Лидеры




Популярный контент
Показан контент с высокой репутацией 18.03.2023 в Сообщения
-
Вот, такая интересная работа встречается:5 баллов
-
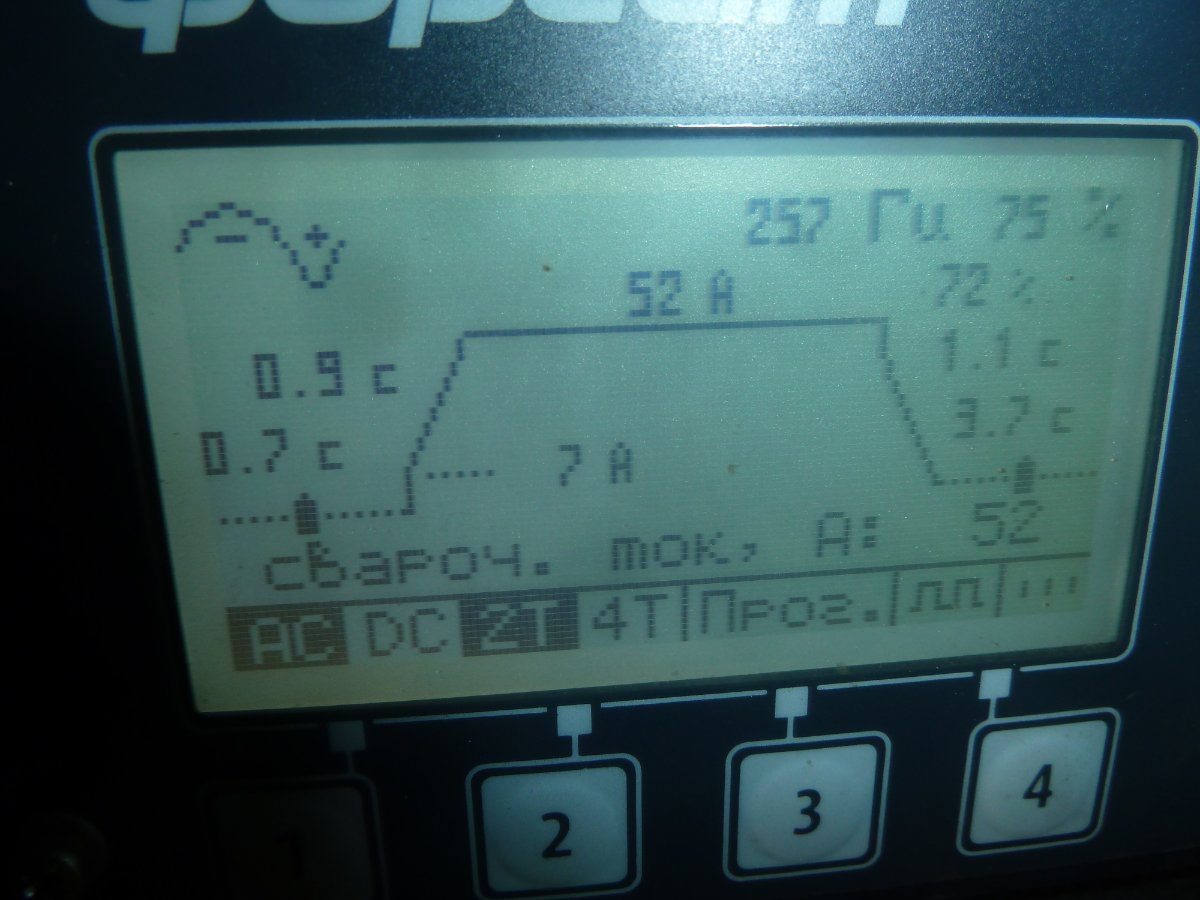
Суббота , у меня сварочный день , на основной работе выходной . Плавник подварили 4043 , и люди на Каспий собрались порыбачить . Ну и почти сразу в догонку трубочка кондея, 4047 .
