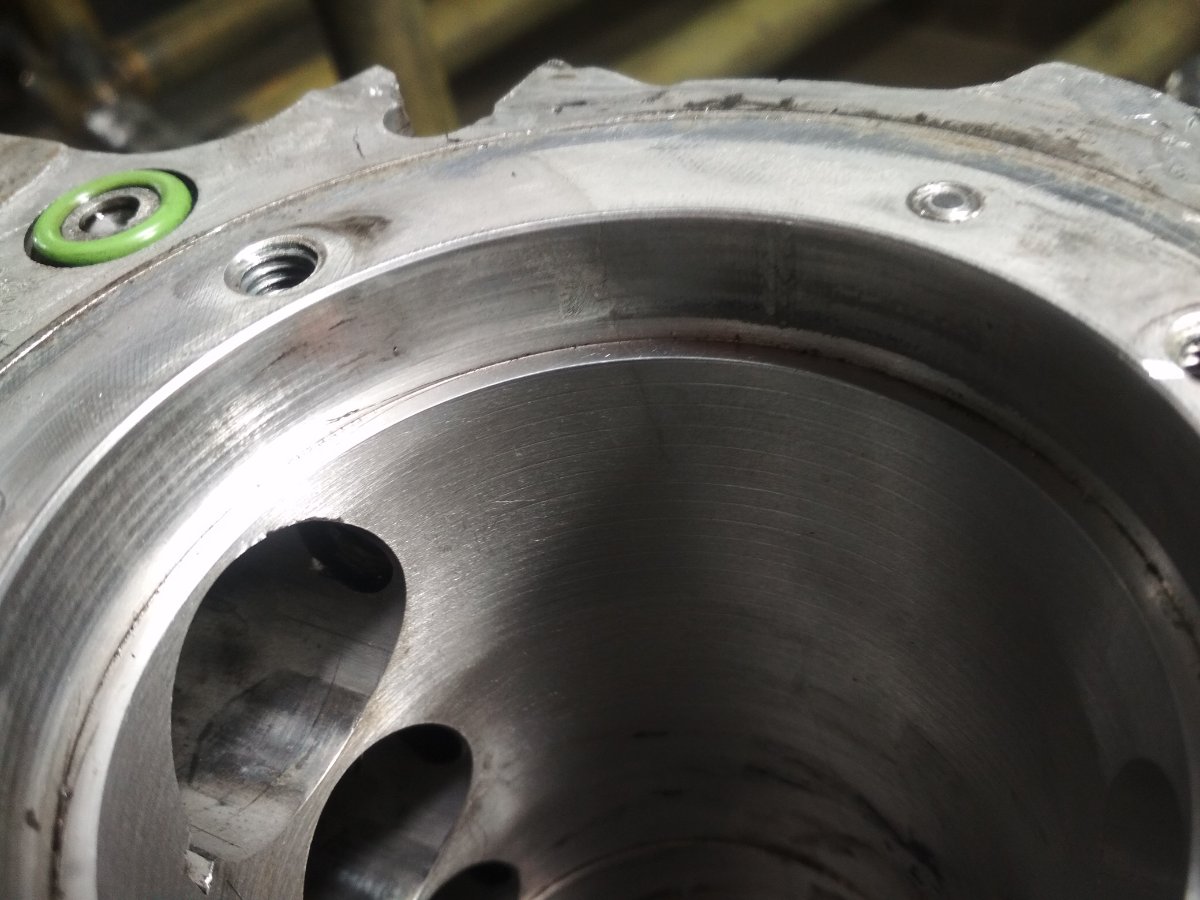
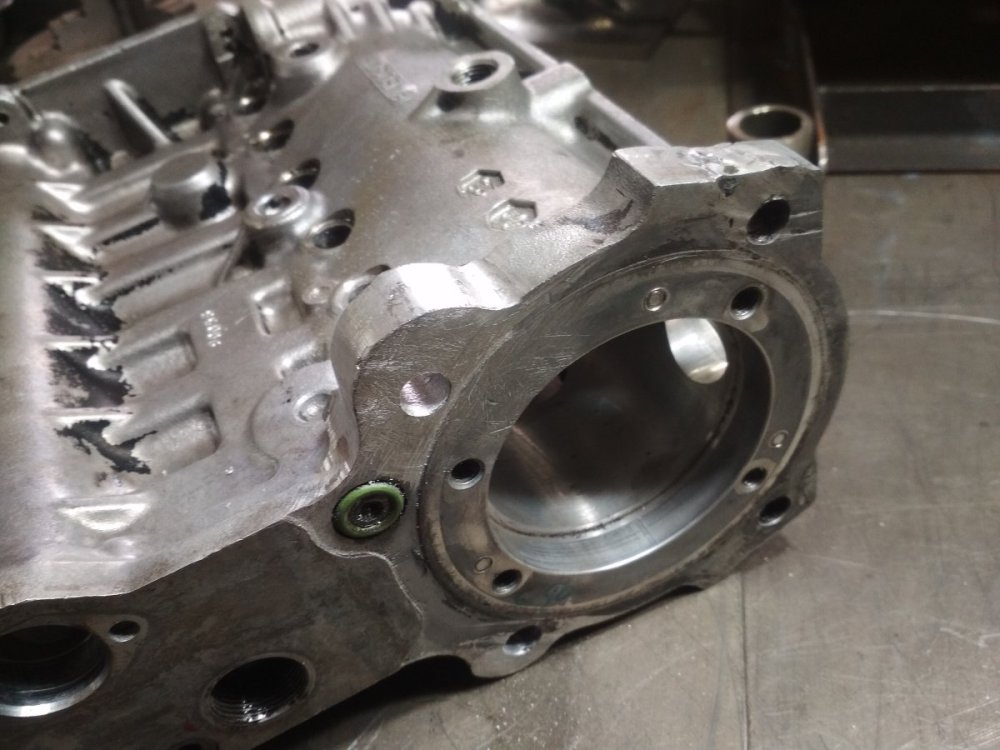
Корпус ТНВД МАН. Сочиться масло через отверстие фланца. Трещина. Очевидно, произошло