Лидеры




Популярный контент
Показан контент с высокой репутацией 30.04.2020 в Сообщения
-
замечательно, но только я немного про другое. Отвалить 350 кР, за возможность раз в полгода, спасти дальнобоя, заблудшего верхом на трупе, мне не интересно. (что бы доехать, есть и другие способы временного ремонта) Как и смотреть на проплывающие мимо меня заказы, на сопоставимые суммы, потому что с аппаратом от бытовой розетки там нечего делать. А с сундуком как нефиг делать. Вернее даже так, поковыряться в нем применительно к всяким разным задачам - интересно, но не за свой счёт. Приобретение ленточнопильного станка, в 1/3 от стоимости этого аппарата, расширило мои возможности кратно и позволило взять заказы общей суммой с шестью нулями в течении года. Возможность спасать некромантов, нещадно эксплуатирующих трупы - экономически нецелесообразно. Сундук за одни сутки,на этом изделии, вернул свою полную стоимость С аппаратом за 350 тыр я бы в это время латал какой-нибудь очередной труп в гараже. Сундук, бво, горелка 8м агни27/29/35, баллоны, редуктор, плазморез, электроинструмент и даже машина, на которой я туда приехал и всё это привез с собой, всё вместе, дешевле обалденного однофазного аппарата Я к этой посудине, в течении нескольких лет, приезжал 4 раза. Сколько надо реанимировать металлолома, что бы перекрыть доход от четырех таких поездок и ещё за чудо аппарат рассчитаться? Так и в мастерской сундук продолжал пахать все эти годы Ну не отличился он в сваривании пивных банок, не беда, зато такое делал и не раз И тут он справился и тут С ним даже так можно делать И форсаж 500, там бы справился, и Эвотиг, хоть большой и тяжелый. На днях потащу варить скульптуры, потому как еще и на форсажика 500, я пока не готов потратится, но со временем обязательно куплю. Вот селко не куплю, ничего он там не сможет, хоть сколько форм волны, цена в евро и много уровней меню, не заменят не хватающей сотни ампер. И любая из этих задач интересней и доходней некрофилии. Если задел чьи-то чувства или убеждения, прошу понять и простить7 баллов
-
Не, не вспомнит, уже есть нужная форма волны, и диапазоны до опупения, всё от трех фаз с соответствующей мощью и немного дешевле мазератти. Я не говорил, что надо сидеть с сундуком, до скончания времен. Я говорил о том, что в нашей реальности, нет никакого смысла, в такой дорогой игрушке как генезис. Про лицо избить, то да, хочется, но не тем кто там работает. Аврал просто, круглосуточный. Там у них свой сварочный пост есть и т.д. Ну а я примостился где место было свободное, в досягаемости кранбалки. Когда льют с десяток скульптур одновременно, то каждый отлитый фрагмент, это куча бута, после его извлечения. Там работает меньше десяти человек. Аврал заканчивается и вывозят несколько машин бута, подметают и т.д. Специфика такая, пока над моделями работают, всё вполне культурно. На последней стадии, как на стройке, бетономешалки, отбойники и соответствующий стройке антураж.6 баллов
-
5 баллов
-
@Менгон, опасаетесь - обмотайте лезвие мокрой тряпкой. Я полуавтоматом варил точно такой же,4 балла
-
Ну и я что-то нашел...
 3 балла
3 балла -
Видно дизайнер-архитектор, любит постройки с открытой террасой.3 балла
-
Может быть,рижский бальзам,а не таллинский?3 балла
-
@chdv1971,Кожух патрона будет,просто сейчас тупо нет люминя выточить.Еще раз повторюсь,я не агитируют повторять,делал от безисходности,учитывая все риски.Поэтому вместо переходника( кои есть и заводские)- посадка на конус и уменьшение вылета патрона.Будем посмотреть.@Calma,Есть машины и с меньшими оборотами,чем у болгарки.Биений нет,в сборе не мерял,на самом конусе- меньше сотки.Что касается плеча опоры,то у ПШМ в носке сдвоенный подшипник,далее длинный вал,который шлицевым соединением сочленяется с приводом.Подшипники кроме того затягиваются крышкой с резьбой. Есть конечно и другие конструкции.В болгарке классическая двухподшипниковая опора,механизм закрывается фланцем с болтами,т.е жесткость опоры выше.Подшипник бОльшего диаметра,удельная нагрузка на него меньше.Ну ,это мысли в слух)3 балла
-
Шов ближе к лопасти который, можно короткими проходами с проковкой 13/55, а лопасть зажать в массивные тиски чтобы тепло уходило. На обухе можно и не давать сильно остывать, но проковывать. Правда немного топор отпускается, но как колун и общехозяйственный еще послужит. У меня штуки 4 в хозяйстве такие вареные, те которые для более деликатной работы, то перекаливаю "в масле" и все отлично.3 балла
-
Я не разделяю ваших опасений. Можно даже срезать режущую кромку на 10мм. и наплавить более существенный материал.3 балла
-
ОК выбираем этот вариант.
