Лидеры




Популярный контент
Показан контент с высокой репутацией 28.04.2014 в Сообщения
-
Крышка не знаю от чего ))) с мотоцикла Yamaha, до меня уже варили лопнуло все. Разделка, ток 70А, присадок 5356, диаметр 2мм.
 10 баллов
10 баллов -
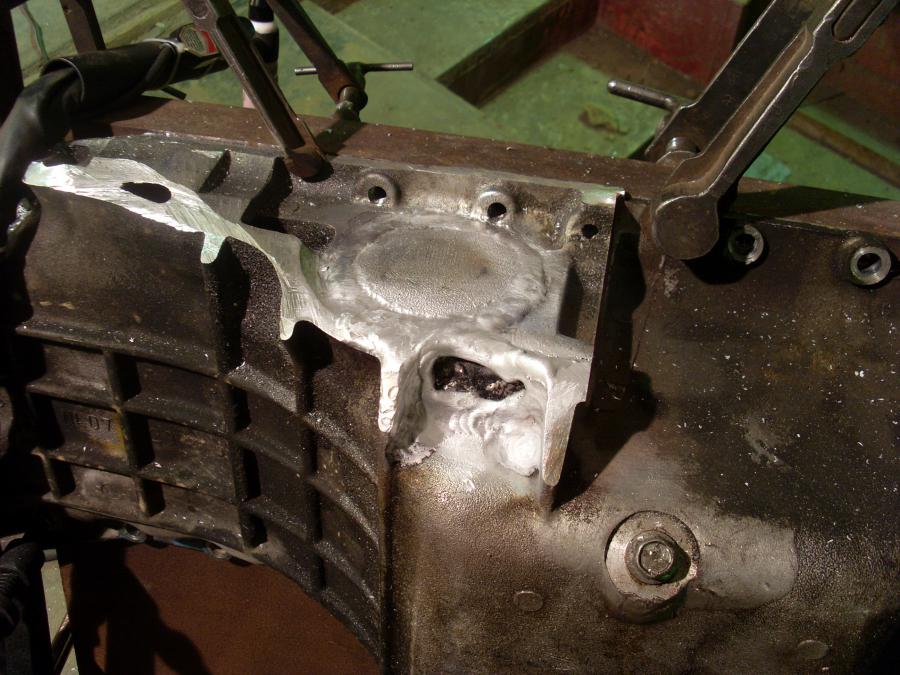
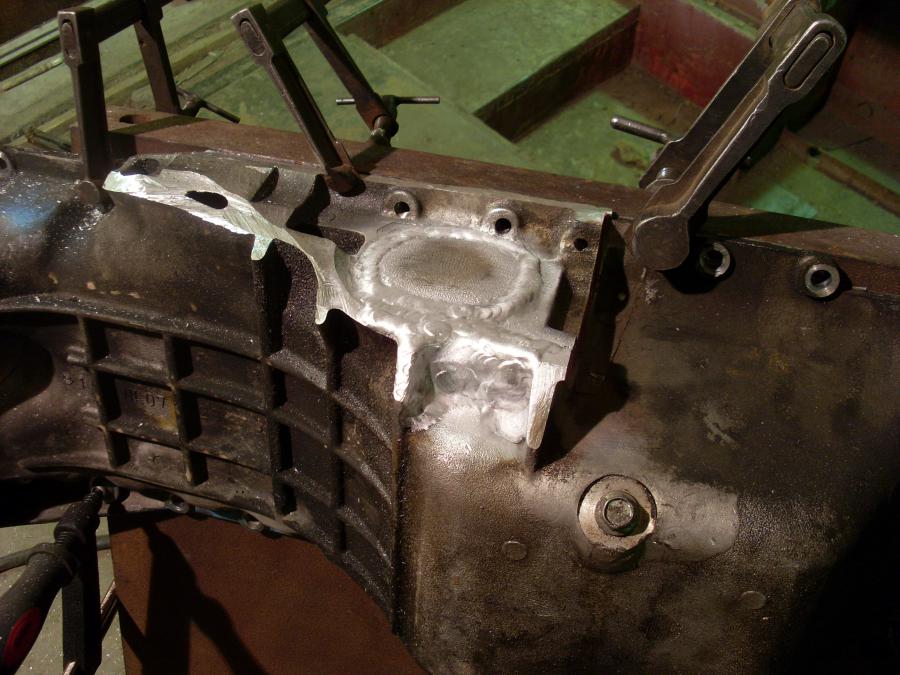
Бачок гидроподъёмника кабины,сплав Цам.Отрабатывал технологию,получилось.На обратном валике присуствуют(губы),прошёл фрезой ,удалил.
