Лидеры




Популярный контент
Показан контент с высокой репутацией 25.04.2014 во всех областях
-
Весь день гнул трубу, болгарил и варил полуавтоматом. 2 багажника на джипы параллельно заказали. За день сделал один каркас, только без креплений. Гнул все 4 прямоугольника быстро - надвигался ливень на горизонте. Стойки пачками обрабатывал под 20-ю трубу зачистным диском. Швы корявые, сильно не пинайте, пока так умею. Но учусь всё время. Каркас готов, осталось накинуть на пол сетку и на лоб лист полторашки для аэродинамики.
 7 баллов
7 баллов -
@bader, Совет: Не ставьте электрод в держатель перпендикулярно, - кажущаяся "удобность". Сохранение угла при сварке, оборачивается выламыванием кисти к середине электрода(по мере сгорания), а в некоторых случаях, к вынужденной остановке. Привыкайте с начала учёбы: 45°- локоток по выше и начинаем процесс. Продолжение вот здесь: http://websvarka.ru/talk/index.php?showtopic=1274&page=12&do=findComment&comment=942485 баллов
-
@Шурпет, тут нюанс. Если просто 2Т: нажал кнопку - варит, отпустил - не варит. 4Т: нажал,отпустил кнопку - варит, нажал и отпустил - не варит. А в некоторых иноземных агрегатах есть функция. Нажал кнопку - дежурная дуга, отпустил - св. ток, нажал снова - спад, а отпустил - продувка. Умными словами не скажу, т.к. полностью в немецкую (и др.) св. терминологию не вникал.3 балла
-
http://f5.s.qip.ru/IA4wMnKw.png3 балла
-
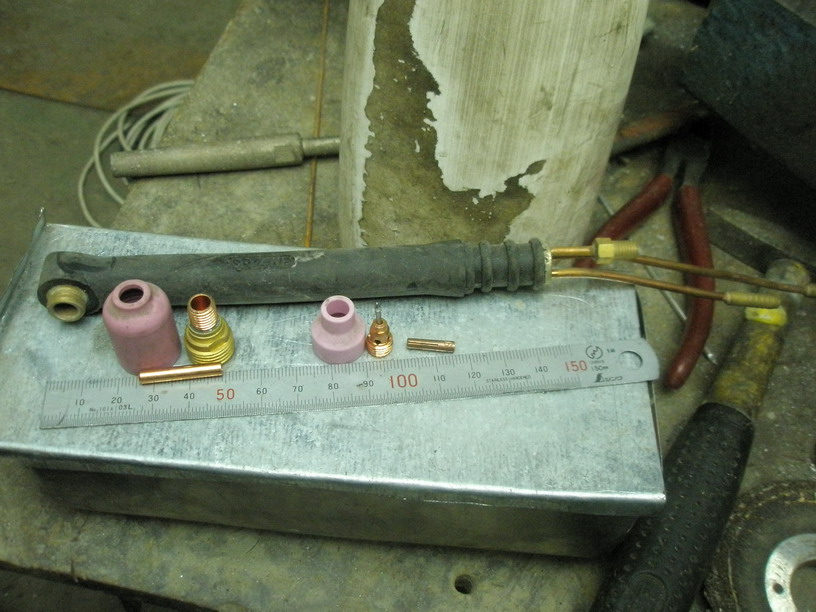
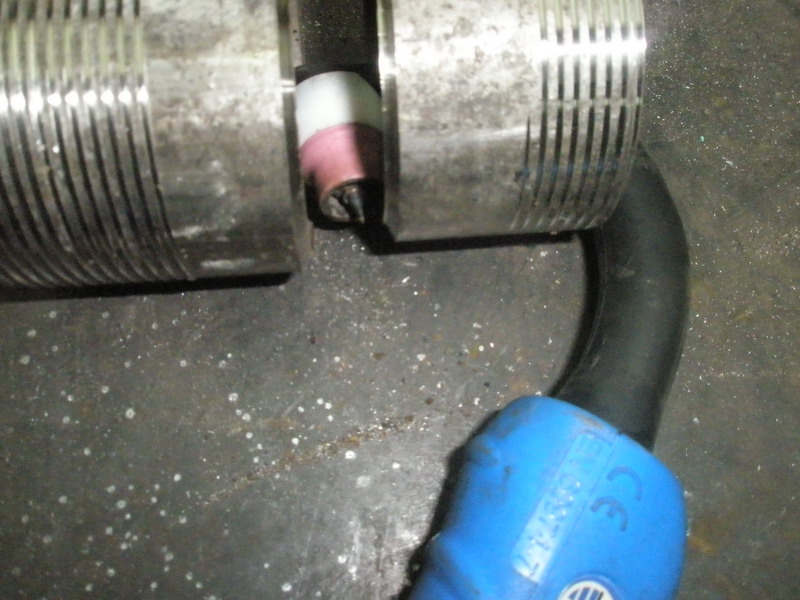
24-я горелочка. С водянкой. Однажды варил аж на 250А от безысходности. Так, для общего развития вдруг небыло.
