Лидеры




Популярный контент
Показан контент с высокой репутацией 11.01.2017 в Сообщения
-
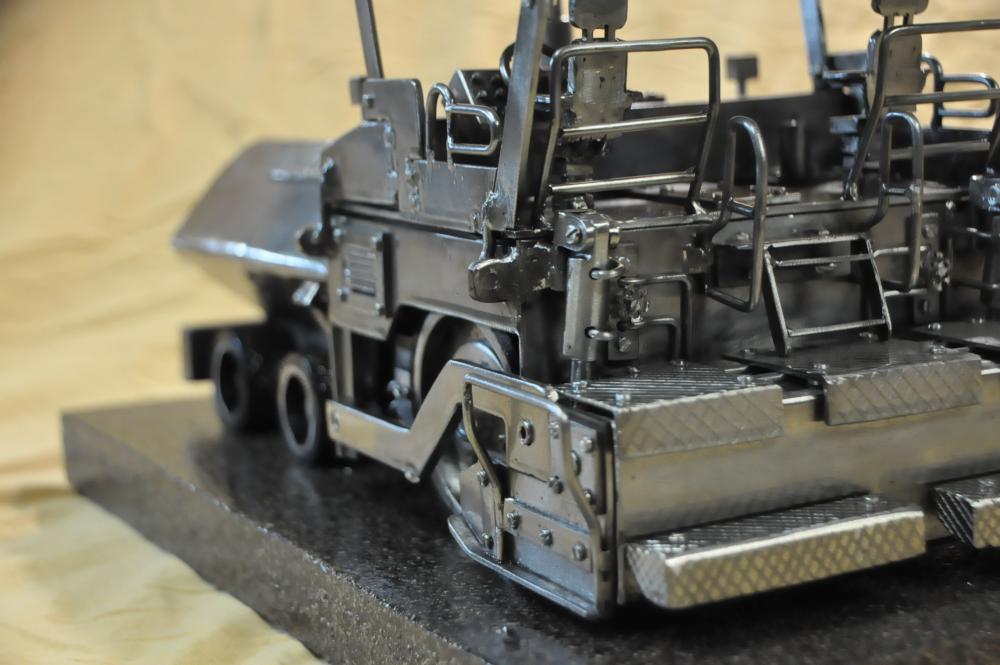
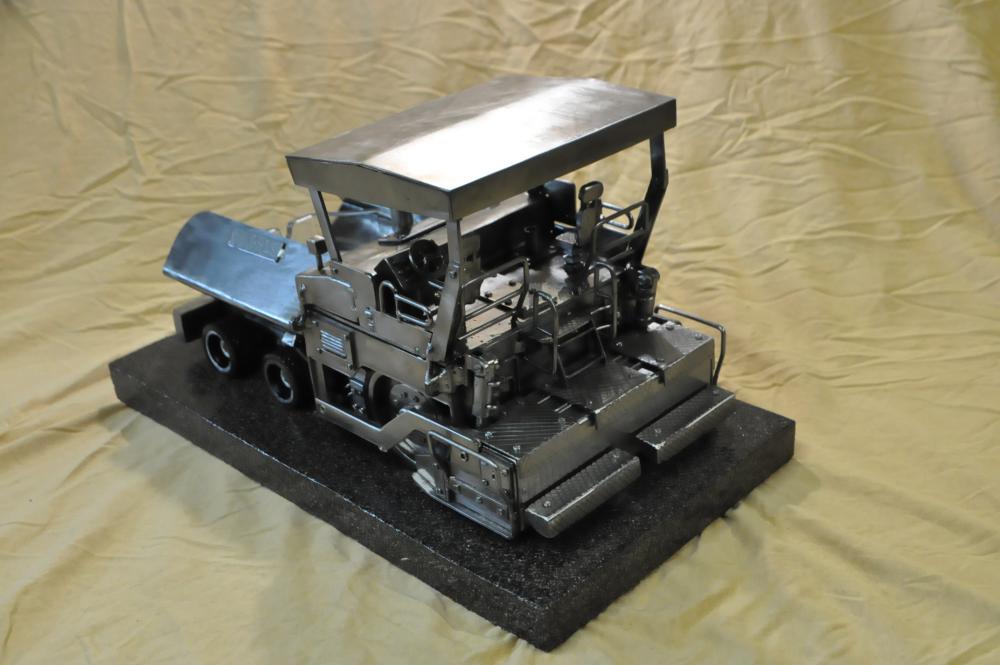
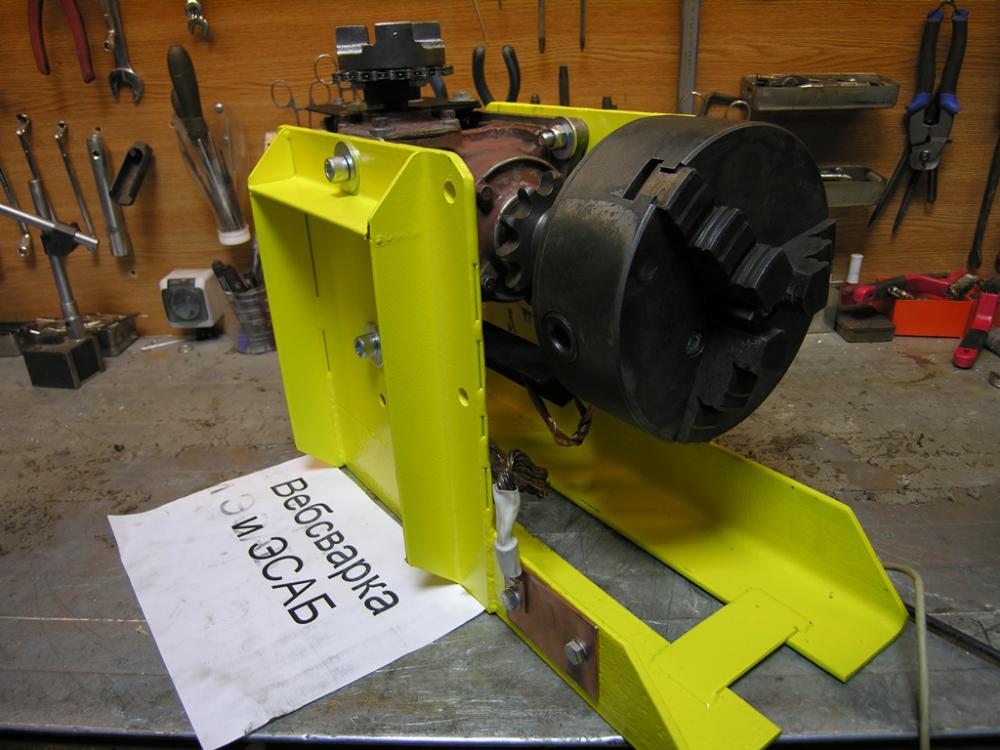
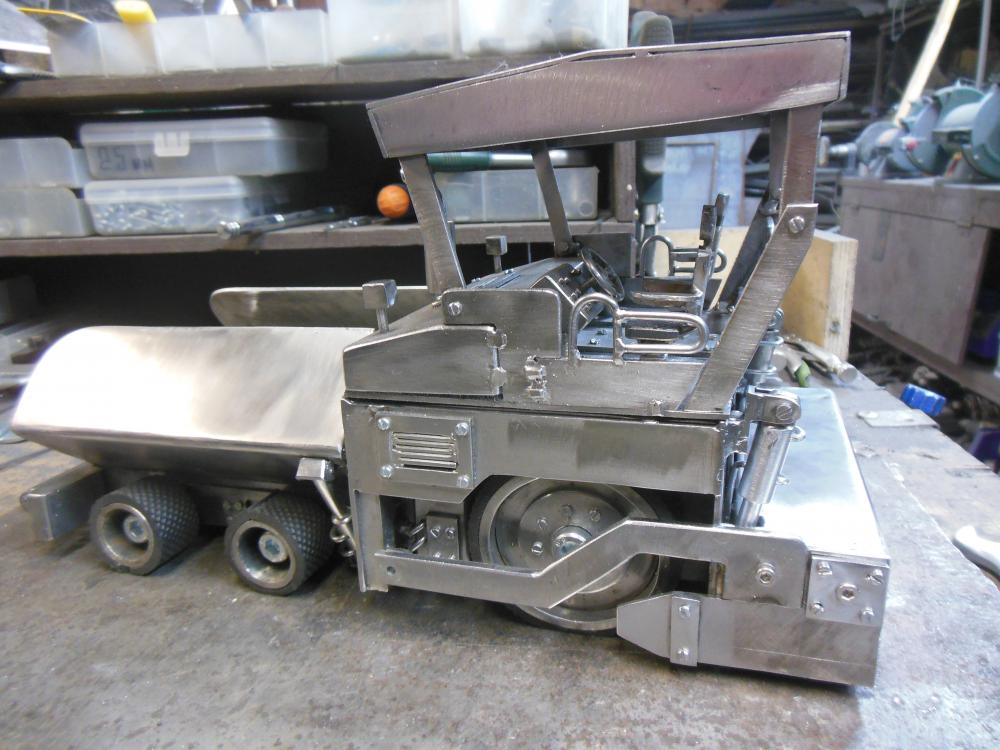
Сегодня доделал укладчик. Покрасил лаком и поставил на подставку. Получились размеры по основанию 37 см на 20см.
 10 баллов
10 баллов -
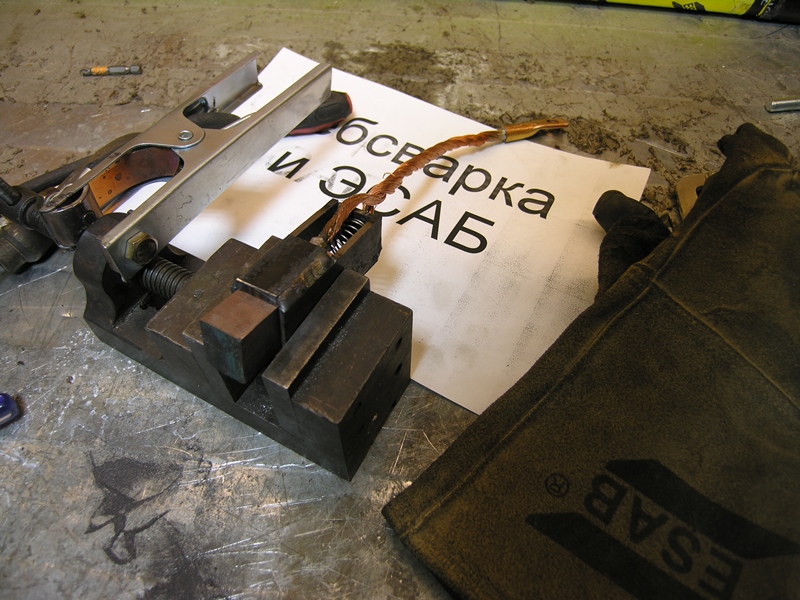
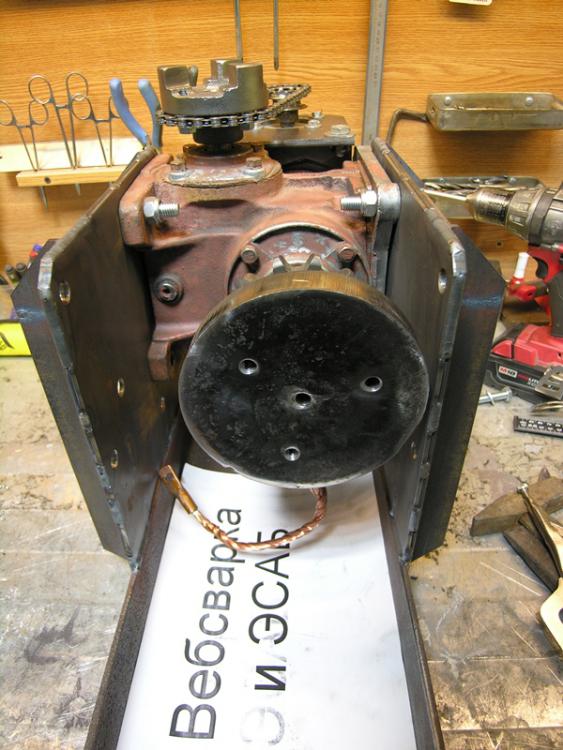
Конкурсная работа №21 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Добрый день. Давненько мечтал подарить себе вращатель. Работы для него у меня не много, но иногда нужен. Недавно наваривал муфты на алюминиевые трубы, так вращатель очень бы помог. Уже подобрал червяный редуктор как основу, но не хватало того волшебного пинка, чтобы взяться за работу. И вот он -- конкурс. Итак, под руками, а точнее под ногами, нашлось: редуктор, асинхронный двигатель 0,18кВт, частотник и патрон 200мм. Первые дни новогодних каникул потратил на отмачивание и разборку патрона, цать лет пролежавшего в гараже. Затем собрал заготовку для рамы Кронштейн для двигателя Первая примерка, разметка отверстий. Думал звёздочка на выходном вале будет калёная, оказалась сырая. Приварил к ней шайбу для крепления патрона Меднографитовая щётка оказалась без хвоста Не беда, хвост 40мм2 Сварил из полосы щёткодержатель И кронштейн Продолжение следует... Шкив, а точнее остатки муфты, на ведущем валу редуктора из чугуна, нарезал резьбу М8. Звезда 22Т. На двигателе звезда 11Т Окончательная примерка, первые пуски Щёточный узел В покраску Пока сохнет краска сделал пульт управления Полоса 50*2 АД31 Всё финиш Покрасил Пульт на магнитике Управление вращателем осуществляется при помощи пульта и кнопки ТИГ горелки (управление током через педаль). На пульте устанавливается скорость вращения и направление. Пуск при нажатии кнопки на горелке. Также на пульте кнопка "перемотки", т.е. при нажатии ПЧ вращает двигатель с максимальной скоростью, настройку при этом менять не нужно. Побаловался, покрутил-поварил. Нужно привыкать к управлению, путаюсь. Педаль пока делать не стал, не представляю как танцевать на двух педалях, особенно стоя. Подарком своим полностью доволен. По затратам: редуктор, двигатель, патрон были когда-то спасены из металлолома. Частотник был куплен за 3000р на ебее (для фрезера, который так и стоит в полуразобранном виде). Кнопки, переключатели, крепёж и пара баллонов краски обошлись примерно в 1500р. Пара слов об управлении https://youtu.be/v9uRywCLNYE
