Лидеры




Популярный контент
Показан контент с высокой репутацией 11.08.2022 в Сообщения
-
В продолжение , как то еще в 2015г приезжал друг с Чипа на выставку Weldex ну и своей Газелью задел лист у крыши загнув его малость . Так вот только сейчас дошли руки до сего и "сапожник без сапог" не зря придумали . Да ладно и вот сегодня сим и занялись . уПАЛ уголок 70х70 на коем гнул , размозжил мизинец, переживем и заживет как на собаке ну здесь уже "раненный" но доделать надобно . Товарищ "высотный инспектор " проверил,,,,,, все в норме .
 8 баллов
8 баллов -
В СССР они нам поставили линию для заливки в крышки от бутылок пасты (белая такая резиночка, только она изначально жидкая как кефир). Как сейчас помню стырил с этой линии несколько инженерных решений и сделал на нашей развалюхе, получив за это премию и запись в трудовую. Линия на столько качественно сделана да и просто красивая. Может это конечно в те времена было.2 балла
-
Это Вы еще как-то о них ласково. Отвратительнейшая инженерная школа, дичайшие конструкции, абсолютно неадекватные инженеры. Я по работе сталкиваюсь с их поделками регулярно от спецтехники до пищевки. Руку Итальянцев можно определить просто посмотрев на конструкцию, если полная дичь и анархия сделанная криворуко и идиотом, то скорее всего это Итальянская поделка. Вот как-то так...1 балл
-
Заготовочки попёрли...1 балл
-
https://yandex.ru/search/?from=chromesearch&clid=2196598&text=%D0%92%D0%BE%D0%B7%D0%B4%D1%83%D1%85%D0%BE%D0%B2%D0%BE%D0%B4+%D0%B3%D0%B8%D0%B1%D0%BA%D0%B8%D0%B9+%D0%9F%D0%92%D0%9F-300&lr=801 балл
-
@ЛехаКолыма,1 балл
-
Нет, он совершенно новый. На сервисе стал вопрос - то ли его выбросить, то ли переделать. Там все дело в прокладках бачков: они никак не зафиксированы. Установочной канавки под прокладки нет. Зажимы очень слабые. Бачок при нагрузке разжимает крепления, прокладка сходит с места и образуется течь. Давление 1,2ати для него уже критично - три раза был нагружен до 1,1 -1,2 ати... на третий раз накрылся. Это не радиатор с такими бачками -это дрянь, притом дрянь "откровенная". А так, с заменой бачков - это уже совершенно другой радиатор, другой товар.1 балл
-
Далеко не всегда стоит задача что-то вкручивать в отверстие и выкручивать. Нужен просто стальной шип с резьбой торчащий из алюминия. Технологично его заполучить при помощи резьбы, как вариант. Бывают и другие варианты. Разъемность соединения тут изначально не предполагается, она просто побочный эффект технологии изготовления. И вообще зачем мы в какие-то дебри полезли... ну что поделать... ))) действительно, достаточно просто посолить.1 балл
-
