Лидеры




Популярный контент
Показан контент с высокой репутацией 20.04.2015 во всех областях
-
вчера был вроде как бы выходной ,провёл его с пользой для дела ,да и багажник так сказать проверил на вместимость не зря же его делал,на фото напарник,метал 40х25х1,5, лист 1,5, рисунок класика прут на 10 болты м6, патрон китайка 2, начали в 9 утра в 16 30 инструмент собрали
 7 баллов
7 баллов -
Сегодня нижний пояс установил и дождь пошел, по прогнозу на всю неделю. Успел ещё под начинающимся пару стыков шлифануть и смотал удочки. Курим бамбук пока...http://www.smailikai.com/smailai/26/smailikai_com_01(472).gif http://f6.s.qip.ru/sXLz7E6r.jpg Все элементы на антивандальные прихватки сажу, всё без люфтов и дребезжаний. Попинал ногой - всё крепко надёжно, с зачисткой правда повозиться чуток больше придётся... Мне ещё в другом месте подобные перила восстанавливать, там всё на обычном крепеже было,- часть разболтана, не хватает элементов декора, демонтировано(украдено) пару метров трубы и т.п.7 баллов
-
Вот печка. Стоит у меня в гараже, много дров не требует и служит мне рекламой https://youtu.be/PMW7_tEMWLY6 баллов
-
Знакомый друга сломал/потерял секретку для гаек колесных. На помощь пришла аврора В сервисах ему заряжали 1500р за снятие одной секретки А я добрый, я тыщу за все взял. Не с первого раза, но победил все четыре секретки. http://cs622016.vk.me/v622016196/29f7d/IjSngD16pcc.jpg5 баллов
-
Ну и немного сегодняшней работы. Пневмозадвижка какая то, "где то шипит"- сказали. Искать свищ не стал, половина было наварено без сплавления с основным металлом
4 балла
-
Инженер по ТБ пока не увидел...
4 балла
-
Кормовоз, самые больные места... 5356 2.4мм, WL-20 3мм, сопло 7, расход 15л, ток 190
4 балла
-
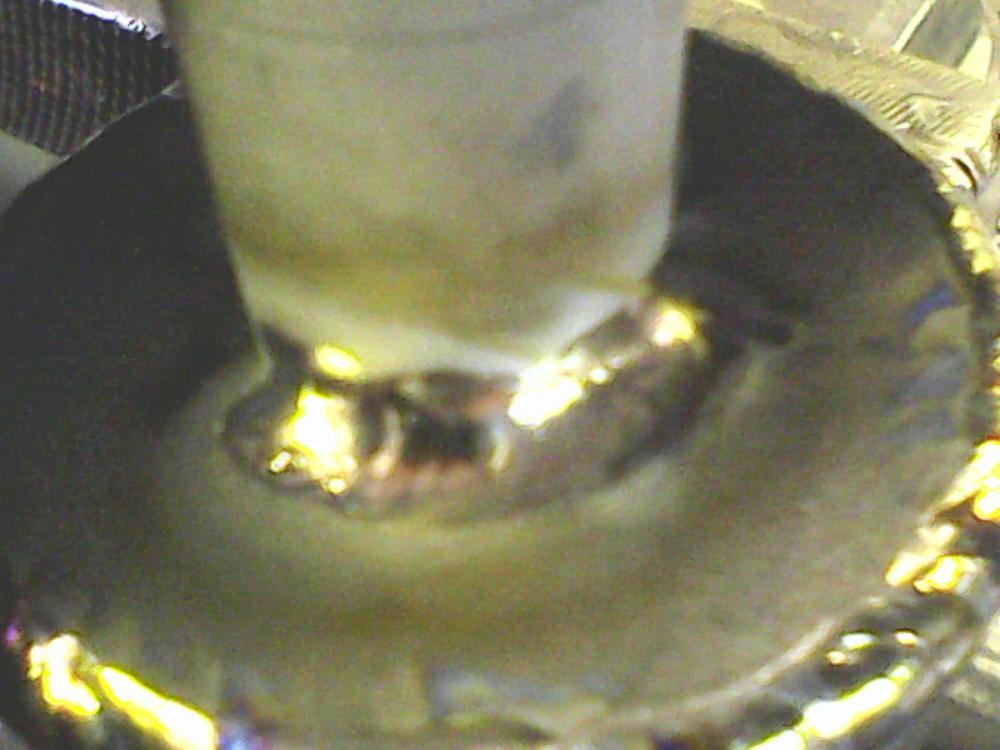
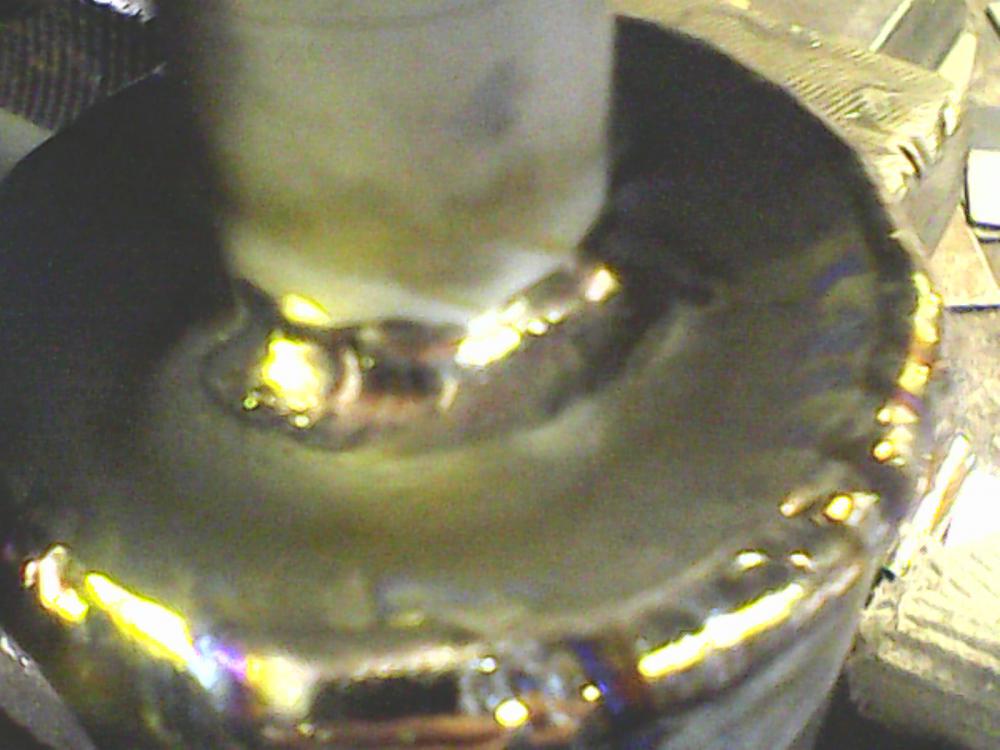
Эксперимент. Прилепил к ГР-4 (дудку), внутри 4 сетки. И (навилял) своим телом. Нержавейка, марка не известна 1+1 мм.
4 балла
-