9 баллов
-
нужно не просто перекатывать сбоку на бок, нужно ещё рукой и кистью работать активно. на следущей неделе попробую сделать ролик на работе. принцип тот же как бочку по полу передвигать, нужно не только на ребро ставить и с боку набок нужно ещё дать угла чтоб она пошла в перёд5 баллов
-
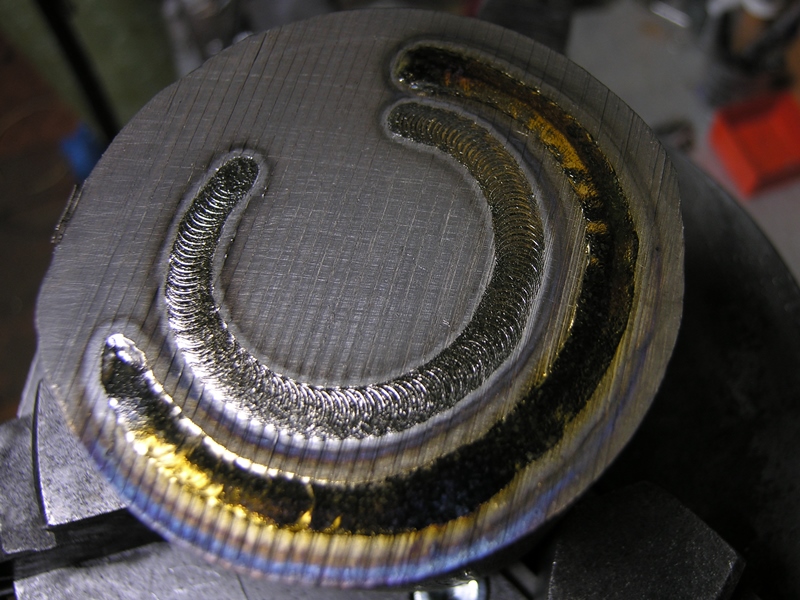
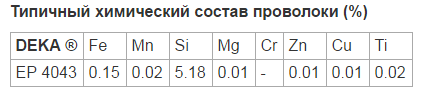
@ПростоМимоПроходил, Состав сплава.Присадка.Подходит.
5 баллов
-
Наплавка роликов.
5 баллов
-
В том и суть, что это стимул сделать себе то, что давно хотел, но откладывал по тем или иным причинам. Обычно то, что делаешь для себя это самый долгострой, т.к. никто (заказчик, работодатель) не подгоняет. Прекрасная возможность для сапожника пошить себе сапоги. Даже если не в призах, то с сапогами.4 балла
-
@konstantinXX,Для проверки вполне хватает слегка обточеных сосков с бескамерного колеса.4 балла
-
Конкурсная работа №31 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Доброго времени суток!В первую очередь,хочу выразить благодарность,организаторам конкурса!Респект вам и уважуха!)На мой взгляд ,заслуживает уважения,мотивирование людей на творчество,на созидание чего-то прекрасного!Спасибо Esab и Вебсварка,низкий вам поклон! Теперь к делу.Буквально накануне,начал ваять изделие,на которое вдохновила жизнь и культура,одного народа.Какого народа,из названия понятно.)Захотелось сделать не большой анонс и по мере продвижения,добавлять информацию.Надеюсь администраторы не будут против. Так как задачи,которые перед собой ставлю,должны быть интересными,а не простыми,решил ни к кому не обращаться и сделать все у себя в мастерской!Только ручной труд и ручной электроинструмент!Никаких радостей слесарей и сварщиков...Ни ЧПУ,ни Лазеров,ничего.Болгарка,Tig,молоточки,напильники и тому подобное.Благодарю за внимание!)Участникам удачи!!! Не много лирики.Почему именно такой подарок?!Причин множество.Во-первых,в детстве очень хотелось побыть индейцем,хоть не много.Но такой возможности не выдалось.Во-вторых,я верю в разнообразные мистические "легенды",а индейцы наделяли этот атрибут позитивными,мистическими поверьями!