3 балла
-
@Менгон, я где-то штук двадцать топоров сварил, но все они были с трещинами на "пятках". Один лишь раз варил как у Вас на фото, уони 13\55. Хозяин доволен, работает им. Мне кажется, стоит попробовать, он и так сломан3 балла
-
@SergDemin,Нет,речь изначально шла про форсаж ,неон и т.д с примерами работ .А какие работы ТСу нужно делать я за три страницы так и невдуплил,как и не понял чем эти источники ему не подходят.Да и сундуки надо сказать со своим функционалом я смотрю людям не мешают работать.А то мне честно говоря напоминает историю,как друг мой зашёл в канцелярский,час распрашивал продавцов про ручки,все их попробовал,порассуждал про то,что Паркер- хорошие ручки,а раньше и обычные шариковые были неплохие и т.д и т.п,в итоге ушел и ничего не купил.Ну я так прочитанное воспринимаю).3 балла
-
@SergDemin, Доброго дня что можно сказать открываем руководящий документ СТО 00220368-011-2007 "Сварка разнородных соединений сосудов, аппаратов и трубопроводов из углеродистых,низколегированых,теплоустойчивых,высоколегированных сталей и сплавов на железо никелевой и никелевой основе" https://files.stroyinf.ru/Data1/59/59752/ смотрим группы свариваемых сталей сталей 09г2с группа с01,с02, сталь 20х23н18 группа сталей С-09 .Смотрим таблицу 8.1 находим что для данного сочетания сталей подходят электроды озл-6 (er-309) ограничение рабочей до температуры +400 град 0С, электроды ЭА/395/9 ограничение рабочей температуры до+450 град 0С. Обращаем внимание на пункт 5.Сталь 20х23н18 относится к аустенитным нержавеющим сталям и склонна к горячим трещинам на это следует обратить внимание при сварке. Проволока SW-146 здесь не подходит:недостаточно содержание хрома и никеля (25%и15% должно быть хрома и никеля или наоборот) https://sabaros.ru/docs/Sabaros-SW-146.pdf3 балла
-
@magic10s, Видимо я чего-то не понимаю, но по незнанию своему, уже шестой год варю форсажами и медь, и титан, и нержу, и чернуху. В том числе на оборонку, например обечайку 1.5мм амг тавром к радиатору ад31, с толщиной пластины до рёбер 8мм, без провалов и под вибро, пневмо и термоконтроль. Или сильфон, нержа 0.3мм (вроде) к сантиметровому фланцу. Соты на радиаторе - пожалуйста. Бронзовую статуэтку - легко. Чугуняшку панчем - тоже не проблема. Ну или например километр профтрубок 20*20 из нержы и несколько тысяч уголков превратить в партию стеллажей для пищепрома. 200А переменки весь день, при температуре окружающего воздуха 36С - форсаж справился. Не говорю уже про всякие ремонтные работы и говносплавы. Это рутина. Несколько самогонных аппаратов тоже было , но это исключение, а не правило. С импульсом я наверно вас разочарую, но кроме тонкой нержи, он в проекции аппаратов на 220В, практически не применим, дури мало. Но в обозначенной сфере, у форсажа тоже всё прекрасно, даже спот режим, за счет настроек импульса, можно имитировать. Что я регулярно практикую. С медью тоже будет печаль, чтобы сварить стакан из двойки, диаметром около 150мм и высотой 200мм, я выкручивал ток почти в потолок. Так что, на что-либо более массивное, с аппаратом на 220В лучше даже не смотреть. Минимальный ток 5А, и форсаж его стабильно держит, диапазон регулировок, спада/нарастания, пред/постгаза, тока поджига, частоты переменного тока, баланса и параметров пульса - у многих брендов таких нету. Все что на этих фото - мизерная часть сделанного форсажами, за время их эксплуатации. В свете всего выше сказанного, какого функционала вы ищете? Вы думаете аппарат заменит навыки и знания?3 балла
-
Базилик цветет
2 балла
-
@selco,да потому что 99% работ выполнит обычный сундук,если говорить про переменку.На постоянке расширенный функционал-это что?Какие критерии у этого функционала?У меня сейчас неон 300-й,там этого расширения за глаза,я этим расширением никогда не воспользуюсь,но он есть и поболе некоторых брендов,но возникает вопрос,а зачем?В принципе нсть пить не просит и стоит адекватных денег.Я как и многие начинал с сундука и цифровик приобрел для удобства и адекватных настроек,которых мне хватает за глаза.Мне непонятно,когда кто то ищет аппарат с расширенными настройками непонятно для каких целей и без внятного объяснения.Мне до одного места бренды,но когда начинают кичиться тем же кемпи,у меня резонно возникает вопрос:а чего ты им кичишься?Чего в нем особенного?Соавниваешь функционал и понимаешь,что тот неон круче,так в чем тогда его преимущество?Вот объясни мне чем кемпи лучше неона,если у кемпи функционал хуже?Может я чего недопонимаю.Даже у гроверса некоторые функции богаче,чем тогда китай хуже?Могу снять видео с поджигом дуги на обоих аппаратах,сколько раз надо поджечь,чтоб убедить,что поджиг у них нормальный?Какие настройки тебе выставить,чтоб убедился по поводу функционала?2 балла