разрушение подшипника, удар и трещина. На этом случае остановлюсь подробнее, так все размеры должны быть сохранены и какая-либо механическая обработка невозможна. Подгонка только ручная. Итак, трещина, пенетрант, засверливаем вершину трещины с небольшим опережением,разделываем на 2/3(разделка пока неполная). Продолжение следует.





 1 балл
1 балл -
моя последняя


 1 балл
1 балл -
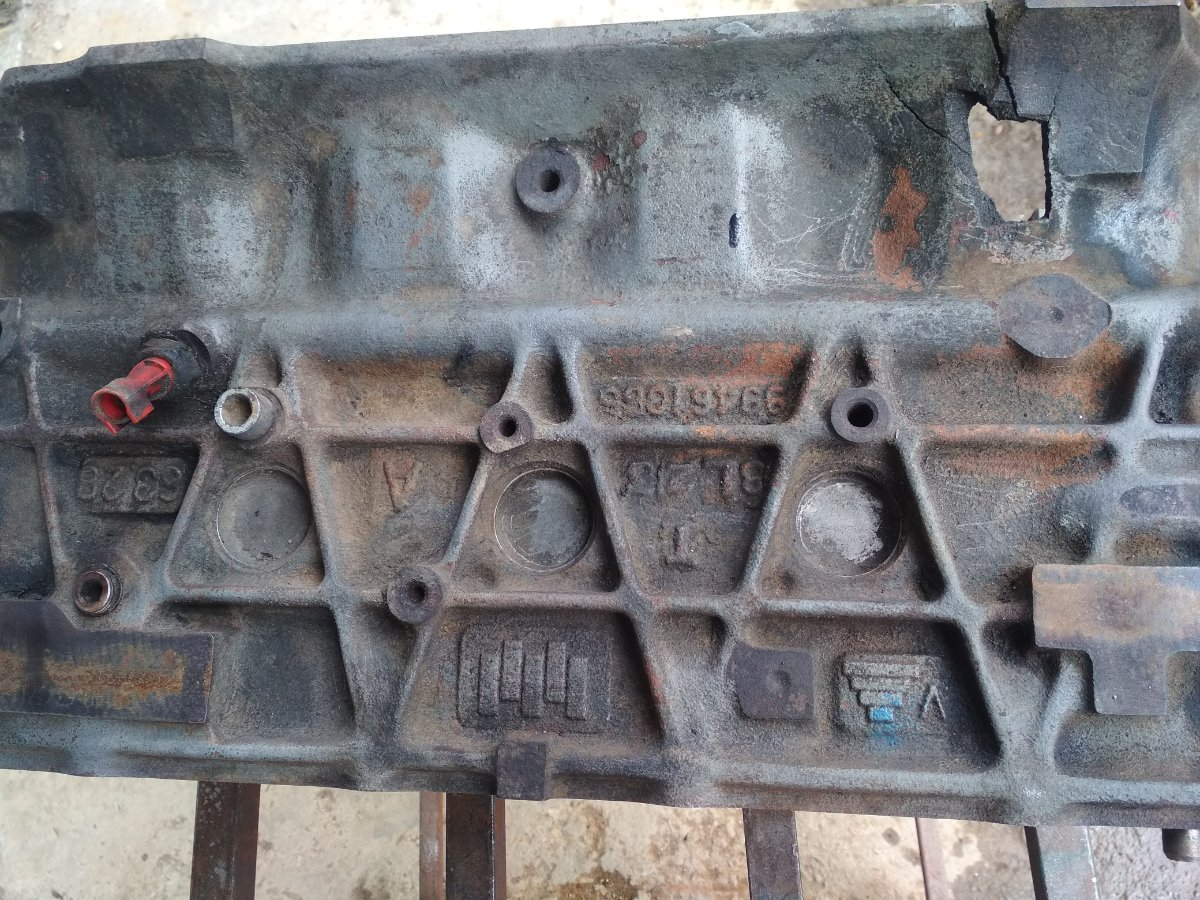
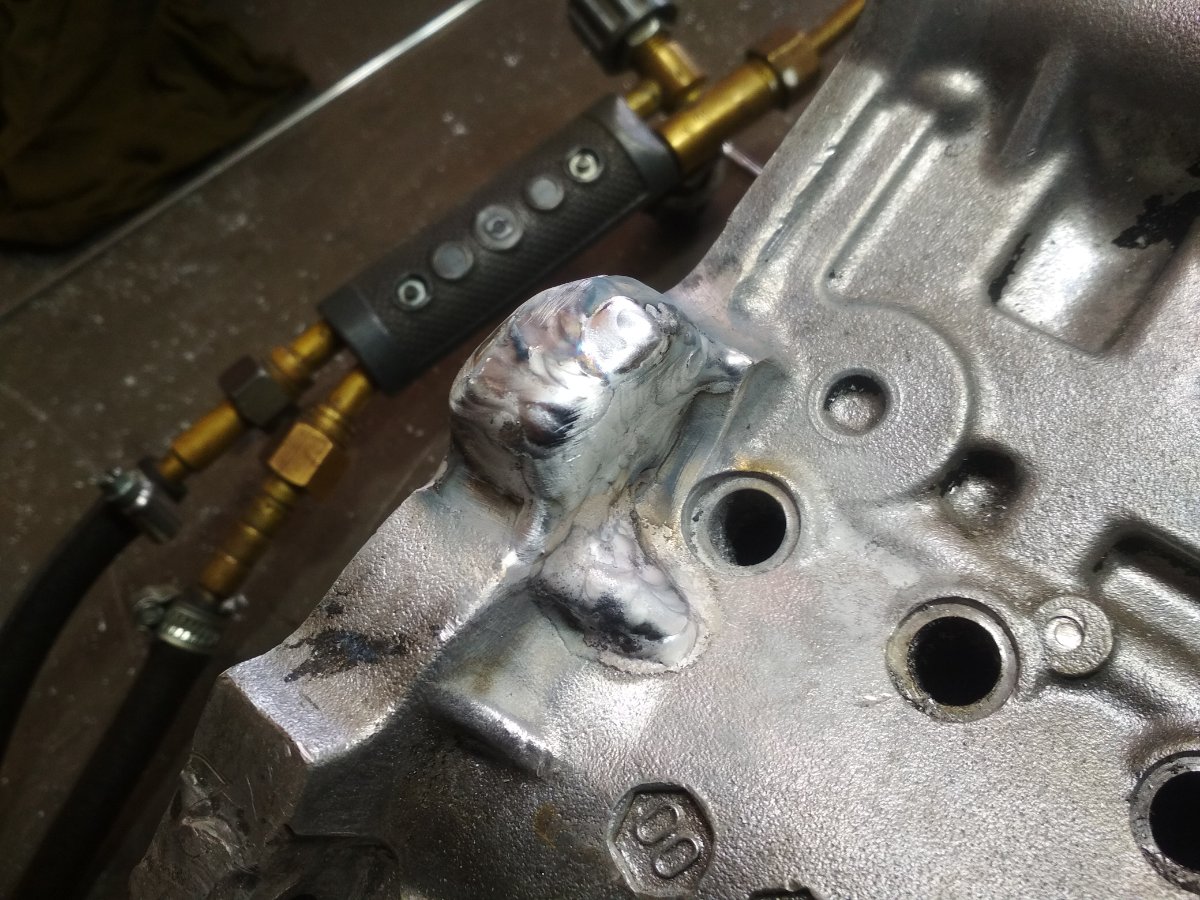
