Лидеры




Популярный контент
Показан контент с высокой репутацией 14.07.2025 во всех областях
-
Вот, тоже про этот замечательный режим. Обратился ко мне одноклассник, друг детства, очкарик))), горе у него, сломал он очередные очки, они дорогие теперь, и попросил починить, типа, слабо тебе. Ну а так как он владелец магазинов продуктовых, я ему объявил цену, 1 кг мяса))), он говорит, я тебе и 2 дам, только почини. Ну вообще приятного мне аппетита))).





 3 балла
3 балла -
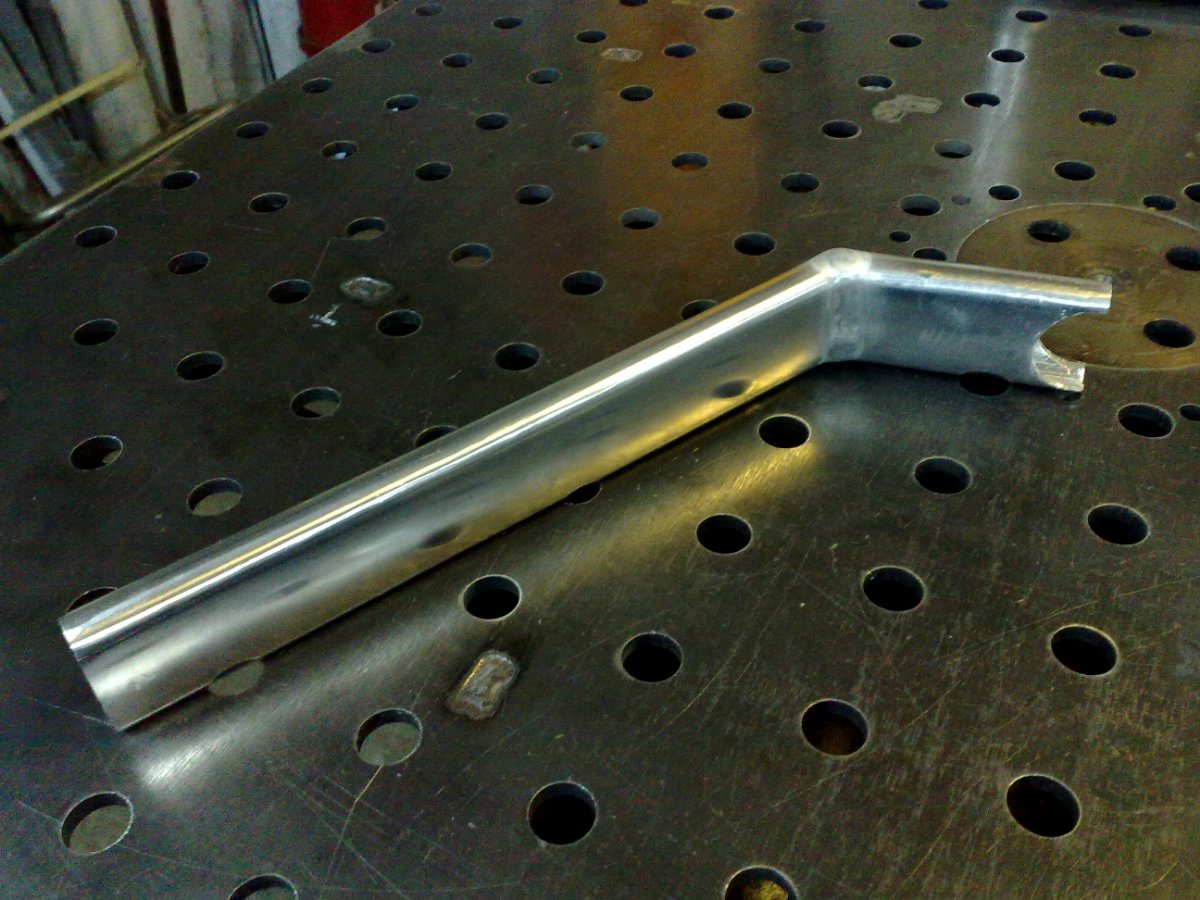
какое клацканье кнопкой? Тут надо просто понять, какая высота дуги, что с вольфрамом, какой он вид имеет после сварки, размер шарика и т.п. Куда лезть в такие швы, да на довольно маленьком диаметре?! Тут уже понимание должно быть, какой режим, все ли правильно настроено и подобрано и т.д и т.п. Судя по фото выше, так слить материал с основного в зону сварки, там дуга наверное сантиметровая... Т.е. тут вообще нет понимания, т.е. контроля где держать электрод. А уже разговор за клацканье кнопкой. Проще просто обрывать дугу и после повторно ее зажигать, если есть понимание, что материал перегрелся. Швы ... да это не швы. сделайте фото после установки прихваток. Как выглядят ваши прихватки и подготовленные детали под сварку, зазоры, качество прихваток и прочее плюс состояние электрода. А то ... швы хрупкие. Это по сути технологический процесс. Если бы на производстве было бы все плюс минус километр, то не было бы разновидностей материалов. Поэтому, если в процессе что-то не правильно, то все идет через одно место. И понять что у вас не так, надо разбивать и фиксировать всЕ этапы. А то у вас "швы" как после пайки с флюсом и то там куда чище и лучше. Если чернота ползет, даже на прихватке, то надо подогреть, остановиться, щеткой подрыгать место нагрева, до чистого состояния, после еще раз нагреть и так пока не будет чистой ванны