5 баллов
-
Поддон от Вольво, ток 70 А
5 баллов
-
Раньше выкладывал на чипе, форумхаузе, на фермере ру...
5 баллов
-
Варил сегодня какие то заготовки ну и побаловался немного.Ст3,присадок 304 LSi 1,6 мм,ток на первом фото 80А,на втором 100А,первое фото справа без присадка (поры лезут сильно).
3 балла
-
ай, ой "абразивной")3 балла
-
, для какой?3 балла
-
Потому что специалиста брать не выгодно им . Проще взять как там ( и ткач , и жнец и на дуде игрец ). Все может понемногу сталкивался я с такими и вроде фирма была с именем . Мастер ралли Париж-Докар . Куда меня пригласили кое что сварить . Так был там .Автослесарь , механик даже не знаю кто он был . Парень вроде не плохой )) Но когда он увидел что я зачищаю силовую деталь кузова от краски (подготавливаю под сварку и потом аккуратно варю . На такую же операцию с другой стороны машины он попросил меня "держак" со словами "смотри как надо" , хренась все это дело по краске . Да и очень быстро , практически с закрытыми глазами . И разница во швах его не смущала . Даже чисто визуальная , не говоря уж о качестве шва вообще . Я так понимаю мало того что не умеют еще и не хотят . Зато в голове у них сидит (будем делать качественно это долго и много денег с таким подходом не заработаешь) горько на все это смотреть.3 балла
-
Потом всё это собрать Вот Сюда и закопать, как запрещённое к использованию.2 балла
-
Да , но у меня привычка , если к примеру поддон 4мм , делаю заплату из 3мм , небольшая выпуклость на ней не помешает , но тоже не всегда делаю все зависит от поддона (материала из которого его изготовили) на сколько он хрупкий и будет больше подвержен дать трещину (обычно когда в алюминиевом сплаве большой процент кремния . Заплатке после сварки в момент остывания можно и "помочь" распрямится - снять напряжение осаживая ее потихоньку молоточком , но не переусердствуйте а то сами трещин наделаете молоточком то ))) Меньше "утяжек" потяжек после сварки , меньше напряжения металла , Меньше вероятности образования трещин , а так же меньше поведет поддон , в частности плоскость (прилегания) . Притягивайте струбцинами при сварке и остывание к плите . Желательно специальной Можно в виде рамки , что бы возможность обварить была в притянутом виде как снаружи так и внутри . Удачи .))2 балла
-
Радуйтесь, что не уони, четвёркой, и ток не такой большой.(:-) (хотя совсем не смешно)2 балла
-
Привезли сегодня коляску переварить, сначала хозяин коляски отдал в автосервис, где ему сказали, что без проблем заварят, заварили Пришлось все вырезать, и вварить новую трубку, сплав АМг5, диаметр 28, толщина стенки 3мм., ток 115А. Вот,что получилось.
2 балла
-
Ergus, ф2мм. Непонравились из-за большого кол-ва шлака, тонкое не поваришь.