-
Ржака. респект за пост гы гы гы ----------------------- Со мною вот что происходит(с.) ох уж эта изоляция...2 балла
-
Игрушки если денег приносят, то это уже не игрушки. Ну а если поиграться реально, для удовольствия, то тут зависит от степени извращенности. Например, горение дуги и расплавленный метал, мое сознание ни разу не возбуждает. А вот приятный процесс и полученное конечное изделие не хуже заводского, т.е.: ровное, эстетически красивое и функциональное, вот тут я получаю удовольствие. Вот, смотрите... Пришли запчасти для ремонта. Про китай вообще молчу, они сервисом ни разу не радуют. Кемпи, электронный блок, в упаковке, в пузырке, и еще защитный стикер, что ни кто ни чего не вскрывал. Вот Эсаб, тут еще больше: электронный блок, новые винтики все (крепежные к радиатору и к плате) + термопаста + ВАЛИК для равномерного нанесения термопасты. И конечно все классно упаковано. Берем китай. Упаковка и та, может доставлять массу неприятностей в виде разваливающейся в руках. Запах. И потом функционал. Беру и понимаю, что чудес не будет. Вот что для меня одно и что другое. Я не восхваляю Европу и не ругаю Китай. И теми и теми пользуюсь. Только одни приятнее в рабоче, чем другие. Даже винтик крепежный я могу заказать. А для китая и иногда модуля не купить или мотора или еще чего. Покрытый электрод... Ну что проще?! Но нет, беру ресанту и понимаю, что могу лучше, но эта зараза меня бесит. Хотя я не говорю, что не работает и работу не могу выполнить. Но если работать, то не в лохмотьях и не босиком. Беру кемпаря, и вот оно... дуга шепчет на тех же электродах. Берем МИГ, и тут так же. Да и Аврора и т.п. варят. Беру тот же FOX180, да у него дуга приятно шепчет и электрод, просто поет. И на том и на другом можно работать. И в дырявых штанах и в хорошем костюме, у многих результат будет такой же, а может и в дырявых штанах лучше. Но к кому вы пойдете, отнесете чтобы вам починили? Конечно имя многие дает, кто уже репутацию заработал. Но... приходя и незнакомые. Ладно... Я ни кого ни в чем не убеждаю. Это мое отношение к жизни. Но когда электрик крутит синию изоленту, я обычно с таким и разговаривать не хочу. Мастер, он и должен быть мастером, чтобы не только было с ним приятно общаться, но и смотреть как он делает. тогда я ему доверяю. А когда тяп ляп, и при нем вроде бы работает.... А потом дома горят... Вот что такое культура производства. А инструмент, это всего лишь малая часть одного большого механизма. Да и еще добавлю. У кого хоть и китай, но чистенький, все на местах. то и разговор другой в отличии когда шикарный аппарат весь в масле, краске и колах, а так же все остальное разбросано... Ту не важно какой инструмент, если им пользоваться не умеют. Я же говорю, от мастера тоже не малое зависит. Но лично мне больше нравится работать тем, чему я доверяю.2 балла
-
Вашими устами да мед пить... Когда такая работа и ее столько, то выход - иметь не один аппарат и молиться на него или рассчитывать на авось. В нормальном деле, пусть хреновенькая, как запаска, но должна быть. А уродовать оборудование, чтобы ... В мастерской где двигатели делают, стенд есть с фразой: "Стучит но ехать надо". А на стенде размещены, разбитые поршня, шатуны и прочее. У каждого свое понятие необходимости. Лично я не люблю, когда колхоз от шаловливых ручек. У меня Кемпи на столе сейчас, там люди вентилятор нормальный не нашли и вкорячили из того что было. Мне даже ремонтировать такое не хочется, потом корпус закрывать, много не приличных слов вспоминать придется. А все потому-что, НАДО!!! И такой подход во всех сферах деятельности человека: "и так сойдет!" и "Н-Н-НАДО", бок о бок идут. Ну а в целом, мне все равно. Чей аппарат, тот и пусть решает. Пусть хоть в воду кладет. У каждого свои мысли, что важно именно сейчас и что делать потом. Я делаю как правильно, а тут напильником, тут молоточком, это не про меня.2 балла
