Лидеры




Популярный контент
Показан контент с высокой репутацией 29.03.2016 в Сообщения
-
Футеровка ёмкости свинцом.Температурный режим и концентрация кислоты ,не выдержит сталь.
 11 баллов
11 баллов -
Валера, а резьбовые вставки там не пойдут? Я уже давно их применяю и извращённой сварки меньше стало.
9 баллов
-
РАДС при сварке чугуна не применяю практически никогда. Уж больно большое удельное тепловложение у данного вида сварки. 60% работ - электроды (в основном Ластек и ЕСАБ), 30% - газопорошковая наплавка (порошки Т-термо), 5% - полуавтомат (Nicore 55 ЕСАБ), 5% - РАДС (присадочные прутки Ni60Fe40, Cu60Ni40). Обпайка или 40%серебросодержащим харрисом или ПОС30 (раньше ПОС10)
9 баллов
-
Саша классные штучки но у меня пока нет но куплю обязательно. Что касается "грузового центра" то да я им сразу предложил вставки купить тем паче у них курьер мотается по Москве постоянно. Но не знаю жадность или такое отношение к работе , пропустили предложение мимо ушей. Их там человек 20 слесарей и механиков пяток а мож и больше , а с резьбой мне пришлось "старому" разбираться . Заварил и хотел отдать но не тут то было попросили уж заодно и нарезать новую резьбу , сказали что у них плохо получиться. Да ладно нарезал была М16Х1,5 , сделал М18Х1,5 . Посмотрел у них плазму оставленную прежним хозяином Cebora 60 ампер инвертор , они не пользуют и завтра хозяин позвонит мне может и продаст но не знаю за сколь , есть еще несколько ПА но не знаю каких они в сарае заперты у хозяина , завтра по тел. узнаю.
7 баллов
-
Кронштейн крепления бампера от грузового рено, тяжелая штука. Кронштейн от мотика, дрянь полнейшая кипит и пенится.
7 баллов
-
произвёл телодвижения:
7 баллов
-
Да иногда у наших лучше даже бывает. Вот америка литье сегодня ПА отверстия выравнивал под новую резьбу , гадость. Турбинка со Скании , дрючил дрючил но при сварке тоже норов показывала .
7 баллов
-
@vergaser,42А,толщина стенки 1,5 мм.Пропил 1,6 мм,ЛБ52-2,6 мм. На джасике 160-ом пришлось бы 80-90 а выставить,НХХ-56 в.
6 баллов
-
Потихоньку работа пошла,а то всю зиму у батареи просидел.
6 баллов
-
+++ полностью согласен. Читаю про флюсы, кастолины и рассуждаю надо оно мне или нет. Больше склоняюсь что не надо , есть у меня замечательная CuSi3 она и крепость дает и герметичность . И самое главное ее переносит любой даже самый "гадостный" чугун. Вот ниже фотки ПА чугун самый отвратительный китай с асфальтоукладчика дешевого , ПА дает больше нагрев но все окей и деталь уже третий год ходит. А если ТИГ то можно еще лучшего результата добиться и даже меньше нагреть чугуняку чем газовой горелкой , можно на АС токе меньше концентрация дуги и второй заяц это очистка идет и пор практически не найти ну и отсюда герметичность.
6 баллов
-
@Константин Краев, опрос не получится полноценным, по той причине, что не все понимают как работает Антистик и для чего он вообще нужен. С вашего разрешения, я поясню. Функция Антистик не спасает от залипания, от залипания должен спасать Форсаж дуги, Антистик спасает сам аппарат от длительного КЗ (короткое замыкание) от которого горят даже промышленные аппараты, не говоря уже об инверторах. (бросил держак, он замкнул , а ты не заметил и пипец аппарату) с Антистиком этого не случится. Антистик не даёт раскалится электроду, чем спасает и его тоже, соответственно спасает и электрододержатель. Как работает Антистик? На нормальных аппаратах Антистик при КЗ скидывает ток до нуля, на полусварочниках, какой-то ток остаётся, то есть, скидывается, но не до конца. Работа Антистика - https://www.youtube.com/watch?v=7PWQIkNVqRE Работа Форсажа дуги - https://www.youtube.com/watch?v=Lg4625_CPSM Работа Хотстарта - https://www.youtube.com/watch?v=UAwoKWz5dcE6 баллов
-
ЛБ и УОНИ 4мм ток от 130А На фото Санек, сварной от Бога.
