Лидеры




Популярный контент
Показан контент с высокой репутацией 05.04.2014 в Сообщения
-
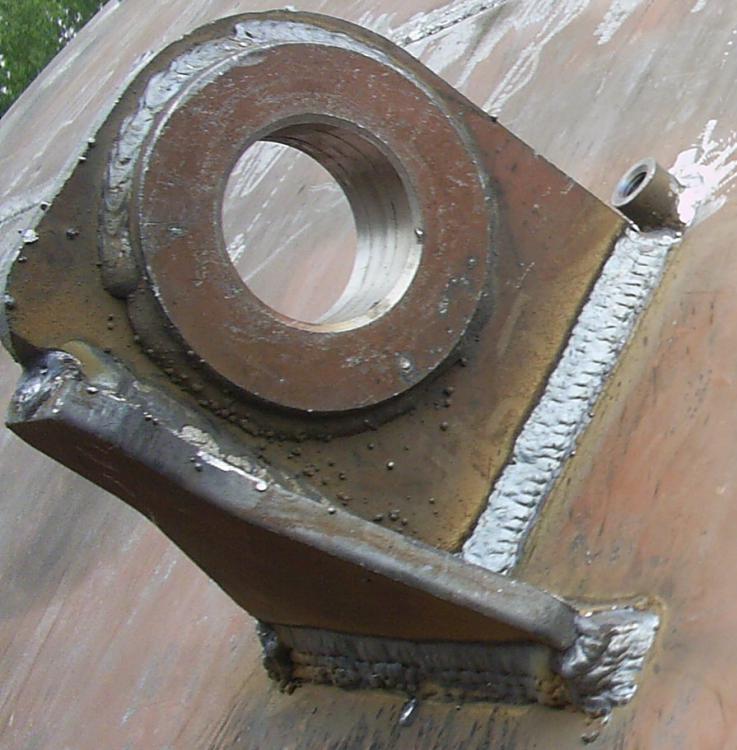
СВИ-1 ф 5мм, прис. 4мм, ток-350А...толщина 64мм
 12 баллов
12 баллов -
"Горизонты" пошли, осваиваю батерфляй на корень и заполнение.
10 баллов
-
Ёмкость 13600мм на 3628мм толщина 14мм. Боковые стенки (крышки) 25мм. Внутри Собственно швы, просветка на пересечениях Работа бригады из пяти человек ( два сварщика, два слесаря и бригадир).
8 баллов
-
Ох уж эта полярность.Одно время "подсел" на прямую - и дуга более ручная,и шов не так плывёт,и шлак не докучает.Шов более плоский,но чешуя более грубая и заметная.Но варить,на мой взгляд,комфортнее. Одно время с Morgmail_ом не мало копий в дебатах сломали , относительно удобства сварки на определённой полярности.Замечу,что просветку стыки проходили исправно.Тут решил развеять скуку и перекинул на клеммы на обратную полярность,"на правильную". Разница заметна невооружённым взглядом (в сравнении с ранее выложенными позициями) - чешуя еле заметна,шов "концентрированный) - не такой плоский и более выпуклый,ток,в сравнении с прямой,ниже на 5-10А .Шлак, конечно, досаждает,но не так уж и критично,как казалось ранее.
7 баллов
-
Продолжим, нержавейка толщина 6мм колени ф 508мм. . Затёртые наждаками швы показывать не буду (ужас).
6 баллов
-
@Dmitry N, да, галтель.
5 баллов
-
Вот мои сварные швы:
5 баллов
-
У друга пробило бойлер.Вот что получилось.