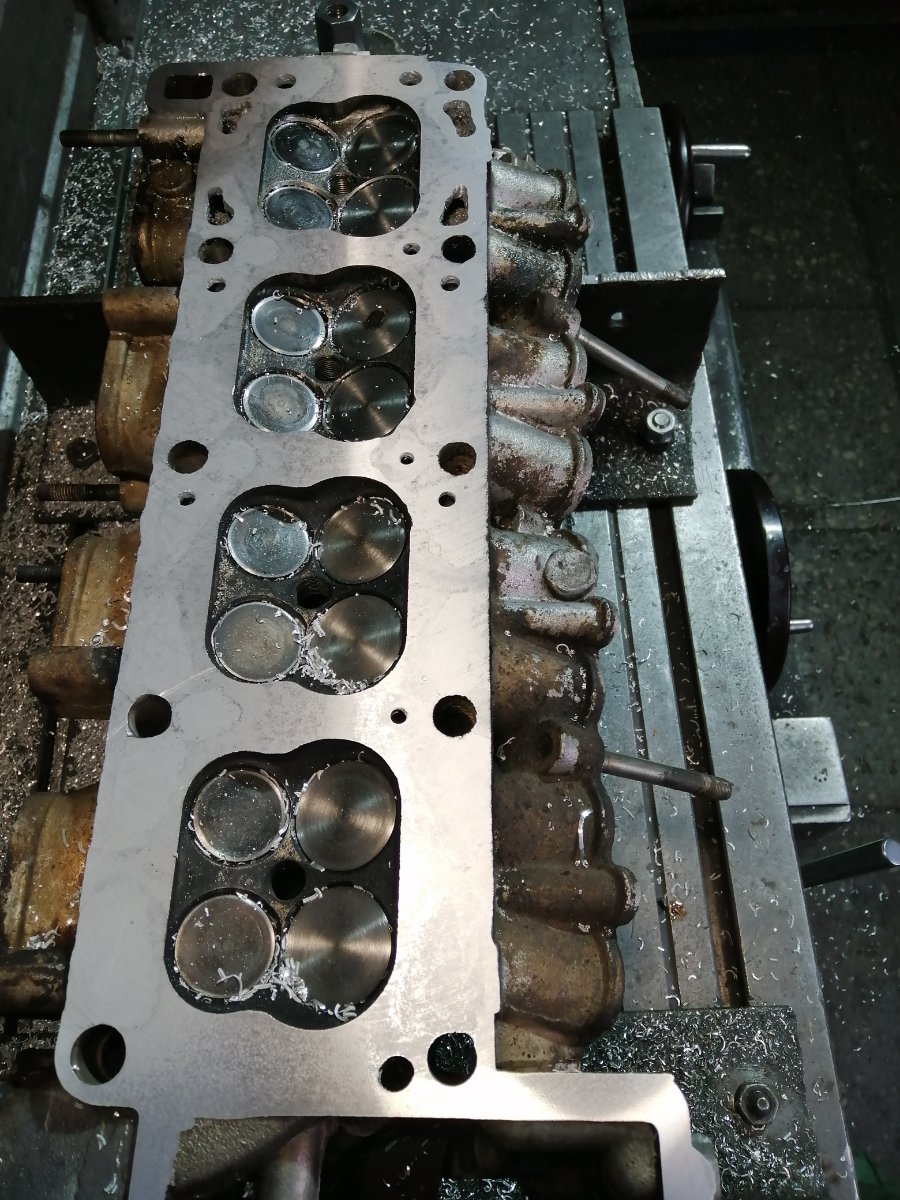
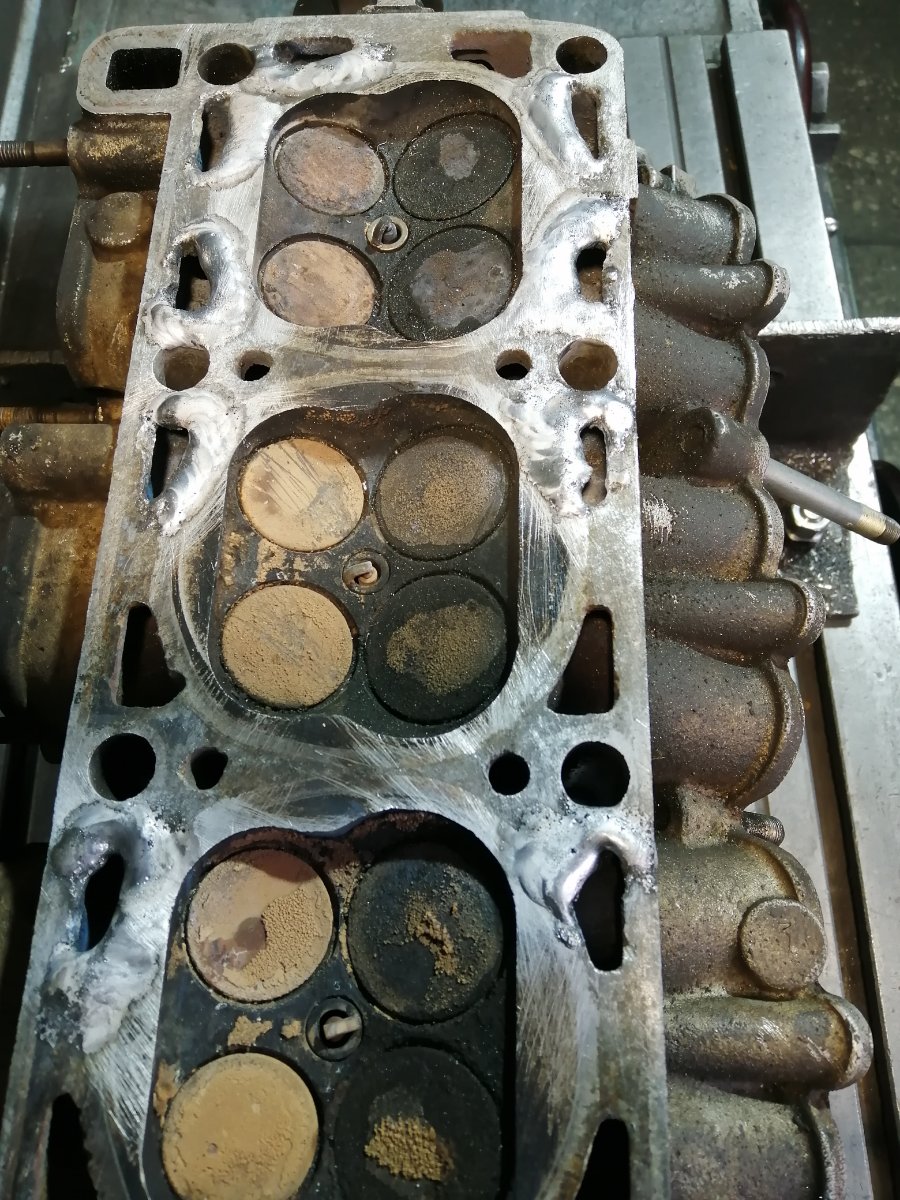
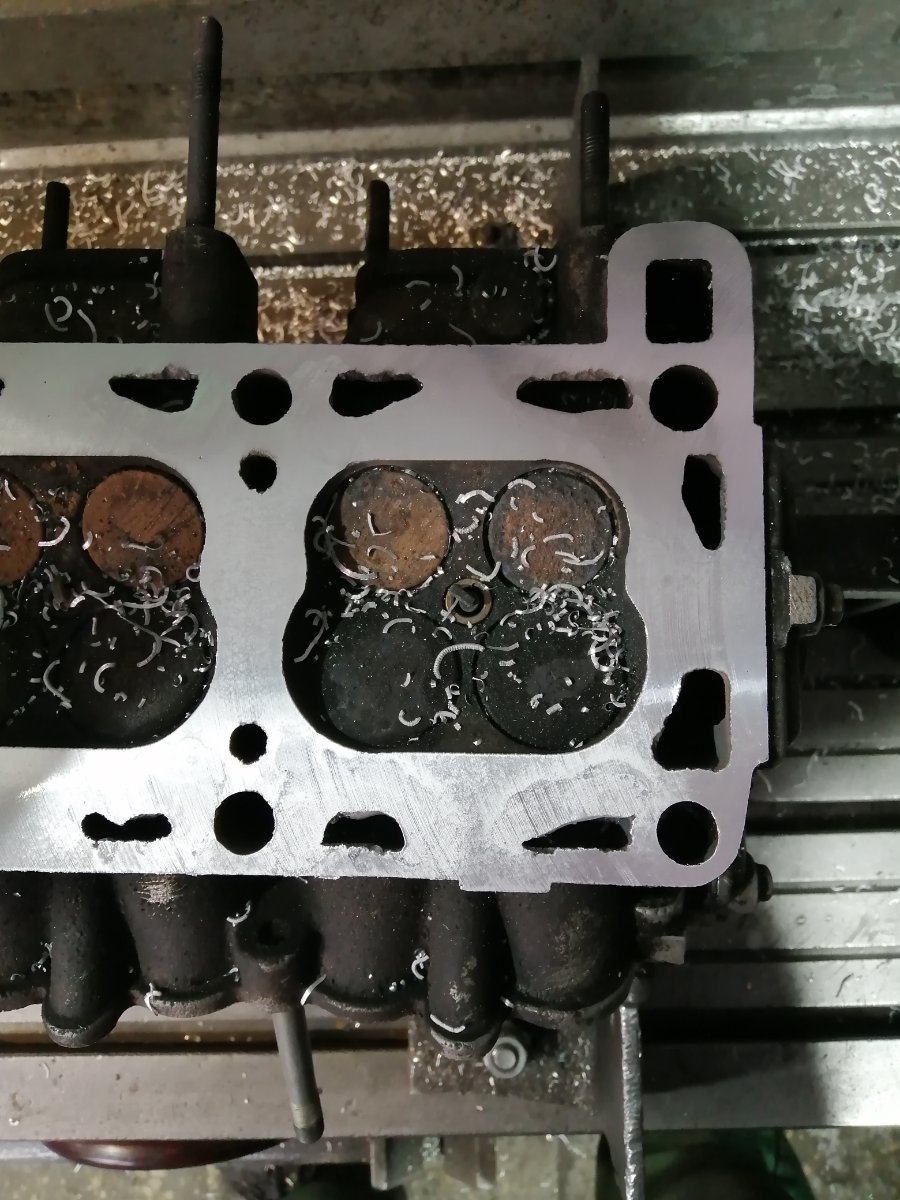
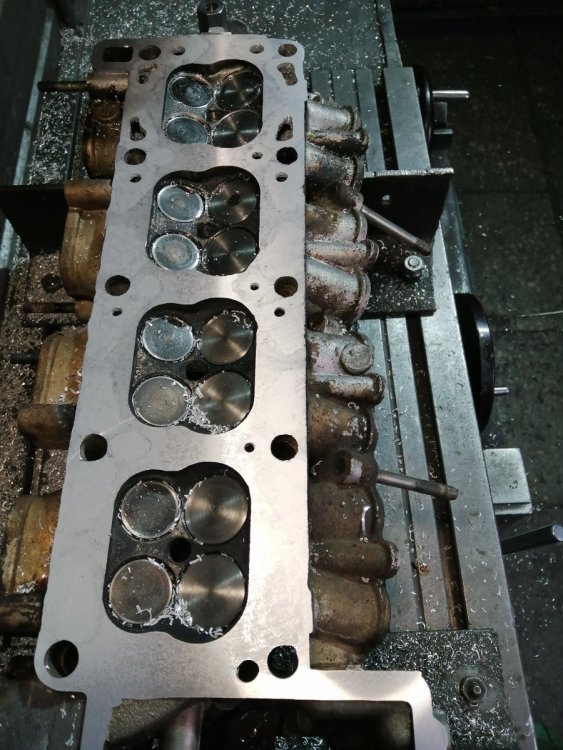
много лет на форуме обсуждается подготовка к сварке, чистота, чистота и чистота, сегодня принесли отфрезеровать вот такую гбц с вот такой сваркой, и не одной поры, завидую.