образовываться. Чернота, окислы которые мешают в процессе, они охрупчивают "шов", да и шов после этого не шов, а прошу прощения "насЁр". Сварка алюминия по сути не отличается от сварки стали, кроме как использование переменного тока. Во всех остальных случаях, ванна должна блестеть, чернота в ванночке расплавленного материала - зло. Некоторые так и наваливают сверху присадка, а внутри получается дефект. Поэтому нужно стремиться, чтобы шов получался пусть не блестящим, а матовым но ровным и чистым. И не знаю, как раскладушка... ее я помню клепали, следовательно материал может в целом не подчиняться закону сварки. Не всяк алюминиевый сплав можно варить. А присадок, хоть визуально может и вливаться в расплав, но не означает, что будет прочное соединение. Как уже выше написали, что могут быть изменения физических свойств в процессе нагрева. Возьмите проволоку медную. Нагрейте ее, остудите даже на воздухе. Она как пластилин будет. Если пару раз стукнуть молотком, она нагортуется и будет опять жесткой. Но опять нагрев, она опять будет пластилином. Без молотка или пресса ее не получить жесткой. И так алюминиевые сплавы. трубку получили. Но не факт, что нагрев ее не сделает "стеклом" . Плюс всякие дополнительные условия в виде последующего окисления и выгорания каких-то легирующих элементов. Т.е. нагрели, они улетучились и на выходе вы уже не получите, что было изначально. В ваших руках чудесным образом будет уже другой сплав Присадок возможно несколько внесет коррективы, но насколько правильно выбран присадок и внесет ли коррективы и т.д и т.п.2 балла
-
Валер, супер! НО - ты сколько дней (месяцев, лет....) занимаешься сваркой? И сколько раз в неделю "аргонишь"? А Виктор (vistek) - "практики оч.мало, не получается больше". Прогресс виден, ИМХО, точкУ не хватает, на трубе долго греешь, пока не образуется ванна. Я б на стенку 3 мм "вдул" ампер 120 и "цмыкал" бы - на спаде варил. По поводу алюминиевых проводов - неизвестно, какой материал ты свариваешь, но, по-любому, это сплав, т.е. алюминий+магний+марганец+медь+..... , а ты в него суешь практически чистый алюминий и что получается в шве - не знает никто.2 балла
