Лидеры




Популярный контент
Показан контент с высокой репутацией 13.06.2022 в Сообщения
-
Видеть ли в чем дело, я сейчас писал дипломную работу, изготовление ковша экскаватора, сталь WELDOX. В работу входит обоснование выбора вида сварки, с расчетами тепловложение каждого вида. РДС РАДС полуавтоматическая, автоматическая под слоем флюса. Был выбран метод П/А, режим пульс, с расчетами и обоснованием. Так что я это не с потолка все брал, ну если вам так хочется, пересчитайте, и расчеты покажите, а прилепить формулу без значений, какие то данные написать, и сделать вывод о том, что тиг по тепловложение меньше Миг, извините, не сходится. И при чем проволока, с податчика, горячая, холодная, мы речь вели о глушителе, и человек спрашивал, чем лучше тиг или па. Про такие вводные как подача горячей проволоки речи не шло. И если Вы читали мой пост выше, можно вообще через присадок варить, сварка пайка называется.5 баллов
-
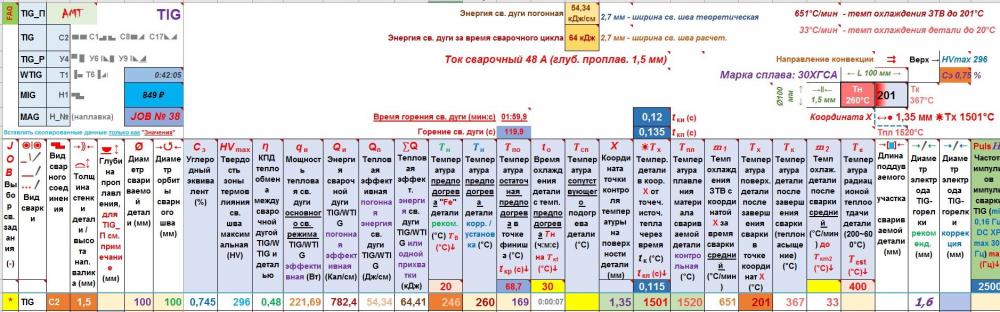
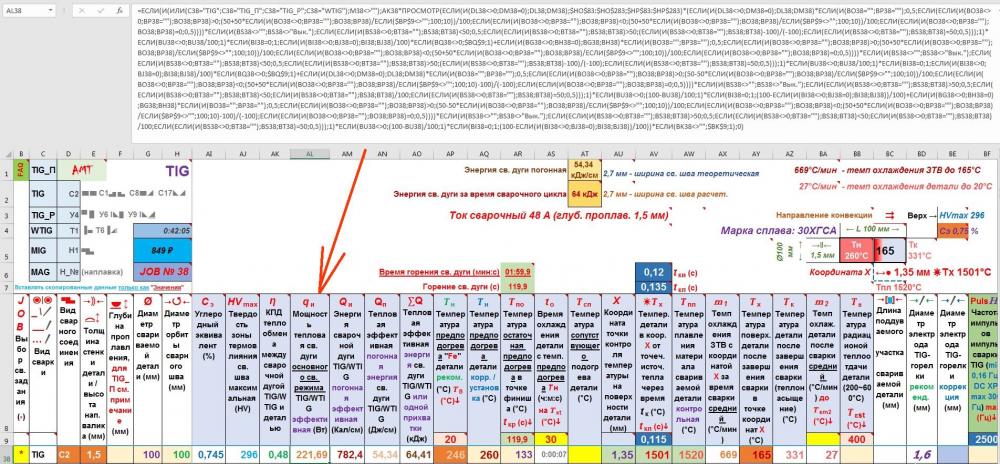
