Лидеры




Популярный контент
Показан контент с высокой репутацией 20.03.2014 в Сообщения
-
Сегодня на работе меняли старый дренажный насос на новый, электроды МР-3с ток на бобышки 180А на трубы 140А, варил бобышки на насос и движок не много не подошли трубы переваривал,надеюсь не потечет завтра покажет, вертикальные стыки труб (горизонтальный шов) вобще только пару раз варил
 5 баллов
5 баллов -
Типа левого..? Оно ещё лёгкоразборное, для смазки, или надо продёрнуть верёвку с узлами на концах. А это так, до кучи, карабинчики из такелажного ящичка.
5 баллов
-
На работе напряг с работой... это плохо. Жаль терять время просто так... Итог 3-х дней, что должен был сидеть дома. Благо, что разрешают пользоваться техникой и инструментом. Как то рубил и гнул на работе одному заказчику детали из чёрного металла, ну и с его "барского плеча" мне досталось н-ное количество листового материала, толщиной 3 мм. Долго думал: что? Мангал есть, друзья подарили. И тут: а может коптилку? Пошарил по интернету, сходил в магазин и увидел то, что надо! Это и стало образцом. Посмотрел, "пощупал" руками, как сделано. И исходя из размеров оставленного мне материала, рассчитал размеры коптильни и топки. Остатки пошли на внутренние стенки, днище, верх, низ, "шапочку", другие детали. Жаль фотографии не с самого начала процесса, но всё же: Внутренности: полозки и крючки "шапочка" с трубой Ножкки сделал отдельно, для транспортировки намного удобнее, да и не знал на сколько угадал с высотой. Если что, так их можно отдельно переделать, не таскать всю коптильню Навесил дверцы. Сразу нашёл недочёт: нужно по две петли на дверь, а у меня снизу одна И после первой покраски Вот такая печь для горячего копчения. Может, что и доработаю (хорошо бы термометр установить), но сначала хочу попробовать в деле
4 балла
-
Почему то меня всегда раздражали огарки, поэтому работаю в сопровождении "пепельницы", в ней по ходу живут молоток и монтировка, а на момент перемещения ещё добавляется колчан с электродами. По мере наполняемости огарки ссыпаю в пачки от электродов.
4 балла
-
Предстояло заливать колонны бетоном, в ручную. Потому как насосу развернуться было негде. В помещении отведенном под бытовку нашел колесико блочка с осью. Запузырил по быстрому блочек и держатель под него с возможностью установки на леса. Колонны то высокие - 3,5 метра. В общем в век передовых технологий... батя на лопате, Лось и Санек с ведрами я на веревке, бугор на лесах. Три с половиной куба бетона приговорили. Пальцы на руках теперь не гнутся. http://youtu.be/aW5EuI9KTq43 балла
-
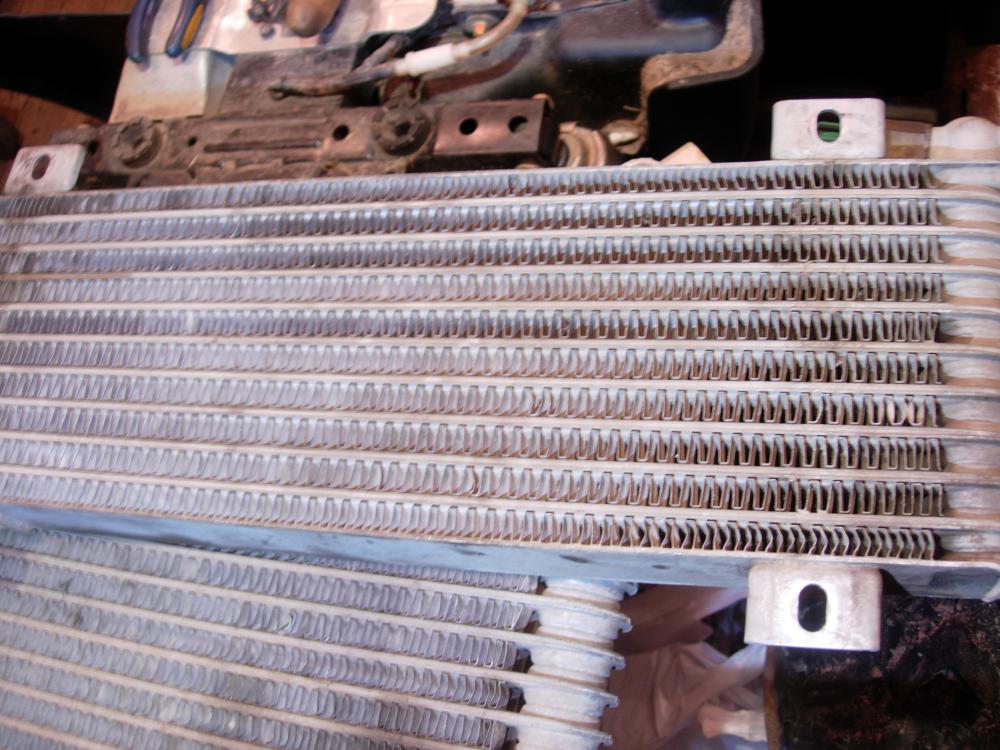
Два масленых радиатора от трактора . Опрессовал 3 атмосферы , всё нормально .