2 балла
-
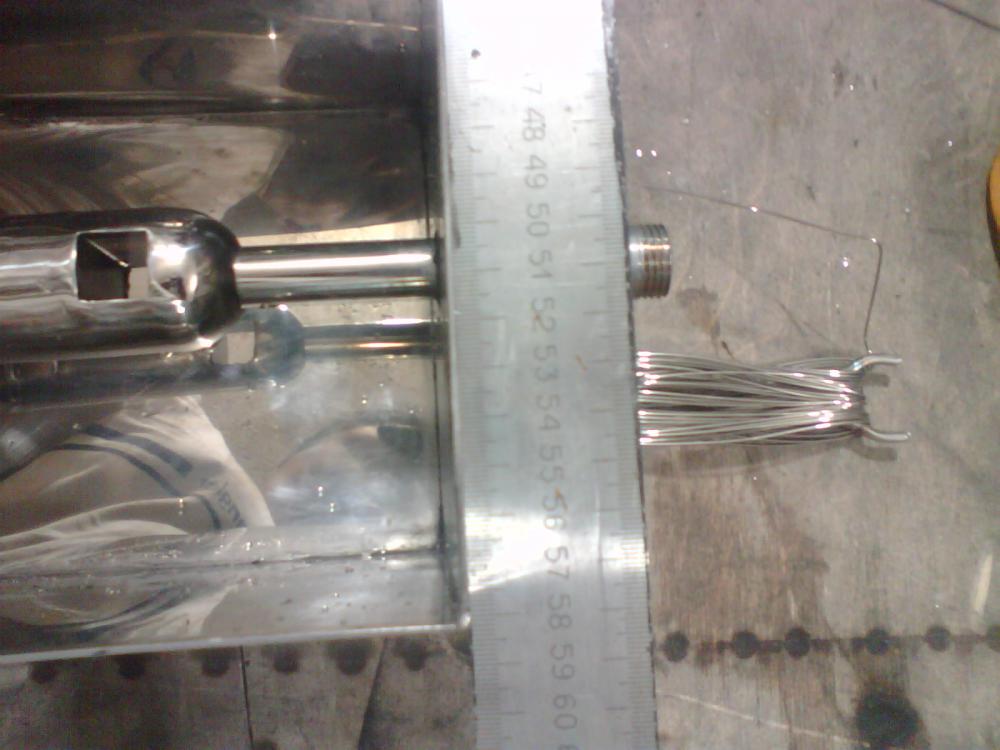
Познакомил тазик с импульсным режимом и тряпкой с водой. Размер 400 на 150 и 150 мм, толщина 1,5 мм. Не прихватывал к жесткостям прихватками и не пользывался струбцинами . Но зазор от такой наглости под линейкой менее 0.6мм от деформации остался.
2 балла
-
Сегодня на работе долго медитировал на схемы сварного Vnuk. Жульничал на профиле с 3мм стенкой. Цель наработать моторику. Пока получается так:
2 балла
-
Всем привет, я у вас тут новенький. http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Кем работаю сам незнаю, но немножко фоток покажу, немного оборудования и прочего. http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Правда фотки старые, все поменялось почти, но буду на работе накидаю новых.