-
Господин хороший, её не пугают, никакие техно звуки. Раз варю диск, думаю что у меня присадок дёргается, приостановился, маску приподнял...смотрю- Дуся у меня присадку лапой дёргает. Зараза. Проклятие. таких кошек ни разу не встречал. шарится по всем щелям. Толи дело Ласточка была, камышового окраса. Какая то благородная- на столы не лазила никогда. Всегда с сыном спала-контролировала. У сына младшего приступы по эпилепсии.. Так как с ним плохо, у кровати сидела с желтыми глазами- типа контролировала. Всегда с ним спала. Но ....умерла в 17 году от какого-то "рака лапы". Всё пыталась убежать и с прятаться от нас. Жалко...умерла в одной из наших комнат.... вынес похоронил за домами. тяжко вспоминать -вроде кошка -------------- а вот дуся манда
2 балла
-
@Lohus, - на другом заводе, в 95 году, с татарином учудили.... Дело как говориться было вечером. делать было нечего. работал на газорезке, заскучали - работы не, время 16ч с плюсом. Как его, фамилию не вспомню? Татарин, моложе меня, молодой. Берёт резак, подходит к трубе- что на участке лежала- диаметром от 100 не помню, полной длинны., течении 10 минут дует туда смесью. Подул. зажигает резак и подносит к краю трубы... Как оно долбануло, чуть стеклоблоки не вынесло, к нам все бегут:начальники, мастера. мы сами охеревшие от эффекта. глазки честные выпучили "Обратка, обратка". Как егофамилия не вспомню, но скажу что татары в какой-то степени безбашенные, в армии часто сталкивался с этим явлением. Как вспомнишь: капитан Халилов, майор Валиханов, прапорщик Ахметулин -- всё... туши свет, бросай гранату....2 балла
-
Надо было в "шарик" кислорода добавить, было бы эффектно, как со шлангами, а может и со звоном битых окон.2 балла
-
-так точно Рижский, совсем запямятовал. Но в 80-ых я его помню почему-то в керамике с выпуклым названием.. Так и не попробовал. Во такие2 балла
-
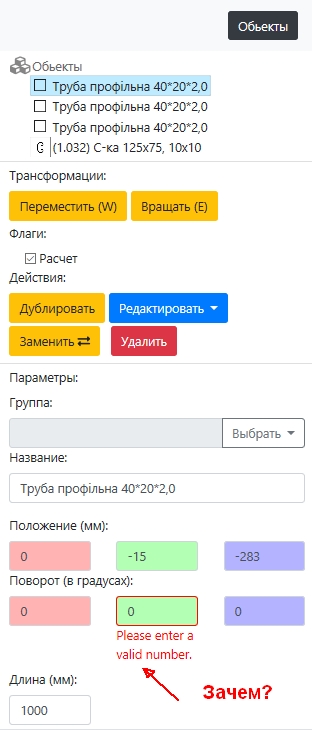
@vitkemp, заранее прошу простить и не воспринимать всё близко к сердцу. Вы можно сказать в начале пути, а уже много всего сделано. Может наговорю много и не всё по делу. Прислушиваться или нет решать вам. Форумчанан тоже попрошу не стесняться комментировать мои замечания и предложения, особенно если буду говорить откровенный бред. Пока про то, на что обратил внимание после поверхностного знакомства: Начнём с языка, то, что есть выбор - это хорошо, но выбор должен быть однозначным. На одном элементе интерфейса (боковой панели) вещает сразу на трёх языках одновременно: интерфейс - русский, номенклатура - украинский, предупреждения - английский. Не могу похвастаться навыками работы в конструкторских программах, правда повидал немало интерфейсов, а тут справиться сходу не вышло. Пришлось смотреть видео, как и что делается, Поэтому вводный видеоролик с описанием основных моментов будет не лишним (как управляться мышью куда кликать, как крутить, перемещать, задавать размеры и т.д.) Сетка - это отдельная песня. Это самый твёрдый элемент среди интерфейса и материала. Всегда на виду, всегда чёрная, всегда непрозрачная. В 3D режиме только в одной плоскости. Минимальный шаг сетки в сантиметр - это многовато, минимально достаточный шаг скорее всего миллиметр. Параметров настройки сетки должно быть побольше: цвет, прозрачность, стиль отрисовки (сплошная, пунктирная, перекрестье, точка на узлах). Для мелкой сетки можно предусмотреть разный стиль для разного шага, например, миллиметры - точка, а каждый сантиметр перекрестье. Материал немного странно отрисовывается (а вы ещё и другие материалы планируете). Стальная труба - это полупрозрачные плоскости листа с прозрачным как воздух "мясом". Эдакий короб в коробе. При выборе элемента, у профильной трубы прямоугольного сечения (40x20) "иконка" отображает её квадратной. Поля ввода значений - я не могу понять, почему при всей сложности и продуманности проекта поля ввода