3 балла
-
То, что там что-то отгорело - это следствие. Я бы, чтоб не гробить дорогой новый модуль, сначала поставил бы пару обычных штучных игбт + диоды и поигрался бы с аппаратом. Тем не менее существует вероятность того, что если просто установить новый модуль аппарат будет нормально работать.2 балла
-
, рефлексотерапия, т.е раздражение зон поверхности кожного покрова, рефлекторно связанных с внутренними органами и системами- ничего сверхъестественного или сказочного в этом методе нет. Причём это необязательно иголки. Есть и температурное воздействие на эти зоны и электрическое и химическое.. Надо только понимать что это не универсальное и всемогущее лекарство. Не нравится мне также когда в это дело начинают примешивать мистику. Моё мнение функциональное состояние органов и систем эта методика может поправить, а вот органические изменения- нет. Это как если сравнить с механикой, масло может смазать например исправный, но скрипящий вал, а вот если есть выработка трущихся поверхностей- толку от него будет немного.2 балла
-
@saper24,Так то тура, а не леса, как вы её не уронили!! Или с лапами была? Эхх... меняб тудаб....... и руки бы не болели2 балла
-
Все зависит от будущих условий конкурса, Может и буду. Хотя я сторонник принципа : "сам получил приз - дай другому получить", А по поводу нечем похвастаться - постоянно что нибудь делаю. Другое дело - будет ли это интересно форумчанам? Вот недавно собрал брату очередной недорогой протяг полуавтомата для подключения к аппаратам типа SSVA, ИИСТ-па, Контур. .
2 балла
-
Ну вот пришел и мой приз!.Тоже хочу поблагодарить всех отдавших свои голоса за меня, Огромное спасибо организаторам конкурса, в особенности Андрею(Andrew), а также спонсорам конкурса (в моем случае "Тиберис"). Такой почин надо продолжать. Удачи и успехов будущим участникам в следующих конкурсах.
2 балла
-
Ну,дык...На это и расчёт. Константин не просил петь дифирамбы. Это дело, в отличие от сварки, иные спецы умеют делать...2 балла
-
В своё время, хотел сэкономить на Бинаре-Вебасте, и сварил самый маленький газовый котёл. Думал, как ни будь его вписать в систему охлаждения машинки, но плюнул и купил Бинар, а котёл лежит и ждёт каких нибудь оказий. Короче игрушка, Испытания... ПыСы Как ближе к 50 температура подошла, прогорел котёл. Пришлось прервать испытания и заваривать дырку.