1 балл
-
Скорей всего нагреются и выйдут из строя пружинки личинки замка. Такое случалось когда навесной замок пытались согреть зимой и высушить пламенем горелки. Хотя попытка не пытка. Кроме электродов ничего не теряем. Глупость скажу. Не может быть замок из цинкового сплава?1 балл
-
Все супер, не первый поддон1 балл
-
@vit5000, ОК-46 одни из лучших электродов, что есть у нас в продаже, для подобных целей. Хотите совсем без шлака используйте полуавтомат. А на моих фото хоть и мелкие детали, но не тонкостенные.1 балл
-
@Константин тск, AWS A5.28/A5.28M EN ISO 17632-B : E70C-GM H4 : T554T15-0MA-NCC1-UH5Outershield� MC555CT-H1 балл
-
@Константин тск, не стоит плодить одинаковые темы по всем форумам подряд. Вам обязательно ответят, стоит только набраться терпения.1 балл
-
@Димон59,приветствую,а 304 LSi это какая?1 балл
-
Приветствую. Как бы вам это не показалось, но может есть у кого тех карты сварки прямоугольной рамы из двутавра 12 см. Низколегированная сталь. Рама 3*2 метра с 2 перекладинами. И самый хороший тип электродов для такого соединения. Фото в обще приветствуется! не ругайтесь если что...1 балл
-
http://www.youtube.com/watch?v=z1MwfNqRL0w1 балл
-
опора для дымовой трубы 159 на кирпичную печь из б/у железа
1 балл
-
Весь день гнул трубу, болгарил и варил полуавтоматом. 2 багажника на джипы параллельно заказали. За день сделал один каркас, только без креплений. Гнул все 4 прямоугольника быстро - надвигался ливень на горизонте. Стойки пачками обрабатывал под 20-ю трубу зачистным диском. Швы корявые, сильно не пинайте, пока так умею. Но учусь всё время. Каркас готов, осталось накинуть на пол сетку и на лоб лист полторашки для аэродинамики.
1 балл
-
Меняем розливы на пластмасс, 4-5 дней - дом. от 4ёх до 12 стояков, длина от 30 до 60 метров, но узлы варю на каждый, всё гнилое, правда не фотал все, 4ый доделываем, потом ещё один и домой. А это фото, толи поржать, толи посочувствовать. Трубы отдаём металлистам с условием, что они и весь мусор вывозят, обмуровка и стекловата. Пацан - самоубийца и с ним иноземец, ни бэ ни мэ. Минут 20 он пилил одну трубу, я прятался в это время, потом мне надоело прятаться, и я предложил ему резать резаком, (у них был, но я настоял на болгарке) только на этот раз мне пришлось затариться водой и поливать всё вокруг, так-как пацан даже не смотрел, куда искры летят, чуть гофру не порезал. В прошлом году они уже поджигали подвал .
1 балл
-
Труба - 57. электроды МР3-3мм. ток реальный 100А.
1 балл
-
TIG AC, 30A. 2с пред и пост газ. Электрод WC20, d= 2.4мм. Присадка 4043, пруток d=2,4 мм.. Основной металл - карниз (марку не знаю) s около 2-х мм, диаметр - 15 мм. Попытка сварки в неповоротном положении. Шов - прерывистый.
1 балл
-
Получил-таки проволоку 3,2мм.Облицовку с ней делать заметно удобнее,но ,как ко всему новому,надо приспосабливаться,так что пока выходит корявенько.Корень ф.2,4мм ,облицовка 3,2мм , ток "по ощущениям" .Труба 159 х 6 .
1 балл
-
http://yadi.sk/d/JTBQunzf6YE00 Гуревич Справочник по сварке цвет мет 1981.rar http://yadi.sk/d/GQnt5jqM5kTFr Дефекты сварных швов и соединений.PDF http://yadi.sk/d/_WLFGs2x5k0Ho Источники питания для сварки.rar http://yadi.sk/d/nW22kGDb5kQ7I Сварка и свар мат Справочник Под ред Волченко т1 1991.rar http://yadi.sk/d/tzHDmhZE5kRIS Сварка Резка Контроль Справочник Под ред Алешина т2 2004.rar http://yadi.sk/d/Dbry2QAA5lJGo Сварочные приспособления и механизмы_[Таубер Б.