 4 балла
4 балла -
Сергей, ежеле честно мне не очень нравятся теоретики, которые заЕмучивают вопросами реализации непонятно чего. Пришла идея, реализуй, непонятен процесс происходящего, спрашивай. Пусть со стороны смотрится неправильно, но человек что то делает. Всегда надо начинать с себя. Неполучается сварка, эт не я криворукий, просто в аппарате пульса нет. Неполучается с пульсом, дабл пульс нужен. С дабл пульсом некатит, надо другой аппарат. Пульс хочу, а про полярность незнаю)4 балла
-
горелка с вентилем. ручками открыл, закрыл и никакой электроники Я с такой начинал, до сих пор храню. К стати газовая защита у этой горелки великолепнейшя, цанги неубиваемые3 балла
-
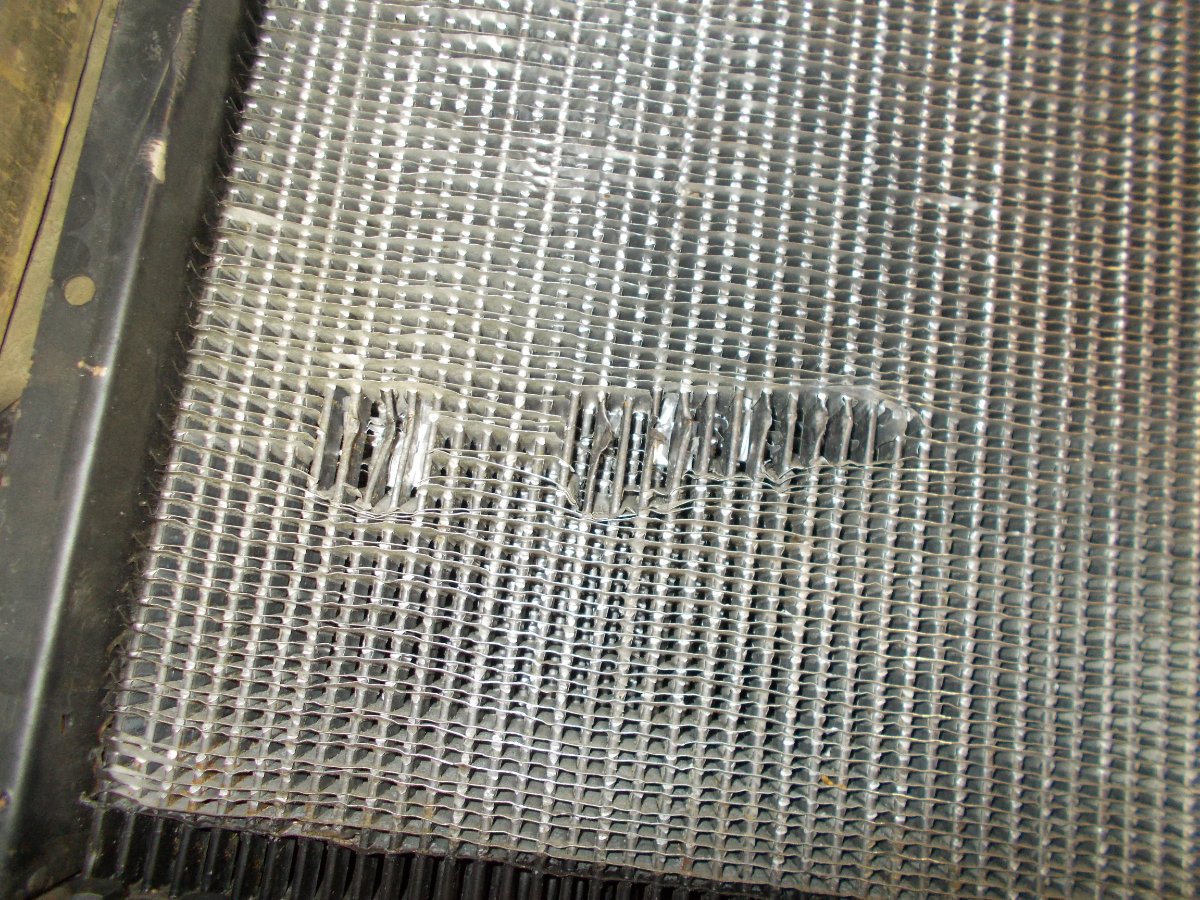
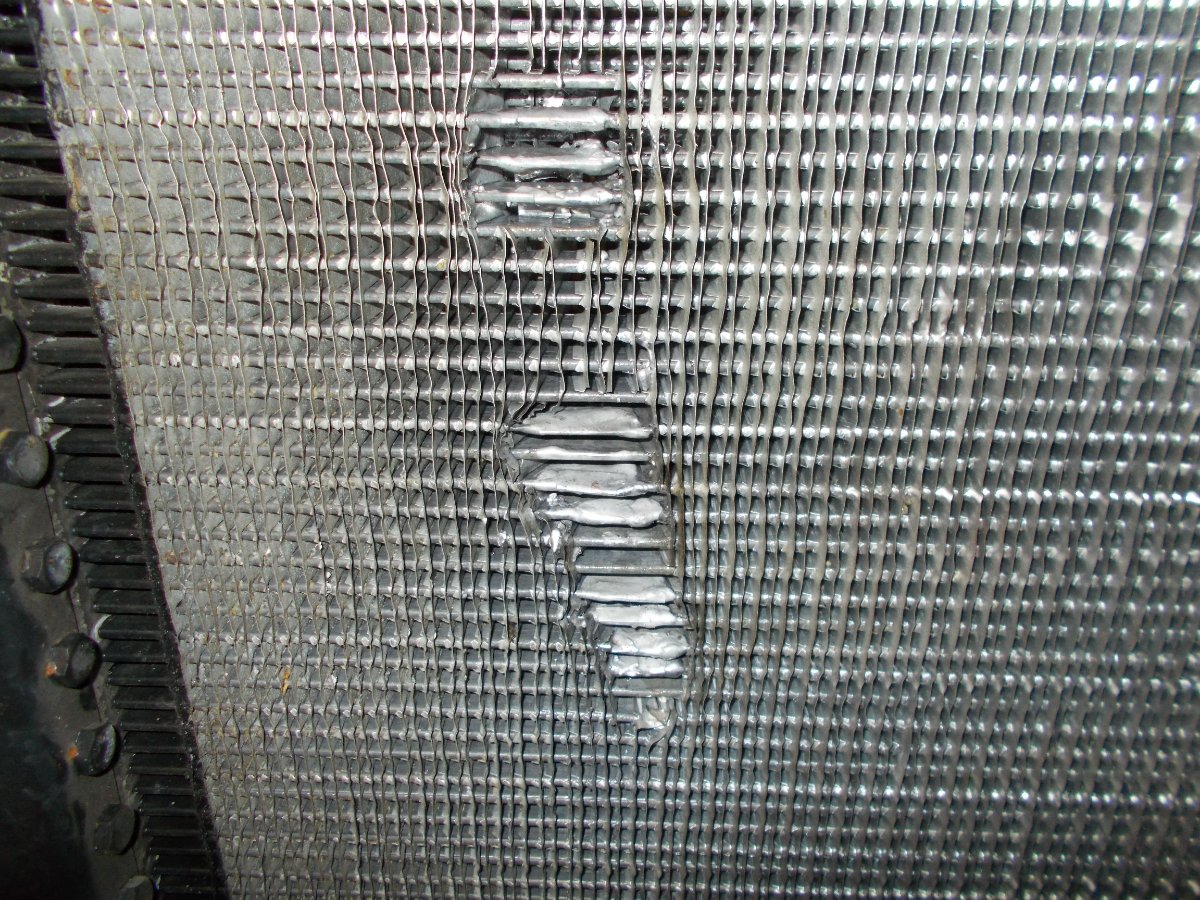
Вот, радиатор, устройство сот. А это обед, в ночную смену
3 балла
-
Это все от информационной вседозволенности... раньше как было-есть вопрос-пи..й в библиотеку, читай умные книжки, сейчас ...туб, Дзен-наше все-а там дебилов с неадекватным самомнением , но с аху...ой аудиторией-дохрена.. всё-это уже типа гуру, мнение которого-аксиома.. и понеслась..... толпа придурков по металлобазам...2 балла
-
Донный теплообменник ванны хромирования,45я труба. Лет 12 назад сваривался стык. Насколько помню, аппаратом ВД 306 без должной газовой защиты и "лапшой" 4на 5мм. Газонасыщение практически максимальное, естественно, твердость предельная. Разморозка и хрупкое разрушение шва. Замена куска трубы. Сварка без поддува ,насадок на горелку, камер. Сопло 12 постгаз 10, короткими участками. Нужно ли соблюдать технологию сварки титана в полном объеме в этом случае? Можно,но это приведет к значительному удорожанию работ, да и большой смысла в этом нет. Рабочее давление порядка 1ати, коррозионная стойкость окисной пленки сохраняется. В общем, такая сварка это приемлемый вариант в данном случае, тем более что теплообменник можно демонтировать за 20-30 мин. Газонасыщение металла шва небольшое,твердость умеренная -напильником обрабатывается легко.