Лидеры




Популярный контент
Показан контент с высокой репутацией 28.02.2024 во всех областях
-
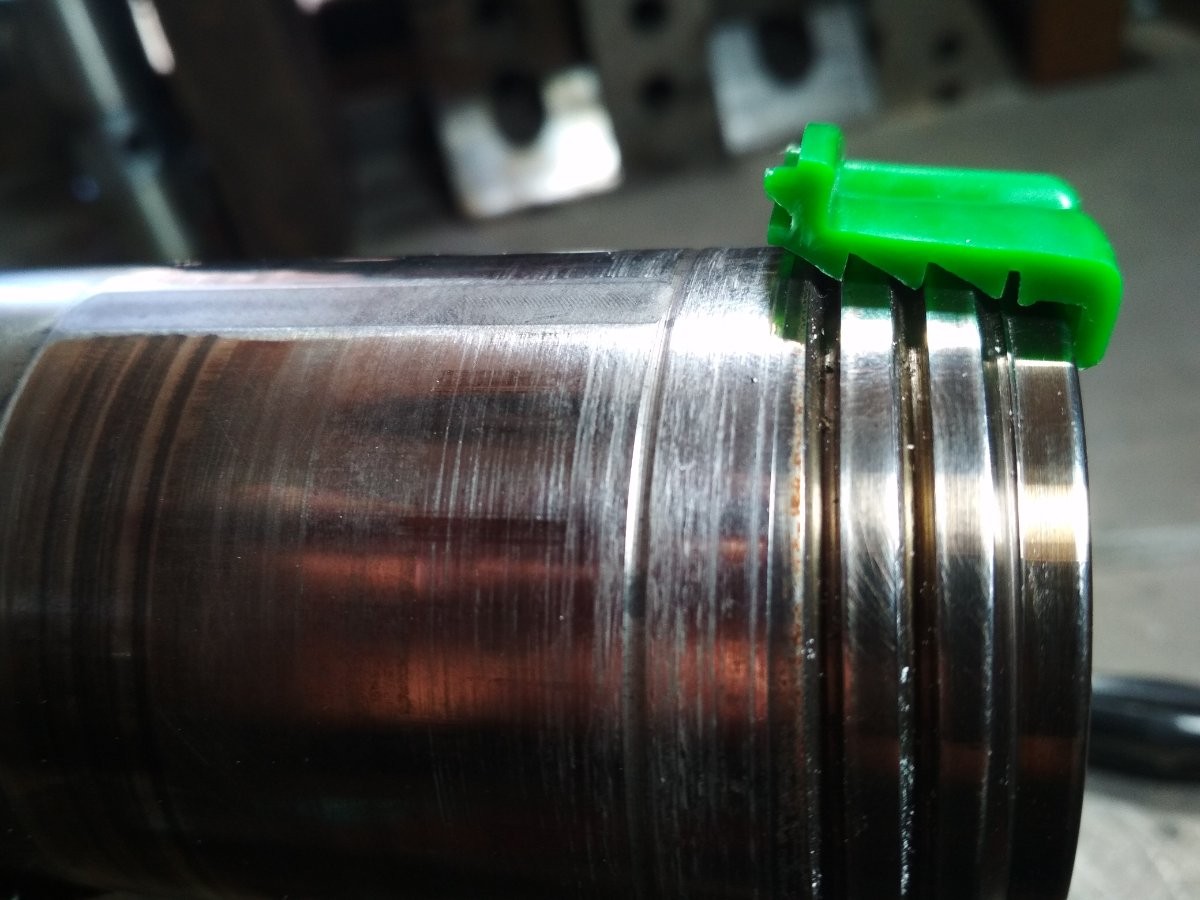
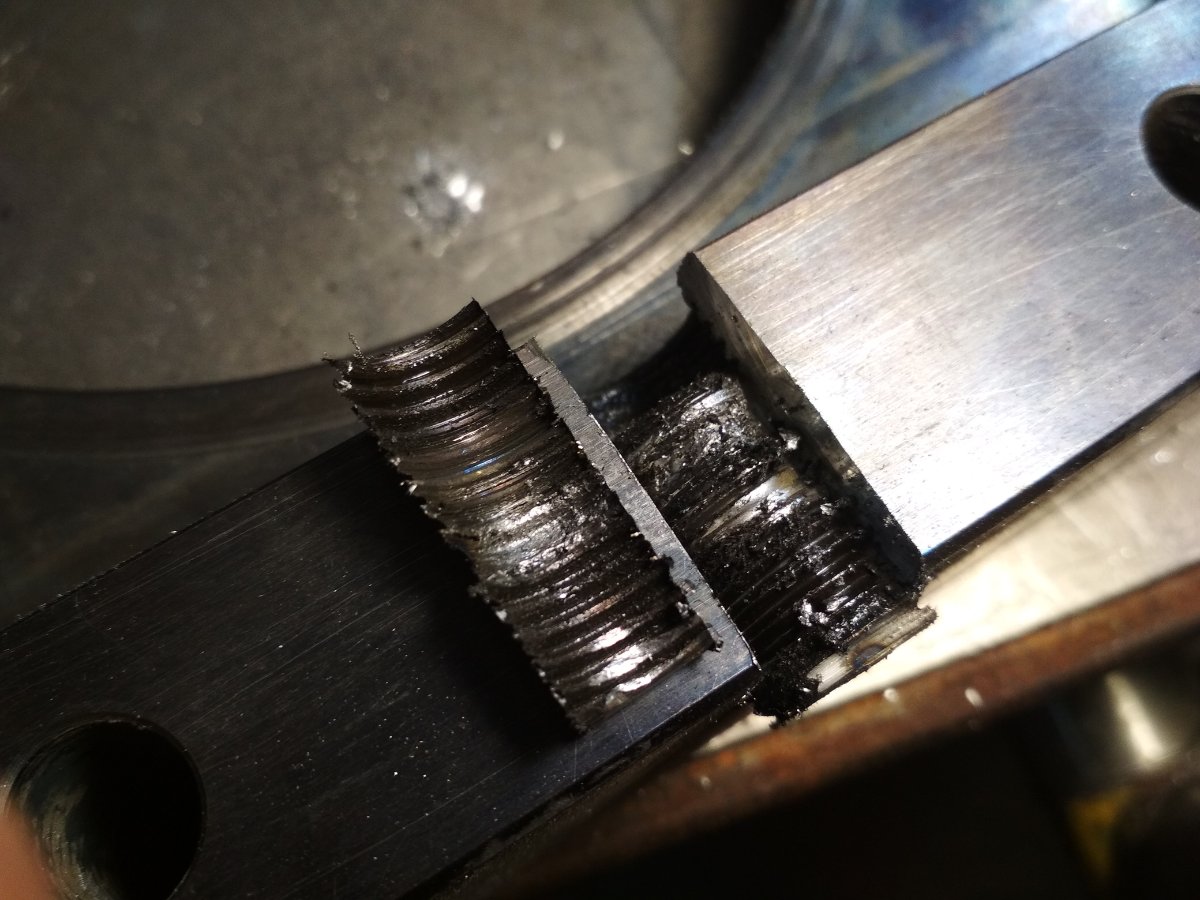
Горловина. Должна быть станочная обработка,но за неимением необходимого станочного оборудования, да и специалистов тоже,пришлось вручную переделывать резьбу на упорную,припиливая по шаблону. Навскидку,ст.40х13, за 50ед НRC.
 3 балла
3 балла -
Надо учитывать на только нагрузку ,но и стойкость наплавки к износу.2 балла
-
судя по фото изделия и толщинам, то 5356 и 0.8 вполне оправдано. И по мягкости... ну это же не 4043... А вообще мы столкнулись с таким, когда у хорошего производителя, с проволокой значительно меньше проблем. Она реально легче идет по каналу, возможность стружки резко снижается и т.п. это если понимаешь процесс. А тут прямо тисками вытаскивать информацию надо, где когда и почему... вопрос не раскрыт. Т.