откровенно "забросили" (у меня есть предположение, что в вашей команде крутой 3D визуализатор-программист и специалист по металлоконструкциям, а вот с дизайнером и особенно интерфейсов). Зачем писать какие-то предупреждения об ошибочности ввода, если можно просто запретить это делать, и даже кошка, сидящая на клавиатуре, не сможет напакостить . Или вы планируете вписывать туда формулы? При разработке интерфейса надо признать, кто-то пользуется мышью, кто-то клавиатурой, а кто-то и тем и другим одновременно для увеличения производительности (и удобства). Это должно прослеживаться во всех элементах интерфейса. Во многих программах это есть, это не бросается в глаза, и пока не будешь это использовать, можно даже про это не знать. Вернёмся к полю ввода значений: в него можно вводить только цифры и один раз знак разделения целой и дробной части (знак выбирать из региональных настроек или настроек программы), один знак минус в начале. Всё - неверное значение уже никак не введёшь. Посмотрел в видео, вы любите подгонять всё до миллиметра, но как это происходит - полный мазохизм, а всему виной поле ввода. Для клавиатуры в текущем поле ввода значений: стрелки вверх/вниз изменение значения на одну единицу (миллиметр или малый шаг сетки), клавиши "PageUp" или "PageDown" на десятки единиц (сантиметр или большой шаг сетки). Зажим клавиши - сначала медленный повтор, после удержания 3-4 секунд ускоренный повтор. Почему ввод (применение к объекту) значения только по "Enter"? А если я "табом" вышел, а если мышью пошёл дальше объекты кликать? Для мыши - добавить стрелочки сбоку от поля ввода(увеличить/уменьшить значение). Если курсор мыши находится над полем ввода, колесо прокрутки вызывает изменение значения на одну единицу (по аналогии со стрелками), с зажатым "Control" вызывает изменение значения на десятки. Первый клик по полю - выделение значения (это есть), второй клик (если значение уже выделено) - переход мигающего курсора в конкретное место поля. Может спорное предложение - значок градуса возле поля задания угла, и "мм." возле полей размера и положения (сейчас это в словесном описании поля). Выбор размера курсора можно ограничить в разумных пределах, сейчас его можно сделать просто огромным. По дизайну: надписи действий съедают много места? Обычно все действия (кнопки) стараются сделать в виде иконок (и место экономится и понятно даже не знающим представленные языки), а при наведении мыши уже выводятся хинты с описанием на выбранном языке и сочетанием клавиш. Точки привязки (условный ноль) - только середина палки? А как совместить концы двух труб находящихся под углом, например в 14 градусов, если серединами сечений труб, а если нижними краями? Какие расчёты в уме производить для ввода положения центра трубы? Взаимодействие деталей - например, при перемещении, труба сквозь трубу должна проходить только при нажатой доп-клавише, а так тело упирается в тело, никаких привидений, Т-образные соединения стыковать будет намного проще. Размер трубы менять только ручками? А как же оттягивать конец? Сплайны немного не то, а точка привязки у них ещё интересней. Каюсь, с поинтами пока не разобрался. Выбор элемента - нельзя выбрать несколько кликая с зажатой доп-клавишей? Нельзя выбрать группу выделив мышью прямоугольную зону? Вы серьёзно? Если выбор элемента двойным кликом, нельзя ли немного подсвечивать то, над чем находится курсор мыши и что будет выделено при двойном клике? Настройки - их просто нет. Для одной сетки их может быть целая куча. А выбор единиц измерения? Где дюймы? Если их нет, тогда не совсем понятен выбор английского как одного из языков. Один раз появилась небольшая "недокументированная фича": захватил ось вращения трубы, движения мышью вверх-вниз вращали трубу, не отпуская левую клавишу мыши повёл влево-вправо, начала вращаться вся сцена и труба в этой сцене одновременно но не синхронно (как бы два режима работали одновременно, вращение объекта и сцены). Повторно воспроизвести не удалось. З.Ы. Я не предлагаю "слизывать" подчистую чужие проекты, но взять лучшие моменты (устоявшуюся практику), если вы собираетесь развивать свой проект, всё таки стоит.