@sherwood,Но мне это пока не нужно, это я так что бы поддержать разговор. @sherwood,@hvr63,Я разве про формулу что-то говорил? Я выложил картинку на которой приведены коэффициенты термовлияния. @hvr63,Диплом писать не когда не поздно, мне 50, и в 47 почувствовав тягу к знаниям, я пошёл учиться. Приятно было пообщаться, я на поезд, в Киров, 17 защита диплома.4 балла
-
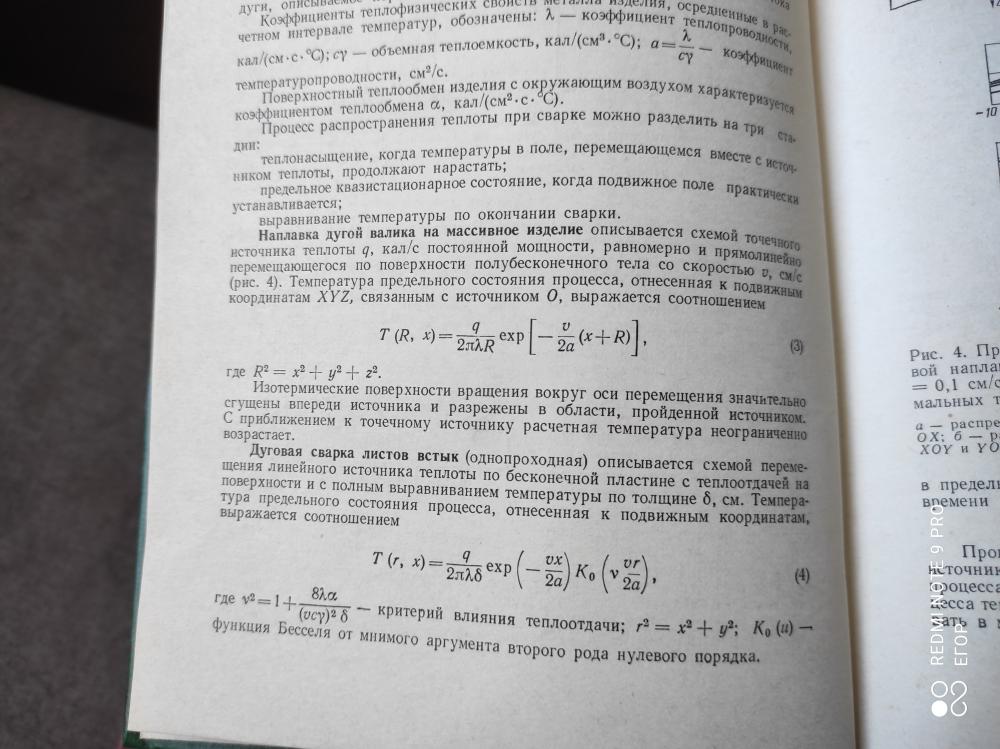
Это, все замечательно, только вот это без одного важного фактора подтасовка, Вы привели формулу, но в формуле нет скорости сварки, реальной, если не лезть в высшие материи, то сколько вы протопчетесь на месте РАДС, и сколько тепла при этом будет вложено в металл, и расчеты тепловложение каждым видом сварки давно посчитаны, и миг/ маг даёт минимальнейшее тепловложение, это на первом курсе, на первых лекциях с ГПТУ рассказывают, с картинками, на которых нарисованы температуры дуги, при РДС, РАДС, и МИГ/МАГ. там ещё 6 страниц формул, и вот это и является расчетом, а не одна формула.
