Лидеры




Популярный контент
Показан контент с высокой репутацией 20.05.2023 во всех областях
-
Операция по смене пола.
 2 балла
2 балла -
Фото аппарата с новым контроллером. Проверил в работе. Всё осталось тоже самое и внутри и снаружи. Сменили только контроллер. К сварке вопросов нет. Держит на переменке 10 ампер, на постоянке 5. Горелка в комплекте мягкая, с управлением сварочным током кнопками.
1 балл
-
Вроде по-научному это называются флеш- беки. Вспомнилась мне работа на одном крупном химическом заводе в ремонтной службе. Там ремонтники считались главными и злостными мужеложцами. Не в смысле геев, а в плохом смысле. При этом приходилось исправлять косяки проспавших аппаратчиков и технологов. Так вот, по поводу ремонта корпусных деталей турбин, насосов и редукторов. ТС, обязательно включи в техкарту на ремонт указания о том, что после термообработки и дефектоскопии нужно проверить все привалочные поверхности на плоскотность и все посадочные места подшипников на соосность, цилиндричность и диаметр. Потому, что сварка- это поводки. И термообработка- поводки. Корпус после сварки поведёт обязательно- это физика, её не наеобманешь. Сварить без поводок- это плюс-минус 1 мм на метр. Деформации 2-3 мм на 12 м (сварка железнодорожных платформ)- высший пилотаж! При этом немцы из ДойчеБан не учитывали, что коробление в 3 мм после сварки через полгода- год (пока платформа едет до заказчика) становится 10- 12 мм. Что, в принципе, тоже немного. Соответственно, от сварки литых корпусов турбин и насосов сваркой надо отпихиваться изо всех сил! На вопрос "Как так- сначала все ровно было, а потом покоробило?" ответ тоже очень простой. ФИЗИКА! Только она и никакого мошенничества! В сварных соединениях после нагрева и охлаждения, да и во всех металлах, которые имеют фазовые превращения при нагреве и охлаждении, всё время происходят металлургические процессы. Перераспределяются напряжения, распадаются неравновесные фазы. Диффузионные процессы, дислокации в кристаллах двигаются.... Всё очень медленно. При нагреве- быстрее. При отпуске примерно за час напряжения снижаются ниже предела текучести. При нагреве до 200-250 градусов происходит "старение". Примерно то же, что и отпуск, но медленнее. Поэтому после сварки и термообработки в течение нескольких месяцев а то и лет продолжаются коробления. Для борьбы с этим явлением в особо злостных сталях, иногда, проводили сначала отпуск, потом мехобработку, и, когда оставалось припуска десятка, старение при 200 градусов. Чтобы быстрее коробления вылезали. А потом уже финишную обработку с заданной точностью. Самое интересное, что когда новую платформу (для контейнеров делали) выпускали в эксплуатацию, то старение происходило от энергии вибрации. Контейнер выступал в роли жёсткой балки, к которой сцепными устройствами притягивалась платформа, и, через пару лет непрерывной эксплуатации коробления в 10- 12 мм исправлялось. Немецкие инженеры всё это знали, но выделывались с требованиями, как могли... Поэтому, Сае13, обязательно вставь требования к проверке геометрии перед сборкой!1 балл
-
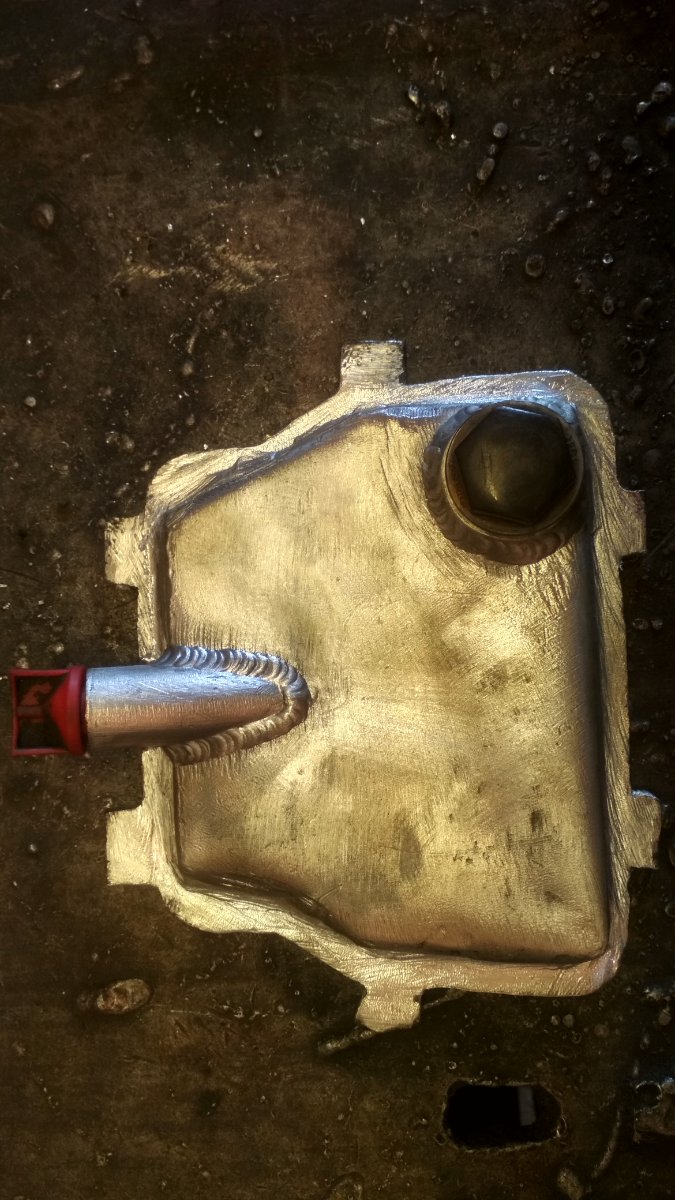
Здравия всем. И так принес начальник поддон от компрессора, ничем не примечателен. Уши обломаны, пару трещин. Беру присадок er4043 начинаю варить и вижу светящиюся зелёным оттенком дугу, меняю присадок на er5356 и дуга вообще привращается в изумрудную. Понимаю что поддон из магниевого сплава, но маркировки так и не нашёл. Кусачиками отламываются наплавленного, а там очень крупное зерно. Присадок для сварки магниевых сплавов мне не купили, решено изготовить из алюминиевого сплава, отверстия будут просверлены по месту.
1 балл