2 балла
-
Вечный у вас спор Европа или Китай. Думаю для 95%задач подойдёт любой аппарат своей мощьности. Лично сам начинал с 200А китайского сундука, отбил его несколько раз. Потом мне захотелось чтоб у меня модней был. Купил все хорошо форма волны меняется чистота тока.единственный косяк наброс тока при старте. Поработал чуток гложит меня что наброс тока. Продал. Добавил денег купил без наброса. Заварил две банки пивной все успокоился. Так как данный вид сварки эпезодический за год в плюс вышел. Вот теперь можно и дальше смотреть на следующее. За год только два раза мне пригодился малый ток (соты интеркулера) Для себя решил нужен возможно не следующий а ещё один на 300ампер и угамонится.2 балла
-
Это вроде ликёры, и не в керамике. Нам с женой вот такой кофейный понравился:
2 балла
-
@Calma, https://files.stroyinf.ru/Data2/1/4293833/4293833827.pdf2 балла
-
@vervictor, День добрый к стати можете почитать еще хорошую литературу по сварке разнородных сталей Закс И.А."Сварка разнородных сталей" https://lib-bkm.ru/138362 балла
-
Азаза,борфреза!Конус посажен на втулочный фиксатор.Кстати советую всем ,у кого болгарки с ведомой шестерней на шпонке садить и ее на фиксатор,прям с новья.Оцчень ма хороший результат даёт.
2 балла
-
@Pipeliner, купите самый дешевый канальный вентилятор в строительном магазине на 220 + пластиковый фланец к нему, фланец на саморезы, провода в розетку и готово. Вентилятор диаметром 100мм стоит 350р + фланец 100р.2 балла
-
Вот пожалуйста накусала бумажек и спит.
2 балла
-
Моя сладкая парочка на работе — шахтер Василий и Мася
2 балла
-
@Kondor416,@Сергей64, дядьки, так вы научите меня плохому )) Купил, кстати, себе ленточку Femi 120NG - весчь! Чутка б\у по вменяемой цене. Уже более-менее погонял при изготовлении кильблока - там труба 80х80х3 и 60х40х3. Пилит как надо, теперь к абразивной Маките 2414 и подходить не хочется Вот только стол надо доработать окончательно, с линейкой и прижимами )
2 балла
-
Смотрите. Вращатель, обычно подбирается по параметрам. Грузоподъемность и она обычно идет по графику, чем ближе к центру, тем больше масса. Так вот тут и самое интересное. Пока подшипники у него новые. и он сидел на нем. то в целом маленького моторчика легко хватит. И учтите. что моторчик от дворников, уже с не хилом редуктором идет. Другое дело, что пластиковая шестеренка там, но не о ней сейчас. Поэтому, если наклонить на 90 градусов, то тут и начинаются нюансы вылазить. И как раз вот тут биения будут (даже если ременную передачу поставить) вылазить, если они есть и если деталь не идеально цилиндрическая. Крутится , крутится и оп, перепрыгнул. И нагрузка и может в подшипниках начинать закусывать. Димер не димер, не стал разбираться и вникать, таким мотором любой ШИМ регулятор можно припахать. Но на маленьких оборотах может вылазить не приятная штука, как не крутится либо дергается. Самое лучшее эсли поставить датчик вращения, и при отсутствии вращения, будет автоматом подыматься уровень сигнала. Следовательно, мотор сдернет и будет крутится. Поэтому, я не ругаю данную идею, а даже восхищаюсь, то что человек