1 балл
-
Труба наружный 20 мм внутренний 16мм, сшитый полиэтилен. Обычно до 60 метров в контуре. Расстояние между трубками 20 - 30 см, Не знаю, какой насос у вас в котле, я обычно использую UPS 25/60 Grundfos. (не принципиально, в котлах обычно примерно c такими параметрами и стоят) Терморегулятор вам не нужен. Где то 8 -10 контуров параллельно. Пенопласт 2 см, плотностью не меньше 25, 2 слоя сетки с ячейкой 20 см из 5 мм проволоки. И стяжка 5 см от верха трубок, не меньше. Оборудование какое? В смысле нагрузки на пол? Тут другая проблема - пол прилично тёплый будет, на таком ноги очень быстро устают, даже в обуви. При намёках на варикоз вообще противопоказано. Что производить будете, что с требованиями к вентиляции? Всё это в комплексе решать надо.1 балл
-
Женится надо было по любви, а не по расчёту.1 балл
-
@Константин Краев, Готов провести тест аппарата на балластном сопротивлении, со снятием электрических характеристик (входные и выходные ток и напряжение), проверить на соответствие ПВ, проверить на способность работы от бензиновой 5кВА электростанции, так же со снятием электрических характеристик. Проверить работу на различных электродах и разном металле. Все разумеется с видео. Единственно, что не могу гарантировать, это жесткую сеть 220В, т.е. все испытания могу провести только на относительно слабой сети. Если такие тесты могут заинтересовать вашу Группу Компаний, то я готов поучаствовать, но с одним условием, что аппарат для теста смогу получить в Н-Новгороде до 24 Апреля.1 балл
-
@ARGONIUS, клапана стоят последовательно, а подключены они электрически параллельно .1 балл
-
, не совсем. Эффект от неё есть когда надо что подладить и поддержать в организме. У неё своя область применения, для примера камень в жёлчном пузыре ей не вылечишь, а вот если нет камня, но просто плохое функциональное состояние жёлчного пузыря, может и неплохо помочь. Это сравнительный пример, так то я не специалист по этому профилю.1 балл
-
@BAN,так вот и хочется услышать реальную оценку Сварщика,а не менеджера в теплом кресле.1 балл
-
@Георгий 11, на роль эксперта не претендую, но свою субъективную оценку, до конца этой недели постараюсь изложить, просто я сам не равнодушен ко всему, что умеет сваривать и летать, жаль самолет никто не предлагает.1 балл
-
@простой мойша, вот спасибо, взял всю контору спалил. Могу и разочаровать, привык говорить по существу.1 балл
-
Как раз таки недавно, знакомый продавец техники Аврора просил меня протестировать эти младшие две модели, (стикмат и минион) так что могу дать отзыв о них просто так, думаю опробовать на lb52 и целлюлозе.1 балл
-
Могу предложить свои услуги по тестированию-аппарат будут использовать в жёстких условиях севера на сварке всего и вся и практически без перерыва;от сварщиков высокой квалификации до практикантов из солнечного Узбекистана...1 балл
-
@SergDemin, кому-нибудь дадут, и померить будет возможность и пощупать. И даже поварить. Можно и через балластник погонять. Индуктивными клещами ток пофиксировать. Реальный, а не то,что художники нарисовали. Как говорится, "Будет Вам и белка, будет и свисток!"1 балл
-
Не прокатит - 1. он на 1200в и у него большое напряжение насыщения к-э (будет сильнее греться) 2. у него корпус с неизолированной пластиной - выводом коллектора. Ставить через номакон - не покатит (сдохнет от перегрева). Возможно сгодится керамика, но где ее взять в единичных количествах - я не знаю. У модулей кристаллы сидят на керамике и условия работы у них приятные.1 балл
-
Вот ещё один навесик - кафе летнее Докучи бетонную стенку залили под столбы и цветочки. Вот так эта стенка в облагороженном виде выглядит(облагораживали не мы)
1 балл
-
На базе навесик городили, типа земля под крышей дороже. Заказчик выделил нам погрузчик вот с этой люлькой, теперь я понимаю мариманов когда они на землю сходят. Покатаешся до обеда, и ног не чувствуешь, всё таки твёрдая опора под ногами лучше. Варишь-варишь, чуть передвинулся для удобства, и давай люлька качатся.
1 балл
-
Тоже тут козырки леплю, два дняработы с 12 до 18 без перекуров, в одного. 6х1,25х2м. Осталось лесенку внутри, пять ступенек и перильце.