на работе один водила купил себе машинку,но и от старой не избавился,соответственно нужна сарайка для авто,и начался у меня геморойчик,высоко не делай шибко не широко не надо и длинну не переборщи -рядом в притык дорога просёлок,всё на фото в последовательности как более мене делал,после работы по 2 часа ковырялся,начал в прошлую пятницу сегодня закончил,субботу воскресенье не занимался,гараж передвинули надо проём закрыть ,заварил проём на следущий день убирал потом потихому смонтировал,тока вот крышу зятёк заказчика крыл,на работе мне он механик,
3 балла
-
и как бонус: Сварщик Степан открыл в цеху врата ада!2 балла
-
@MaXnov, на данных аппаратах она работает только в 4-х тактном режиме. И то , только не сразу кнопку надо бросать. Нажал - нарастание, отпустил - сварка. Нажал - спад, отпустил - закончил варить.2 балла
-
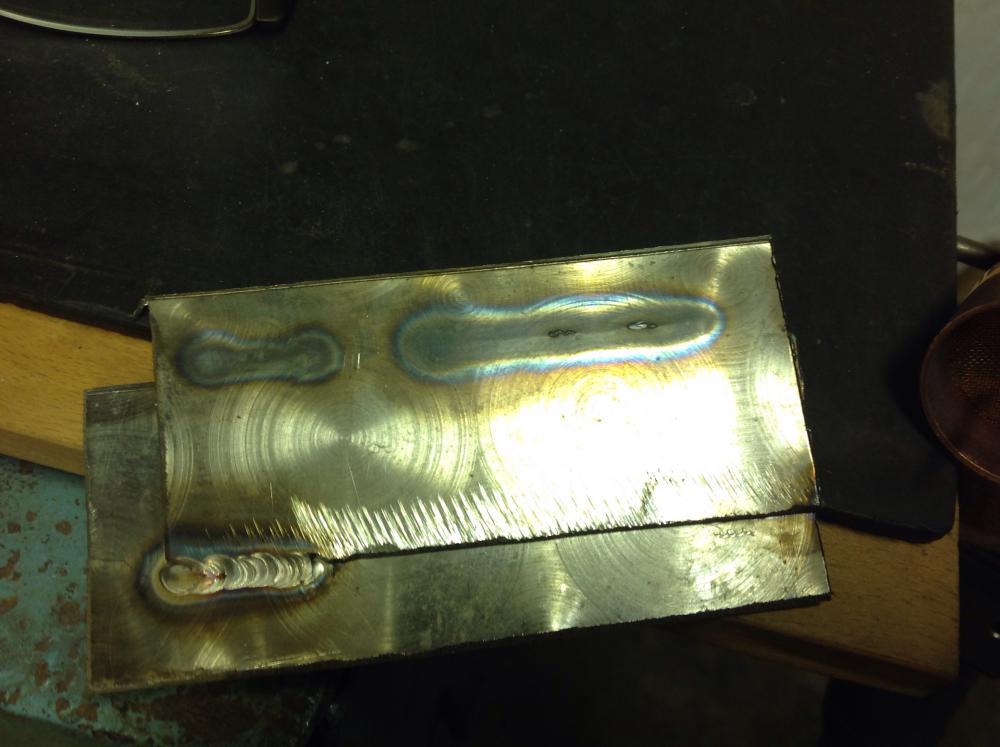
На суд сообщества. РАДС, сталь углеродистая 20 + 5 мм, присадка - нержавейка 2 мм (ну, поленился отматывать 08Г2С), нижнее положение, аргон 3-4 л/мин. Ток - ХЗ, ибо аппарат - ВД...
2 балла
-
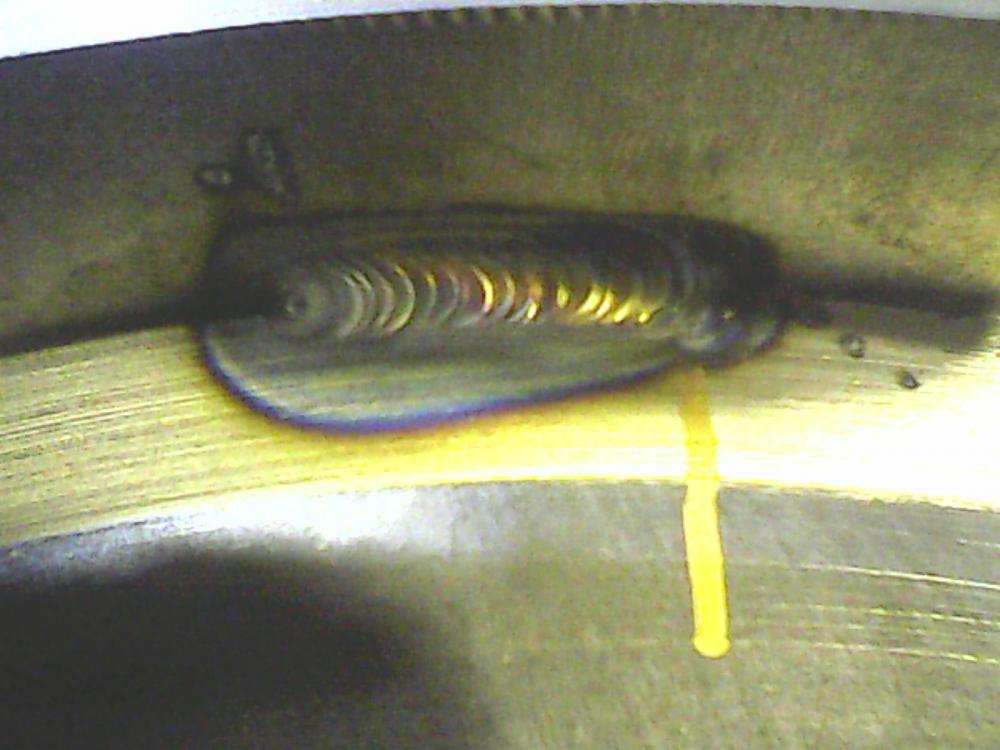
Еще на суд сообщества. Синие полосы - недоглядел по защите . Исправился.