Дня два вылежится, потом можно будет опрессовать. Самое печально, что трубу придется разрезать опять: забыл поставить заслонку разделения потока. Гальванические ванны оборудуются донным и боковыми теплообменниками. Система кранов переключает подачу пара, на подачу горячей воды для нагрева , а потом холодной для охлаждения. Механическая нагрузка минимальна .Почему титан в этих ваннах? Среда агрессивна -смесь хромовой, дихромовой и серной кислоты, и окисная пленка титана наиболее стойка в этом случае, чем та же окисная пленка хрома.
2 балла
-
Это вариант А-долго,но дешёво...относительно.Вариант В-у крутого спеца-быстро( относительно) , но дорого... выбор за Вами.. надо учитывать, что многие курсы и спецы заточены под один вид материала и слегка неадекватны в остальных дисциплинах.... ВЭМТ , увы, уже история...1 балл
-
Немного)1 балл
-
радиатор к-700 новый, неудачная транспортировка, ставил заплатки
1 балл
-
вы правильно поймите и оцените. Вообще вам зачем импульс нужен? Какие материалы варить планируете, какие толщины? По сути в аппарате ТИГ с поджогом касания у вас пониженное напряжение, чтобы электрод не сгорел. В ММА аппарате у вас НХХ будет как минимум 50В, следовательно от электрода мало что останется, от заточки точно ни чего. Если у вас достаточно тонкие толщины, до 1-2 мм, то ток нужен минимальный. Но и НХХ тоже. В противном случае тонкая сталь просто сгорит вместе с электродом. Так же надо еще иметь в настройках нарастание тока. Если вы планируете варить довольно толстое, то и импульс вам не нужен. Импульс