Ну может время ещё не пришло? а может и есть, я не искал. Наверняка есть, придумать что-то новое практически невозможно )) Опять же для чего делают коренные шпилки на резьбе - потому, что это технологично, как туда добавить смачивание ума не приложу(ну разве что локтайт и подобные посредники). То, что описал я - это чисто ремонтная тема и узкоприменимая. Не путайте изготовление и ремонт. Тут разные подходы. Вот вы способны восстановить резьбу коренной шпильки м8 шаг1 так, чтобы она по прочности не уступала сломанной? Вот то-то же.1 балл
-
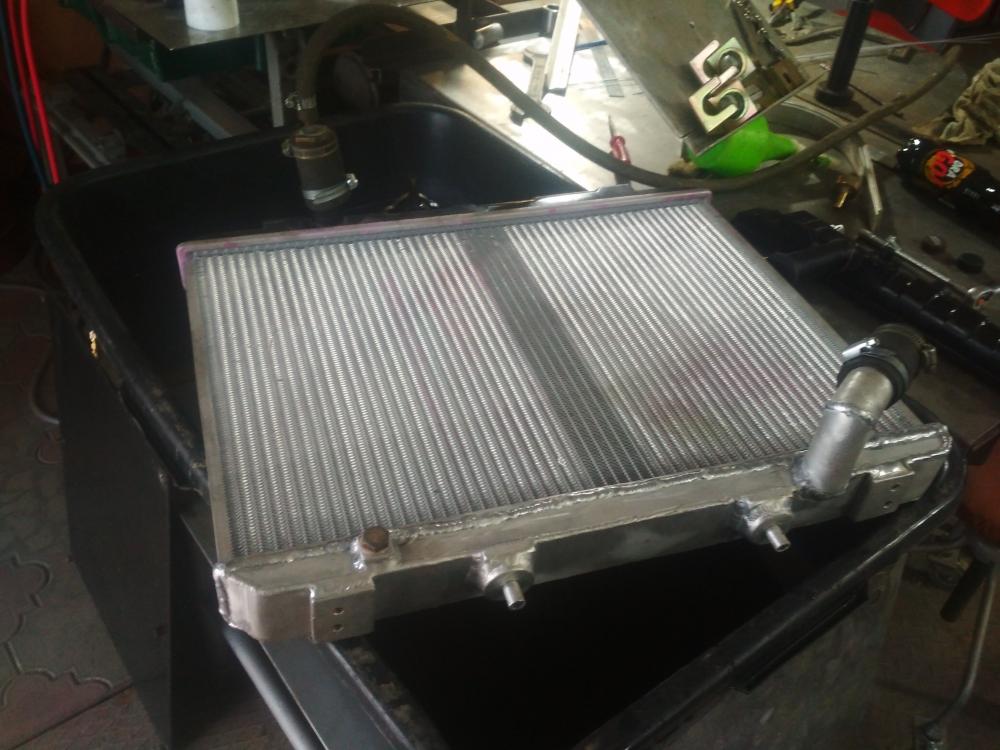
Глубокая "модернизация" продукции Лузар. Хундай Портер 100.
1 балл
-
@CKYHC, для 2-х мм электрода, горение куда быстрее чем 3мм электрод. Металла меньше, горит быстрее. Следовательно и подстраиваться надо под то как горит электрод. Плюс зависит от угла. Если рассматривать горизонтальное положение заготовок, то заготовки должны быть без зазора. Да и можно просто без стыка варить, так даже надежнее будет для понимания. Т.е. варите, видите как горит дуга, где начинается и заканчивается шлак. После сбивки шлака, шов должен быть ровным. Если он похож на горный хребет, то либо с током не верно либо со скоростью ведения электрода ошибаетесь. Электрод это сварка не любит спешки. Так же нужно обязательно подготовиться к варке, прежде чем пробовать: метал не должен иметь ржавчину, электроды просушены. И только после этого приступать к пробе. Ваши наблюдения верные, смена полярности приводит к большему или меньшему нагреву электрода. Если вам надо больше наплавлять, то ставите на электрод +, деталь -, если надо глубже проплавить, то меняете, электрод -, деталь +. На сколько будет хорошо отбиваться шлак, зависит от качества сварки, сухие электроды или влажные и собственно от самих электродов. Обмазка бывает разной, от производителя электродов очень сильно зависит. На хороших электродах и при правильном режиме, шлак после остывания может сам отслаиваться, даже без молотка. Сырые электроды или сухие: нет, руками это не ощутить. Нужно либо вакуумную пачку новую открывать либо просто брать и ушить, хотя бы сутки на батарее. Даже такой простой метод сразу явно показывает, на сколько электроды были влажными. Бывают электроды, что им ни чего не помогает, стреляют и хоть тресни. Еще качество обмазки - электрода, показывает вариант обгорания обмазки. От неравномерного обгорания будет не стабильно гореть дуга. Поэтому после поджога дуги и некоторого прохода, гасите дугу и смотрите на обмазку, должен образоваться равномерный капюшон. Я на выставке пробовал от разных производителей. И очень мало у кого были хорошие. Но это приходит понимание со временем. Когда начинаешь хоть как-то оценивать происходящее в процессе горения дуги. P.S. забыл. Качество сварки, образовывание валика, зависит напрямую от метода ведения электродом. Есть восьмерки, есть поступательно-возвратные движения. Но любое движение к которому привыкаешь, нужно делать постоянно стабильным, т.е. это надо набивать руку, набивать мышечную память, чтобы внимание не отбиралось на это и тогда внимание будет уже на самом процессе сварки сосредоточено, т.