6 баллов
-
@chdv1971, а я думал велосипеды из алюминия все варят Хочу снова немного вас попугать своими убогими начинаниями. По совету одного хорошего форумчанина нарезал в профиле 50х25х2 болгаркой прорези диском 1.6мм они как бы имитируют зазор между деталями. Дальше фото - слабонервным не смотреть А вот это я пытаюсь сварить "детали" с зазором Получалось не очень. Переточил электроды и попробовал снова - уже лучше - начал понимать принцип, вроде как. Присадка везде 1.6мм Пошел немного передохнуть. Верулся - решил потратить баллон до конца - нарезал еще прорезей немного А здесь уже почувствовал себя намного увереннее - то ли опыт, то ли просто везение и нормальная заточка электрода. Надеюсь, что первое Вот так вот! Надеюсь, какой-никакой прогресс здесь есть Извините за ужасные швы Электроды WL-20(синие) 2.4мм Ток везде был примерно 50А
5 баллов
-
Думаю будет интересно начинающим да, давно практикующим и поклонникам велосипедной сварки . Человек показал свои тренировки от мойки, зачистки и сварки. Чего не хватает многим новоделам. Там вообще целый канал. https://www.youtube.com/watch?v=a7lyhpKMvJI5 баллов
-
Тогда такие заказы как на фото полгода варить по капле через присадку
5 баллов
-
Поймал золотую рыбку, после того как,я загадал желания,рыбка сказала:-Лучше зажарь.
4 балла
-
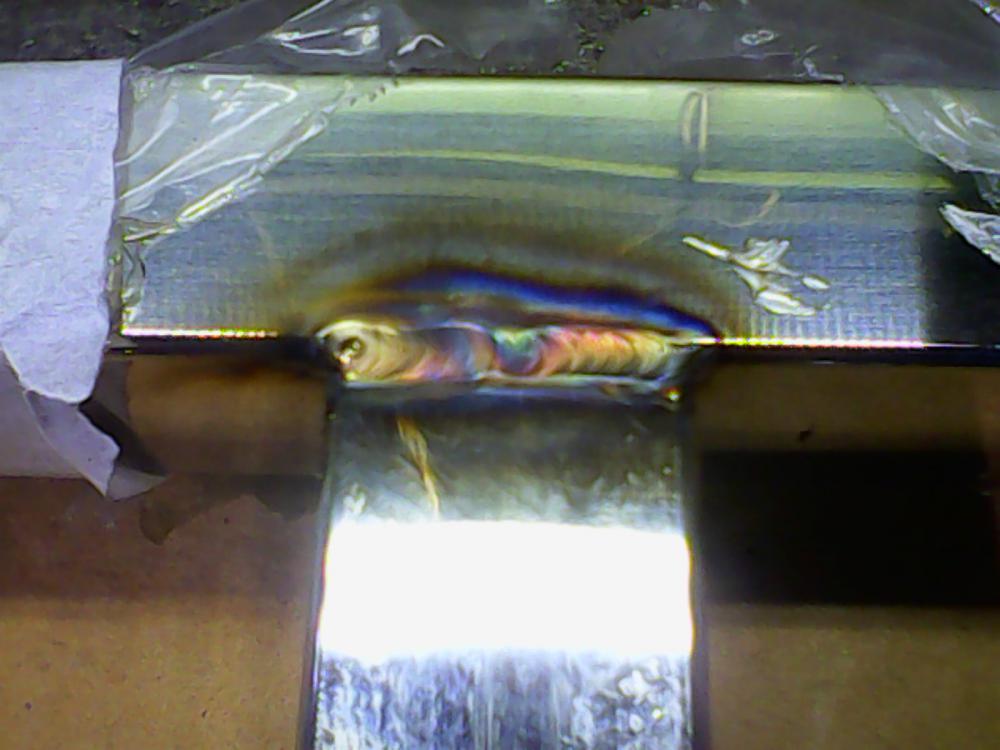
Всем доброго! Варил нержавейку, стенка 1,5 мм, аргон, ток 30 А, газовая линза, сопло № 8, присадка 1 мм из бухты без ярлыка. На сколько можно оценить газовую защиту этих швов? (ничего лучше пока получить не смог)
4 балла
-
@mehanik1102, да та же РАДС, только без образования классической ванны на основном металле.4 балла
-
@Константин Краев,на гроверсе и евм есть,на торусе отключил,по причине неадекватной его работы,во время сварки сам по себе включался этот режим и аппарат на какое то время уходил в защиту.Представители в курсе,причину не знаю.4 балла
-
Вырезать эти "косяки" и заплаты вварить.4 балла
-
Обязательно завтра попробую. Но если с таким видом как на Вашем фото клиенту деталь отдать ... Это не по мне. Работу надо делать так чтобы клиент взяв изделие из ремонта сказал -Я так никогда не сделаю, здорово. Это залог клиентуры. Ниже навскидку результат работы "спецов" Было 3 трещины по 3 см (стандартные повреждения данного блоеа от разморозки). Наварились на славу - там и нержавейка, и ЦЧ-4, и СВ08 и CuSi3. После удаления всего и дефектовки - вердикт. блок на выброс или без гарантии. Сетку трещин не остановить, потому как ЭТО засверлить невозможно. Можно повозиться и на выходе он будет герметичен - но сколько проработает вопрос (день, неделю, год). так работать нельзя.