 4 балла
4 балла -
Всех с праздником)
4 балла
-
@Luza, есть гурманы, а есть любители добротно и вкусно пожрать. Я ко вторым отношусь. Есть эстеты, в том числе и сварочные. Я к эстетам не отношусь. На фига я буду варить ёмкость TIGом, при этом заполняя её аргоном, дабы избежать образования ежей, если то же самое можно сделать полуавтоматом? И без заполнения. Только ради того, чтобы шов снаружи красивее выглядел? Опять таки, красивее он будет выглядеть, если я каждый день TIGом работаю. А если раз в год, так чем красивее получится, ещё вопрос. Я когда то бойлеры делал, обечайку полуавтоматом, трубки TIGом. Так удобнее и быстрее. Швы одинаково корявые, поскольку и тем и другим работаю не часто. Кстати, один, на тонну, на сероводородной минералке работает, лет 10 наверное, не помню точно. Это к вопросу страшилок про МКК и прочих. Эмалированный Buderus, от большого ума туда поставленный, и пару лет не продержался. Можно новичкам давать советы, чтобы перед ними покрасоваться, вот какой я правильный и крутой. Берите с меня пример! А можно подсказать, как решить поставленную задачу имеющимися в наличии ресурсами с приемлемым качеством. Это уж личный выбор, какие советы давать, полезные или красивые.4 балла
-
@Romingood,браво! Впервые слышу честное признание. Моё уважение Вам! Обычно обсирают аппараты, горелки, газ и тп., но не свои руки и умения. И в этом нет ничего зазорного, потому как реально этому нужно и учиться. Хорошо, когда само собой получается, но не у всех так.2 балла
-
У меня есть видео, 0,8 нержа, дабл пульс, 0,8 проволокой, шов белый.1 балл
-
Последняя версия ПО ЭвоМИГ500 ТР имеющая в своем активе импульсный режим для 0.8 мм для нержавеющей стали сплошной проволокой вполне решает данный вопрос с более чем приемлемым качеством.. при адекватной криворукости исполнителя. Данные на декабрь 2021... поверял лично, извините- без фото/видео... так как дело тогда уже шло к уходу с ВЭМТ..1 балл
-
Егор , речь шла о тонком а не о ковше с его толщинами и да его ТИГ не кто варить и не будет, даже в голову не придет ну если только прихватки и странно что у вас такие дипломные работы, и давайте тогда без формул обойдемся и приставим практику к тонкому . Так вот возьмем 1мм нерж и пройдем шовчик 50мм ПА и ток на усмотрение сварщика и его скорость , и потом тоже самое ТИГ с присадком и посмотрим что получиться , я знаю что получиться и не в пользу ПА,,, ТИГ выиграет и результат будет 100% . Да скорость сварки очень важный параметр , но и ТИГ может быть совсем не медленным ,,,,, почитайте по ссылке и это интересно , ну и видео его приложил https://www.chipmaker.ru/topic/65553/?do=findComment&comment=12263591 балл