4 балла
-
Облицовка, сварка разделки и сварка труб - это, в плане техники ведения электрода, совершенно разные вещи! Не надо стремиться к шаблонному копированию (ёлочка, серп, молот и т.д.)! Надо чувствовать дугу и знать как должен выглядеть качественный шов, и не важно каким способом он заварен...4 балла
-
Ну видимо потому что каплю от проволоки ловит ванна за счет поверхностного натяжения. Пауза тока прилипание конца проволоки к ванне, первый импульс формирование перемычки второй отжиг ее без лишнего разгона капля при этом втягивается поверхостным натяжением в ванну без лишних брызг, так как в период втягивания снижается ток дабы не разгонять каплю. Опосля дугой догрев ванный широким импульсом как элемент основного тепловложения. Все бы хорошо, но режим очень чувствителен к ОС и наличию помех.3 балла
-
Я ими варю, прошлогодние они у меня ещё, брал по лету 300 р. за пачку. Из пачки электрода 2-3 бывает козыряют. Как сейчас они у них получаются соответственно не знаю. Фото их шва сегодня выглядело примерно так (тройкой, толщина круга для ориентира 4-ка), или так:
3 балла
-
После нахождения формулы счастья,решил человек зайти за лекарством ,в аптекупосле принятия лекарств,почувствовал душевный подъём и решил выразить в музыке.
3 балла
-
Родине труд вдохновенный! И ниипёт!
3 балла
-
Добавочка: Отжигающий валик накладывается (ложится, кладётся, выполняется, заферлупенивается) на привариваемую деталь - это аксиома! А у нас ещё и дополнительно стали лупить за то, что в случае ферритного исполнения на перлитной стали валик отжигающий покладен на основной металл! (в ферритном исполнении отжигающий должен налаживаться на шов, а не на металл....) Но начинающим сварщикам это пока рано знать, но для профилактики пойдёт Главное что!? Главное варить с отжигающим! И самому спокойнее и за людей под краном не страшно! Есть много спобов снятия внутренних напряжений шва, но это уже совсем другая тема... З.Ы. И запомните, что сварщик, не знающий теории - это анархист! Можно научиться красиво варить, но не зная что чем и как - это бесполезное занятие! Учите мат.часть!
3 балла
-
Э Нет, металл снизу ложится, дальше и работает поверхностное натяжение. И плюс, ванночка туда - сюда гуляет, нагоняет волну жидкого металла на закристаллизовавшийся, часть кристаллизуется. Мы так же при РДС тли ПА сварке металл нагоняем в нужное место, только здесь частота колебаний высокая.. Вот, и Nub уже ответил2 балла
-