взял и сделал. Но немного бы другого допилить и может быть реально хорошим устройством. P.S. о чем я не договорил?! Вспомнил. На больших диаметрах, особенно если плиту ставить, чтобы еще больше диаметры фиксировать и варить, то скорость вращения надо уменьшать, чтобы оставить такую же линейную скорость, скорость на которой сама сварки происходит. И вот тут, оборотов двигла или регулятор может дать осечку. Все самодельные вещи, чаще всего направлены на узкую задачу. А вот во всем спектре не много кто может работать. Вращатель если выбирать, то надо понимать под какой вид сварки, П\А или ТИГ, скорость линейная разная, редуктора ставят разные ну и толщины беталей будут скорее всего другие. поэтому грузоподъемность в итоге нужна иная. В целом как-то так. Еще раз скажу, что мужик, молодец! Главное, что ему нужно и он это сделал. (P.S. P.S. а передачу, можно и на автоцепи сделать со зведчоками от распредвалов и коленвалов. Можно и на шестеренках. Но лучше будет ременная, хотябы поликлиновый ремень, а лучше с ГРМ) Сейчас масса таких ремней, под разные задачи и диаметры. А растягивание можно роликом компенсировать. Хотя, то что я встречал, такие ремни на таком расстоянии не особо то и тянутся. У робота, передача ременная обычно Главное, чтобы брызги не попадали и масло. Они враги ремня.2 балла
-
2 балла
-
Хочется оветиь.. Образ терпеливой русской бабы в кавычках, невымесел и не навождение автора. Именноим , девкам в панталониках, -над которыми мы хохочем . Женщины тем кому за 40 было тогда. Еслиб небыболо баб так и все мужики померли. бабы - они наши славянские - всё понимающие терпеливые...всё вынесут2 балла
-
Ты помнишь, Алеша, дороги Смоленщины, Как шли бесконечные, злые дожди, Как кринки несли нам усталые женщины, Прижав, как детей, от дождя их к груди, Как слёзы они вытирали украдкою, Как вслед нам шептали: -Господь вас спаси!- И снова себя называли солдатками, Как встарь повелось на великой Руси. Слезами измеренный чаще, чем верстами, Шел тракт, на пригорках скрываясь из глаз: Деревни, деревни, деревни с погостами, Как будто на них вся Россия сошлась, Как будто за каждою русской околицей, Крестом своих рук ограждая живых, Всем миром сойдясь, наши прадеды молятся За в бога не верящих внуков своих. Ты знаешь, наверное, все-таки Родина — Не дом городской, где я празднично жил, А эти проселки, что дедами пройдены, С простыми крестами их русских могил. Не знаю, как ты, а меня с деревенскою Дорожной тоской от села до села, Со вдовьей слезою и с песнею женскою Впервые война на проселках свела. Ты помнишь, Алеша: изба под Борисовом, По мертвому плачущий девичий крик, Седая старуха в салопчике плисовом, Весь в белом, как на смерть одетый, старик. Ну что им сказать, чем утешить могли мы их? Но, горе поняв своим бабьим чутьем, Ты помнишь, старуха сказала:- Родимые, Покуда идите, мы вас подождем. «Мы вас подождем!»- говорили нам пажити. «Мы вас подождем!»- говорили леса. Ты знаешь, Алеша, ночами мне кажется, Что следом за мной их идут голоса. По русским обычаям, только пожарища На русской земле раскидав позади, На наших глазах умирали товарищи, По-русски рубаху рванув на груди. Нас пули с тобою пока еще милуют. Но, трижды поверив, что жизнь уже вся, Я все-таки горд был за самую милую, За горькую землю, где я родился, За то, что на ней умереть мне завещано, Что русская мать нас на свет родила, Что, в бой провожая нас, русская женщина По-русски три раза меня обняла.2 балла