хорошо себя проявляет на тонком. Но тогда и характеристики аппарата должны вам дать регулировку тока от 5-10А и период паузы и 15-20А в периоде сварки. Например Хелви, в ТИГ lift, у вас очень сильно занижается стартовое напряжение да и его при некоторых условиях хватает "прихватить" электрод. Да и напряжение подается когда вы нажимаете кнопку на горелке. В дешевых аппаратах, нужно чиркать и лучше с графитового элемента. В общем, если толстое, то импульс не нужен. А для тонкого ТИГ lift не каждый подойдет, тем более если это ММА с НХХ от 50В.1 балл
-
Есть такая книжка - С.М.Гуревич Сварка химически активных и тугоплавких металлов и сплавов. Издательство Машиностроение, 1982г.Стоит прочитать,хорошо написана.1 балл
-
Да,тот самый с крутилкой наверху. В Союзе много было таких аппаратов,только ВА характеристики были разные, а к нему вот такая горелка, мощная, водоохлаждаемая. Постгаз вечный, пока баллон не закончиться. Итого-ВД 306,такая горелка, и дрын "лапши" 4/5мм. На Юге России сварка титана -это экзотика. Подводные лодки не строим, пекарни вот наше все..в данный момент.Встречаются изредка теплообменники да лопаты из титана, поэтому городить титановый феншуйный огород смысла нет.1 балл
-
https://www.google.com/search?q=прямая+полярность&sourceid=chrome&ie=UTF-81 балл
-
Если сваривать сталь - то прямая полярность1 балл
-
и не только ее , нерж тоже можно и иногда именно это востребовано так как совсем разные характеристики сварного соединения получить возможно Сварка в азоте При сварке меди и некоторых типов нержавеющих сталей для защиты зоны дуги можно использовать азот, полученный путем ректификации воздуха на кислородных установках. Азот инертен по отношению к этим материалам. Хранят и транспортируют азот в стальных баллонах черного