-
Эти расчеты никому, кроме инженера проектировщика не нужны, сварщику обычно дают техкарту, где все режимы работы прописаны технологом, так что это так, для общего развития.1 балл
-
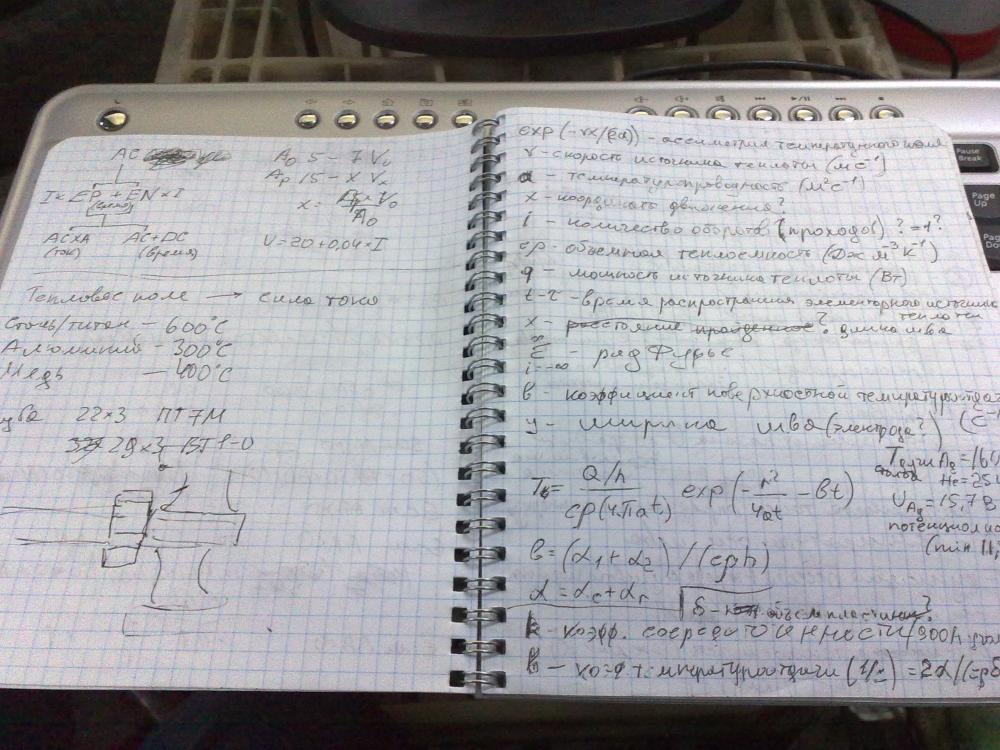
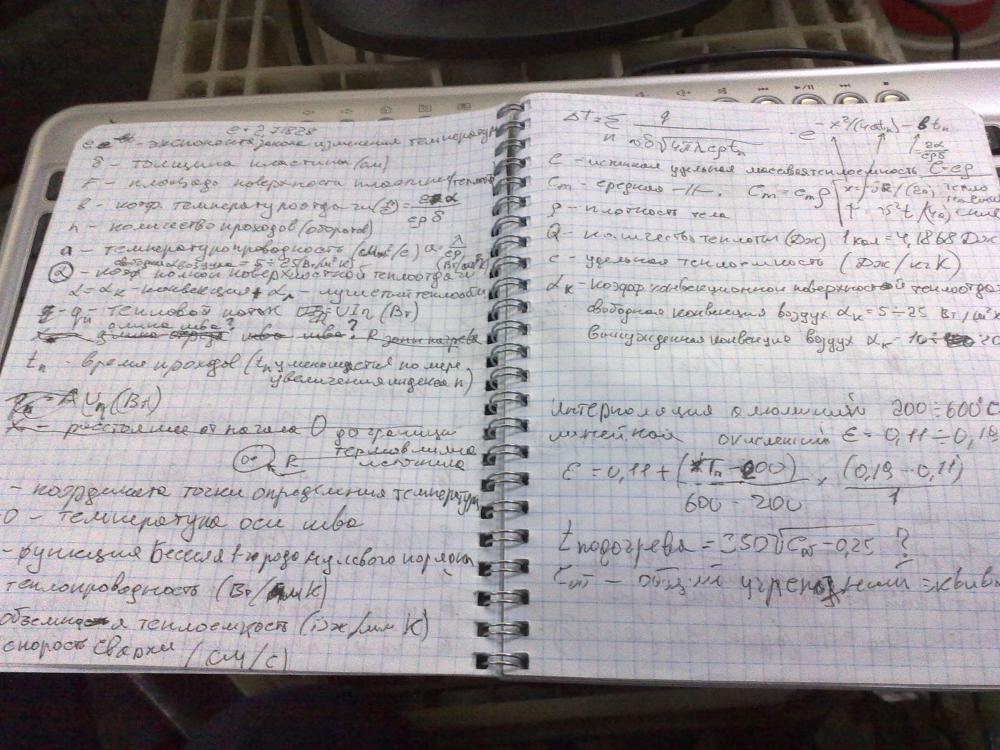
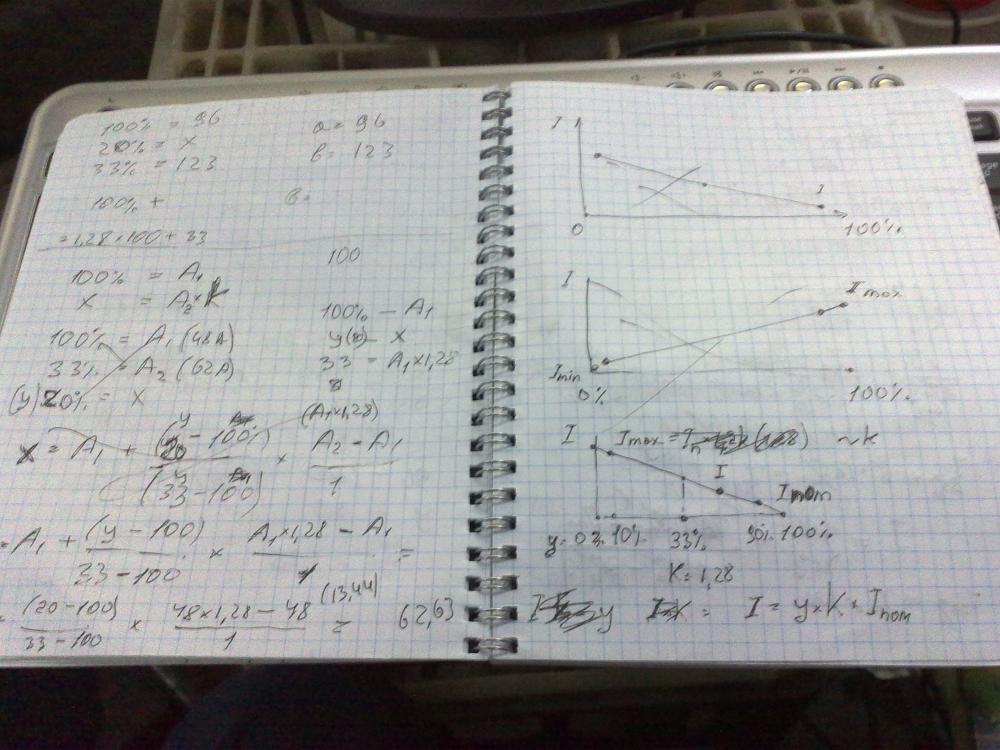
- Я разве про формулу что-то говорил? Я выложил картинку на которой приведены коэффициенты термовлияния. И за эту левую формулу я ничего не упоминал. - Дипломную мне уже поздновато писать, так что я сразу пишу программно-аппаратный комплекс под сварочный автомат, и уж поверьте, источник данных у меня отнюдь не потолок. Вот один из блоков программы, как раз отвечающий за теплофизичекие данные (и отображение программного кода расчета тепловой мощности для примера). Ну и коль нет доверия, что я умею считать в столбик, кусочек черновиков прилагаю. П.С. А вообще, спорим мы об одном и том же, просто рассматриваем результат с разных позиций. Я рад что не перевелись люди способные критически мыслить, есть с кем поговорить.
1 балл
-
@chdv1971,если с 2003 года, то они практически насухую жили. С учётом гостей, НГ, да и другие праздники.... Да так иной раз прихотнётся. Тем паче всяко не один же человек. Так что очень скромно за почти 20 лет. Если правильно прикинул, то это примерно полторы бутылки в месяц.1 балл
-
А при чем здесь криворукость сварщика? Я речь вел про тепловую эффективность металлической дуги и дуги с вольфрама. И еще, коэффициент на вольфраме приведен без учета подачи присадки, с присадкой он будет еще ниже. При автоматической сварке ТИГ, с подачей присадочной проволоки, различают холодную и горячую проволоку. Горячую проволоку применяют для увеличения тепловой эффективности сварочного процесса, чтобы повысить скорость сварки. И скорость сварки при ТИГ, которая меньше чем при МИГ, зависит не от криворукости сварщика, а от тепловой эффективности сварочного процесса. Точно такая же зависимость в скоростях сварки есть и при МИГ в защитном газе и под флюсом. Под флюсом тепловая эффективность выше и скорость сварки выше.1 балл
-
Совершенно верно, и про прямую полярность, и самое главное, скорость сварки, минимизировать тепловложение можно только сваркой через присадочный пруток, но это уже сварка- пайка называется. Полемизировать и писать формулы можно бесконечно, но есть самый наглядный способ, два стыка, один РАДС, другой П/А, на чистом металле видна зона зтв, это физика.1 балл