Электроника не определяет наличие или отсутствие валика, за счет обратной связи электроника следит чтобы процесс от цикла к циклу совершался одинаково, в ванну вносится одинаковое количество металла не зависимо от того потолок это или нижнее положение. Именно исключения функции переноса металла дугой и позволяет достич примерной одинаковости процесса, так как поверхностному напряжению фиолетво откуда подбирать каплю сверху или снизу. Усилие при этом развивается примерно одинаковое. А вот когда работает дуга, результат переноса значительно отличается при толкании магнитным полем капли вниз или вверх.2 балла
-
@Dmitry N, Дима, надо было брать с надписью " LINCOLN SWARSCHEK", тогда и размер подошел. Ну а по существу- всё это красиво, но огнеупорные свойства ткани желают лучшего, да и стираться она должна спец.составом. Самое слабое место в них это сгибы- на рукава попадает окалина и дымит за милую душу. Я пользуюсь нарукавниками с пробановской пропиткой, но менять их всё-равно приходится через 1-1,5 месяца. Из плюсов- лично для меня- в ней намного комфортнее чем в нашей дерюжной. Со спилковой не сравниваю- это разные "весовые" категории.2 балла
-
Сегодня работал на выезде,немного,алюминиевые распорки в кузове полуприцепа фуры.Варилось все хорошо,затем остался какой то сантиметр шва и ни в какую.То газ не идет,то все пропадает,как курок горелки отпустил.С трудом заварил.Расстроился немного,приехал домой,включил,поварил как ни в чем не бывало.Позвал соседа электронщика,рассказал о проблеме.Я варю,он меряет напряжение,все в порядке.Принесли мощный ЛАТР,давай снижать напряжение,вот когда напряжение стало ниже 200-205 вольт в сети,начались глюки.Заявленные в характеристиках 220+-20% не соответствуют действительности.Сосед сказал возможно таким способом решили проблему защиты IGBT транзисторов от низкого напряжения.В общем пока так,буду отписывать хорошие и плохие моменты в работе аппарата.2 балла
-
Рвется то не по шву, а по ЗТВ, поэтому результат от проволоки не будет зависеть.2 балла
-
Перенос осуществляется не силами поверхностного натяжения, а магнитным полем, воздействующим на каплю, вопреки силе поверхностного натяжения. На видюшке хорошо видно, как ванночка колышится в такт с импульсами. Сила магнитного поля, воздействующая на каплю пропорциональна, если память мне не изменяет, квадрату тока. В этом и суть импульсного режима - принудительно срывать капли металла с заданной частотой. Можно с формой импульсов поиграться, добиться требуемого переноса металла. Только всё это давно известно, не Линкольн это выдумал. Я не говорю, что Линкольн плохую технику делает, но данная реклама, извините, больше