Ну и последнее,подарком является не только конечный результат и любимая скульптура на столе.Подарок это и сам процесс ее создания,так как акт творения доставляет огромное удовольствие.Данная "скульптура",не будет иметь никакой функциональной задачи,кроме эстетической. Теперь не много сухих цифр.Основной материал,использующийся в данной композиции-1.5мм нержавеющая сталь.Ободок вырезал из кастрюли.Понадобится еще не много 3мм нержи,возможно что-нибудь еще...В процессе импровизирую! Ну и с наступающим всех,всем вам благ,душевных и материальных!P.S.Готовность около 50-ти % С наступившим новым годом всех и наступающим Рождеством! Продолжение.По Роучу все вам уже понятно,без комментариев,не закончен еще.А вот с "личиком" эпопея началась!Выбран путь реализации,далеко не самый простой.Были варианты сделать по макету из стекловолокна или из листового металла,попробовать вылить из алюминия,купить готовое...По множеству причин,все эти варианты были отброшены и выбран самый трудоемкий способ,хотя бы потому,что у нас тут конкурс сварщиков,а не абы кого!)В мастерской отрыл несколько алюминиевых полосок 1мм,нормальный алюминь купить не успел,не подготовился.Так как художником не являюсь,при помощи 3d моделирования и картона сделал макет,дабы представлять пропорции и масштабы.Пруток 1.6 и АДС,авантюра началась!P.S.Челюсть еще ждет дооолгая,кропотливая обработка! Около 20-ти часов наплавления.Сначала было совсем тяжко,так как пруток только 1.6 в наличии был.Макет не помогает,приходится на глаз ваять.Продолжение следует... Доброго времени суток!Так как времени осталось совсем не много,решил действовать по упрощенной программе.Череп приближается к завершению.На него выдул 40 литров аргона.Несколько фото на тапок.Следующий отчёт будет финальным! Фух!Закончена работа!Это был безусловно приятный процесс...Очевидно,что процесс созидания,гораздо более приятен,чем акт потребления,например!Подарок,явно мне по душе и получился знатно,по моим оценкам и оценкам близких людей.Хотя,изначально задумка не включала наличие "головы",но учитывая,что скульптура будет занимать место в мастерской мотоциклетной,то череп придется кстати!Так как для мотоциклистов,череп является позитивным символом!Еще раз благодарю организаторов за возможность проявить свои навыки и за серьезную мотивацию!Всем участникам удачи!Увидимся!