е. рука своей жизнью живет, а глаза смотрят на то где надо варить, где идет и как идет сплавление, где металл вот вот потечет и нужно либо оборвать дугу либо подкорректировать ток. В самом начале, сварщик смотрит везде и внимание рассеивается, то он за своей рукой смотрит, контролирует движение, то на шов, то обратно, это все отнимает массу времени. Высоту горения тоже надо подобрать и привыкнуть к ней. Высоко держать плохо, низко тоже не правильно, надо выбрать среднюю но стабильную. Тогда валик будет правильно образовываться без подмешивания по центру шва шлака и не будет залипания электрода. Если аппарат качественный, то он будет форсировать дугу и залипнуть не даст. Но это не на дешевом. Хотя на простом аппарате быстрее и легче научиться в ММА. Чем проще аппарат, тем меньше он прощает ошибок и тем быстрее понимаешь, что делаешь не так.1 балл
-
Следователь допрашивает лежащего на больничной койке потерпевшего: - Значит вы утверждаете, что не запомнили, как выглядел гражданин, ворвавшийся к вам в квартиру, вырвавший у вас из рук перфоратор и вставивший его вам в задний проход? Но, возможно, его видели какие-нибудь свидетели? - Ну какие свидетели в субботу, в шесть утра?!1 балл
-
Основная проблема при сварке ЦАМ - низкая температура кипения цинка, которая ненамного выше, чем температура плавления алюминия. Когда цинк закипает, ванну выплескивает из-за большого давления газа, который выделяется в пузырь (физика примерно та же, что и при кипение воды, или кавитации, энергия давления газа приличная). Чтобы варить с алюминиевой присадкой нужно ухитриться расплавить присадку прежде, чем закипит цинк. Я варю (очень редко), держа дугу на присадке (4043), которая плавясь плавит и ЦАМ, или очень интенсивно подаю присадку в ванну, чтобы ванна охлаждалась до температуры ниже кипения цинка, или прерываю сварку каждый раз, когда цинк готов закипеть.1 балл
-
@ЛехаКолыма, с днем рождения!1 балл
-
Несовсем , если заварить просто трещину то больщая вероятность что рванет . Делая вставку мы этот процесс минимизируем.1 балл
-
@taras9482, местно надо на столе делать мощный отсос сбоку, по всей длине стола. Или гибкий рукав, но это неудобно, особенно при длинных швах. Речь то шла о крупногабаритных деталях. В любом случае, вытяжку организовать не сложно. С подачей всегда больше проблем. Как минимум - подогрев, возможно и фильтр на входе нужен. Это самое затратное. А кусок гибкого воздуховода приколхозить в случае надобности, это не проблема. Не будет подачи - не будет и вытяжки. При + 10 на улице ещё можно без подогрева обойтись, а при - 10 уже не вариант. Объёмы вентиляции большие, в мастерской будет столько же, сколько и на улице. Обычное отопление не вывезет. Не знаю, какие нормы на вентиляцию в сварочных мастерских,в курилке 10 раз в час.1 балл