Лидеры




Популярный контент
Показан контент с высокой репутацией 16.06.2023 во всех областях
-
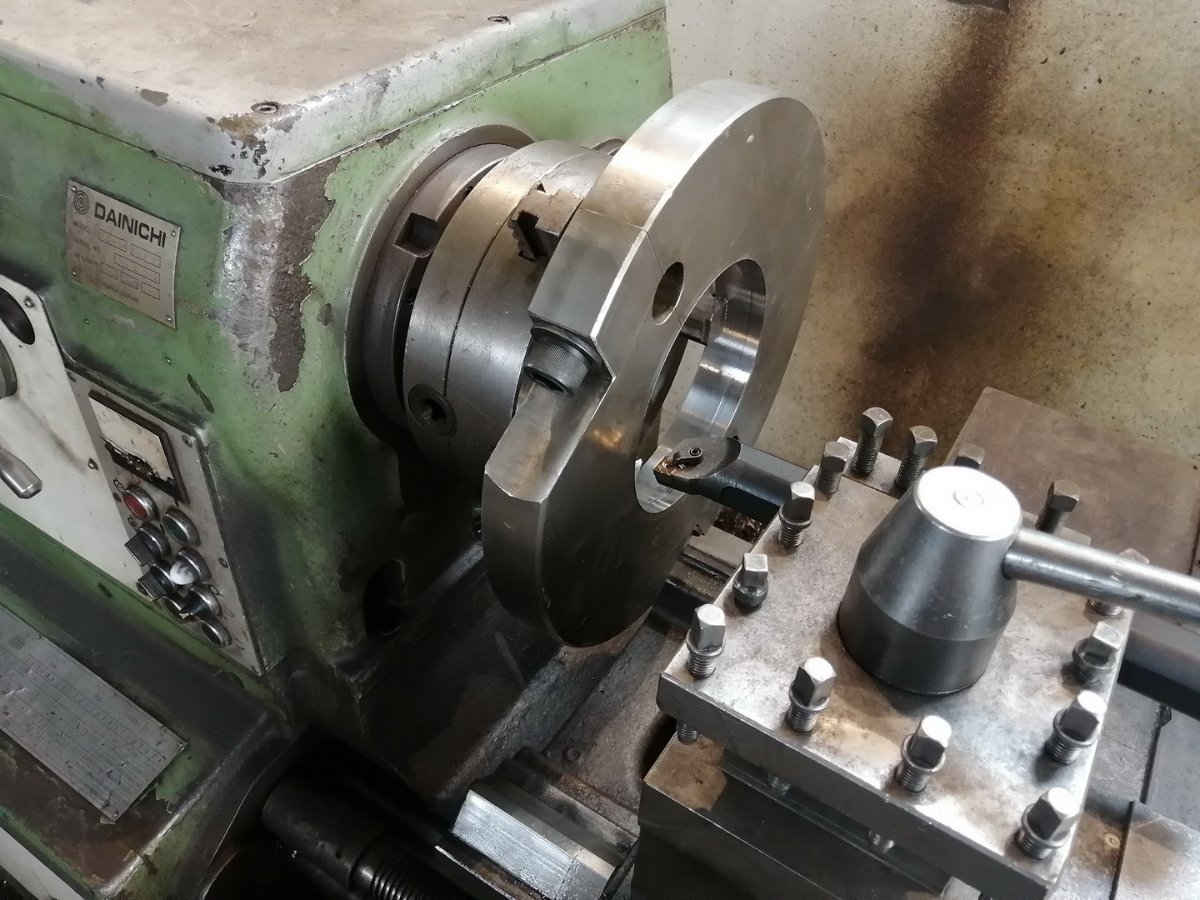
Всем привет. Опубликую очередной опус на тему "Как я провел выходные". ---- В один прекрасный и солнечный день было сухо, тепло и солнечно. Спокойно и незамысловато тянулся послеобеденный пятничный отдых и вроде-бы ничего не предвещало беды. Но тут, внезапно появился наш суперменеджер и озадачил очередной задачей из разряда "пипецкаксрочнонадоатовсёвзорветсяивсеумрут"... Этому человеку отказать никак нельзя, поэтому пришлось осваивать данную задачу. Итак, дано: Буровой магнитный ловитель Ф172мм для сбора металлической стружки при разбуривании переходной пробки на обсадной колонне. При разбуривании пробки в ствол что-то попало и гильзу прикрывающую магниты завальцевало внутрь. Штатными средствами снять не получается, а в связи с санкциями новых гильз нет. Задача снять гильзу не повредив. Решено стянуть гильзу при помощи 100тонного сьемника благо на ней есть бортик, за который можно зацепиться. Ловители весят примерно по 300кг и выглядят так: - Для изготовления хомута пришлось взять большой бревно Ф400мм из стали 40Х и отпилить на пиле от него небольшой блинчик толщиною 50мм. Процедура не быстрая учитывая вес бревна и его перемещение по базе, но задача была успешно решена и необходимая заготовка для работы была успешно получена. Вот она лежит и поблескивает неумытым торцом на солнышке. Тяжеленная зараза... - После отпиливания заготовку следует почистить и приготовить к работе. обрабатываем "как чисто". Правда станочек маловат для подобных заготовок, но это не страшно и мы просто разделим токарную обработку на два этапа до фрезеровки и после, что позволит нам не прыгать пытаясь зажать необьятное в патрон Ф250мм. - После токарного станка тащим заготовку на фрезер и начинаем ковырять в ней необходимые отверстия. Но сначала базируем и зажимаем заготовку: - Ну и сверлим её кольцевой фрезой Ф35: - Так как максимальный размер сверла (кольцевой фрезы) в наличии был только Ф35мм, то растачиваем полученное сверлением отверстие до размера "на сколько хватит расточной головки": - После расточки опять сверлим необходимые отверстия так как сразу их просверлить забыли. В эти отверстия будут вставляться тяги за которые мы будем этот хомут тянуть. - Теперь переходим к операциям фрезерования. Фрезеруем уступы где будут располагаться стяжные болты: - После чего сверлим отверстия под болты: - После того как отверстия под болты просверлили деталь можно снимать и возвращать на токарный станок для последующей обработки. Устанавливаем и обрабатываем торцы в чистовую, снимая все припуски. - Обработанную деталь снимаем с токарного и тащим на эрозию, чтобы получить две половинки от целого. - Ну а после эрозии режем резьбу в отверстиях, стягиваем полученные половинки и растачиваем в чистовую внутренний профиль хомута. Профилируя его под переходную ступеньку гильзы которую необходимо стянуть. - :Ура!!! Сьемник готов, финальная примерка и последующая жесткая эксплуатация... - По правде сказать покачав ручным насосом три часа я очень сильно загрустил и ушел домой, так как процесс получился сверхмедленным и нудным. На следующее утро нами уже была вытащена электрическая гидростанция и в течении часа раздеты оба ловителя. Но фоток этих процессов сделано не было. - На этом прощаюсь, так как устал писать этот бред. Всем добра и хорошего настроения.