3 балла
-
GENESIS 302-382 AC/DC При двухтактной сварке при нажатии кнопки горелки начинается подача защитного газа и зажигается дуга; при отпускании кнопки сварочный ток снижается до нуля за время спада; дуга гаснет, но газ еще подается в течение времени заключительного обдува газом. При четырехтактной сварке при первичном нажатии кнопки горелки начинается подача газа для предварительного обдува газом в(ремя обдува регулируется в ручную); при отпускании кнопки загорается дуга. Если повторно нажать и сразу же отпустить кнопку горелки, то ток спадает и начинается заключительный обдув газом. При двухуровневом режиме сварщик может варить на двух разных значениях сварочного токах, которые предварительно устанавливаются с помощью кнопки “S5”. При первом нажатии кнопки горелки начинается предварительный обдув газом, загорается дуга и сварка осуществляется на начальном токе. При первом отпускании кнопки значение тока опускается до первого значения “I1”. Если сварщик нажмет и сразу же отпустит кнопку горелки, ток сварки установится на втором значении “I2”. Нажатие и быстрое отпускание кнопки вернет ток к первому значению “I1” и так далее. Если нажать и удерживать кнопку горелки, ток снизится до конечного значения. При отпускании кнопки дуга погаснет, но газ еще будет подаваться в течение времени заключительного обдува газом2 балла
-
Tetrix 230 AC/DC 2-тактный режим 1-й такт: • Нажать и удерживать кнопку 1 сварочной горелки. • Начинается отсчет времени подачи защитного газа до начала сварки. • Генерируются высокочастотные разряды между электродом и заготовкой, дуга зажигается. • Сварочный ток сразу достигает установленного значения стартового тока Istart. • ВЧ зажигание отключается. • Сварочный ток в течение заданного времени нарастания увеличивается до величины основного сварочного тока AMP. Чтобы переключиться с основного тока AMP на уменьшенный ток AMP%, следует: нажать кнопку горелки 2 или кратковременно нажать кнопку 1 горелки * 2-й такт: • Отпустить кнопку горелки 1. • Сварочный ток в течение установленного времени спада уменьшается до значения тока заварки кратера Iend (минимальный ток). При нажатии кнопки 1 сварочной горелки в течение времени спада сварочного тока он снова увеличивается до установленного значения AMP • После достижения сварочным током значения тока заварки кратера Iend дуга гаснет. • Начинается отсчет заданного времени продувки газа после окончания сварки. * Функция короткого нажатия: Краткое касание кнопки горелки для изменения функции, например, переключение основного тока на уменьшенный (дополнительную информацию можно найти в разделе "Настройка режима горелки и скорости нарастания / спада тока"). 4-тактный режим 1-й такт • Нажать кнопку 1 сварочной горелки, начинается отсчет времени подачи газа до начала сварки. • Генерируются высокочастотные разряды между электродом и изделием, дуга зажигается. • Сварочный ток сразу достигает установленного значения стартового тока (при минимальной установке - дуга возбуждения). ВЧ зажигание отключается. 2-й такт • Отпустить кнопку горелки 1. • Сварочный ток в течение заданного времени нарастания увеличивается до величины основного сварочного тока AMP. Чтобы переключиться с основного тока AMP на уменьшенный ток AMP%, следует: нажать кнопку горелки 2 или кратковременно нажать кнопку 1 горелки * 3-й такт • Нажать кнопку 1 сварочной горелки. • Сварочный ток в течение установленного времени спада уменьшается до значения тока заварки кратера Iend (минимальный ток). 4-й такт • Отпустить кнопку горелки 1, дуга гаснет. • Начинается отсчет заданного времени продувки газа после окончания сварки. Немедленное завершение процесса сварки при спаде тока путем отпускания кнопки горелки 1. * Функция короткого нажатия: Краткое касание кнопки горелки для изменения функции, например, переключение основного тока на уменьшенный (дополнительную информацию можно найти в разделе "Настройка режима горелки и скорости нарастания / спада тока").2 балла
-
Я почему то думал 2Т Нажатие кнопки начало сварки , -отпускание кнопки завершение 4Т нажатие кнопки начало сварки (можно кнопку отпустить) , повторное нажатие - завершение сварки2 балла
-
Работали этой зимой в Нижней Туре. Видео делал как то. Там видно как STT варит. Посмотрите если интересно. Я на заполнении стоял. Порошковой проволкой. Тоже все оборудование Линкольн. http://www.youtube.com/watch?feature=player_detailpage&v=qOUHFJmsrwU2 балла
-
Выслушав множество мнений, решил остановиться на "Сварочный инвертор GROVERS WSME-200 AC/DC PULSED TIG" мне кажется оптимальным вариантом по цене и возможностям данного аппарата.2 балла
-
Учимся http://www.youtube.com/watch?v=248tJwabuWE2 балла
-
Редуктор китайского мотоблока.