1 балл
-
Считаю выпивку доступным способом хорошо провести время и поднять себе (а то и окружающим))) настроение. Поэтому хочется пронести через время возможность выпить без последствий. Много моих знакомых эту возможность утратили, поэтому не пьют вообще. А если выпьют-на недельку-другую выпадают из жизни. Это плохо. Другое дело- в субботу выпить, воскресение полежать (не похмеляясь, конечно), а в понедельник- на работу, счастливый и отдохнувший. Ну и приоритеты расставлять нужно, если в выходной край надо за рулём быть- отменяю пьянку, а не руль. (Край- это не отвезти кого-то из родни на дачу, т.к. им лень на автобусе прокатиться). На работе выпивку вижу неприемлемой. Это неуважению к коллегами и к результату труда. Курить-плохо, даже хуже, чем выпить, при этом курю. Начинал, как и все в пи в ранней юности, теперь жалею, вот траву ни разу не попробовал, и сейчас она мне и близко не интересна, а ведь так могло бы и с сигаретами быть.1 балл
-
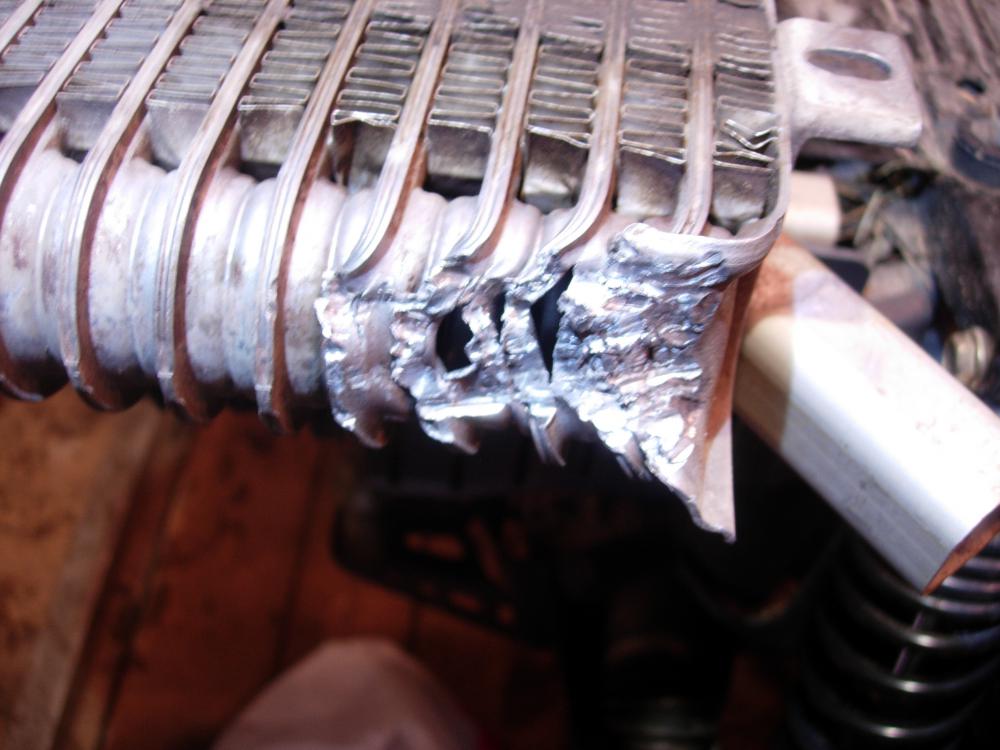
Признавайтесь,кто ковш восстанавливал?
1 балл
-
Всем привет! хотел поделится своей маленькой радостью приобретения, так как за данным инструментом мне пришлось бы отмотать километров 200 и искать еще магазин. я пошел по пути наименьшего трения, зашел в местный строительный магазин и заказал по каталогу (у нас такая вещь ну прямо скажем чуть ли не редкость), и вот через 2 недели привезли. доволен как кот в марте.
1 балл
-
Вот, как обещал, раскроил , пошил неделю тестируем , .