3 балла
-
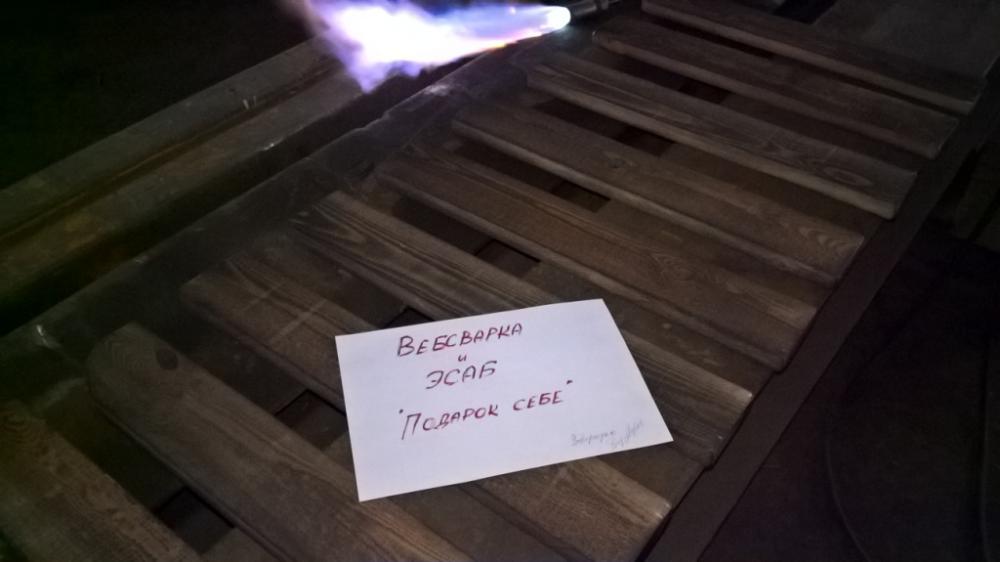
Конкурсная работа №3 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Граждане и гражданочки, форумчане и форумчаночки … Всем здравствуйте! С наступающим Новым Годом! Эта история началась чуть раньше, чем был объявлен конкурс, примерно часов на 5.Решил изобразить кресло-качалку в подарок себе (для себя любимого) , как раз на работе внеплановое затишье (перед бурей) наступило. Ну и в субботу(24.12.2016) покатил на работу (имею доступ) изобретать. За чашечкой утреннего кофе, рисуем на листке закорючки, ищем идею. Ну а после найденного наброска, иду в цех, воплощать идею из металла. Не много трубы (32х3.5мм),чуть чуть досочек (остатки от выполненных заказов). На первом этапе, становлюсь гибщиком, делаю заготовку боковин. Собираю заготовку на прихватки. Сварка боковин ;РАДС(TIG), пруток присадочный OK Tigrod 12.64 ф2мм. Прикатил домой, открыл Вебсварку, и вот он. Наш Дед Мороз сварщиков (ЭСАБ Россия) конкурс снова новогодний задумал, да и название «Подарок себе» как надо. Процесс изготовления стал поинтересснее. В понедельник задержался на работе, изобразил скелет кресла. Дальнейшей задачей стало, напилить, обстрогать досочки,и обжечь не много. Скелет окрашен,досочки покрыты лаком.А дальше (свадьба),электроды переходные приобретены (саморезы )… Вот теперь в этом кресле,я буду отдыхать в перерывах работы, правда лак ещё не подсох,но этож ведь на Новый год подарок. П.с. Вебсварка и ЕСАБ так держать.Ещё раз всех С Новым 2017 годом друзья.