2 балла
-
Имел я неосторожность перевести с киви кошелька денюшку (9300рубликов) на карту сбербанка. Платил за покупку в интернет магазине. То бишь посылал чужим людям, это важно. Причем в поле оформления перевода стоял срок от двух минут до двух дней. Ага щас! Ну отправил -дурилка картонная.Операция прошла успешно сообщили мне в кошельке. Время пошло! По прошествии трех рабочих дней (пяти календарных)денег человек не получил. Ну звоню я значит в поддержку киви. А там мне - операция прошла успешно, разбирайтесь с банком. Замочись думаю. Мне надо идти с банком разбираться, с банком которому лично я ничего не переводил. А что в банке то сказать - спрошаю наивно. А они мне - распечатай чек с сайта, они его узрят и сразу тебе помогу. Ну напечатал - идиот. А чек тот филькина грамота чистой воды, даже мне недалекому то понятно, ибо там даже реквизиты адресата(номер карты) не полностью указан. Ну меня в банке в реквизиты носом и ткнули, да резонно добавили что никакой информации о состоянии дел получателя давать не должны. Я опять в службу поддержки звонить. А там раз от разу одно и то же - платеж прошел, идите в банк. Ну пошел я еще раз, где на меня и на чек их посмотрели с сожалением и ничем разумеется не помогли. Посоветjвали с киви разбираться, ибо запрос на судьбу денег по логике они делать должны. Начал я в службу поддержки писать. Написали они мне тоже самое - дуй в банк. Причем отвечают раз в сутки. Ну я решил продолжить оживленную беседу и спросил - как мне вообще убедиться что я к примеру номер карты правильно ввел( варианты проблемы решил исключать по очереди, начал с себя).Номер то скрыт в истории платежей частично. На что мне через сутки ответили. Номер мол это конфиденциальная информация и скрыт он в целях безопасности. Получается скрыт от меня(отправителя) в целях моей безопасности. Каково загнули, а! Ну и разик мне свезло все таки. Попал я по телефону на вменяемого консультанта, который сказал мне что можно от техподдержки добиться настоящего платежного поручения с печатью киви банка. И на основании него уже со сбера спрашивать. Но для этого, внимание, я должен приложить к обращению скан выписки со счета получателя. Каково а? То есть незнакомый человек,должен подорваться на другом конце России матки и послать мне выписку со своего счета. А оно ему зачем если так разобраться? Человек то конечно прислал, но в киви я уже не писал ничего. Горят они в аду пусть всем своим банком. А деньги дошли, спустя неделю и один день. Сбер то та еще конторка, но это уже совсем другая история. А отзывы на профильных сайтах глянул - там вообще у людей сотни тысяч в никуда уходят безвозвратно. Не доверяйте свои деньги этим фашистам - концов не найдете!2 балла
-
В этом же ключе имели скандал на работенадысь. Сделали перекрытие и вдруг оказалось что оно всех не устраивает. А дело было так. Когда у нас спросили что надо для перекрытия, мы честно ответили: 50 тонн арматуры и двесте кубов бетона. Много фанеры и стоек с ригелями. На что нам сказали - вы уху ели, придумайте подешевле. Пожалста! Прогоны и ригеля двутавровые, профлист. Если сделать так же крепко то дешевле не выйдет. Но тут же возможны варианты с сечениями и количеством. И да, мы не проектанты если что, всем это известно. Дабы усмирить жабу остановились на варианте где балки- спаренный двутавр N30, ригеля - двутавр N16 через полтора метра. Жидковато - не спорю. Но смотря для чего. Но и на это нам сказали - вы уху ели, куда столько металла то!!! Фоты я на форуме выкладывал той конструкции. Все обварили. Прикрутили профлист. Уложили сетку и арматуру. Подперли ригеля стойками. Залили бетон. Поскольку все действо происходило в здании то бетононасос нам гнал бетон локально, в кучу. Из которой мы его растягивали. Там где под стойками внизу был старый осфальт их вдавило на сантиметр, полтора. В итоге таким макаром мы ливанули тысячу квадратов без малого. Средний перепад по высоте получился 2 см что для чернухи не так уж плохо. Тем паче что сверху должен был быть промышленный пол. Но тут началось самое интерестное. Пол делать передумали в виду дороговизны. Решили ложить плитку. Но перед этим вырлвнять стяжкой. Про дебилов что ее делали песня особая. После прострела они поставили маяки от трех сантиметров по щиколотку. Поимев по моим промерам средний слой в 7 см. Это 70 кубов раствора на 1000 квадратов. Половики при