на лохов, чем на спецов рассчитана. Спецы это давно знают. И не только Линкольн такие ПА впускает. Эти исследования проводились, еще когда инвертора на тиристорах делали. Швы на фото - обычные для ПА, даже без импульсного режима. Я то же самое Сварогом делаю. Кто ПА работает - подтвердят. Вы потолочный на алюминии покажите - это демонстрация возможностей будет. А чёрную трубу с идеальной разделкой варить - это банальность.2 балла
-
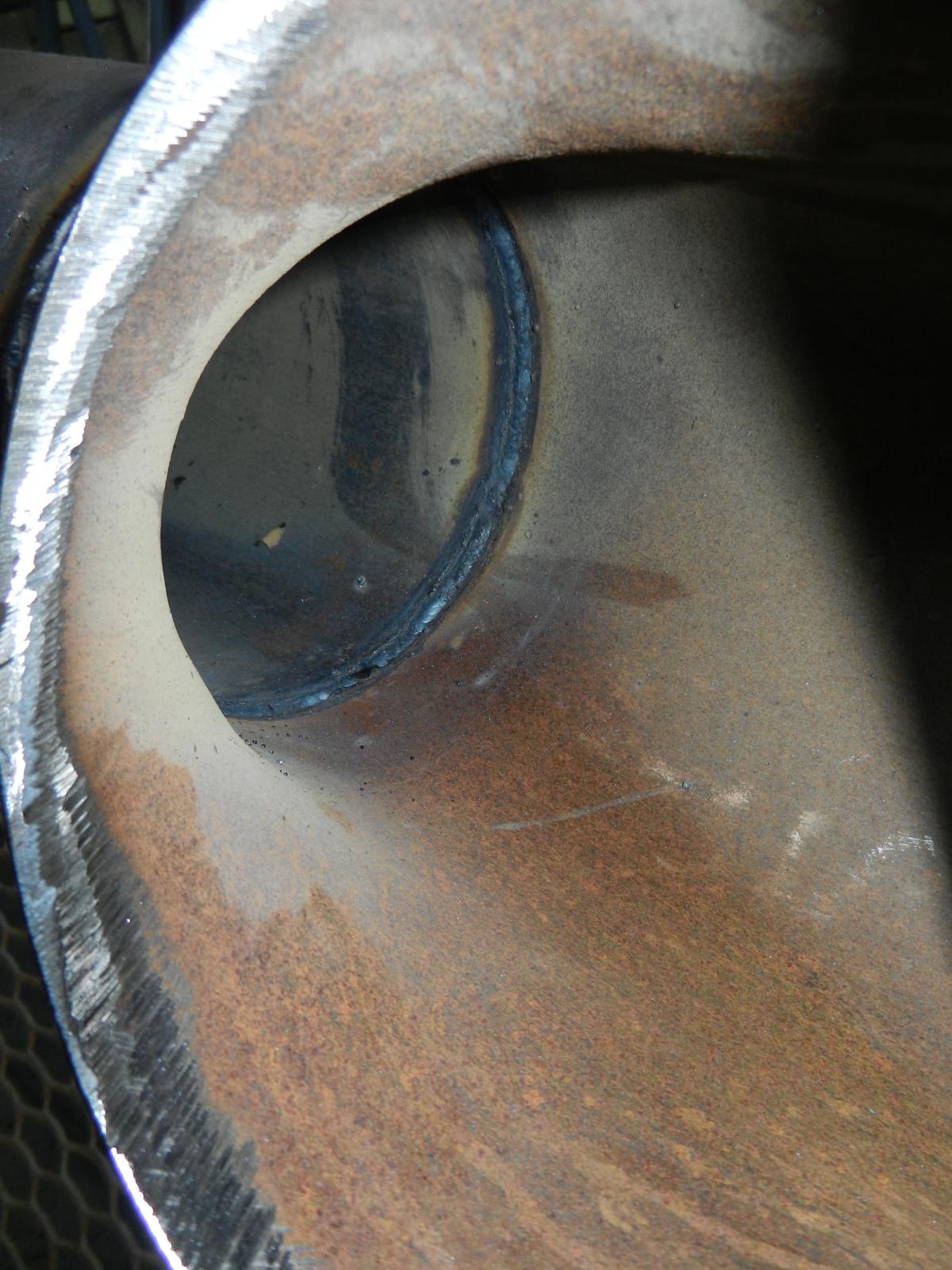
@ARGONIUS, в моём распоряжении (для тестов) имеется Power Wave 350 CE с STT модулем. На следующей неделе буду пробовать варить образцы. Есть одно НО. STT технология применяется на трубах с диаметром от 152мм, необходима разделка с притуплением кромок 2мм и открытый зазор 3-5мм. Это очень важные параметры. Рower Wave 350 CE с STT модулем: Механизмы подачи проволоки: Корневой проход сваренный с применением STT (без разделки кромок, зазор неравномерный, толщина стенки 4мм): Демонстрация:
2 балла
-
Новая спецовка.....тоже размер на вырост .
2 балла
-
Как на самом деле хоббиты добирались до Изенгарда.
2 балла
-
Сделано для Шурпет, по мотивам репризы из давнишней программы: военный "Городок". http://www.youtube.com/watch?v=2MVOtc8PP1Q
2 балла
-
@ARGONIUS, Да, погонял "в двух масках" по очереди. У Оптреля фильтр более похож по ощущениям на новый стеклянный. Попытался в ф.шопе изобразить разницу с "корундом", ореол-засветку изобразить правильно наспех не очень получилось(надо светлее), но приблизительно выглядит примерно так: "оптрель" "корунд" http://f5.s.qip.ru/IA4wMn0C.png2 балла
-
кто ножи варит?первый раз об этом слышу,тем более рдс.2 балла
-
http://s58.radikal.ru/i162/1404/a4/01a5e6da3d01.jpg2 балла
-
отжигающий валик накладывается для отпуска закалённой зоны: "Если отжигающий валик наложить в сильно разогретый шов, то может не получиться отпуска закалённой зоны. Если запоздать с наложением отжигающего валика, то процесс закалки может закончиться и в зоне закалки могут появиться трещины до наложения отжигающего валика".2 балла
-
Оптрель550-ый, обошёлся в бутылку "Талки". Знакомый с нефтезавода вывез, он не сварщик и не представляет, что это за штука а им там всем выдали такие. Живут же люди... http://f6.s.qip.ru/IA4wMmZa.png2 балла
-
Прошел месяц работы в робе, которую прислал Иван Слугин. Пока даже намека нет на какие то дырочки, брызги от сварки держит хорошо, по швам нигде не расходится, клепки все на месте, залипы тоже работают. В общем доволен, замечаний пока нет, хотелось бы еще карманы на штанах.