3 балла
-
доброго вечера спасибо большое за книгу, вчера был у дяди Юры в гостях
3 балла
-
Розы красивые. но я от кованных идей решил отказаться , так как Форум сварщиков а не кузнецов.3 балла
-
добавлю то же замена плиты на бочке
3 балла
-
Конкурсная работа №12 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Идея витала давно,Вот решил воплотить в металл. За сегодняшний день изготовил бокс для хранения вольфрамовых электродов. Берём кабель-канал,размечаем,отрезаем нужный размер. Завариваем торцы. В качестве присадки использовал присадку 1мм. рядом лежит. Приклепал профильные пластины,которые будут служить креплениями.Конструкция будет съёмная, заготовил и ответную часть.Готовое изделие. Продолжим.Разметил металл,порубил,согнул профиля. Решил добавить ещё два бокса,откидных. Кейс сварен. Ждет установки боксов.Второй этап. Добыл профильную трубу АМг,порезал в размер. Пока, после праздничное затишье,глобальных работ нет ,собираю конструкцию. Берём кусок швеллера(естественно алюминиевый) пилим,режим заготовки ,делаем снизу полку,можно сварочник поставить. Осталось столешницу поставить.Конструкция вполне компактно собирается и много места не занимает. Стол готов к эксплуатации. Кейс готов к эксплуатации. Столик уже работает. И итоговое фото набора
2 балла
-
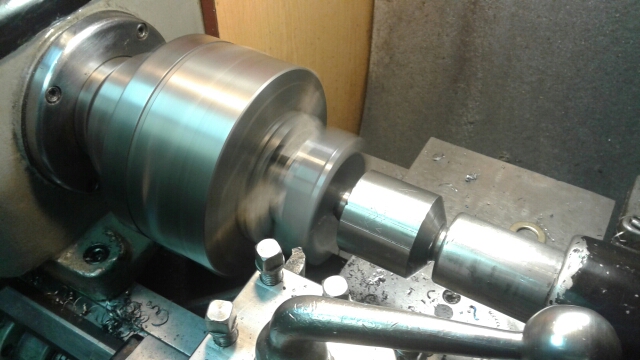
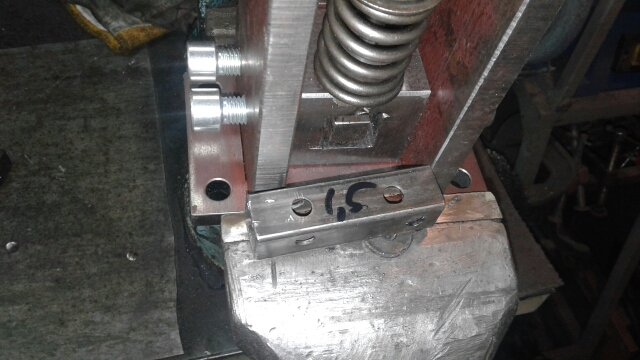
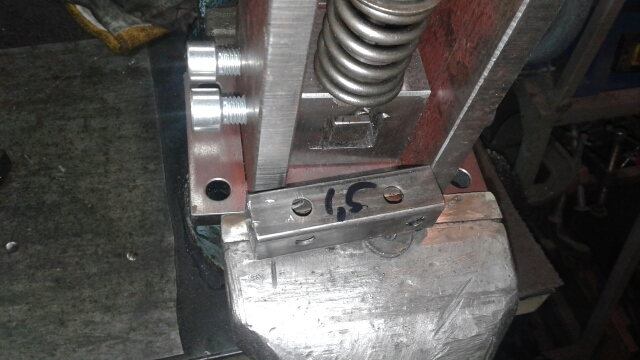
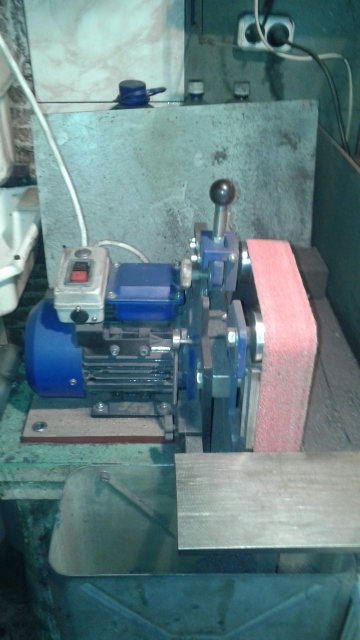
Конкурсная работа №13 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Ну это как бы подарок не себе, а навеено темой.. Василий попросил, Андрей сделал... Сперва было все в мыслях, потом в Автокаде..... потом нарезано лазером... Обработал кромки, скидал примерно комлектуху: Будем делать из квадратного-круглое Центруем Точим: Сверлим отверстие вообще не по центру: Пилим "матрицу": Свариваем-обрабатываем: Свариваем корпус: Фрезеруем посадку, примерно собираем: Варим рычаг: Ну и собираем все в кучу: Испытания: Испытания проводились на трубе толщиной 1,2 и 1,5... 2.0 в наличии не было Продавливаются легко, рычагом 0,5 м. Вывод: на поток конечно в таком сыром виде не поставишь, но малость доработать (сделать матрицу из нормального металла) и можно попробовать в серию! Спасибо всем помогавшим мне участвовать в этом конкурсе: Токарник: Сверлилку: Фрезер: Обогреватель: Чайник: Тиски: Гриндер: Сварочникам: Кресло: Ну и конечно же мне: Всех с Новым годом!
2 балла
-
Люблю нержавейку в сантехнике. Балуюсь изготовлением разных безделушек. Воздухосборники например для отопления или ГВС. Так как красивость моего шва , пока оставляет желать лучшего. Предпочитаю после сварки обрабатывать швы и детали.Хочу узнать как правильно восстановить металл в области шва, или обработки.
2 балла
-
@Шурпет, тут ближе по смыслу значение (англицизм) *упорный*2 балла
-
Сварщикам не знакомо понятие обычного рабочего дня – с 9 до 17 за офисным столом. Зачастую они не знают, над какой задачей им предстоит работать сегодня, но точно знают, что должны быть готовы ко всему - к использованию любых сварочных процессов, любой мощности, любым материалам, в любом месте и в любое время. https://www.avito.ru/severodvinsk/remont_i_stroitelstvo/universalnyy_svarochnyy_apparat_esab_rebel_emp_215_8230271682 балла
-
@selco, а у Вас прожектора никакого нет? можно попробовать подсветить хорошо и со степенью затемнения стёкол поиграться. должен быть результат. из того что видел - при проф съемке сварки всегда свет очень хороший делают.2 балла
-
Аппарат мне не понравился! Да, на Ф3мм можно шпарить а вот Ф4 на полную мощь ушёл в защиту оставив 15см электрода в держаке. Варит мягко. Если котел варить то не пойдёт. Если ворота варить летом то не знаю, большие сомнения.2 балла
-
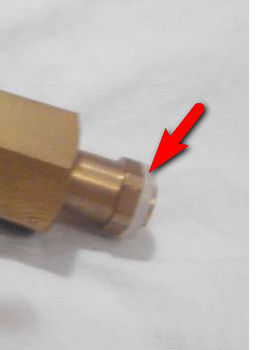