цвета с желтой кольцевой полосой при давлении 150 ат. При азотно-дуговой сварке электродами служат угольные или графитные стержни, применять вольфрамовые стержни нецелесообразно, так как образующиеся на их поверхности нитриды вольфрама легкоплавки, вследствие чего расход вольфрама резко возрастает. При азотно-дуговой сварке угольным электродом напряжение дуги должно быть 22—30 В, Сварку выполняют постоянным током прямой полярности, диаметр угольного электрода 6—8 мм при токе 150—500 А. Расход азота составляет 3—10 л/мин. Установка для сварки в азоте аналогична установке для сварки в аргоне. Горелка должна иметь специальные сменные наконечники для закрепления угольных стержней. Источник: Фоминых В.П. Электросварка1 балл
-
Трубки из стали разного диаметра используются в качестве намоточного ригеля (оправки) для проволоки. Перед намоткой конец проволоки вставляется в отверстие. Здесь его не было- лазер и здесь приходит на помощь) Диаметр отверстия- 1мм, толщина стенки 0,9мм.1 балл
-
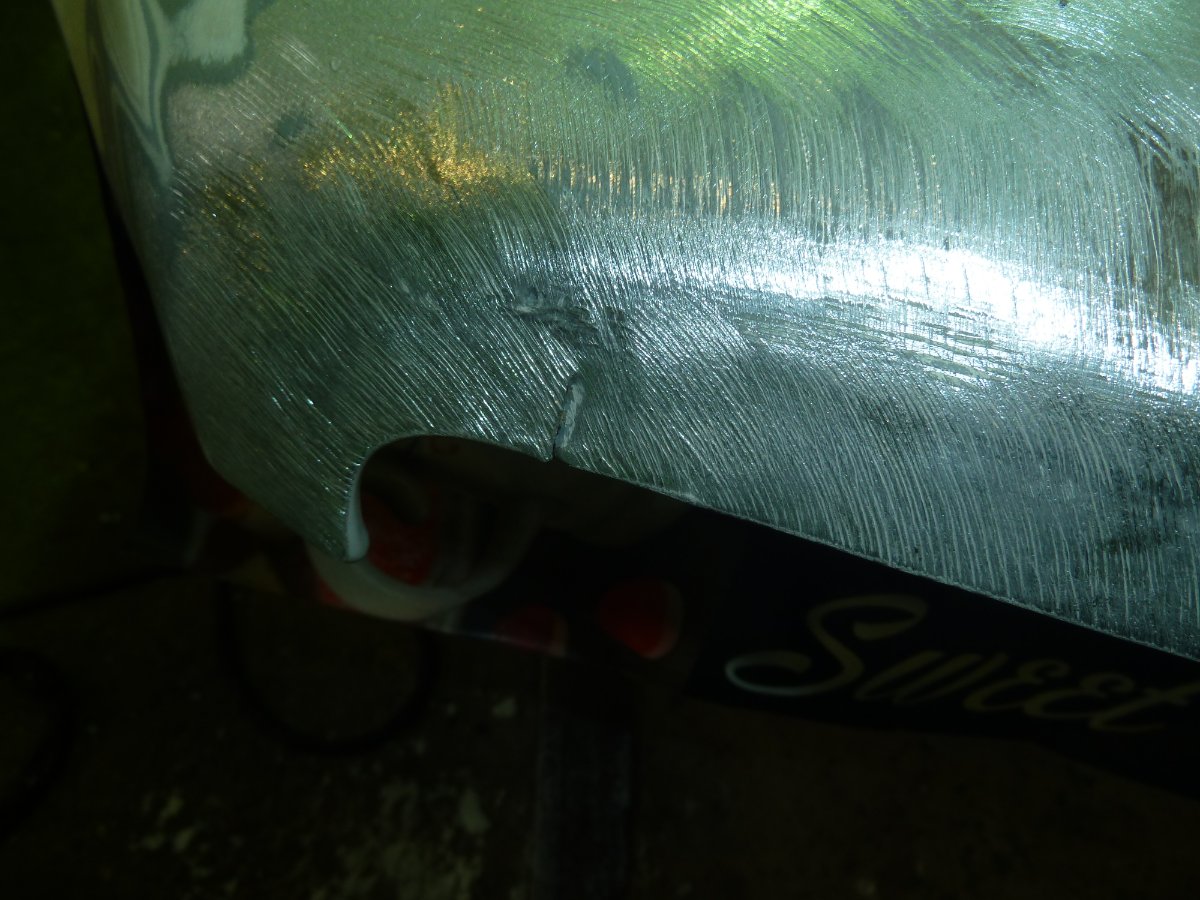
Капот и крыло Мерс - джип . Вчера еще должны были привезти и привозил жестянщик , дозвониться до меня у него не получилось и постояв уехал ,,,, тел. мой отключился самопроизвольно и я о сим не ведал , старичок лет 15 ему. Сегодня привезли по новой и хозяин всучил мне подарок чтобы без проблем дозваниваться до меня , а крыло с капотом подварили там всего то по полтора сантиметра швов .
1 балл
-
Лазерным лучом можно те только сваривать, но и производить полировку)1 балл
-
Вертните взад кнопку "наверх"...плз..1 балл
-
Я выше на телегу ссылочку давал, перезалил на ютуб:1 балл
-