этлм хотели обойтись 40 кубами бетона вообще. А этиж еще керамогранит собрались класть. Оценив высоту маяков и поняв что 70 кубов они долго будут туда тягать ( все стену уже заделали), пацаны решили облегчить свою жизнь и вес стяжки керамзитом. Приперли керамзита, насыпали меж маяков. Взяли штукатурный насос в аренду за 5000 тысяч в день и две недели проливали керамзит. А потом две недели качали туда самольный раствор ровняя его по сбитым и поломанным маякам. После заливки промер показал что плитку на то что вышло не положить. Гы. Но ребята не отчаялись и взяли шлифмашину. Ровнять чистовую стяжку!!! Запылив и загадив все вокруг. Теперь пришли плиточники. У них с глазами все нормально и в результате начав с угла под гребенку, просто ложа плитку в горизонт пришли к сою клея в 5,5 сантиметра! На 50 квадратов плитки ушло 84 мешка клея. Какова экономия! Причем плиточники предупредили сразу что с такого слоя плитка отвалится, когда клей высохнет. Два раза мы локально туда сперва восемь, потом десять тонн ложили, все соит. В пятницу вызывали проектанта для замера и расчета несущей способности перекрыти. Ржака, построили а теперь рассчитывать принялись. Проект ведь заказать сразу жаба душит.Так вот и живем!2 балла
-
Если авиаторы принесли железки на ремонт и поставили напиток, то надо ОчЕнь срочно.
2 балла
-
Здравствуйте всем! Надысь был в Бийске, на дружественной тюнинговой СТО. Сама станция совмещена с производством автозапчастей и тюнинговых ништяков для УАЗов и прочих игрушек для мальчиков старшего возраста. Имеется неплохой участок металлообработки. Это-только часть производства. Термичку и кузнечно-прессовое производство сфоткать не удосужился, потому как, пока мой УАЗка был в подвешенном состоянии, Меня подключили по прямой специальности. Приехал я прямо с работы, не успев разгрузиться, потому в салоне-скучал Гроверс-350. Но, он не потребовался, Пришлось много полуавтоматить. Сварочный пост. Чего уж проще для постового сварщика-целься и сверкай... Накидали мне кучи заготовок. Предоставили шаблоны. Наделал прихваток-и вперёд, обваривать Это-будущие опоры промежуточного подшипника на рулевой вал УАЗа. Сам вал с половинками вибродемпфера. К разработке модернизированных кронштейнов двигателя ЗМЗ-409 я имею прямое отношение. Года 4 назад я разработал и сделал первый образец (см. "Боб и другие УАЗики"). Теперь-настала очередь мелкосерийного производства. Припахали к сварке собственной разработки. Усиленные кронштейны передних амортизаторов УАЗа. И, под конец, немного покраски. Славно отдохнул! Работать в таких условиях для меня, привыкшего к несколько иной обстановке-истинный кайф! Ох, не зажраться бы...
2 балла
-
Из разнообразия-только круглое к квадратному((
2 балла
-
Как это обычно "у них" и происходит,- на плитку забили. На ковёр вне очереди вызывается Менгон. Лопата-друг сварщика: http://f5.s.qip.ru/2yrTZeUD.jpg продвигаемся: http://f6.s.qip.ru/2yrTZeUC.jpg "Оуу! Красиво получается"(с.) http://f6.s.qip.ru/2yrTZeUE.jpg 50% работы. http://f6.s.qip.ru/2yrTZeUF.jpg Для сварки очень успешно пошли ОК 61.30 2мм(две с лишним за пачку). Шлак отскакивает сам а под ним шов почти зеркальный, снял стык, но из-за особенностей игры света, вся красота на фото смотриться каким-то дефектом. Все стыки в последствии под шлифовк-полировку, а их с загибами и переходами ещё с десяток будет. http://f5.s.qip.ru/IA4wMzN1.png To be continued...2 балла
-
2 балла
-
Заказал для РАДС две пары перчаток на алиэкспрессе. Мягкие, кожаные, очень удобные. 1600р за две пары. http://cs623926.vk.me/v623926196/28c0c/-4X6bZrLZPI.jpg http://cs623926.vk.me/v623926196/28bee/oITKp69CB1s.jpg http://cs623926.vk.me/v623926196/28c02/CcISfzB3ahw.jpg2 балла
-
Сварочной работой это назвать можно с натяжкой, и до художественной не дотягивает. Фото с мобильника, фотоаппарата толкового пока нет. Решил сделать светильник/люстру на кухню. Вот что вышло: Вид сверху: Вид на потолке (тест с одной лампочкой): Сварки там практически нет, только в горизонтальном треугольнике звенья цепи прихвачены полуавтоматом между собой. Не скажу, что прихватились хорошо, но для этих нагрузок достаточно. Цепь оцинкованная, и не умея варить всё прошло с переменным успехом. Ушло 2 метра цепи, 2 метра провода, 3 патрона, 3 пустых винных бутылки. Если считать бесплатность тары, и не учитывать "затраты" на сварку, то люстра обошлась в 5$.