Да от ситуации... собираю по жизни резиновые пластиковые пробки колпачки(вплоть до от петардо ракет ) ...резьбовые 1/2 наружняя -покупные с резинкой. 1/2 -3/4 Внутренняя... от не годных сантех шлангов собираю гайки, внутрь монетку и родную прокладку. Ну и сосок для накачки, куда ж без него , есть пробки с впаянными , от грузовика или от лисапеда(они без резины)2 балла
-
У "Х" и "ХХ" ширина стекла одинаковая - 107 мм. Разница в высоте 54 и 73 мм соответственно. Чтобы меньше уставали глаза на Хаелеоне, подбирать степень затемнения пропорционально токам, а еще в соответствии с освещеностью, чтобы световой поток был примерно одинаков в открытом состоянии маски и в закрытом при сварке. Тогда глаза будут меньше уставать от эфекта стробоскопа.2 балла
-
Почти как 2 Гарин. (Тугарин) Триггер. HEF40106. Только это пол дела. Если её начало прошивать, то вскорости опять прошьёт. Это осциллятор на кнопку пробивает. Развязку нужно делать или помехоподавление.2 балла
-
сигаретница особенно понравилась!2 балла
-
Чортъ, поздновато прочитал сообщение о конкурсе! Ничего, надеюсь успеть поучаствовать - от лица артели! Дмитрий P.S. сделаю маленький ночник - по мотивам лампы "Морской конёк"2 балла
-
@laguna,@Точмаш 23, Спасибо ребята, успокоили.2 балла
-
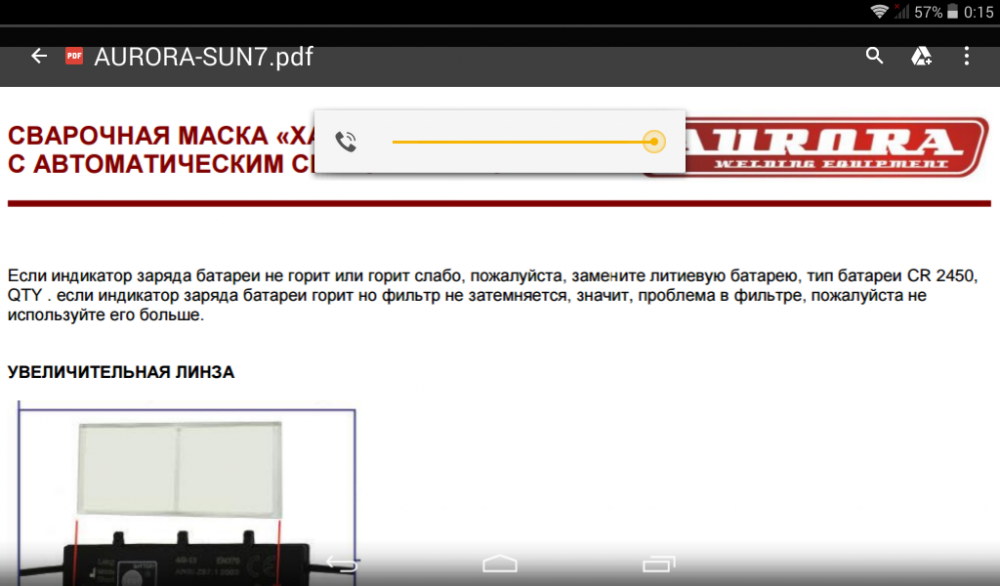
@340i, всё же сравнивать микросхему АСФ и плату(-ы) сварочных аппаратов в контексте использования лака - не совсем то, как лично мне видится. А вот такие проблемы с заменой элементов питания, начиная от трудностей доступа к самой батарейке, хрупкие пластиковые детали и т.д. явно портят репутацию бренда. Ну, а уж припайка контактов к полюсам - это уж вообще, ни в какие ворота! А что по этому поводу сказано в инструкции к маске? Ps Нашел. Интересно... "Если что, замените элемент питания". И всё. Как, что, чем?! "Дело рук самих утопающих", что ли ?
2 балла
-
Вам хватит)) . Самое страшное не сама кислота, а ее испарения. Когда наносим нужен правильный СИЗ (нигде не соблюдено в приемлемом виде)). Когда просто смываем на пол/ землю - по факту разбавляем ее (не уменьшая не объем ни агрессивность паров)). Различают 3 основных способа - химический , электрохимический, механический. Химический способ предполагает сначала процедуру травления/очистки - процесс направлен на удаление ферритного загрязнения в любой форме (например после вальцов, гибки, рубки портальной резки- загрязнения ферритного характера гарантированны )) , а также на общее осветление НЖ . Следующий известный хим процесс - пассивация . Тут вступают в дело более агрессивные смеси кислот , основное назначение оных - ускорить и углубить процесс выращивания пассивного слоя на НЖ . Ну и понятно остается процесс нейтрализации - применяются (у нормальных производителей) специальные нейтрализующие смеси . Желательно еще консервировать (консерватор спрей). Оптимальные режимы для таких работ от 15 до 20 градусов по цельсу (при 5 градусах уже про эту технологическую цепочку можно забыть))). Электрохимию осветим завтра.2 балла
-
Ну вот новогодние праздники закончились. Завтра уже на работу. Сделал достаточно много. Несмотря на праздники логистика работает без перерыва. Вовремя подвезли два кресла ,пульт управления ,два цилиндра ну и всякую мелочёвку.Сделал две дуги для крыши и пошел поесть. По возвращении понял что получается не очень.Переделал высоту задней дуги .Вроде получилось поинтересней. Ну на этом этапе пока всё.
2 балла
-
Изучив шедевр шведской корысти, еще раз удостоверился в генальном складе ума разработчиков продукта. Маска имеет ряд недостатков,но на фоне преимуществ не столь заметных, но подталкивающих потребителя приобретать в добавок и следующую модель MP. То бишь иметь потребителю весь ассортимент серии 9100, как маркетингово грамотно!! Сын поработал моделью.
1 балл
-
@edge1, обычно с редуктором. если нет-колхозьте из обычной пластиковой крышки на банку.