2 балла
-
Сварил ,отполировал.Надо шноркеля поставить,сезон однако начинается.
2 балла
-
Поварил сегодня на выставке полуавтоматом фирмы Lorh, в режиме SpeedRoot. Это аналог линкольновского stt, как мне объяснили. Ну...ничего так. Варил две пластинки м/у стали, s 3мм, проволока 1,2 мм, защитный газ фогон. Пластинки поставил так что зазор расширялся книзу, с 0 до 15 мм. Сварка на спуск. Вначале варил с отрывом- на синергетических настройках, которые выдаёт аппарат, для такой толщины, середина шва в режиме SpeedRoot- без отрыва, и нижнюю самую широкую часть зазора в обычном линейном режиме и без отрыва, правда попросил демонстратора помочь настроить аппарат под меня. В синергетике мне не понравилось. Что то такое вот получилось: Лицо Изнанка на валик рядом с обратным формированием не обращайте внимания- он до сварки зазора был. Для наглядности вырезал каждый участок и шлифанул торцы. Лицо Изнанка Торцы слева направо: 1) линейный(мои настройки) 2) SpeedRoot 3) синергетика с отрывом
2 балла
-
Меняем розливы на пластмасс, 4-5 дней - дом. от 4ёх до 12 стояков, длина от 30 до 60 метров, но узлы варю на каждый, всё гнилое, правда не фотал все, 4ый доделываем, потом ещё один и домой. А это фото, толи поржать, толи посочувствовать. Трубы отдаём металлистам с условием, что они и весь мусор вывозят, обмуровка и стекловата. Пацан - самоубийца и с ним иноземец, ни бэ ни мэ. Минут 20 он пилил одну трубу, я прятался в это время, потом мне надоело прятаться, и я предложил ему резать резаком, (у них был, но я настоял на болгарке) только на этот раз мне пришлось затариться водой и поливать всё вокруг, так-как пацан даже не смотрел, куда искры летят, чуть гофру не порезал. В прошлом году они уже поджигали подвал .
2 балла
-
Доброго здравия! Решил выставить свою работу на конкурс. После покупки аппарата задумался об охлаждении горелки. Просмотр предложений на фирмах не соответствовал моим запросам (БВО нужен горизонтального типа, возможность поставить на него сварочный аппарат, вес 40 кг). Приблизительные размеры были, что требовалось для изготовления присматривал. Поиск подходящих комплектующих затянулся... Через несколько дней всё приобретено. Сварить каркас корпуса из профильной трубы не составило большого труда (обрезков трубы достаточно). Придумать крепление радиатора и вентиляторов, найти место установки насоса. Подходящий радиатор нашёл случайно, по размерам подходил в самый раз. После установки вентиляторов, радиатора и насоса пришло время изготовления бака. Прежде чем начал варить бак, подумал о направлении потока воздуха из радиатора. Надо направить поток на боковые стенки. Из этих соображений принял решение — корпус бака должен быть с радиальным скруглением. Сварил бак, установил на место. Подсоединил трубопроводы. С боковыми стенками корпуса пришлось повозиться. Изготовил простой пуансон для гибки профильной решетки. Разметка, пропил пазов, гибка, после сборки обработка. Пришло время для электической части: паяльник, зажимные клещи и клемы. Собрал и запустил. Работает. Конкурсная работа № 63, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
Поставил новую помпу.По характеристикам, предоставленным производителем и режимом работы S1.Погонял в холостую,производительность возрасла.