-
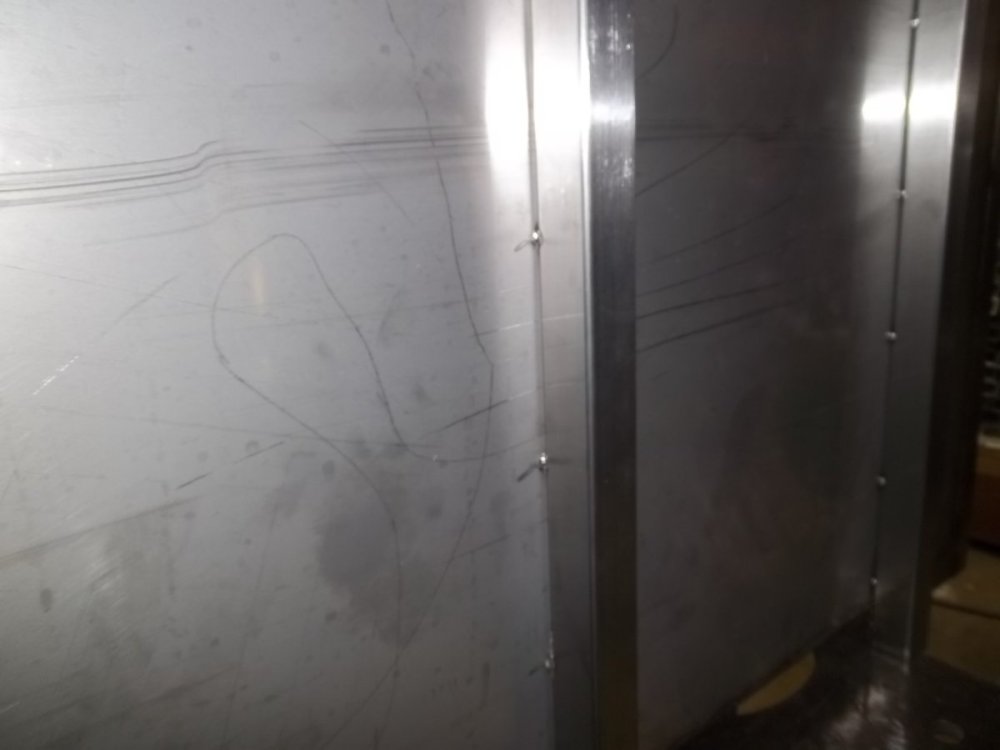
У Вас подрез, поэтому и ломается около шва легко. Стенка трубки тонкая, и ещё подрез.2 балла
-
Ст.3 S-10мм. 280 амп.
 2 балла
2 балла -
Я не сварщик, "так, иногда, а так я эндокринолог" (с). Но первый раз в жизни варил алюминий - раму большого беспилотника, из тоненьких трубочек, так-как штатный сварщик приболел, а надо было срочно (не подумайте что, просто хвастаюсь). Так что, по моим понятиям vistek-ку пора бы уже начинать.1 балл
-
Вы когда ни будь пробовали отрабатывать удары по воротам мячём, набитым землёй? Или пасы и забросы в баскетболе волейбольным мячом? Вот. это примерно то же самое. Можно посмотреть, попробовать. Но не более. Если хотите варить проводами- майдите электротехнические шины из чистого алюминия. Я всегда советую новичкам использовать только хороший материал, чтобы понимать. что фактор брака только один- кривые ручки, которые надо распрямлять, а не причудливая смесь кривых матреиалов, условий, оборудования и неопытности. Тем более, что не все сплавы нормально варятся. Например, для нормальной равнопрочной сварки сплава АК9Ч я так и не подобрал материала. Не получается равнопрочности потому, что сплав не подвергается обработки давлением. При термообработке прочнеет. При ковке- рассыпается. Сварка только отлитой "лапшой". Сами понимаете... Трубки от раскладушки тоже, может, не варятся- перегреваются, разупрочняются и всё... Поэтому vistek, не нужно заморачиваться на прочность- отрабатывайте технику- ровные равномерные швы. Потом будете стараться варить что-то полезное.1 балл
-
Торопиться не надо... Вот, для ориентира.