-
@Luza, совершенно верно! Для того, чтобы получить от TIG тепловложение, хотя бы равное ПА, нужен сварщик, способный работать, как робот. Который каждый день десятки метров шва варит, с идеально отточенной моторикой. Иначе, там замешкался, перегрел. Там чуть посуетился не проварил. Поэтому, при выборе способа сварки надо учитывать не только особенности способа, но и возможности сварщика. И касаемо этой таблицы, как сварочный процесс на прямой полярности может обеспечить тепловложение меньше, чем на обратной? Я из своего опыта исхожу, я же вижу ширину ЗТВ по побежалости на металле. Узкая ЗТВ для TIG получается только при сварке без присадки с идеальной подгонкой. То есть, после мехобработки. А в реальной жизни, особенно гаражной, ну или как у меня, сантехнической. Какая мехобработка, болгарка - наше все. + - пол миллиметра, в лучшем случае.1 балл
-
Еще разок залезу на эту тему.1 балл
-
Автоэксперт - о санкциях: дефицит присадок из США приводит к поломкам двигателей Илья Свиридов, автор ютуб-канала «Клубный сервис», посвящённого автомобильной тематике, объяснил, почему в этом году автомобили россиян могут «отдать концы». «В этом году эта тема может коснуться каждого из нас. Я вам расскажу о том, почему в этом благословенном году двигатель вашего авто может «прилечь». Примером послужит машина, которая для этого подходит идеально. Конечно, это Subaru. Для проведения технического обслуживания в автомобиль надо заливать моторное масло. И вот тут у нас с вами сейчас уже возникает одна небольшая проблема. Если моторы разные, то и масла должны быть разными тоже, и у них должны быть разные параметры. Должны быть разные присадки. Наш техцентр, господа, много лет работал с линейкой Mobil, и никаких проблем не было. Но тут приключились санкции против России и компания Mobil заморозила поставки. И объявила всем нам, своим клиентам, кто много лет содержал компанию на наши русские рубли, что с нашего рынка они уходят. И возникли лёгкие проблемы с их продукцией, ведь Mobil будет допродавать остатки своей продукции до 30 июня 2022 года. А после этого официальные поставки, запомните это выражение, свернутся. И вы мне скажете, Илюха, и чё, в чём проблема, у нас же, в России, есть производство своих масел. И вы будете правы, в России действительно есть компания Lukoil и Sintec. Но проблема заключается в том, друзья