 4 балла
4 балла -
поэтому оставим наши мысли и наш опыт в стороне. Главное, это какую проволоку купить? Только к этому вопросу добавляется: а какой аппарат, какие знания и опыт у сварщика, что собирается варить ... Т.е. даже дешевая проволока не будет большим препятствием, если другие моменты с изъянами будут. И поэтому, искать или рекомендовать именно полированную проволоку, в данном случае, не имеет смысла. А омедненую проволоку проще найти у себя под боком и начать с нее.2 балла
-
верно при достаточно большом расходе. Т.к. меньше забивается канал и в целом лучше при сварке результат показывает. Но при малых расходах, очень критично относится к хранению, т.е. омедненка на то и омедненка, что менее подвержена к окислению (именно МЕНЕЕ, но не гарантирует 100% защиту). Поэтому в вашем случае, не сильно бы голову этим забивал. Что омедненка, что полированная, встречается и у Есаба плохая. От партии к партии... Поэтому, сильно загоняться я не вижу смысла. В вашем случае, больше будет проблем с газом, зачисткой перед сваркой и т.п. Т.е. подготовительные операции и технологические моменты более активно участвуют в конечном положительном результате нежели использовать омедненку или полированную. Ну будет чуть больше брыз ... в любом случае на порядок результат лучше самозащитной. Хорошая проволока просит и хороший газ и хороший П\А, чтобы реально почувствовать всю прелесть даже хорошей омедненой проволоки. Т.е. методом перебора, вы сможете подобрать то что у вас продается и не надо тащить через всю страну с результатом вас устраивающим. Частнику, особенно в небольшом городе, сложно купить качественное, т.к. продают самое убогое. В таком случае авито на помощь приходит или на форуме часто попадаются хорошие предложения.1 балл
-
Насчёт рекомендаций с производства-дело это двоякое. На производстве иные подходы к качеству СМ. Насчёт гуляния диаметра-замеры надо делать не менее, чем на двух участках проволоки, на дистанции не менее 5 м друг ото друга, в двух взаимоперпендикулярных направлениях. Для проволоки 0,8 мм отклонения диаметра до 0,07мм в минус-норма.То есть реально проволока будет в диапазоне 0,73-0,8мм.Овальность-до1/2от допуска по диаметру-норма.Мерять-МИКРОМЕТРОМ!!!То есть данные допуски практически никак не отражаются на качестве токоподвода, и легко купируются настройками сварочной машины. При наличии нормальных по качеству и состоянию проволокоподающего канала,ТПН,правильно настроенному подающему устройству( подкатушечный тормоз+прижим роликов+правильно установленный проволокоподающий канал+неубитые ролики с правильным профилем канавки).Газ! Адекватный расход. Вылет/выпуск. И будет нормально работать любая проволока, не выпадающая по химии и геометрии из стандартов,ГОСТов и ТУ.1 балл
-
После самозащитной проволоки любая покажется хорошей. Но я нарывался на северсталь - гуляла по диаметру постоянно залипала в наконечнике. Измучался -выкинул. Правильно Вам рекомендовали - есаб. Отличная проволока. Дело в том, что омедненная провока имеет свойство окисляться даже при небольшой влажности. Вот тогда начинаются танцы с бубном - забивания постоянно канала, его продувка, промывка. ЕСАБ даже в этом случае меньше подвержен окислению. Если возьмете полированную - она еще быстрее окисляется. (у меня пару катушек валяется). Для меньшего окисления поливаю катушку силиконовой смазкой. Пробовал ВД - от нее разрушается пластиковая катушка.1 балл
-
... будучи на практике на заводе в свободное время сваривал всякие железяки и предлагал более молодому ломать образцы с условием ; если сломает с меня мороженное или эквивалент в деньгах ., если удавалось ему сломать я изучал излом , а он пополнял свой карман и наслаждался накаченными мышцами ( малец был увлечен кунфу )1 балл
-
Позволю вклиниться в обсуждение из самых добрых побуждений, не реклама Свароги очень рекомендую отправлять именно сюда +7 (812) 326-62-38 г. Санкт-Петербург ИП Свиридов А.В. Мебельная улица, д. 11Д делают быстро и лишнего не возьмут никогда и это сервис прям самой компании Сварог )1 балл