А.].djvu http://yadi.sk/d/K7tzUKFaL6eGx Юхин Выбор свароч электрода 2003.rar http://yadi.sk/d/YJ6YiAinBVGQR 2_Уч_Маслов Пр_во.doc http://yadi.sk/d/l01f7zViLWPUD Справочник по сварке http://yadi.sk/d/v6xBio2KBVLuW 3 Лукьянов.doc http://yadi.sk/d/ad1ZxVLMBV7yq Иллюстрированное пособие сварщика. http://yadi.sk/d/zVffBjw6BRk3x Справочник сварщика строителя http://yadi.sk/d/Vh1FpgX9LQBxh Жевалев О.rar(чертежи в компасе) http://yadi.sk/d/j4Vd59qNCrjL4Курсовой проект по дисциплине «Технологические основы сварки» Тема: Разработка технологии и режимов сварки на изделие – Пояс. http://yadi.sk/d/DdTegIAWEiiGn Конюшков http://yadi.sk/d/W-gqZDzjBfExbМетод_ТОС_08.doc http://yadi.sk/d/BDLXBmuULaBmp НАКС.rar http://yadi.sk/d/-PKalbX3BfLjgРазработкатехнологическихпроцессов изготовлениядеталей в машиностроении http://yadi.sk/d/xpzj15w5CrjNN РИК_ОТС.rar http://yadi.sk/d/jvSLqB_eLaCJvСамвел Гарибян - Чудо-словарь Самвела Гарибяна_2008.pdf http://yadi.sk/d/T6uFANWhL6hHUЭлектроды для сваркиуглеродистых сталей http://yadi.sk/d/pgXnd9ZsL6hTLЭлектроды_Каталог.pdf Есть ошибки, говорите, исправлю.1 балл
-
стоимость материалов на ремонт и стоимость работ по ремонту доходила до полстоимости авто, ничевосибе подумал я , не наш метод, аппарат есть проволоки куплю, гараж есть, время есть, два месяца пролетели незаметно, после работы ходил ремонтировать когда было время, ни одной кузовной запчасти куплено не было, дома обнаружились обрезки листовой стали толщиной 0,8 и 1,5 мм гнутие и кроилово по месту без спец приспособ, только пара молотков, слесарный 0,5кг и квадратный 0,8, бетонный блок под воротами, труба, болгарка и маркер, рулетка, пассатижи, сварочных зажимов не было, только подпорки из брусков-досок, прижал прихватил подстучал... процесс пошел, и еще:
1 балл
-
@Alexzzzz, А почему швы не в разбежку?1 балл
-
Продолжим, нержавейка толщина 6мм колени ф 508мм. . Затёртые наждаками швы показывать не буду (ужас).
1 балл
-
На работе напряг с работой... это плохо. Жаль терять время просто так... Итог 3-х дней, что должен был сидеть дома. Благо, что разрешают пользоваться техникой и инструментом. Как то рубил и гнул на работе одному заказчику детали из чёрного металла, ну и с его "барского плеча" мне досталось н-ное количество листового материала, толщиной 3 мм. Долго думал: что? Мангал есть, друзья подарили. И тут: а может коптилку? Пошарил по интернету, сходил в магазин и увидел то, что надо! Это и стало образцом. Посмотрел, "пощупал" руками, как сделано. И исходя из размеров оставленного мне материала, рассчитал размеры коптильни и топки. Остатки пошли на внутренние стенки, днище, верх, низ, "шапочку", другие детали. Жаль фотографии не с самого начала процесса, но всё же: Внутренности: полозки и крючки "шапочка" с трубой Ножкки сделал отдельно, для транспортировки намного удобнее, да и не знал на сколько угадал с высотой. Если что, так их можно отдельно переделать, не таскать всю коптильню Навесил дверцы. Сразу нашёл недочёт: нужно по две петли на дверь, а у меня снизу одна И после первой покраски Вот такая печь для горячего копчения. Может, что и доработаю (хорошо бы термометр установить), но сначала хочу попробовать в деле
1 балл
-
Приехал сегодня знакомый привез пол багажника металлолома и пожаловался что с печной трубы на улице ветром сдуло чего то там ( как правильно называется незнаю), вообщем handmade РДС, АНО-21
1 балл
-
Переносная охотничья вышка.Вариант№2.После выходных закажу штифты с фиксаторами и полностью соберу.
1 балл
-
Поддон грузового мерседеса,не дороги а окопы уже после зимы.После сварки,мел-керосин.Удобно проверять сухой шпаклевкой для стен старт-финиш.