1 балл
-
@poster009, Обратите внимание на сообщение предыдущее вашему, человек знает о чем говорит, по роду своей деятельности, от себя добавлю, что даже аппараты одной марки могут отличаться по сварочным свойствам, так я обнаружил довольно хорошим в деле аппарат не с самой лучшей репутацией, Ресанта 220 А, которым лет пять работает друг, мне очень даже понравился, двойкой электродом марки Монолит, заварил глушитель Газели, причем не точками, хороший розжиг на малых токах и что при этом не залипает, это по мне, особенно когда еще и сам шов хорошо выглядит, причем варил в зазор окола 1 миллиметра. добавлю, что плата Gp 23, номер мог подзабыть но точно Gp, в любом случае надо пробовать и брать только с гарантией..1 балл
-
@Юнат, Хитачи так же неплохой вариант.1 балл
-
Спасибо, Николай! До 1 -го мая доделываю уже заказанные изделия и с 12-го по 26-го мая меня не будет в городе! Кто закажет после 1-го, делаю в порядке очереди! Сорри... пахота!))1 балл
-
Мы в большие ставили цанги от ГСН.1 балл
-
Анекдот из жизни. Позвонил знакомый психиатр (работал я по договору програмистом в рай. больнице). Попросил комп почистить, да пару прог поставить. Ковыряю я его комп заходит гинеколог. - Мне тоже надо. - Ну пошли. Подходим к двери кабинета, дефки сидят в очереди на прием. Я без халата. Дефки; - Мужчина вы куда????????????? Гинеколог; - На естественное оплодотворение по очереди заходим. Далее. Сидим я комп ковыряю и о жизни разговоры разговариваем (ну а где же как не на работе). И задаю я ему вопрос; -Ну где же справедливость то? -Ты знаешь, я каждый день туда смотрю и поверь там ее тоже нет. Хочешь щас следующую по очереди позову в смотровой кабинет вместе посмотрим. Вот такой вот больничный юмор. А так на него (гинеколога) все молятся.1 балл
-
Аппарат отремонтирован и наконец-то проверен в нормальных условиях (с правильно подключенными проводами). Конечно, после того что было - небо и земля, варит очень достойно. Может, действительно не как должен и сведущий человек его раскритикует, но для моих гаражных целей хватает полностью. Получается проваривать даже 4мм уголок, не говоря уже о мелочевке и, тем более, автомобильном кузове. До сих пор не понимаю как проглядел неправильно подключенные провода (и неизвестно сколько еще искал бы причину, если б не полез менять провод массы). В любом случае, спасибо всем кто пытался помочь и предлагал варианты!1 балл
-
А стандартные горелки от jasic, что так плохи?1 балл
-
Тут всё элементарно. Чиновничья братия всегда занимается чем полегче. Вот моя аллегория. Вновь назначенный чиновник(глава) начал свою деятельность с покраски электрических столбов(уныло и серо выглядели). Выгнали на покраску сотрудников как водицца образования и здравоохранения. Проезжавшие мимо сотрудники электросетей в ужасе перекрестились.Допуска нет и закрасили все знаки на столбах.1 балл
-
Продал сегодня на рынке свой парник !!! как и планировал за 6 тыш1 балл
-
А зачем так далеко уходить от конца трещины? Как мне кажется достаточно было дугой место сварки погреть и засверлится насквозь1 балл
-
Естественно. Я же вам уже обьяснил, что полноченной замены этому газу нет. Если нужна высокая температура и высокая скорость пламени, то ацетилен единственный газ который можно применить на практике. Просто вы очень узко смотрите на вещи. Вы ограничились ЖЕКами и водопроводами в своих рассуждениях, а есть вещи которые кроме как ацетиленом не сделать. Точнее некоторые работы наподобие сделать можно, но это будет гораздо менее удобно, установка будет офигенно дорогая, а качество хуже. Вот вам пример "сварки" ацетиленом -
1 балл
-
1 балл
-
Разрешите поделиться тоже фотками. Варил диск литой.