мои, что, как вы видите, бочка с Lukoil – пуста (показывает бочку – прим. «НИ»). И у меня возникла проблема – я не могу купить ещё одену такую бочку. Итак, в чём заключается проблема. Само по себе моторное масло, его основа, она не очень сложна в производстве. И действительно, компания Lukoil может его производить. Но для того, чтобы масло стало подходить к двигателю Лёхиной Subaru или моего Dodge, в нём должны быть присадки, которые обеспечивают целую кучу параметров. Они стабилизируют его, не допускают разрыва масляной плёнки на жаре или на холоде, которые растворяют в себе продукты износа, своевременно его отводят, и делают так, чтобы мотор вашего автомобиля проходил расчётное количество километров. Так вот, чтобы оценить всю боль, что происходит сейчас с отечественными маслами, вам достаточно прочесть вот эту надпись на канистре Sintec – 100% пакет импортных присадок. Присадки в наших, отечественных, маслах – импортные. Их, по большому счёту, делают три американских завода, которые, как вы уже поняли, эти присадки в Россию больше не поставляют. Собственно эта вот милая интимная подробность и не позволяет мне купить новую бочку Lukoil вместо этой пустой. Во что превратится этот Sintec без импортных присадок? Ну, он будет условно годен для Vitara, которой тридцать лет, потому что в те годы таких присадочных комплексов не было. А с точки зрения применения в современных автомобилях, ему есть место только в мусорном контейнере, потому что без присадок это просто масляная основа. Что происходит с современными высокотехнологичными моторами, в которые вы заливаете не те масла? С ними начинаются проблемы, возникают разрывы масляной плёнки и страдает вся система смазки. Особенно явно это видно по коленвалу и его вкладышам. Чтобы ваш моторчик жил и шелестел, нужно, чтобы по этим смазочным канальчикам циркулировало не абы что, а то, что замыслил производитель». Источник: newizv.ru1 балл
-
https://youtu.be/YF4lYUfOdDU, вот Вам швы с применением П/А, эстетичные, и все прочее,, Игорь, не сколько не пытаясь Вас обидеть, или зацепить, тем не менее вынужден с Вами не согласится по поводу ремонта глушителя РАДС. И не нужно так категорически утверждать, что сварка нержавеющей стали в углекислоте, это что то из разряда табу. Даже в Советских книгах этот способ описывался. И есть в современных аппаратах, заложен в синергетику. Но это уже из материаловедения, и уведет нас в такие глубины познания, что дисскуссия продлится на пару страниц.