1 балл
-
Бачки радиатора TLC-78 сделал.Радиатор пока не принесли.
1 балл
-
Вот так ездят даги.Поддон БМВ
1 балл
-
Всё остальное относится скорее к теме "Что не нравится в моей работе".@Ленька, сочувствую и только.1 балл
-
@Ленька, арматура 10-ка? можно доработать данный девайс, например приварить к среднему штырю секач для отбивания шлака1 балл
-
partner При выполнении сварных швов, соединяющих верхний пояс со стенкой, должен обеспечиваться полный провар стенки на всю ее толщину.(об этом сказано в ГОСТ на подкрановые балки). Попробуем по порядку: 1.Верхний пояс подкрановой балки,это одно из самых нагруженных мест (первым после рельсовых путей,сталкивается со многими динамическими нагрузками от работы кранов). 2.Вы хотите заменить сварной шов Т8 СОЕДИНЕНИЯ СВАРНЫЕ.ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ (СВАРКА ПОД ФЛЮСОМ. ГОСТ 8713-79 http://doc-load.ru/S.../3974/index.htm ) на Т3 (тот же ГОСТ) Только Т 3 для толщины 14мм получится с непроваром ,половину стенки (в лодочку) траХтор не проварит . 3.Катеты указаны в ГОСТ (16-18мм вполне достаточно). 4.Чтоб добиться полного провара,надо изменять вашу технологию сварки балок (а это вопрос ваших технологов). А я могу лишь подкинуть,как пример: Сварочный трактор .АДФ-2х630 Урал ....1 балл
-
Вчера вечером нач. производства позвонил и весьма елейным голоском поинтересовался, как у меня отпуск протекает. Узнав, что Гавайские острова пока откладываются, попросил заехать "буквально на пол-часика, а ?!?" Да запросто, чтоб вас... p.s. Спасибо, Кэп!!!
1 балл
-
это понятно . а в курсе? его надо правильно поставить в печь т.е. соблюсти наклон не иначе может стрелять.т.есть протолкнуть ту среду которая в нём будет, очень нелегко!1 балл
-
а я вот такой котел сделал, до этого вообще не варил электродами. сильно не пинайте. на котле где-то 73 сварных соединения, после первой опресовке потекло в 30 местах. Устранил течи и опресовал по второму разу потекло из 11, на третий раз все было сухо, давил 8 атм. на зиму котел не успел поставить и соответственно не слил воду и выдавило заглушки, отремонтировал и только сейчас этим летом делаю дома отопление. attachment=7506:14112011059.jpg]
1 балл
-
@Sakhalin_Cat, Сколько тебе годов мил человек ? мне геморой на ж не позволяет сидеть .1 балл
-
Я как то раз даже снятый поддон заварить не смог. Попалось место с глубокими порами заполненными маслом. Выжигание не дало положительных результатов. Пришлось этот участок похоронить (сделать как саркофаг), хотя обваривал только верхнюю заплату.
1 балл
-
Нет у меня такой нужды выезжать с со всеми потрохами за непредсказуемым результатом Как-то пару-лет назад намучился "по месту", на пустяковую работу извёл чуть не весь баллон. Текущее масло с прогретой полумуфты сводило сварку вполупотолчном положении на нет. А, что делать?- "взялся за гуж..." Теперь к таким предложениям отношусь очень и очень скептически. Короче ,можно так сказать "попасть",- возьмёшься делать а сварка не пойдёт, и будешь выкручиваться как змей из такой ситуёвины .1 балл
-
Покупать новый. Хороший держатель - МИХА75 порекомендовал, из заводских один из лучших. А вообще такие держатели не преднозначены резать угольными электродами - реж рутиловыми электродами, например МР-3. А вообще сделай себе хорошую вилку из арматуры d=6 или d=8 мм - всю жизнь служить будет, пока не потеряешь.1 балл