-
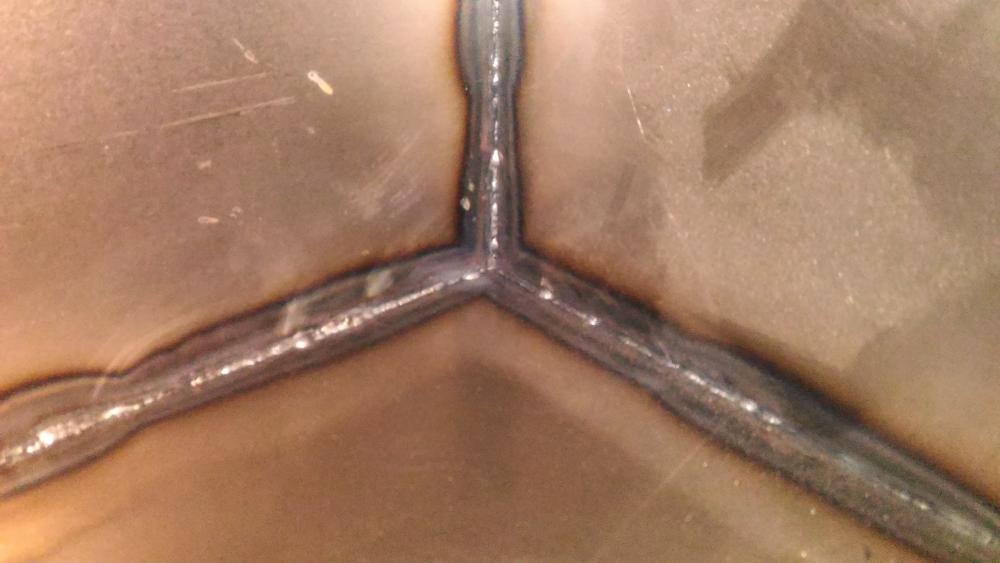
Даже и не думал,что придёт момент и будешь радоваться свежей трещине,а не вырезкам и переделкам. Ну,а пока шиномонтажники таскают в основном вот такие диски. Всё варилось китайским сундуками и китайскими горелками, руки+голова молдавские .
2 балла
-
Ломают - варим. Попросили кусок герметично приварить, при этом не залазить вовнутрь.
2 балла
-
Ребята, прошу прощения! Фото перенес с телефона на комп, прикрепил, но не загрузил.. И не проверил, подумал автоматом все сделается.
2 балла
-
Добавлю немного макро. Дрозофила1 балл
-
Сделал из старого стенда для ремонта ГМП Белаза приспособу для наплавки под расточку подшипниковых гнезд ступиц Белаза. Первая пошла)))Помошник крутит ручку, ступица вращается примерно 1\3 оборота в минуту.На 5 подаче идет наплавка. Завтра расточат-посмотрим что получилось, но я думаю нормально все будет.
1 балл
-
"Изо всех спекуляций самая доступная и оттого самая распространенная — спекуляция патриотизмом, бойчее всего распродается любовь к родине — во все времена товар этот нарасхват." В. Астафьев.1 балл
-
Воодушевлённый прошедшими пасхальными экспериментами, утром продолжил забавы с дрожжевым тестом.
1 балл
-
Ванна для аквапечати, размер основания 1700х800, глубина 900. Черняга, толщина листа - 1,5 мм, обвязка - профиль 30х30х2. В общем бывает такая работа, которую просто надо сделать без особого на то желания... Кроил листы болгаркой, собирал полуавтоматом, обваривал в аргоне. Перегородку внутри ванны решил сделать "пристройкой" и сварить одним швом 3 листа, мне это показалось лучше, чем лезть внутрь проваривать перегородку... Внутрянка как раз перегородки... Собирал все в одного. После покраски...
1 балл
-
Уже сделал одну.
1 балл
-
Нанотехнологии.Удлинитель для ИЧ.Винт 2,5 мм,шарик от подшипника.
1 балл
-
Сегодня для демонстрации приспособления намагнитил по заугольям разного мусора,скинул его в одну кучку и за два раза перегрузил в ведро и опять чисто.За сапог хватается как собака,там в мысу железка вделана.
1 балл
-
У меня вот такая мотыга сделана ,уже лет пятнадцать наверное.Подсоединяю к массе и держаку сварочного аппарата(выпрямитель постоянка 58 вольт холостого) ,тянет огарки ,стружку от токарки,пудру от болгарки неимоверно.Эта катушка от распределителя подстанции,220вольт постоянки на бирке было,я больше 58 вольт не запитывал,её и так от массивной железки не оторвать.Я собираю ей мелкий металлический хлам а потом над ведром кнопку отпускаю и всё сыплется вниз.Если поднести ближе двадцати сантиметров к ведру то оно подпрыгнет к магниту со всем ранее туда насыпанным.Вообщем адская штука,затоптанные огарки из земли выпрыгивают.
1 балл
































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)