1 балл
-
а З\П человека который греть будет? =) Гелий не ставят только из за одних пор. Это свойство идет как бонус. =) Как то раз варили образцы. Самый простой PA, BW, bs. Постоянно были поры, потом уменьшили скорость сварки, добавили напряжения и все хорошо стало. Другой случай был, варили алюминиевое литьё для авиа промышленности. Заказ был большой и я подумал хорошо бы МиГом варить. Настроили аппарат, все получалось красиво. Но когда шов зашлифовали все было в микропорах. Хорошо сделали только малую часть изделий. остальное пришлось ТиГом варить. В этих случаях возможно гелий бы помог, наверно.1 балл
-
если бы мы говорили об испарении вещ-ва при температурах 0-100 градусов то тут разница температур имеет серьёзное значение, но когда говорим об температурах 3500-3900 тут думаю разница уже не влияет. Тут скорее влияет площадь и время а температура отходит на второй план. ПС: я живу не в России потому мне некоторые обозначения не понятны.1 балл
-
Или говорит о том что проплавление меньше. =) Если варить углом вперед то сварочная ванна больше значит и испарение будет больше. (но получается черноты меньше) Если углом назад то ванна уже и испарение должно быть меньше. (а так черноты больше) ПС: а что за абревиатура такая рАДС? =)1 балл
-
Ну углероду то там откуда взяться? из грязи если только =) а хим анализ бы не помешал и еше в дополнение слоумоушен перехода металла в ванну (именно сварки алюминия МиГом, импульсом), то же бы было хорошо посмотреть.1 балл
-
можно заварить Мигом так, что шов будет совершенно черный. А можно и наоборот. Сам варил, знаю. При сварке углом вперед еще если повысить напряжение то шов будет чистым. А если еще и присадка будет с кремнием и режим двойного пульса то можно и спутать с ТиГом. А что касается гелия, то преимущества следущие - повышенное проплавление и лучшая форма шва; - увеличенная скорость сварки; - сварка большего диапазона толщин; - уменьшение температуры подогрева; - уменьшение дефектов таких как поры.1 балл
-
@di4, не знаю хим.состав этой копоти, но логически кроме алюминия там быть нечему. Углерода насколько я знаю в хим.составе ал.сплавов попросту быть не может в таких количествах, чтоб он мог выпасть в виде копоти. Равно как и в защитной среде. @di4, то то и оно что вылетает и НЕ НА ВОЗДУХЕ превращается. А в зоне защищённой аргоном. Нет там окисления мне думается. Возгонка/испарение алюминия и оседание на поверхности это.1 балл
-
Ещё одно "за" то что копоть это именно алюминий. Не замечали что при сварке в линейном режиме (короткие замыкания) копоти гораздо больше, чем при сварке в импульсном режиме? Я это видел не раз. Перенос расплавленной проволоки в ванну при имп.режиме гораздо спокойней чем при к.з. следовательно всплесков и испарения алюминия будет гораздо меньше.1 балл
-
Должно быть где то тут Ю.М. Лахтин, В.П. Леонтьева, Материаловедение, М. Машиностроение, 1990, Материаловедение. Под ред.Б.Н. Арзамасова, М. Машиностроение, 1986, Ш.Я. Коровский, Летающие металлы. М. Машиностроение, 1967,1 балл
-
Круто!хочу себе такую же.Только дорого новерное зараза)
1 балл
-
Тут в основном стандартный набор. Лидеры в сварке. Новинок как таковых не видел. Всё давно известно. Только робототехнологии развиваться стали.
1 балл
-
При полуавтоматической сварке алюминиевых сплавов часто возникает нагар на поверхности сварного соединения. Основной причиной нагара являются загрязнения жидкого металла сварочной ванны оксидами алюминия и магния, которые всплывают на поверхность после кристаллизации сварного шва. Нагар возможен при увеличении вылета или неправильном угле сварки. При сварке способом «углом назад» глубина проплавления увеличивается и большая часть копоти вплывает на поверхность шва и сварной шов имеет более высокие пластические свойства. При сварке способом «углом вперед» глубина проплавления уменьшается и большая часть загрязнений остается в шве. При этом, пластические свойства шва снижаются по сравнению со сваркой способом «углом назад». Нагар после сварки удаляется металлической щеткой.1 балл
-
Топливо дорожает-новые технологии из хорошо забытого пршлого(надеюсь ,помните про галеры )
1 балл
-
шашлычницо.24й. около 1900мм.,под 35л казанок-квадратик из арматуры.. все ЭТО называется *корпоративный мангал* с успехом используется второй год.