к. много факторов на это влияют вплоть до нагрева наконечника. И выбор наконечника очень важный момент касательно и размера самого наконечника. Поэтому надо все и вся проверять. Например в канале нет стружки, а вот в наконечнике может легко образовываться и поэтому демонтаж наконечника надо делать аккуратно, потом постучать резьбовой частью и посмотреть, не будет ли выпадать стружка. Размер наконечника влияет на стойкость к нагреву. Поэтому в вашем случае надо идти от всех моментов, начиная с режима сварки, выбор горелки, как тефлон установлен в горелке начиная от подающего до самого наконечника. Охлаждение горелки не мало важный параметр. Поэтому и тут надо смотреть, сам гусак на сколько нагревается или после сварки абсолютно холодный и т.д. и т.п. И когда залип начинается? Поменяли на новый наконечник и сразу же или через какое-то время. Через какое время? Что с регулировкой прижимного механизма подачи проволоки .... Вопросов просто масса. И конечно лучше будет если вы сами распишите, что делали, что наблюдаете, когда и через какое время. А то реально, гадание на кофейной гуще. И когда нет опыта, то имеем именно то, что имеем. И еще один момент, как выше написали. Это как настроен у вас процесс заварки кратера. Возможно очень сильно отгорает проволока под самый наконечник. Следовательно, локальный перегрев и прилипание. Если раз прилипло, то дальше только чаще это будет.1 балл
-
Это плохая практика, при малейших проблемах валить всё на проволоку. Как правило, её роль в реальной проблеме почти последняя.Чем обусловлен выбор именно этого диаметра и типа? Проволока достаточно мягкая, поэтому надо проверять всё, начиная от тормоза катушки.Всё подряд.Впрочем, об этом уже говорилось.1 балл
-