 1 балл
1 балл -
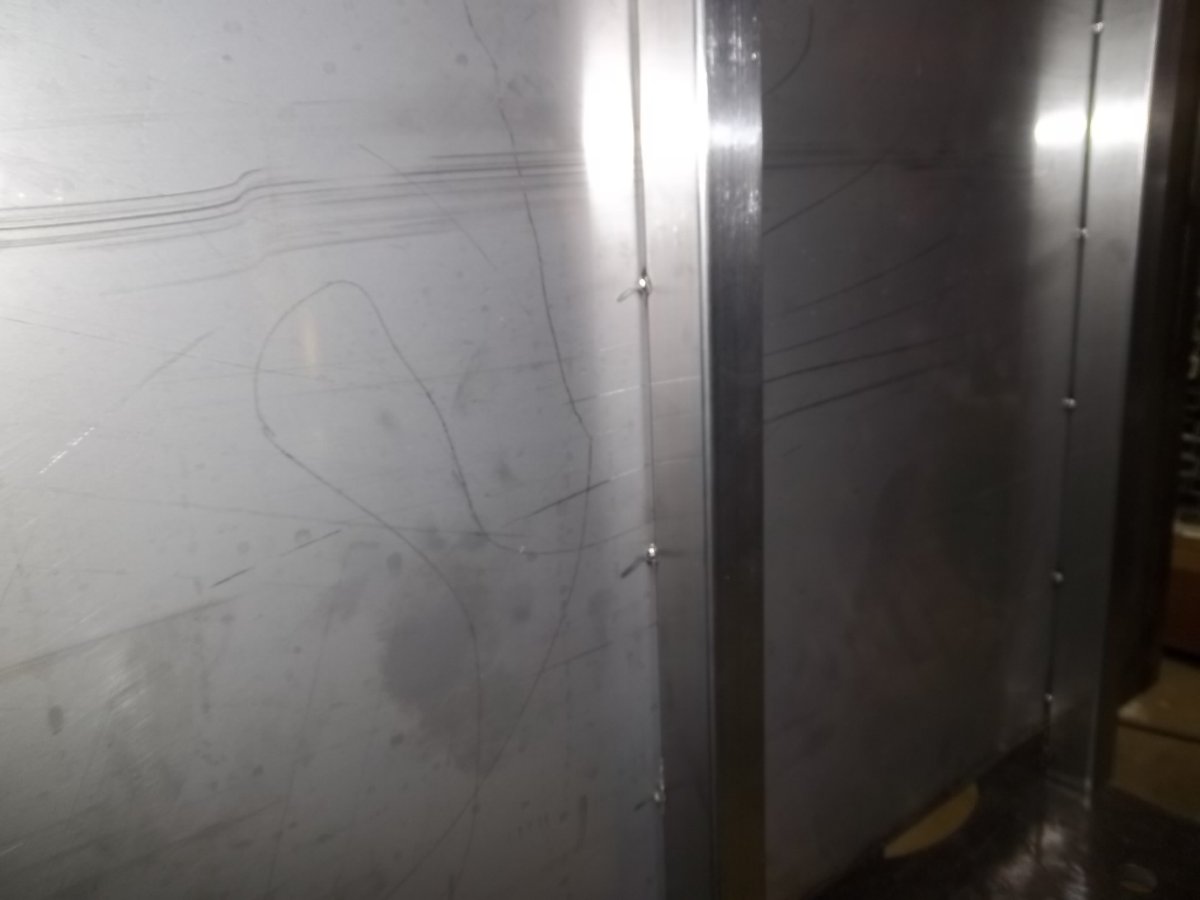
SS-304. Лист -2мм. профиль 30х30х2мм. 150амп.

 1 балл
1 балл -
Я по моему сказал тоже самое что главное товар лицом показать и не важно черняжка это или цвет мет. Если другие существуют и никуда не деваются им тоже хватает. Даже если бы их не было в одиночку рынок не объять. Всяк кулик свое болото хвалит но в сварке алюминия например нет ну ничего экстроординарного. И китайские аппараты не признак дурного тона поскольку есть принцип разумной достаточности. Тем паче что сами обозначили с чего начинали. Помимо ровных рук должна быть и предпринимательская жилка. Иначе толку не будет. Лично я торговаться не умею и трястись перед клиентом. Биться с конкурентами зазывать и выгадывать. Если хотите в деле коммерции я полный лох. Но сделать могу черта лысого если надо будет. А продать нет. Так что не супер пупер техника и прямота рук делают затею бизнесом. Есть еще много факторов. И еще, у многих кто имеет свое дело есть общая черта. Рассказ о том как посылаются лесом все несогласные. Не лгите хотя бы себе. Вы не Газпром и не Нор. Никель что б решать с кем дружить а с кем нет. Правило - клиент всегда прав так или иначе никто не отменял. Зависите вы не от своих рук и не от супер техники, а от денег клиентов. И тому кто ввязывается в собственный бизнес это надо знать заранее и с этим мириться. Лично я с этим мириться не люблю потому у меня бизнеса своего никогда и не будет. Уж больно гибким мягко говоря надо быть что бы выплывать среди пусть и не такой качественной, но конкуренции.1 балл