4 балла
-
Немного использовал свой вращатель для наплавки звезды от бензопилы, теперь не надо выеживаться на столе с креплением и переворотом, капнул крутанул обороты выкрутил на максимум. https://youtu.be/p1LleB-d2m0 https://youtu.be/4Gj7O1skh_0 Таким было
4 балла
-
Как обычно, адаптеры, межзубьевая защита. Электроды Уонька 13/55 Lincoln Electric, ток от 110 ампер и выше, диаметр 4 мм.
4 балла
-
всем доброго дня,довел до ума я тогдашний радиатор на мерс w211 вот что получилось...
3 балла
-
@vergaser,РАДС, пульс.3 балла
-
@CDLBone,Не берите дурного в голову. Не обращайте внимания на цвет конца электрода. Лучше обратите внимание на правильную и своевременную заточку электрода. И своевременно перетачивайте, если обгорел, макнули или прасадкой зацепили.3 балла
-
Уважаемые форумчане, С превеликим удовольствием сообщаю, только что мне звонил представитель группы компаний Аврора. Мы очень конструктивно побеседовали и достигли соглашения, что я начну эксплуатацию аппарата и если отсутствие данной функции меня смущать не будет, то вопрос закрыт. Если все-таки в моих кривых руках электрод будет часто залипать, то мы в личном порядке решим этот вопрос. Также мне пообещали, что информация о потребительских свойствах инверторов данной марки будет приведена в соответствие с реальными потребительскими свойствами на всех сайтах всех официальных дилеров. Данным обстоятельством доволен на 99%. Почему не на 100? Потому что пришлось потратить значительно больше времени и усилий, чем изначально предполагалось. Всем бобра! Возвращаюсь туда, откуда меня сюда послали3 балла
-
Я не профи, варил только трансформаторами на даче: калитки, заборы, решетки и прочую лабудень. Варить не умею, но очень хочу научиться. Электрод у меня прилипает часто (ну вот такой криворукий, или аппаратура такая) и то, что происходит дальше просто выбешивает.... Трансформатор начинает гудеть, Приходится судорожно раскачивать его, а если не успел, то срывать держак. Потом приходится поднимать маску, выправлять электрод, вставлять его в держак. Электрод иногда уже кривой, а иногда и очень горячий и легче взять новый электрод, нежели этим пытаться доварить. В связи с этим я решился на покупку инвертора.3 балла
-
@TELWIN,попробуйте проволоку свежую зарядить и наконечник поменять. Проволока хоть и омеднённая, но бывает, чуток приржавеет. На глаз не очень заметно. Картина примерно такая и бывает.3 балла
-
Тоже гидравлика. Рукав с погрузчика, фитингов не подобрать, старые без пояска для захвата обжимным кольцом. Приходится "извращаться" на вращателе приваривать новые штуцера на родную резьбу.
3 балла
-
Отдельное питание на слабеньком трансе и через реле включение этого контактора. Делал не раз. Сложного нет в этом.3 балла
-
Тиг горелкой так глубоко не залесть а залезешь то много не наваришь. Толи дело ПА и это не совсем линейный режим , а высокопроизводительный и очень горячий DEEP , так что несколько точек и все готово, а копоть поверхностна и легко удалима . Завтра сверлом с центровкой с другой стороны отверстие пройду и можно резьбу нарезать.3 балла
-
жаль..По тем что на ваших фото-согласен. По капле- долго. По мне так лучше п/а или газопорошковая. А когда такие как на фото (центральное отверстие)?