2 балла
-
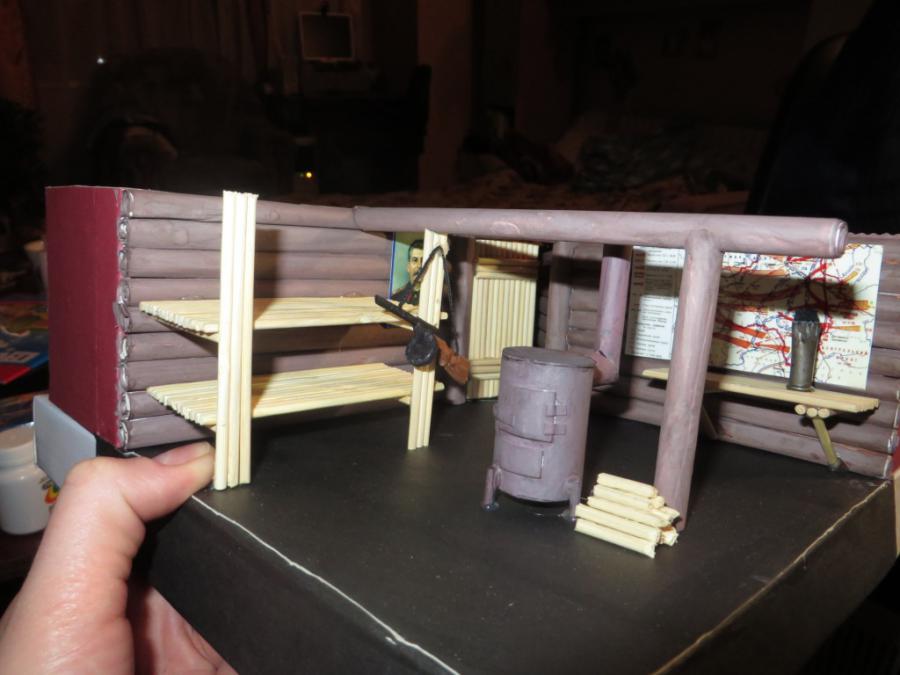
Денька три разряжался на кропотливой работе. Развивал так сказать фантазию и мелкую моторику пальцев. Мелкому в школе дали задание макет землянки сделать и сдать. Пацаном я любил поклеить. Расслабляет, затягивает. Но со временем все забылось. Решил вот взять патриотическое воспитание в свои руки. Изобразить землянку для новых поколений. Которые уже и не знают что это. Материал картон, бумага, гильза от монтажного пистолета. Бамбуковые шампура, а траву мама связала из хитрых ниток. Карта и Виссарионыч на фотопринтере. Все на ПВА или термопистолет. Покраска фломзики и гуаш. Красила девушка моя. Все остальное я. Сегодня днем закончил. Это начало на крышке от обувной каробки и я со своими толстенными пальцами. добавил элементов и собрал буржуйку, солнце мое покрасила. Постепенно добавлял элементов, пока не собрал всю. Эт я с готовой. А это она с размером для ориентира и с разных ракурсов.
2 балла
-
Я Вам на вентилятор подброшу, чтобы не скучно было: http://websvarka.ru/talk/index.php?showtopic=1195 А есть ещё один п/а, но с двумя проволоками в горелке. На каждую свой импульс подаётся и заморочек с настройкой в разы добавляет...1 балл
-
Одно время проявлял немалый интерес (на любительском уровне) к этой технологии сварки . В одной конторе даже сталкивался с парнем,которому довелось опробировать Линкольн с этим функционалом.Свои впечатления он выразил своеобразно : "Классно !Легко,удобно,но не интересно." А почему? "Да никто его нам не купит,поэтому и интереса никакого".Кстати,заварил образец с первого раза,правда ,аппарат быд настроен. Эта ссылка ещё со времён проявления интереса,просто в тему ;http://sibregion.ru/?module=profi&id=101 балл
-
Применение все то же, но стт элемент синхронизации зависимый от текущего состояния по положению горелки, длины вылета проволоки напряжения и подачи. Обычный импульсный режим задает поведение дуги и ванный без учета, а может ванна в данный момент управляться или нет, может большая капля набралась и смотрит в дюзу, а тут фигак, как бичем импульс тока и вся капля на стенках и маске. При сст, наоборот система мониторит а можно прям щас ток врубить или еще подождать пока капелька отвалится, а уж потом дожать.1 балл
-
@Piratwar, издавна существует проблема св. терминологии. Работая в одной системе, мы с Васо29 постоянно уточняем друг у друга про галтели и калибры, голубницы и шпигаты, требования к радиусам спряжения швов и прочие узкоспециальные вещи. Даже у нас иногда одно и то же слово/термин означает несколько разные вещи. Но у нас существуют схемы,эскизы и РД, в которых есть точные пояснения. В данном случае Тудвасев вероятно хотел сказать одно, а получилось другое. Мы практически всегда (если есть такая возможность) варим вертикальные швы углом вперед - это понятно и объяснимо: поток дуги помогает удерживать расплавленный металл эл-да от стекания. Попробуйте варить горизонтальный шов вот так: I/ , а не вот так: I\ (I - расположение пластины Ме, / и \ - расположение эл-да) и всё встанет на своё место.1 балл
-
к #59: как я могу комментировать Ваш пост, если Вы в нём ничего толком не указали? Приварка грузоподъёмной оснастки предполагает сварку с галтелью, т.е. в два отделочных валика с плавным переходом к основному металлу. На перлитных сталях даже для приварки временных креплений, не говоря уже о рымах, используют метод "отжигающего валика". Это снижает риск возникновения трещин в зоне термического воздействия. Учитывая, что повышенное тепловложение укрупняет зерно в 3ТВ, рекомендуется соблюдать температурный режим исключая перегрев металла. Так так тема называется "Как лучше варить вертикальный шов", более мне сказать нечего.
