Лидеры




Популярный контент
Показан контент с высокой репутацией 02.08.2024 во всех областях
-
Смокер из нержавейки.
 4 балла
4 балла -
Краткое описание товара. - Алюминиевый баллон для сварочных газов. Состояние: Практически новый, наработка минимальна. Объем примерно 35литров, рабочее 150, проверочное 225. Очень лёгкие, использовались мной под аргон, азот, газовые смеси при выездных работах на объекты. Идеальное приобретение для тех, кто ценит своё здоровье. В комплекте к баллону прилагается штуцер для подключения газового редуктора и заправочного шланга. Я их заправлял от 40литровых баллонов методом свободного перепуска из баллона в баллон. Продаю в связи с тем, что на выезды больше не езжу и не планирую. -- Безнал от юрлица + 15%. Доставка за счет покупателя. Возможен обмен на стальные аргоновые баллоны выпуска не ранее 2022года в соотношении 4 стальных на 1 алюминиевый. Доставка стальных естественно моя. -- Местонахождение товара и/или продавца. - Россия, Южно-Сахалинск. Цена или ссылка на полный прайс. - 25.000руб. Доставка за счет покупателя. Телефон для связи и другие дополнительные контакты - +79632897085 (только ватсап собщения или звонки) Покупать лучше через Директлот - https://directlot.ru/lot.php?id=1425521 На этом сайте бываю редко, лучше писать на директлоте или в ватсап.
3 балла
-
Багажный бокс. ABS; 2,5 мм.
2 балла
-
странно. Варил орбитальной сваркой трубочки разные и не замечал такого, если конечно предварительно обезжирить (внутри так же) и количество газа правильно установить с выдержкой предварительной продувки для вытеснения воздуха. Конечно еще от марки нержи сильно зависит. Но какой перегрев? Если окисляться не в чем?! Ведь в зоне самого шва нет же ни желтого цвета и тем более сине- черного, а там температура куда веселее, ведь там материал плавится и при остывании проходит точку соизмеримую по температуре рядом со швом. Из опыта, когда Ёмпуртную варишь 304 нерж, то практически всегда результат светлого шва и около шовной зоны гарантирован при качественном поддуве. А вот российского производителя, то иногда приходится попрыгать, а точнее практически всегда и далеко не всегда удается победить синь и иногда даже самого шва. у вас на поддув какое количества газа используется? Сколько выдерживаете по времени перед сваркой? Суть в том, что надо постараться сделать ламинарный поток внутри "камеры", если у вас поток газа довольно шустрый, мол быстрее продует, то внутри идет перемешивание газа с воздухом. И когда это все выйдет, не известно. Поэтому тут надо следовать правилу, что малый расход и длительное время, а не большой расход но быстро. На сколько помню, еще к выходному отверстию есть некоторый критерий, чтобы не большое было и не малое. И опять же, иногда не по центру его надо делать, а например в верхнем положении, чтобы аргон вытеснил воздух. Но это для орбиталок, если стык не поворотный. Если стык поворотный, то там по центру отверстие, но опять правило, расход газа - время, надо больше соблюдать. Если поток ламинарный, то аргон ниже ложиться, а воздух вверху. И отверстие по центру уже начнет выпускать аргон, а воздух будет так и оставаться выше отверстия. И при большой скорости сварки, если труба вращается, не будет ламинарно перетекать, а будет перемешиваться.1 балл
-
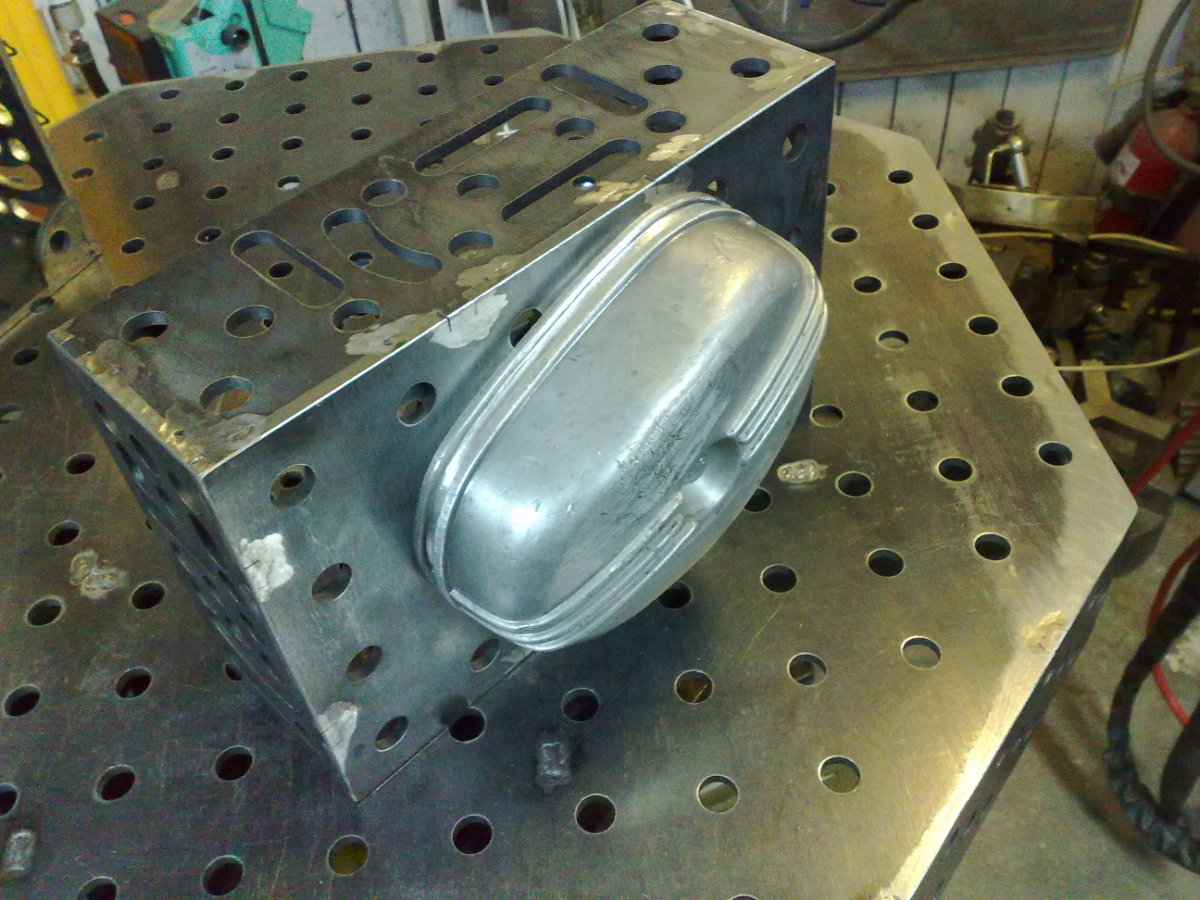
Доработка клапанных крышек кроссового мотоцикла Урал (спортивные клапана в стандартные крышки не помещаются). Приварка проставок выпиленных из таких же крышек. Литье конечно же говеное, много грязи. И что любопытно, крышки варились по разному (они не с одного мотоцикла), одна плохо, а вторая отвратительно.
1 балл