1 балл
-
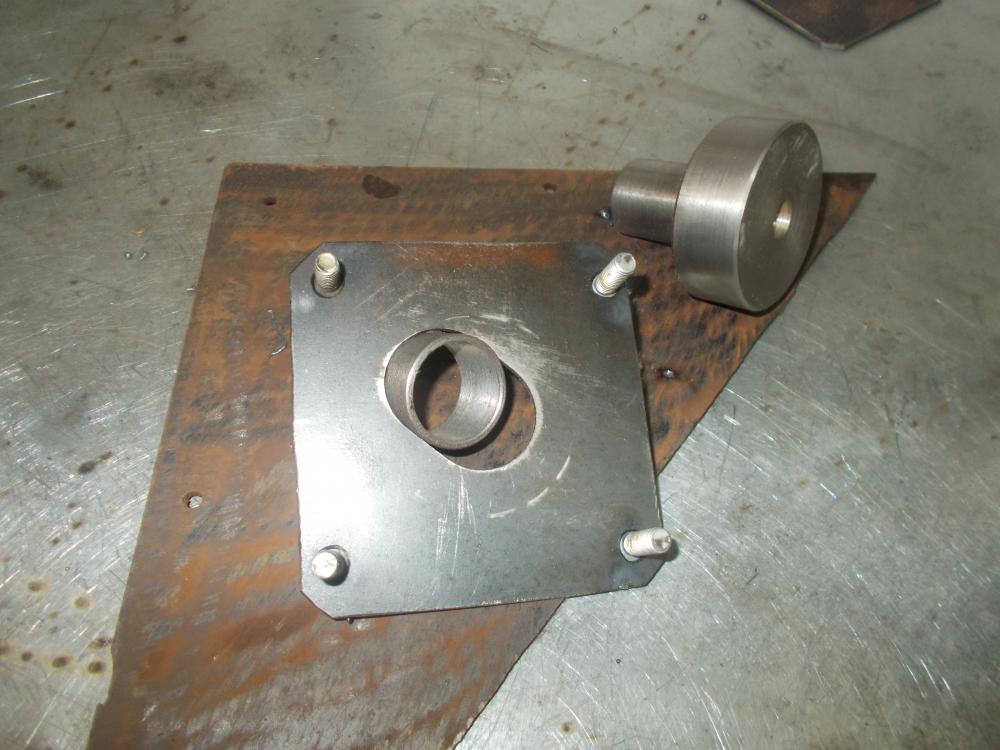
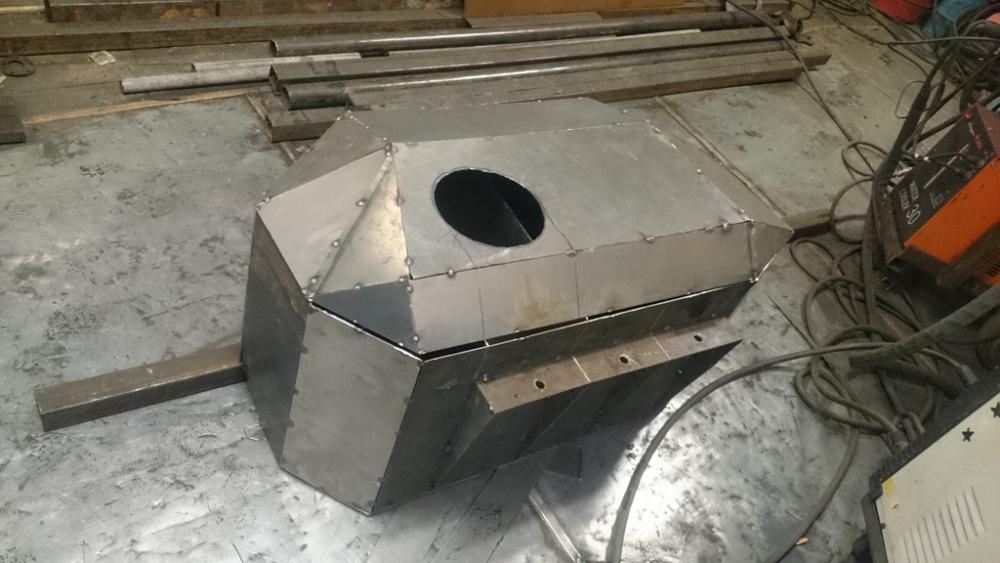
еще бак, patrol y61 емкость получилась 160 литров, толщина 2 мм
1 балл
-
Это по началу так, а посади на пост постоянно, да норму сменную плотненькую установить - дак осточертеет через неделю. Был я "Зингером" одно время, спать ляжешь и всю ночь дуга снится. Кому как конечно, но меня конвейерное однообразие изо дня в день, изводит капитально.1 балл
-
Ваша настойчивость в оправдании своих поступков вызывает у меня забавные ассоциации... В - Ребята, мне надо варить пельмени и я решил купить кастрюлю, какую кастрюлю мне купить? О - Купите из нержавейки, чтобы туда помещалась вода и пачка пельменей, она не ржавеет и удобна в эксплуатации. В - Кастрюль не было и я купил электрочайник, смогу ли я варить в нем пельмени. О - Да вы сможете в нем варить пельмени, но вам надо купить ершик для мойки чайника. О(А1971) - ДА Я ВАРЮ ПЕЛЬМЕНИ В ЧАЙНИКЕ ВСЕГДА И МНЕ ЭТО НРАВИТСЯ И ЕРШИКОМ Я НЕ ПОЛЬЗУЮСЬ, НАФИГА ВАМ кастрюля варите в чайнике как я и ершик я тоже не покупал. О(А1971) - И вообще кастрюли придумали зря, электрочайник универсален в нем еще картошку можно варить, в общем пользуюсь и ненадо никаких ершиков и мне этого хватает.1 балл
-
Чуток железяк из неопубликованных.
1 балл
-
штучки
1 балл
-
Варили,варили .... а давай что нить нарисуем. -а давай,Ща автопортрет изображу.... ....Берём кусок "нержи",не много шлифуем - задаём фон,потом рисуем карандашиком набросок, настраиваем аппарат на "жёсткий импульс" (сжимая дугу до неприличия),и опс автопортрет готов ...(TIG DC на "импульсе")
1 балл
-
Весь день подготовка к празднику, рук не чувствую уже http://cs622831.vk.me/v622831804/2114f/NZLdBC4bkmc.jpg http://cs623925.vk.me/v623925196/1e0f8/5_czxt_JW6I.jpg1 балл
-
Совсем забыл про нее , сегодня наткнулся на "импортную горелку из СССР", ну и заодно большую с гвоздя снял. Надо будет шлейфы новые сделать и восстановить их. Маленькая хороша, в руке лежит хорошо, водянка и 250 ампер будет держать, и газовая зашита хороша у нее не нужны ей линзы.