vnuk Дошли слухи, что конец пришел этому сайту. Старые вывески только остались. По поводу слухов. Периодически возникают разговоры об агонии форума, о близкой его смерти и т.д. и т.п. Что происходит на самом деле?Наш форум -это зеркало экономической жизни страны, в частности, той части ее экономики, которая называется гаражной. Думаю,что нет такого человека на форуме, который бы не почувствовал на себе "дыхание" кризиса, замедление и спад производства. Сократилась номенклатура и объемы работ, стала скудной информация о выполненных работах на форуме -это основная причина. То что появился клон Вебсварки под названием ПРО, то это никак не сказалось на жизни форума. Поменялся интерфейс форума. Да, это отпугнуло какое-то количество участников,но постепенно люди стали привыкать к новой картинке.То что было на старом форуме сохранено и даже приумножено, но имейте в виду, что многое находиться в процессе доработки. Пробуйте функции форума. Не бойтесь в чем-то ошибиться -на то существуют модераторы, чтобы исправлять технические ошибки. Единственное, предупрежу всех: хамство в любом виде и неуважение к друг другу будет пресекаться самым жесточайшим образом. Во всем остальном,..делитесь своим опытом, спорьте, выкладывайте свои работы. Форум -это вы, участники. Вы создаете и формируете его. Если кого-то что-то не устраивает, то никто никого на форуме не держит. Только воздержитесь от нытья и жевания соплей - не надо делать одолжения форуму - он самодостаточен,переживет и этот спад. На форуме накоплен большой пласт информации. Безусловно, разделы буду подлежать редактированию. Будут убраны те посты, которые затрудняют чтение - в основном это препирательства участников друг с другом на посторонние темы, малозначительные комментарии. Все снимки, все значимые комментарии в темах остаются неприкосновенными. Как сейчас принято говорить -Время сейчас непростое,да непростое, но дорогу осилит идущий.1 балл