Также разберите горелку и проверьте, как стыкуется канал с адаптером. Или наконечником, в зависимости от конструкции Используете ли латунную спираль на конце ?.На наконечниках ( новых)надо замерить размер центрального отверстия. Должен быть 1,20-1,26мм( В Вашем случае). И давно Вы этим занимаетесь? Были ранее подобные проблемы? Как решались?1 балл
-
madtobacco,Вы давайте заканчивайте Нет. в угадайку играть, толку от этого немного.Если с буквами проблемы–снимите видео.Побольше крупных планов. Тогда шансы на успех возрастут.1 балл
-
Это ни о чём не говорит.Надо проверять всё, что у вас на линии подачи, от тормоза катушки до ТПН( кстати, что ставите?) плюс настройки источника/робота. Что за проволока?1 балл
-
А Вы уверены, что дело в наконечниках?1 балл
-
ну если не глумиться над больным, то лучше в сервис. Если пломбы нет, то кто понимает в сварочниках, может и сможет помочь. А вообще, лучше спросить в сервисе (еще при первом обращении), что это такое, хоть о чем говорит данное сообщение. А так же, сделать элементарное, подключиться к другой сети это первое (ну просадка сети и т.п.) и второе пробовать в теплом помещении занесете, согреете и заработает...). Это в ваших силах. Если все останется без изменений, то и в сервис можно будет обратиться. А заодно узнать, о чем говорит эта ошибка. Тогда в будущем, хоть понимание будет куда копать если гарантия закончится. Или к кому обратитесь в ремонт, хоть какая информация в помощь. Информации много не бывает. P.S. пока ни чего не приходит, как КОНТАКТ. Возможно где-то нет контакта и как вариант проверить все контактные соединения. Выдернуть, воткнуть обратно... И по описанию вашей ситуации, такое очень может быть. А заодно, условия хранения... влажность, холод и т.п. - потеря контакта в тех или иных местах легко может быть. Поэтому занесите на несколько часов в теплое помещение.1 балл