1 балл
-
@митька51,@schkaliki,@Георгий 11,@Илария,@Helper,@AMBIVERT42,@Менгон,@BelaZZ,@svarnoi69,@ivantr,Всем огромное спасибо за поздравления!за пожелания:-).22 года,совсем еще мало,но бывает что не успеешь оглянуться и на тебе!уже 30,35,40 и.т.д:-)Вот недавно вроде школу закончил,а оказывается 6 лет уже пролетело.Дорогие друзья,очень рад что поздравили.Я уже чуть больше года на форуме,и собираюсь провести сдесь с вами неограниченное время,так как много чему еще учиться,узнавать много нового от вас и от всех участников форума!:-)1 балл
-
Варю узел ХВС.
1 балл
-
http://www.youtube.com/watch?feature=player_detailpage&v=efIi87G45LM1 балл
-
1 балл
-
1 балл
-
откуда есть,пошла, ВСЯ музЫка электронна.. от нойза до техно и хауса с эмбиентом...... АТЦЫ. http://youtu.be/VXa9tXcMhXQ1 балл
-
Было уже? Настроение вдрыбадан... http://www.youtube.com/watch?v=Yd7EwAMhm-U&list=RDYd7EwAMhm-U1 балл
-
Здрасьте коллеги!) Вот такая нестыковочка вышла по соосности(вроде воздуховод был), почему вроде так не по энергетике я специалист просто. Дело было на ГРЭС в Бурятии, г.Гусиноозерск. Нестыковок таких повидал прилично там, работал с пол года в 2013г. Причины в основном из-за гонки к быстротечной сдаче. Как только зашел в 4тый энергоблок так и вся в мыле была, то там вари, ч/з час иди вари в другом и т.д. просто караул какой то. Жаль фото мало сделал тогда. Но все же есть и хорошие стороны, озера в Бурятии очень хороши, есть на что поглядеть, да и Омулек копченый или пресерва в смородине зачет прям!))
1 балл
-
Нержавейка, врезка трубы диаметр ф325мм сварка п\а проволока ф1мм, (исправлял) разглаживал аргонкой. Сварка фланца, диаметр патрубка ф60мм.
1 балл
-
1 балл
-
Делал как-то хозспособом одну приспособу. Ни фрезерного, ни токарного станка не было. Полуавтомат, болгарка и всё. http://youtu.be/8VpCYOWH3zU1 балл
-
В идеале, как на заднем плане зелёная, но можно и другого цвета.
1 балл
-
Давненько ликтрод в руки небрал, так что не ругайте. Неповоротные сразу "обдирают" и корень не сфотать , на этом с потолка корень брал(для тренировки) 159*8 LB 2,6мм ток Х/З 57я( отвод), 89я горизонт(неудачный), глушка 159, врезка 25*3 в 159, врезка 89 в 159.
1 балл
-
Толстые листы, свариваемые в стык или угловыми швами большого сечения, свариваются многослойными швами. При этом тепловое воздействие от каждого последующего валика производит отпуск околошовных зон предыдущих валиков. Шов заканчивается так называемым отжигающим валиком. Отжигающий валик кладут так, чтобы края его отступали на 3—4 мм от линии сплавления предыдущих валиков. При этом отжигающий валик не вызовет закалки в околошовной зоне, а произведет отпуск.1 балл