3 балла
-
)))))))
3 балла
-
Да ну... rukami/#entry196864 Пост нр.4 Всё сделано ТИГом: чёрный металл между собой, с нержавейкой - нет проблем На газовых трубопроводах многое варится таким образом, что корень шва - ТИГ сварка, а вот следующие проходы уже МАГ. В общем, пути и направления у ТИГа ... чем больше - тем лучше! Согласен!2 балла
-
Износ абразива зависит в том числе от скорости резания и давления при резании. А они у каждого пользователя индивидуальны. Кроме того, ассортимент абразивного инструмента в разных местностях разный.2 балла
-
Есть на моих Blueweld-ах 228 и 260, при залипании ток полностью отключается, а после отделения электрода от изделия аппараты автоматически восстанавливают сварочное напряжение и можно продолжать работать.2 балла
-
Заказали каркас крыши теплицы
2 балла
-
Элочка Людоедова по сравнению с их общением ангел, на равных - не смешите им все пх ... и в таком роде весь русский язык представлен. Не случайно столько выкладывают видио о насилии и издевательствах и как их родителям и участникам руки и ноги не переломали еще те кто их знает. Я своим не даю там лазить и ничего нормальные девчонки растут и за них любого закопаю живьем.2 балла
-
Флюс - паяльная кислота. Зачистка места лепестковым кругом, затем фрезой в прямой шлифмашинке риску делаем, поверхность должна гореть - ни одного темного пятнышка, газо-кислородная горелка, подогреваем место, флюс кистью, наносим припой ПОС 30 д.8мм (ПОС10 лучше - но уже не найти), металлической щеточкой маленькой тщательно растираем лужицу, и так облуживаем все, потом щеткой в ПШМ хорошо чистим, опять горелка, флюс, и облуженное обпаиваем. После пайки теплый раствор пищевой соды кистью пока шипеть не перестанет. Потом водой и тряпкой насухо. Вкратце так. Навык нужен. Плохо облудилось -припой не ляжет. Темное пятно не лудится - фреза и чистить. Руки сами уже делают, а голова другим занята.2 балла
-
С таким х.х все должно быть нормально,возможно дело в эл-ах,у меня гроверс с таким же х.х и торус,у торуса х.х 65В,нормально оба уони переваривают.Еще момент,вы даже мр в отрыв варите,хотя толщина позволяет варить без отрыва.2 балла
-
Привычка уже, постоянно перчатками обмазку ломаю перед тем как зажечь.2 балла
-
Пробую свой тритон- пока все нравится. Все регулировки дают какой-то эффект, но качество моих работ оставляет желать лучшего хотя некоторый прогресс есть. В частности сварил из сегментов трубы заготовку профиля будущей краспицы на мачту моего катамарана. Швы не зачищал.
2 балла
-
Своими руками. Оговорюсь сразу, что это вторая коптилка, сделанная мною. Первая была сделана года 4 назад для себя (фото выкладывал на форуме), до сих пор коптила, как положено и рыбу, и мясо. Один из друзей всё её нахваливал, с просьбой в скромной форме сделать ему такую же. В итоге я созрел, благо на работе небольшое затишье и было время уделить своим нуждам. Не стал делать пооперационный отчёт, а представляю уже готовое изделие на обозрение. Почти всё готово Запоры очень простые Нашёл в продаже сварные петли, очень компактные и удобные А вот это уже мой "проект" - ножки крепятся к днищу болтами, с наклоном для лучшей устойчивости. Сделал на пиле 10 градусов, в собранном виде - да же интересно, мужикам понравилось. Высота ножек около 700 мм. И вот уже фото после первой покраски По ходу придумали сделать на трубу "шапочку", приварил и покрасил второй раз. Покрашенную собирать не стал, что бы снова не разбирать перед транспортировкой. Общая высота в собранном виде от земли до шапочки около 1850 мм. Ванночка согнута, сварена. Решётки сделал из трубки d=6mm, 2 штуки на 3 уровня. Под потолком приварены 4 крючка. Ручки, труба, шапочка из нержавейки, должно всё-таки что то быть в отличие, иметь свою "изюминку"
2 балла
-
,уони прилипают насмерть,особенно лежалые,поэтому необходим антистик.2 балла
-
Для начинающих данная функция имеет значение, точно нужна.У профессионалов ничего не прилипает(кроме лаве конечно)...Ведмедь ваще серьезный мужчина...2 балла
-
Мне нужна. Это очень заметно проявилось после того, как я длительное время работал на аппаратах с антистик, после них уже не хочется без этой фичи, к хорошему привыкаешь быстро. Я вообще считаю, что антистик - это самая нужная функция.2 балла
-
Саша, Вадим! УРРА!!!!2 балла
-
Благодарю всех господ за участие. Взял микрошу 180. Имхо интереснее форсажей.. Продолжайте минусить, золотые вы мои...2 балла
-
"Московский тормозной завод" )))
2 балла