1 балл
-
@pavel83,@Piratwar, Проворонил. С Днюхой! Удачи в жизни и счастья !1 балл
-
Большой формат стекла это конечно понтово. Но если рассматривать к примеру последнюю серию 9100. И взять стандартную маску, у которой стекло находится близко к глазам, то модификации "V" вполне достаточно, "X" - просто раскошно, а "XX" - это уже запредельно, учитывая боковые стекла. Другое дело модификация "FX" у которой стекло удалено на приличное расстояние, в это модификации можно думать о более большом стекле.1 балл
-
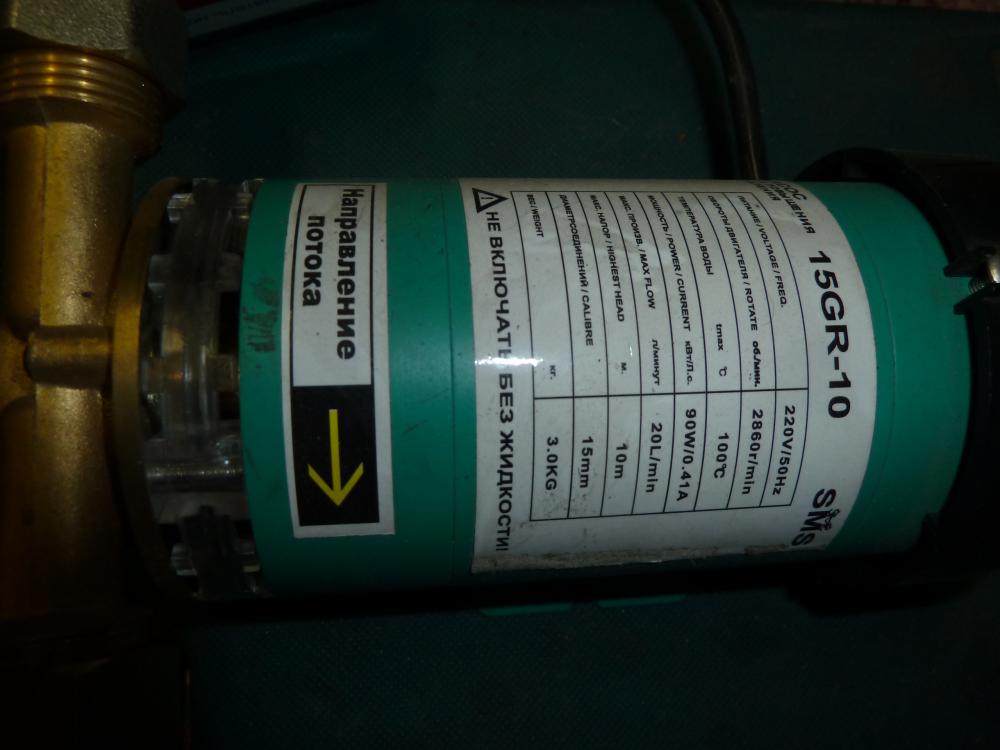
Да в магазине "сантехника" , насос повышающий давление то есть перед краном или несколькими кранами ставиться и повышает в кране давление обычно перепады давления в частных домах в коих гидростанции с маленьким баком-аккумулятором стоят, кран открыл он включается , закрыл отключается . Можно использовать и без автоматики .
1 балл
-
1 балл
-
Есть такой - Гойко Митич - индеец навсегда))
1 балл
-
Ребята,для кого то сварка- работа,для меня увлечение,причём наравне с плотницкими работами,увлечением строительством в широком смысле... И сварка это часть работ,результатом которых получается нечто ценное или нужное. Я лично тоже буду участвовать. И сварка там будет и другое. Главное- результат. А ещё,что всех нас здесь на вебсварке объединяет увлечение сваркой И ещё,все участники на главный приз надеются!!!! В том и смысл конкурса. Не будем собачиться, давайте жить дружно. я думаю,мы же люди и подарки могут быть не только как для сварщика. Подарил же кто то себе железного человечка. Мечтал значит долго о нем.... И вот наконец получил)))))1 балл
-
Интересная дискуссия развернулась на форуме. Конкурс в первую очередь объединяет влюблённых в эту профессию всех участников. Кто, что делает и как-дело десятое. Лишь бы самому нравилось. А количество чистой сварки в любом изделии 10-15%, а остальное это изготовление, сборка и т.д. Главное всё таки получить личное удовлетворение от своего труда при мотивации устроителей. И не следует критиковать какой у кого шов и его длинна в изделии-главное ведь не это. Просто погасите в себе зависть и гордыню и всё встанет на своё место, а то начали делить шкуру не убитого зверя. Это моё мнение.1 балл
-
Константин это у Вас,и вашей шараги другая цель!А на видео всё предельно ясно и понятно!1 балл
-
3Dпринтермля1 балл
-