1 балл
-
Калаш надежный и вот в ВДВ мы очень много стреляли как с 7.62 так и 5.45 но перегретых стволов у нас не было так как офицеры учили очередь 2-3 патрона и не более и вот они именно попадают в цель , остальные выпушенные за ними, обычно в "молоко" Есть такое и даже настроить аппарат не настроили но зато большой палец к верху . Ну а так по большому счету и это мое мнение но думаю и многих других на тонкой нержи до 1.5мм-2мм нечего делать полуавтомату и качества не будет. Вот мое видео и да вроде и поет и все на этом не чего хорошего не показал , шов не сравним с тиг швом по всем параметрам , не помню труба вроде 0.8мм или 1мм , но не суть и выше отписал с 2х и даже с 2.5мм ПА уже можно использовать, на меньших толщинах тиг без оговорочно лидер .1 балл
-
Ремонт заднего борта Man. Ребра жесткости согнул из 4 мм металла, вварил сразу загрунтовал и покрасил.
1 балл
-
@Ramilz72, какая разница, чем варить? От тепловложение только ширина ЗТВ зависит. Кстати, если варить полуавтоматом перекрывающимися точками, тепловложение будет минимальным. Вы же его порежете, где то зазоры останутся. Полуавтоматом их заполнить легче. Не заморачивайтесь, глушак этого не стоит. Делайте спокойно, лучше Вас его никто не сделает. Потому, что Вы - морда заинтересованая . Хорошему аргонщику это глушак и на фиг не нужен, а не шибко хороший сделает хуже. Да и эта работа скорее для ПА, чем для TIG.1 балл
-
что значит лучше? чем ок46 не устраивают? хорошие электроды1 балл
-
Если не будет форс-мажора-то 17июня наши форумчане Егор Луза, Эльдар Масса Том, Алексей Девастатор и еще ряд достойнейших и упорных человечков, додавивших учебный курс до упора, выйдут на защиту дипломного проекта с ГАК...председателем там главный сварщик крупного предприятия-очень умная дама , между прочим , я тоже буду в статусе "привидения"...все слышу-но ничего сказать не моги.. , что делать...пожелаем удачи парням... P.S.-как гласит народная студенческая мудрость-15 минут позора-и диплом в кармане..1 балл
-
Вы плохо искали !1 балл
-
вставлю 5 копеек. сперва научитесь ручником\ полуавтоматом , чтобы понимать процесс, а потом уже переходите к "красивым швам тиг с ютуба". как делают они, или более опытные сварщики сходу вы не сделаете. если и надумали брать тиг аппарат, то подыщите тот же сварог , он был тут на пару сообщений повыше, цена вероятно +- одинакова, но гарантия и обзоры и тд в свободном доступе1 балл
-
Самопальный.
1 балл
-
Как всегда зимой,что разморозили,то и несут в ремонт. На таком пористом алюминии очень здорово показала себя Есабовская присадка 4047
1 балл
-
Слесаря ломают...молодцы,наверное не перестают пользоваться кувалдами! Пескоструй помогает избавиться от грязи.
1 балл

















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
