1 балл
-
Ну что сказать, автомат и есть автомат. Отпала нужда регулировать затемнение при разной освещённости и яркости дуги, цвето-передача уже выше, чем в старом моём Оптреле. При максимальной чувствительности затемняется даже на лампы дневного света. Считаю, что не зря потратился.
1 балл
-
Шел 4 день разбора подопытного VW Golf MK2, потому и времени что то писать особо не было. To be continued... http://cs621927.vk.me/v621927190/18327/Rc7z_KljJbU.jpg http://cs621927.vk.me/v621927038/15672/uAyTIdaAtRY.jpg http://cs621927.vk.me/v621927149/12658/64rltDcoMEY.jpg1 балл
-
Точных данных нет. Весь мир надеется на Вас, @Rolli!1 балл
-
http://www.youtube.com/watch?v=kKfybNLrFUA Мне призналась любовь моя, Что я больше не твой единственный, И что больше мы не семья, И любви больше нету истинной, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Что мне ждать от тебя хорошего? Веет ветер холодный с севера Всё что было - то всё отброшено, Всё отвергнуто и потеряно, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Скоро ночь наступает, И боль затихает Но опять в сердце горе, Бушует как море! И горе -как море! Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Что мне ждать от тебя хорошего? Веет ветер холодный с севера Всё что было - то всё отброшено, Всё отвергнуто и потеряно, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. * * *1 балл
-
Отрезные ставят шайбой вниз к шпинделю! И сколько я видел отрезных - картинка со стороны шайбы. Еще многие не знают, что гайку на болгарке нужно переворачивать, когда зажимаешь толстые диски...1 балл
-
делается за вечер и притом бесплатно, материал кусок спилка от робы или кусок брезента.
1 балл
-
Резак воздушно-дуговой (как вы называете строгач) "KURT HAUFE" (НЕМЕЦКИЙ). Электроды ESAB 8мм,сила тока 300-500 ампер,давление 1,5 МПа.
1 балл