@Antidot, я видел это, и от этого, китайщина не стала италией.)1 балл
-
@Anton VL,Мастера уходить(уводить) в сторону зовут Антон, живет в Сургуте))) Ты уж пожайлуста не обижайся...1 балл
-
@Anton VL,При чем здесь вообще Китай - Китай? Они силой наших торгашей "сварпомойки" заставляют покупать и ввозить?1 балл
-
По поводу цены аргона хочу поделиться,у нас в Костроме аргон высочайшего кач-ва стоит 900 рублей.В Кирове говорят 600руб.1 балл
-
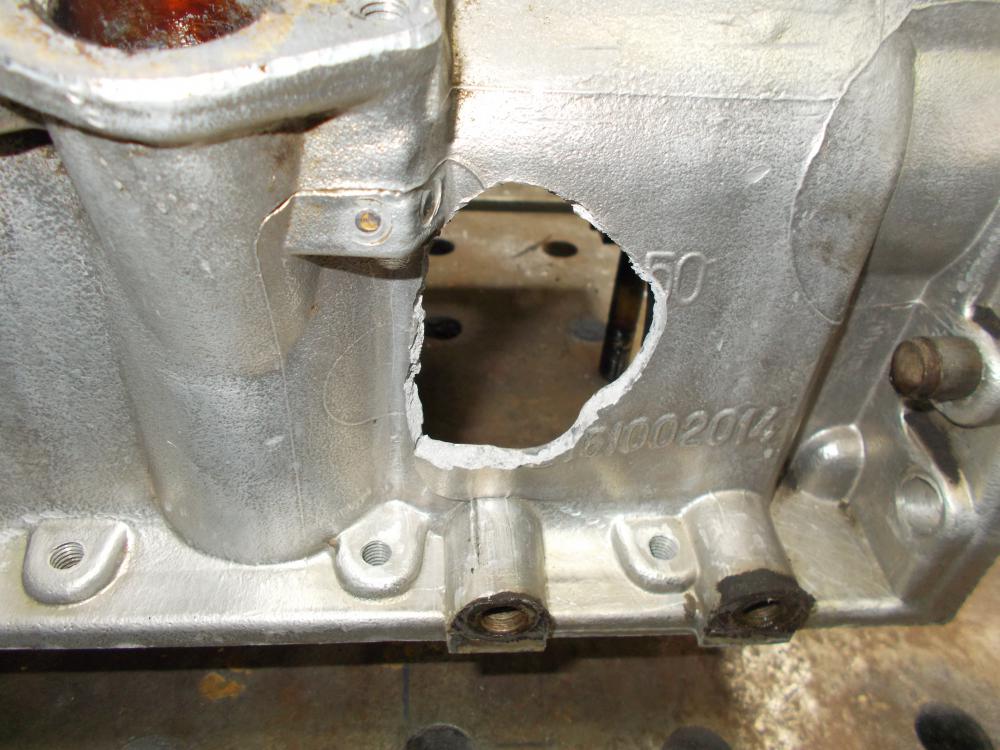
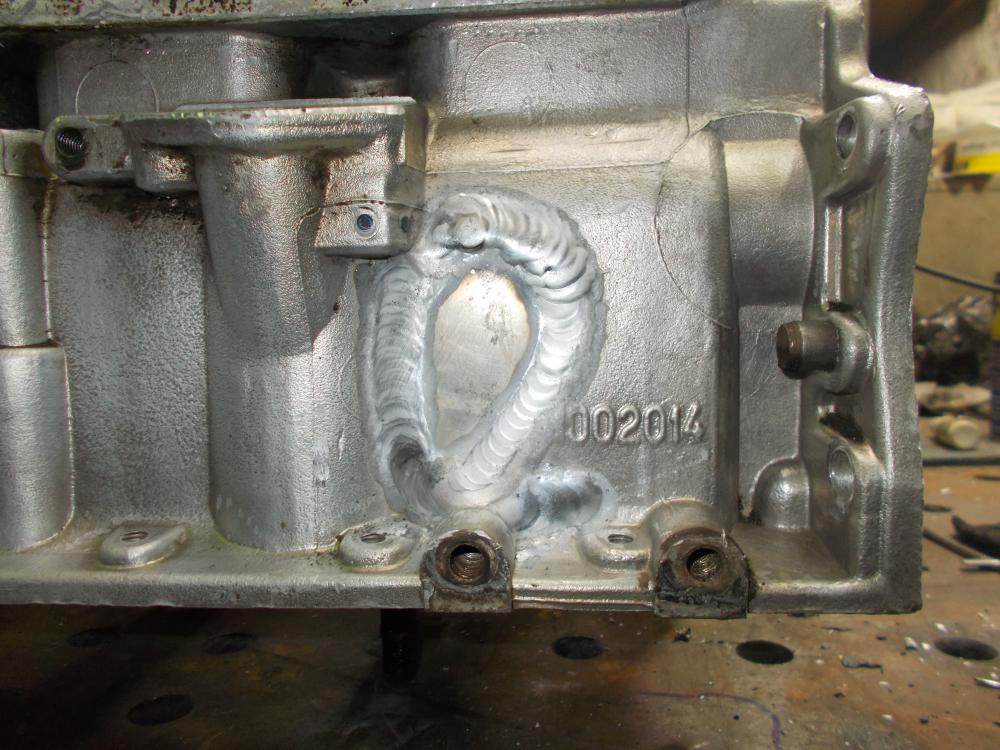
Ну вот руки дошли и до блока о котором говорил в посте http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=233872 Извините за большое количество фоток , ну как бы поэтапно.
1 балл
-
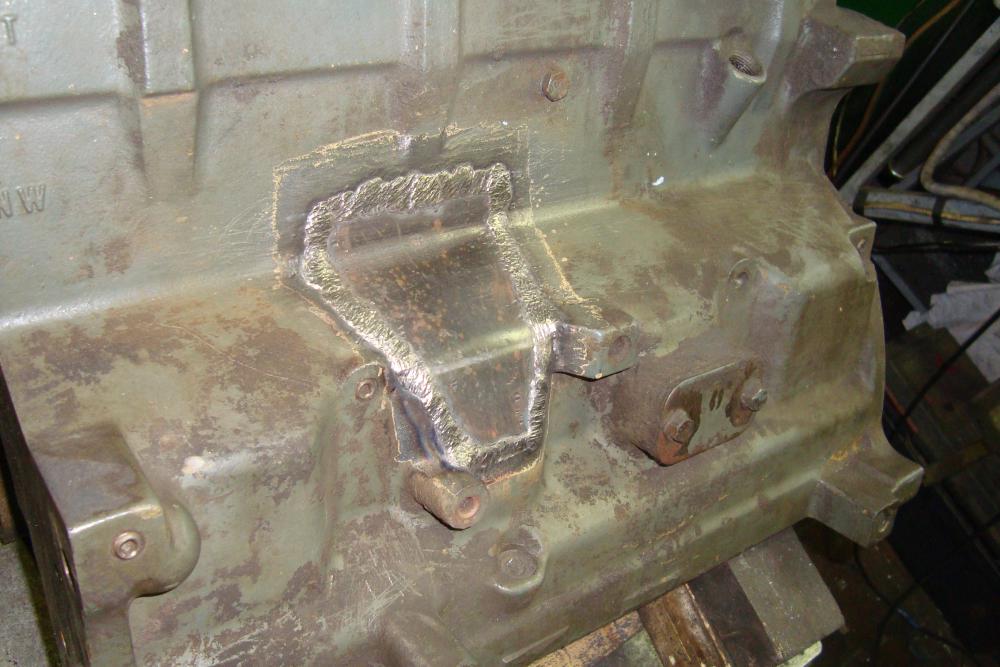
Да что ж это за напасть-то такая?!! Прям эпидемия... Мой пациент-третьим будет. Блок с УМЗ-4216. Картина маслом... Пробоины подровнял. Вырезал латки из "донорского" блока. Кромки разделал Х-образной разделкой. Варил с предподогревом блока до 200 град. Ток сварки-порядка 200 А. Вид снаружи и изнутри. На очереди-ещё пациент той же модели. Только случай-более сложный. Повреждены масляный канал и одна из постелей распредвала.
1 балл
-
Это хорошо,что вы по- доброму реагируете на мое замечание.Оно основано на фактах.Немного поясню.Металлы с объемноцентрированной решеткой,к примеру,железо имеют предел физической выносливости ,т.е. способны выдержать бесконечное число циклов нагружения без разрушения;а металлы с гранецентрированной решеткой не имеют физического предела выносливости -алюминий,медь и т.д. и они рано или поздно будут разрушены.Для них разрушение неизбежно при любых нагрузках,как смерть для человека.И, чтобы продлить жизнь алюминию,тем более,когда он подвергается сварке с заметным разупрочнением в ЗТВ,надо не допускать резких дефектов поверхности,таких как надрезы,наплывы,риски и т.д.,особенно,если они перпендикулярны прилагаемому усилию.Эти дефекты являются концентраторами напряжения-в них зарождается трещина. Чем лучше обработана поверхность,чем плавнее переходы,тем больше будет жить деталь...Этому правилу,ПО ВОЗМОЖНОСТИ,надо следовать всегда1 балл
-
Так и работаем!!!
1 балл
-
Подарок армейского товарища (вместе с "древним" коньяком)...
1 балл
-
Отцу такой покупал,филейный из дамаска,хороший нож,даже с заводской заточкой бумагу шинкует хорошо.
1 балл