-
переключить в ММА и так будет проще. ВИГ он же ТИГ, надо понимать как работает... ошибки, одни ошибки ... Если ток не регулируется, то почему он на баласнике должен регулироваться? В аппарате есть обратная связь. И если нет регулировки тока, то ... надо вначале ремонтировать . Крутилки, плата управления, ОС ... причин много. Надо разбираться, а после уже нагрузку подключать. Баласник это уже как тестовое, чтобы прогнать силовую под нагрузкой или адекватность управления. ПЫСЫ ... конечно не надо забывать, что кроме не исправности оборудования, может еще и режимами к такому эффекту привести. Поэтому надо начинать от печки, проверить все параметры, соединения и т.п. ... подумать и после уже предпринимать шаги в том или ином направлении.1 балл
-
Ни чего там мотать не надо, травит зачастую в гайке присоединения к балону, подтяни и перепроверь (откр/закр вентиль.) При отсутствии неплотностей, давление держит по несколько суток. Непоможет - мыльница и помазок, запень стыки под манометрами и далее остальные до аппарата. Так же осмотри шланг на наличие трещин, можно ртом надуть на герметичность.1 балл
-
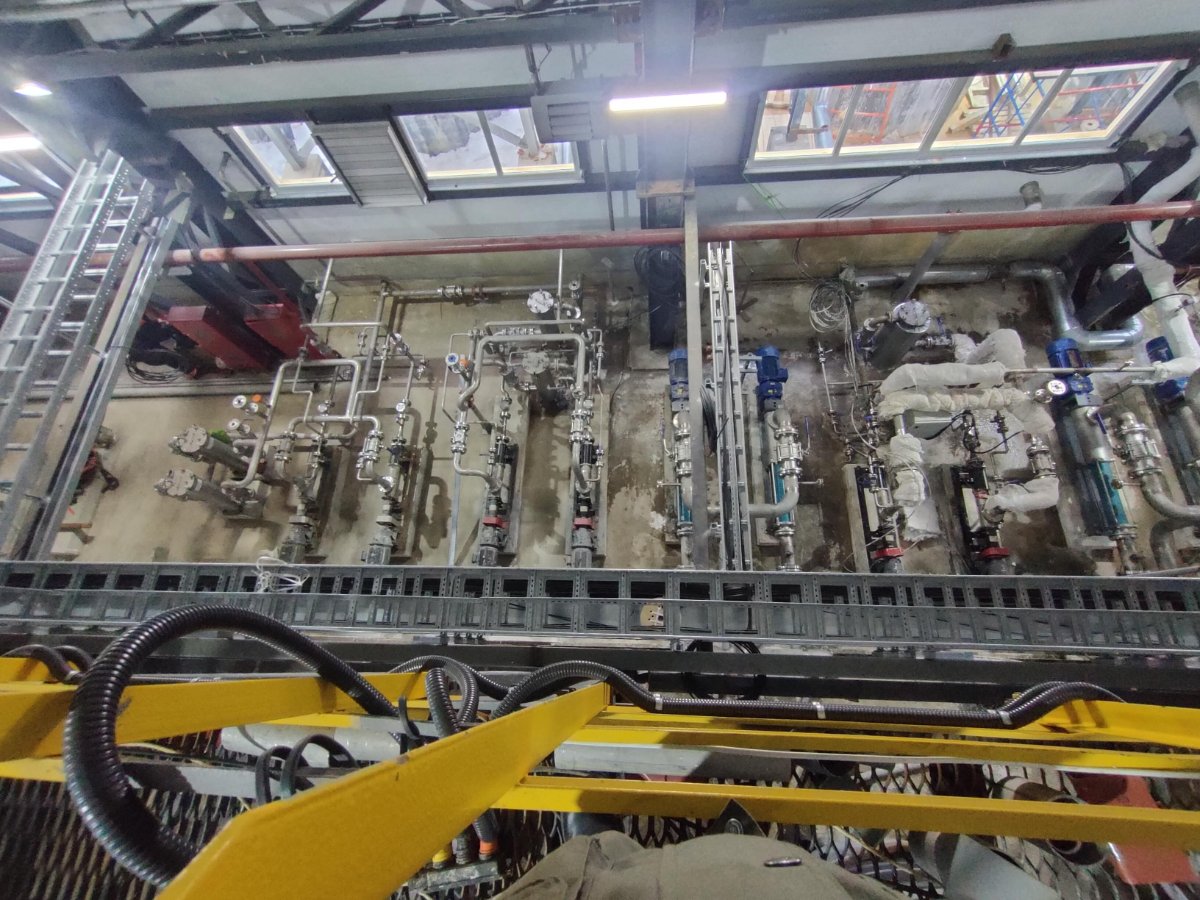
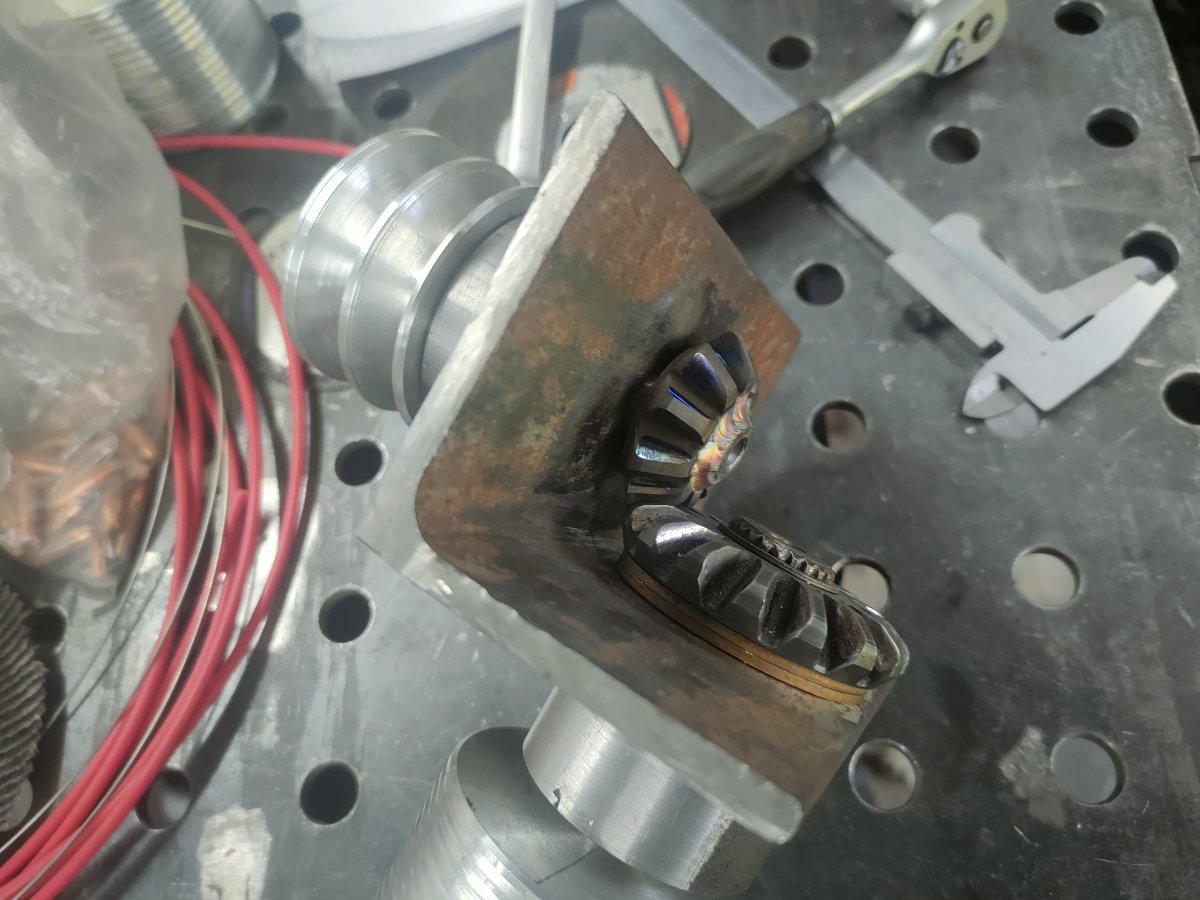
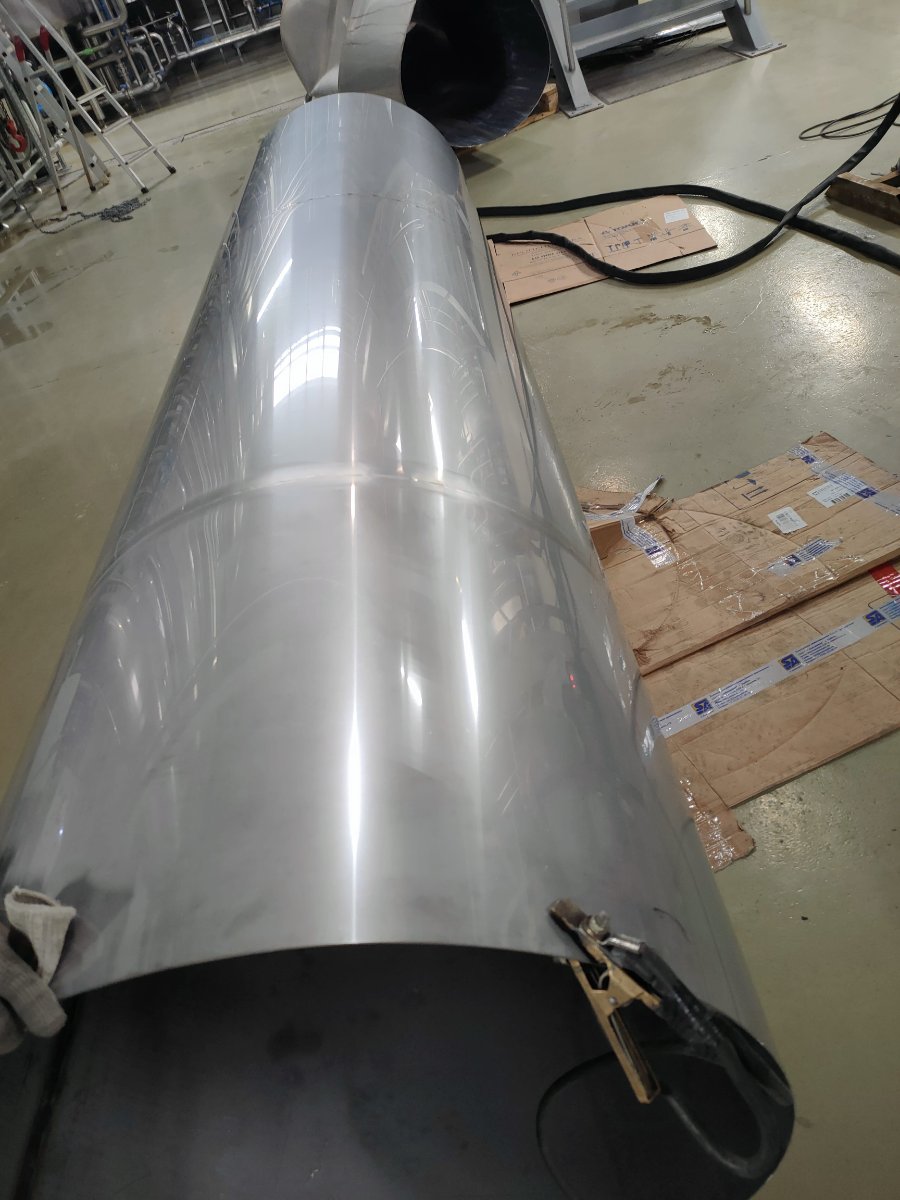
Коллеги здравствуйте, добавлю немного в тему работ: обвязка емкостей и насосов, на объекте телефоны запрещены, снимал под конец отъезда домой, материал 12х18н10т немного токарки, ремонт и изготовление зубчатого колеса, изготовление углового редуктора на сомодельный минитрактор ремонт емкости на пивзаводе(вакуумом всосало), обечайки давальческие, с нас сварка и монтаж, изготовление сувенира на пивную тематику для директора завода сварка каркаса под рундуки из алюминиевого профиля