1 балл
-
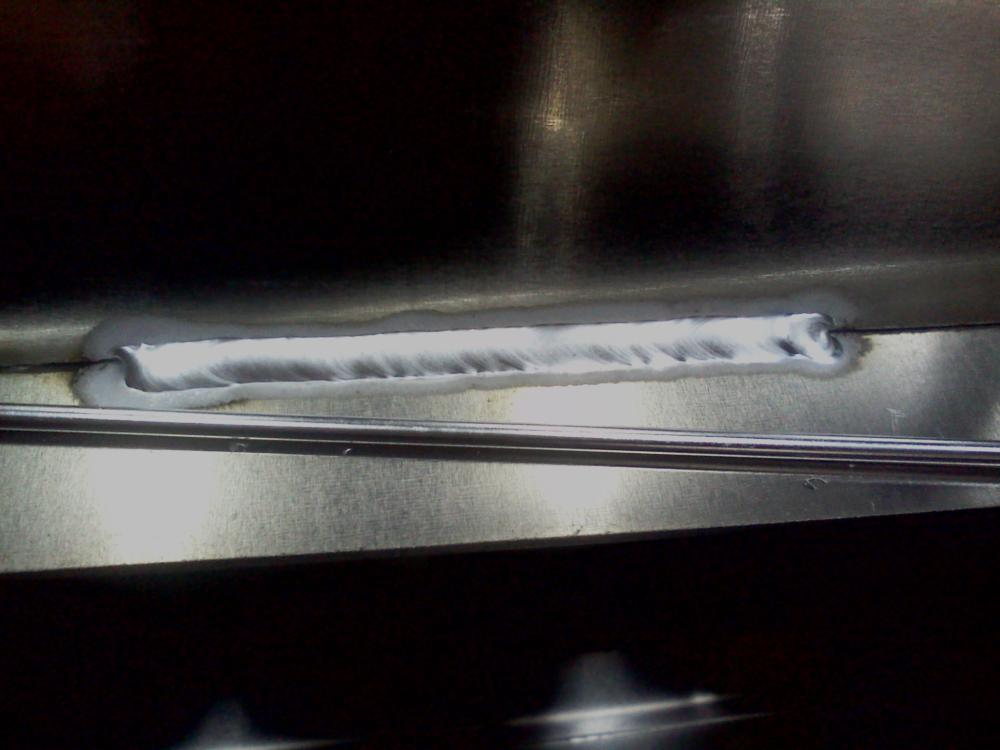
Нержавейка тиг, фланец к трубе ф89. Нержавейка полуавтомат, сила тока 150-160 ампер, сварка в стык толщина листа 6мм в нижнем положении с наклоном примерно 30 градусов, шов нужен был почти без усиления(для последующей вальцовки).
1 балл
-
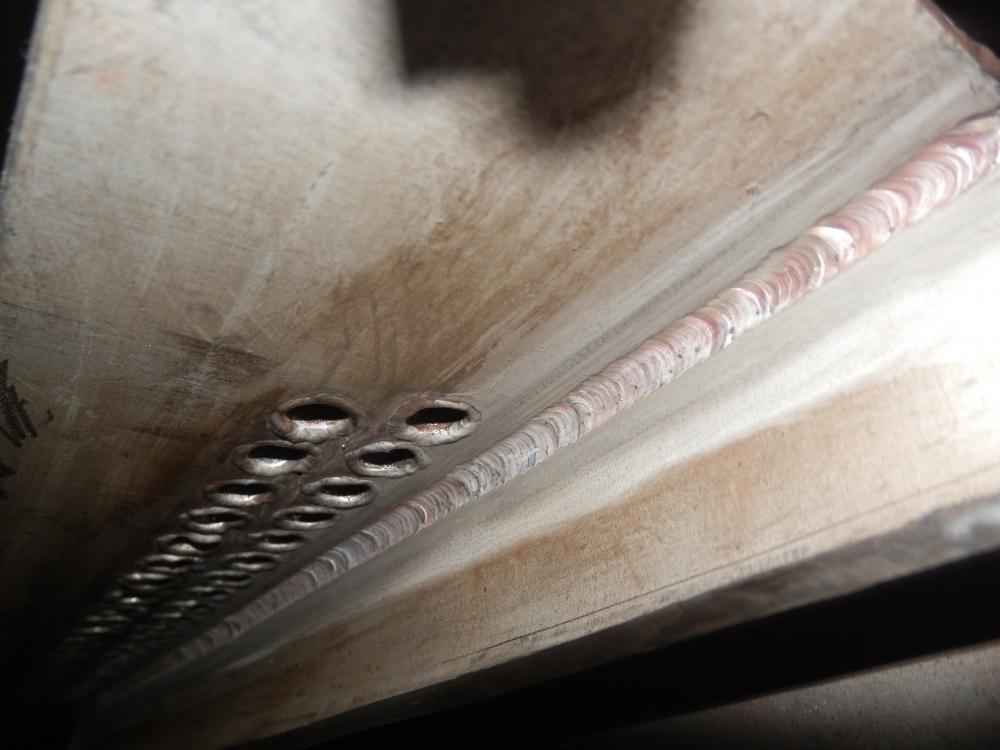
Сварка Almg5 s-2,3mm. РАДС. Присадка 3мм. Ток 140- 170А.