1 балл
-
Труба - 57. электроды МР3-3мм. ток реальный 100А.
1 балл
-
Попалось вот такое... http://f6.s.qip.ru/IA4wMnCl.png http://f5.s.qip.ru/IA4wMnCm.png1 балл
-
@папаша, http://f6.s.qip.ru/VVx8eCOt.jpg1 балл
-
Уже новые нашлепки в ходу-Движние ЮлеСтоп 2 я версия -расширенная
1 балл
-
@som,@бензопилорист, @svarnoi69, Зацените!
1 балл
-
Не знаю, как называется часть экскаватора, к которой крепится опора: Шток гидроцилиндра: Лечение: Не совсем будни, скорее праздники:
1 балл
-
микрошабашка(бЭзвозмездно ) начальник рембазы -надо велик для матери переделать(толи 77,толи 78 бабульке).. ходить далеко уже не может,а на велике,говорит,еще могу.. только ногу высоко задирать и долго.. -ща..(от забора палка 25х40,как раз осталась)...забирай..
1 балл
-
Наружный порог с усилителем не менялся? Если есть к такой работе интерес, то купите баллон углекислоты! Сварка будет качественнее! По фото, это трудно сваркой назвать1 балл
-
Именно куда? Что касается поисковика по нашему ресурсу, то все ли знают что там имеется пять подпунктов? Искать в:Эта тема ФорумыПользователиПомощьКалендарь Что даже грамотно составленный в поисковике запрос не всегда приводит на ту ссылку, которая нужна. Поучать молодых имеет два направления: а) Товарищ, ты тут в первый раз, а уже тыкаешь направо-налево, пишешь через пень-колоду и учишь как жить. Извинись и послушай. б) Дружок, объясни что ты хочешь узнать и для чего тебе это нужно. Будь вежлив и воздастся тебе, неграмотному. @SergDemin, какое из этих поучений Вам больше не нравится? Лично я стараюсь подходить к вопросу исходя из желания пользователя стать на форуме "своим". Молодым, неграмотным, но желающим учиться. Слушающим разные мнения и делающий выводы, пишущий о своих успехах и неудачах. Если же пользователь пытается сходу всех убедить, что круче Монблана - это не ко мне, я не Леопольд.1 балл
-
А фишка в чём? При сварке труб обратный валик должен быть и после РДС и после ПА. В этом и есть суть провара корня шва. На хороших ПА есть разные импульсные режимы питания дуги. Они несколько облегчают процесс сварки, только и всего. В данном случае речь идёт только об этом, не более. Понятно, Линкольном за 300 т.р. варить несколько комфортнее, чем Джасиком за 30 . Но не более того. Подобный стык нормальный сварщик при помощи РДС без проблем сварит. И валик на месте будет. И после чего (ПА или РДС) металл шва качественнее будет, это большой вопрос.1 балл
-
Перегретая головка блока ваз 2108.Трещины уходят под седла выпускных клапанов.Извлек седла,сверлом просверлил трещину,резаком прогрел пока начали оплавляться кромки разделки,заварил 4043за три прохода,ток 170-200 ампер.Очень важно пройти корень разделки,чтоб выявить концы трещины и проплавить.Только тогда успех и спишь спокойно.
1 балл
-
Клетка в стриптиз-бар.Вней стриптизерша танцевать будет.Если вовремя закончу,обещали разрешить монтировать в клубе когда у них кастинг будет проходить.СПЕШУУУУ.
1 балл
-
Здравствуйте, коллеги! Давненько здесь не отмечался. Типа отдых... Денег нету, контору отправили в неоплачиваемые отпуска. Воспользовался этим и занимался домашними и гаражными заботами. Хребтину свою подправил маленько.Нас (монтажное звено) эпизодически выдёргивали с отпуска на мелкие работёнки. Вот, крылечко пристроить к пожарному выходу выезжали на денёк: на то, чтобы из кучи металла сделать крыльцо с навесом. ушло 6 часов. Далее отправились к своему начальнику на его домик. Смонтировали систему отопления. установили угольный котёл: Подачу от него до первого радиатора сделали сталью. Поскольку, дом из бруса, не стал дразнить судьбу и сварил трубы автогеном: Так как разводка будет зашиваться гипсокартоном и стекломагнием, то лежаки и стояки сделали полипропиленом. Просверлил монолитную плиту перекрытия под водопровод и канализацию: и хорош пока... Поехали в родную для меня Alma Mater. Вот ведь, когда-то был там студентом, теперь вернулся сантехником... Чудны дела твои, Господи... Идёт ремонт аудитории. С нас-замена радиаторов. Было так: Пока я глушил трубу от ампутированного пожгидранта: , слесаря гнули заготовки и накручивали вентили: Через 7 часов стало так: За стеной, в лаборатории, конкуренты занимались "ручной лепкой" За восьмичасовой рабочий день поменяли два стояка. Это-восемь стыков... Зато каких!!!