 1 балл
1 балл -
Никита , да какой секрет , в котельную слесарь 5го разряда , бригада у нас 6 человек все 60+ , двое друзей с детства знаем друг друга . Два выходных , смена с 8.30 до 16.00 Котельная огромная восемь котлов из них два паровых , сварные у них свои помоложе да и они пользуют ММА . ЗП 50000р , в принципе нормально + пенсия и может ??? , накоплю вот на такой аппаратик 20 месяцев и он у меня в кармане , но не факт что буду покупать , но нравиться он мне . Ну и конечно по выходным да и по вечерам буду обслуживать клиентов нуждающихся в моей помощи , вот сегодня 16.30 приехал и клиенту поправил и усилил некую ручку от китай снегоуборщика , и ему хорошо да и мне не плохо .




 1 балл
1 балл -
Тут наверное много более опытных чем я сварщиков, в том числе алюминия мигой, но все же выскажу свое мнение, возможно и не совсем верное.... Смотреть видео и варить.....и даже хорошо варить — это совсем разные вещи. Не всегда удается результат, даже такой как на видео. Размещающие контент на Ю-тубе не всегда стараются вас правильно научить варить, а в большинстве случаев (хотя и бывают исключения) задача стоит монетизировать свой видеоконтент. Бывает, что из сотни случаев записи видео, отличный результат может быть лишь в одном случае, и как раз он размещается в видеохостинге. Отличные результаты приходят с опытом работы, а это уже совсем другая тема разговора. Ну допустим научитесь вы сваривать с приемлемым результатом две пластинки тавровым соединением в нижнем положении...даже того же АД-31 или АД-33, толщиной ...2...4..мм...Начнет у вас нормально получаться и приедет к вам ....кузов зерновоза с необходимостью сваривать несколько различных сплавов различной толщины, а самое интересное — в различных пространственных положениях. Да еще и алюминий окажется вовсе не чистый, да и заплатки в некоторых местах необходимо будет вваривать, из-за отсутствия старых..... Вот тут вас и будет ожидать полная "засада" По сему, по моему мнению опыт нарабатывается годами и практикой, совместно с обучением и использованием более совершенной сварочной техники и расходных материалов Самыми распространенными марками ал. проволок на сегодня наверное являются 4043 и 5356. Есть и другие, но эти наверное самые распространенные. Лично я в последнее время наверное более всего использую проволоку 5183, но это все же зависит от индивидуальной специфике работы каждого сварщика и необходимости выполнять сваривание определенных сплавов. Тут существует отдельная тема по использованию марок присадков и проволок при сваривании определенных алюминиевых сплавов.1 балл
-
@Точмаш 23, Все, что вы упянули мне знакомо, за исключением марок чугунов и их характеристик. В этом я немного "плаваю". Но существует такой человек, который зовется клиентом, и который хочет ремонта качественного и при этом дешево. Я стараюсь предложить несколько вариантов — дешево и без гарантий последствий и качественно, но дороже. При этом стараюсь аргументированно убедить. Знаю российских производителей ПАНЧа и сам многим бросал ссылку на рекомендации по использованию. К сожалению у нас нет своего производства никеля , поэтому все проволоки привозные — российские примерно по цене свыше 3000грн/кг, китайские около 1800грн/кг, при курсе доллара 1 $ — 24грн. Исходя из этого, по моим личным наблюдением в последнее время половина Украины начала торговать "российским" ПАНЧем по цене китайского . У меня правда остаются еще некоторые "залежи" со старых запасов, но все чаще ко мне обращается определенный круг людей за консультацией относительно применения, ну и соответственно иной круг, с предложением покупки...Для некоторых видов ремонтных работ импортной авто-тракторной техники качественная никелевая проволока просто необходима, ввиду дальнейшей механической обработки деталей.... и соответственно расценок на работы. Ремонт выпускных автомобильных коллекторов лишь малая часть чугуна, с которым приходится иметь дело. К слову сказать, большая часть ремонтов приходится на "человеческий фактор", когда сначала стучат, а когда уже деталь треснула и выяснилось, что она отлита из чугуна.... дальше продолжают стучать Детали какого-то дорогого импортного деревообрабатывающего станка. Работают в паре. Проблема состояла в том, что оба отверстия как в одной детали, так и в целом в паре должны иметь соосность. Внутри вставлялись шлифованные пальцы. Спрашиваю у хозяина. Увидели, что треснуло в одном месте, зачем дальше стучать? (Работники выбивали пальцы)... тем более по следующей детали. Молчит. И с таким часто приходится сталкиваться. Но и конечно это же приносить лишнюю копейку в бюджет заработка )))





 1 балл
1 балл