1 балл
-
От себя ещё добавлю: была у нас 11-12 лет назад "золотая" секция приразломной. Только-только осваивали порошок (марку не помню) и новое оборудование. Ну и варить стали этой проволокой в смеси (смесь у нас 80/20), никто ничего нам не разъяснял, что там да как, не проводилось обучение и аттестация. Так вот наварили с аргоном, а оно возьми всё потрещало да полопалось ...Оказалось, что этой проволокой нужно варить в чистой кислоте. Переваривали всё ручной...
1 балл
-
@Корабел, порошочек? Что за проволока? Кислота? Смесь? С газом? Без газа? Без порошка? Без проволоки? Без смысла.... Что-то вот на подобии...
1 балл
-
Мне нравится варить потолком! Думаю, пятёрку помучал бы Чтобы не совсем оффтопом, то выложу завалявшийся вертикал шпангоута
1 балл
-
Я так понимаю, вы Россию таким образом пытаетесь оскорбить? Или типа не знаете, что Сварог - это ккитайсий Джасик, который на Украине стоит недёшево? Российский хлам... Уже только потому, что они так хотят.1 балл
-
@ЕвгенийКоломеец, с таким подходом, здесь никто не задерживался.1 балл
-
@АВН,закрадываются у меня такие мыслишки, если честно! Мы начальству давно толдычим, что убирать надо с объёма эту проволоку! Но как об стену горох! ....
1 балл
-
Не заставил себя долго ждать. После опрессовки нижний бачок потек, еду переваривать за другого сварщика.1 балл
-
Опять "колы"....По-ходу вечная тема
1 балл
-
Поработал сегодня на выезде на мурманской судоверфи, калорифер из нержавейки.Ток 140А, толщина нержавейки 3 мм, присадок 3,2 мм. А это до меня вызывали сварщика; ниний бачок заварить. Сварщик им заварил... полуавтоматом - проволоку использовал Св08г2с. Думаю, что скоро поеду нижний бачок переваривать. Тов. Шестухин, пожалуйста будьте внимательнее в составлении сообщений и шрифтах. А.В.
1 балл
-
Стык в районе съёмного листа
1 балл
-
Дал задание "студентам" узелки варить и пока был перебой с газом вручил им эл-ды диам. 5мм...Не пошло у них как-то...Показывал как надо... "Дуло"...Магнита в наличие не оказалось естественно...Варил левой рукой пятёрой, толщина 16, К-обр. разделка, габарит 22/9 (вроде )... P.S. не люблю на себя варить...
1 балл
-
Друзья варят.
1 балл
-
Потолок, что-то м/у стыком и угловым, 2 прохода порошок феррит Подварочка до кучи Порошок аустенит, тавр
1 балл
-
Апну прибамбасинги. Так-как сварка подразумевает железо, а железо иногда бывает тяжёленьким, то имеются всякие такелажные прибамбасинги. Вот некотрые из них. Блочная насадка на туру. Её применение.... я там в конце чутка матюкнулся..сори. http://youtu.be/7MwJFw3E00E Ну и "кран" поменьше. Тут другой блочёк на верху, поменьше. http://youtu.be/gnKWY8bXsxw
1 балл
-
Памятка сварщикам... http://s020.radikal.ru/i713/1402/0c/1dd39ae0848d.jpg1 балл
-
Это местных.Вместо кары1 балл