1 балл
-
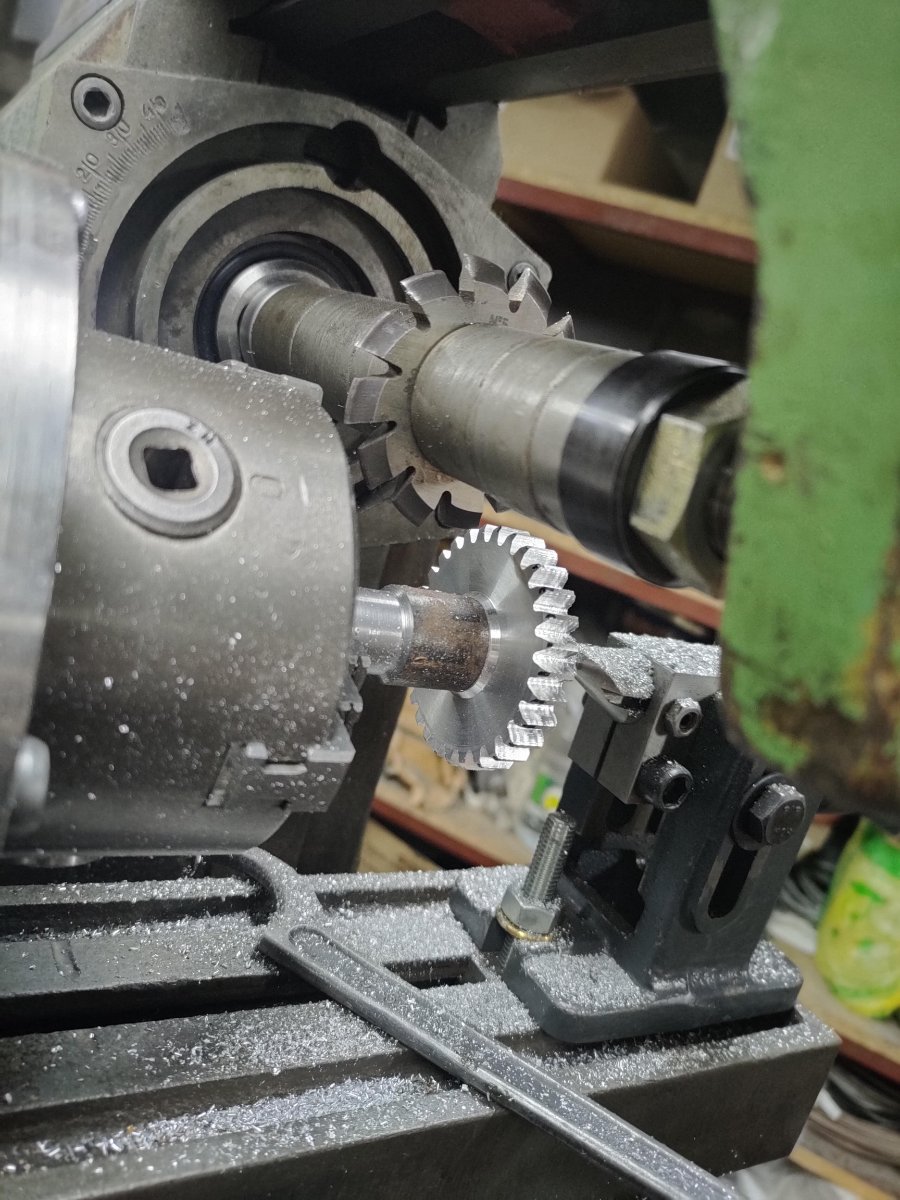
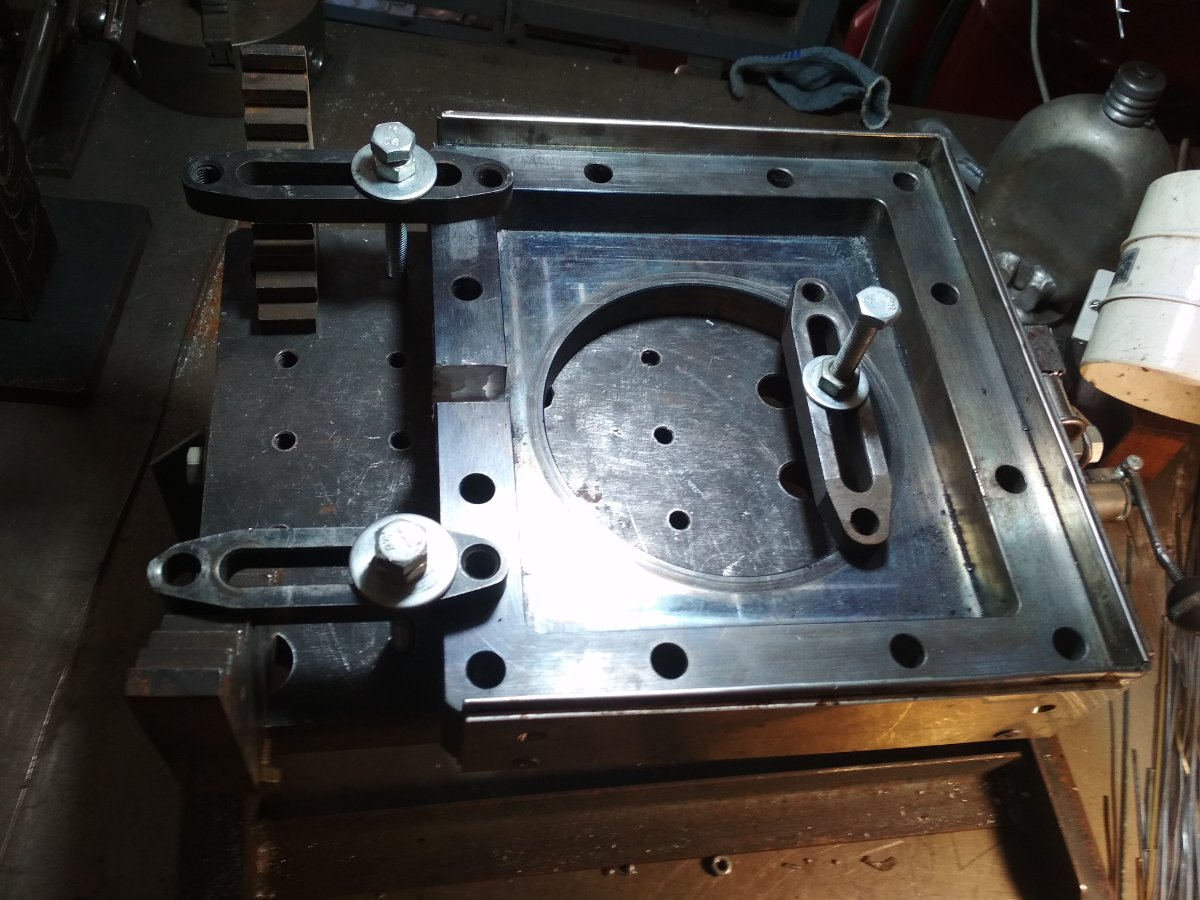
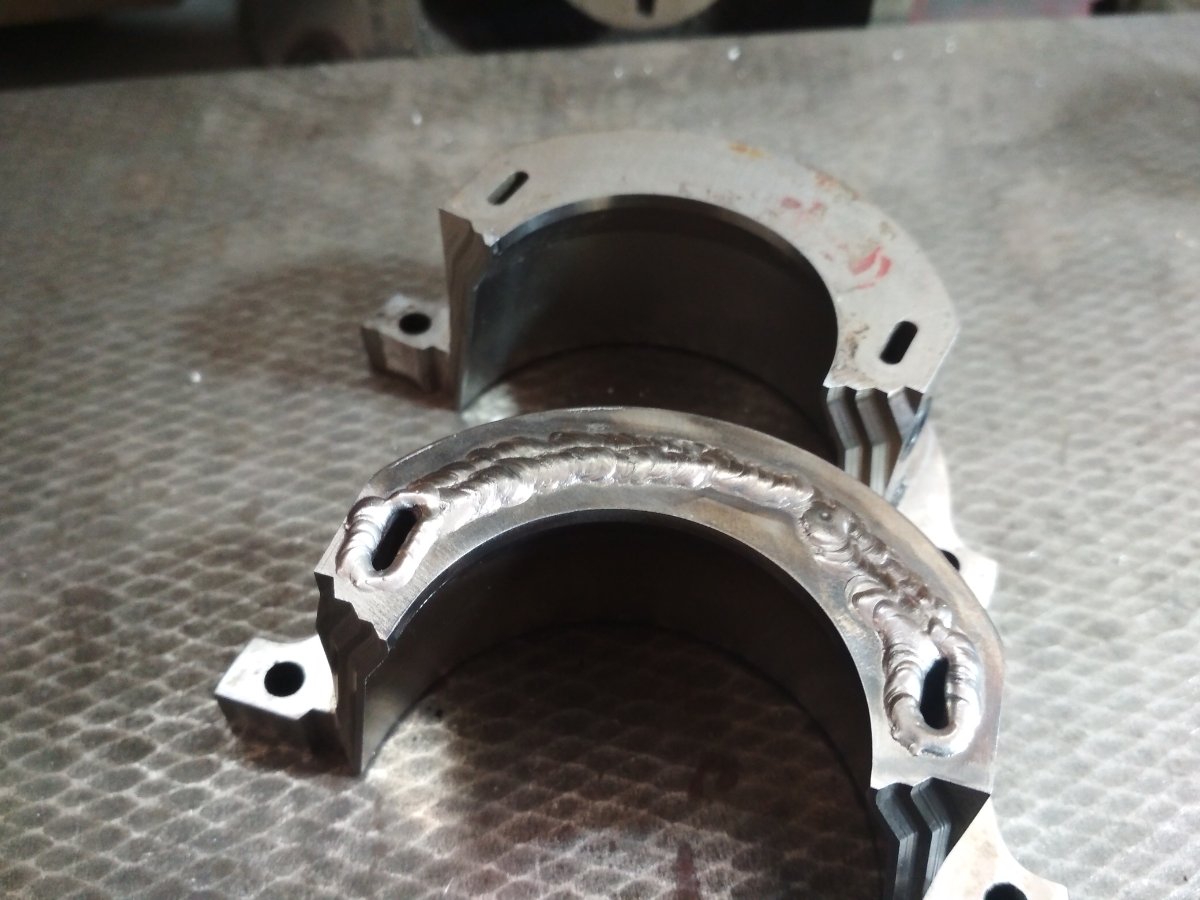
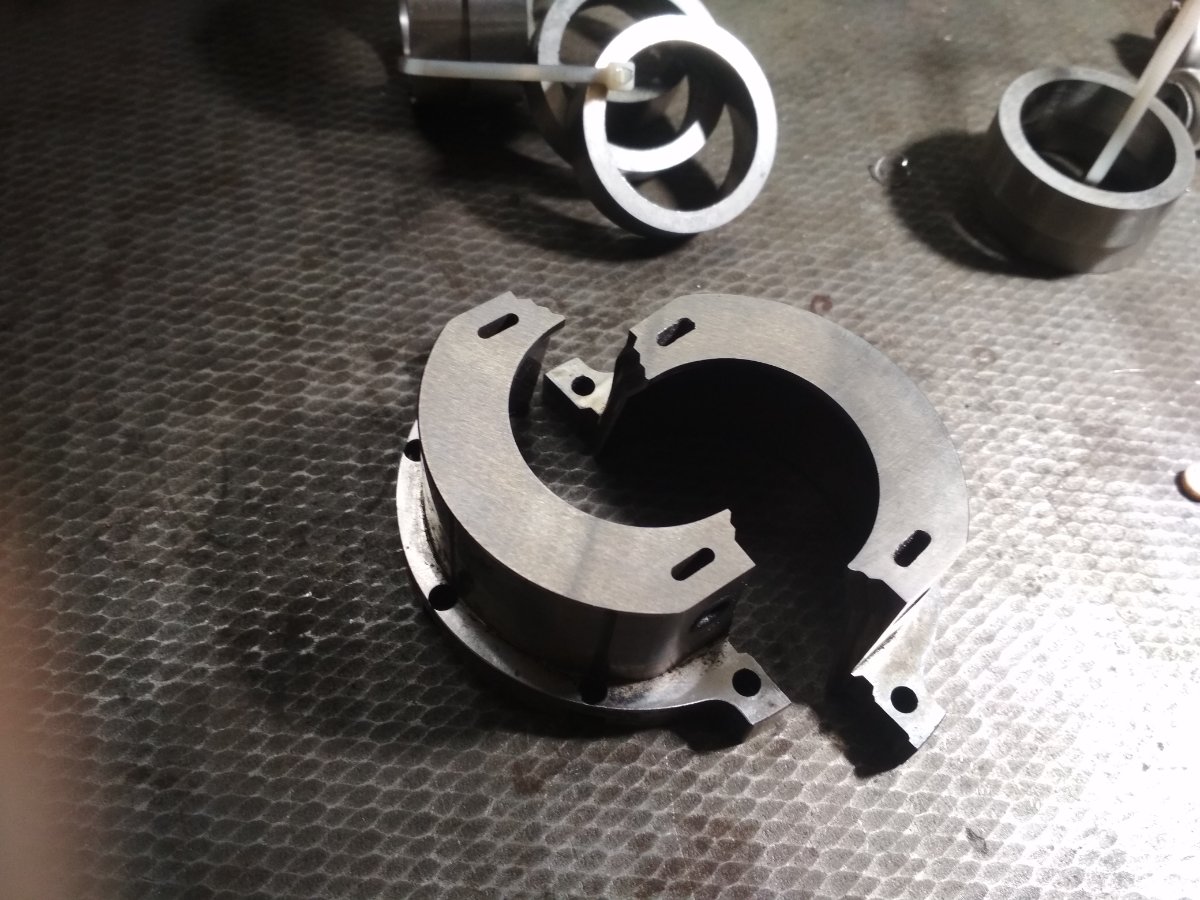
Детали станков. Восстановление резьбы. Метал рамы довольно пластичный по сравнению с закаленным металлом болта. Что-то попало по резьбу. Пытались выкрутить болт (М16),появилась выпучина на стенке,болт сломан.Толщина металла в районе выпучины 5мм. Высверлить болт нельзя. Остается электо-эрозионный станок,чтобы выжечь остаток болта,но резьба повреждена в рамке. Пришлось вырезать,наплавить 316 с жестким закрепление и межслойной проковкой. В этих случаях надо иметь в виду следующее:как бы деталь была жестко не закреплена, она все равно будет деформирована. В этом случае на концах рамки порядка 0,07 -0,08мм.Шлифовка 0,2мм.
1 балл
-
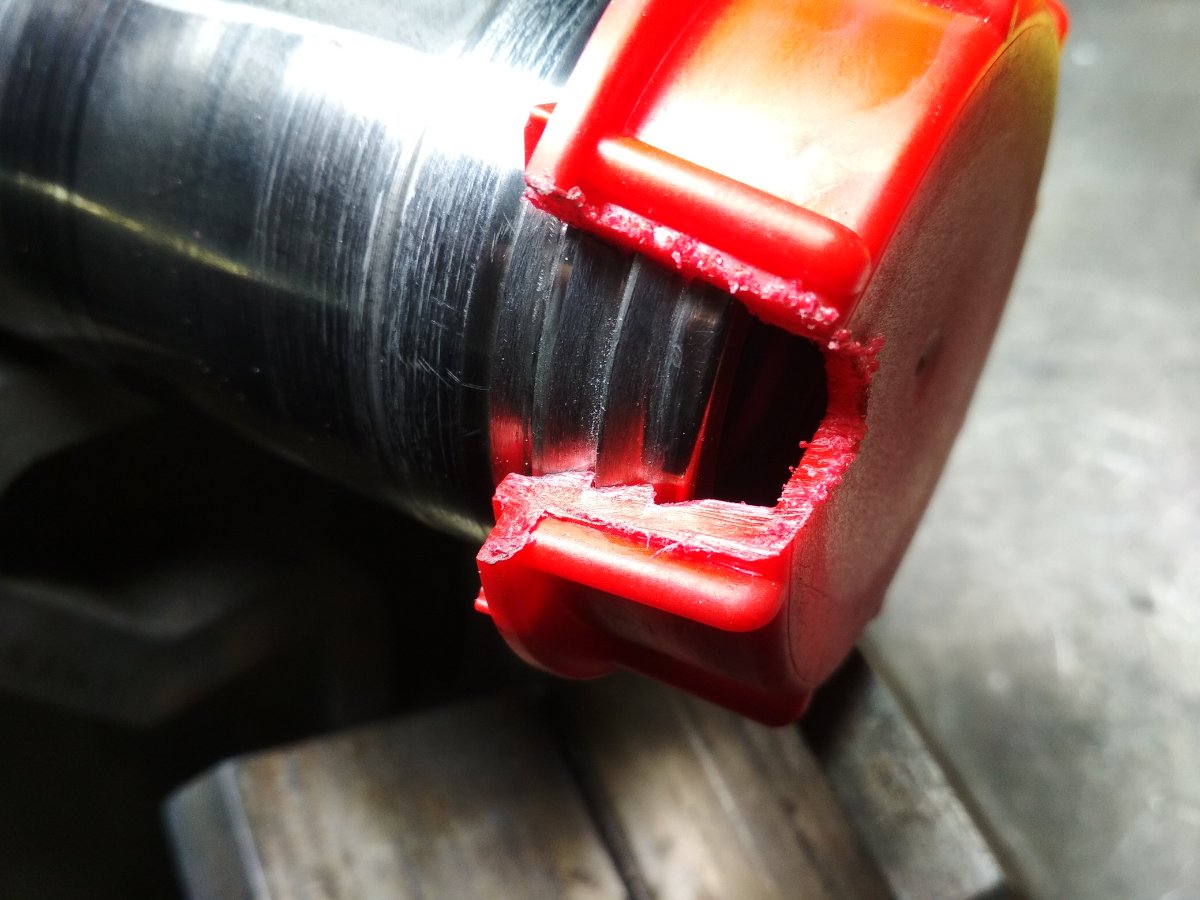
Коррозия....
1 балл