1 балл
-
Сегодня съездил поварил образцы, рабочее место мечта, аппарат Кемпи, но разбираться надо, а инструкцию не дали, много функций внем. Фото швов нержавейка, и алюминий, когда начал варить алюминий, дуга сначала пробивала, а потом затухала, мне даже самому шов не очень понравился)))) на китайке у меня намного лучще)))
1 балл
-
ПВ это время работы под нагрузкой + время отключенного состояния в десятиминутном цикле.ПН это время работы под нагрузкой + время работы на ХХ в десятиминутном цикле. Для инверторного сварочного аппарата ПВ=ПН.1 балл
-
На пальцах: на примере старого СССРовского сварочного трансформатора, не суть важно какого, можете считать, что ТТД взяты с потолка. Напряжение питания 380В, ток ХХ=10А, напряжение вторички 80В, ток вторички 300А, ПВ=60%. (сразу оговорюсь, во избежании кривотолков, что эти расчеты очень приблизительные). Считаем: 300А*80В=24кВА - мощность вторички. Значит по первичной обмотке будет протекать ток 24000ВА/380В=63А+10Ахх+ КПДтр=80А. Нам известно, что ПВ=60%, а это означает, что тр-р может 6минут работать, а 4минуты должен быть отключен от сети. Это опытным путем определил производитель. Теперь попытаемся пересчитать в ПН. 10А/80А*100%=12,5% - это ток ХХ от тока первички, в процентах. Значит ПН будет меньше на 12,5% , чем ПВ, т.е. 5мин 15 сек - работа и 4мин 45сек работа тр-ра на ХХ. Значит ПН=52,5%1 балл
-
хоп.. 1988г "Восход 3М" http://f5.s.qip.ru/IA4wMlZr.png1 балл
-
Доброго дня, коллеги! На прошлой неделе имел счастье посетить двухдневный семинар по оборудованию EWM. Эмоций море, такого позитива давненько я не ловил. Помимо презентаций, лекций с разъяснениями по всему модельному ряду, была и практическая часть. Наконец-то довелось поварить на Alpha Q, Phoenix. Taurus. Pico 350 cel puls (импульсная ММА сварка), Tetrix (включая точечную сварку и сварку с автоматической подачей проволоки)!!! Помимо EWM были еще и Blue Weld, но на них мы не варили. Практическая часть имела большой интерес, но не сразу: Образцы (алюминий, нерж. ст.) сваренные методом TIG: Методом MIG/MAG: Я, довольный как слон : Образцы MIG-пайки (оцинковка+оцинковка, алюминий+оцинковка): Как бы не было жаль, а вечно длиться семинар не может. В память о таком событии всех участников наградили именными сертификатами.
1 балл
-
Всегда было интересно, как люди до ходят до жизни такой, чтобы чего то сочинять не по чертежам, а так из головы. У меня например вообще никаких особых художественных навыков с детства не было замечено. Художественные школы меня обошли стороной, музыкальные тоже , сколько себя помню возился с железками, разными и электрическими и металлическими. Но вот попросили сделать кувшин, точнее каркас на который как то привязывают дерн и рассаду цветочков каким то образом высаживают, чтобы было как молоко вытекающее , там был рисунок по которому из палочек восьмерки можно было все это собрать. Опосля встретилась белка из разных авто запчастей, сильно приглянулась дай думаю скопирую... правда запчастей свободных небыло, начал ваять из чего есть. Тюк, тюк, вздын, шмяк, цвирк, цвирк, и в итоге вышло это... Поглядели мы друг на друга и до меня дошло что вот кто приходит к нерадивым сварным подверженным неумеренным возлияниям , с тех по я зарекся копировать копии, только оригиналы.
1 балл
-
Высокое качество у немецких сварочных аппаратов / инверторов EWM. Гарантию дают три года, но служат верой и правдой многие годы. У нас все предприятие ими пользуется! А по цене, можете купить у ПКТБА - они официальные дилеры в России и могут предложить выгодные условия!1 балл