Лидеры




Популярный контент
Показан контент с высокой репутацией 02.12.2013 в Сообщения
-
К посту 63,
 4 балла
4 балла -
Наши нигде не пропадут! http://youtu.be/vLAC-JGxDb04 балла
-
4 балла
-
этим я был
3 балла
-
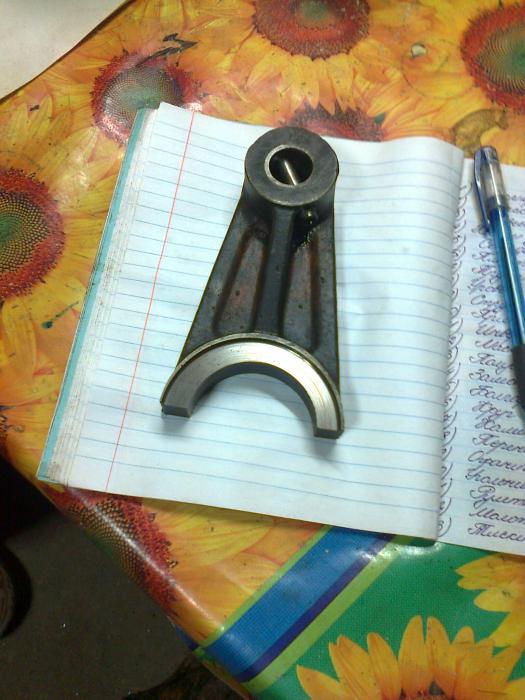
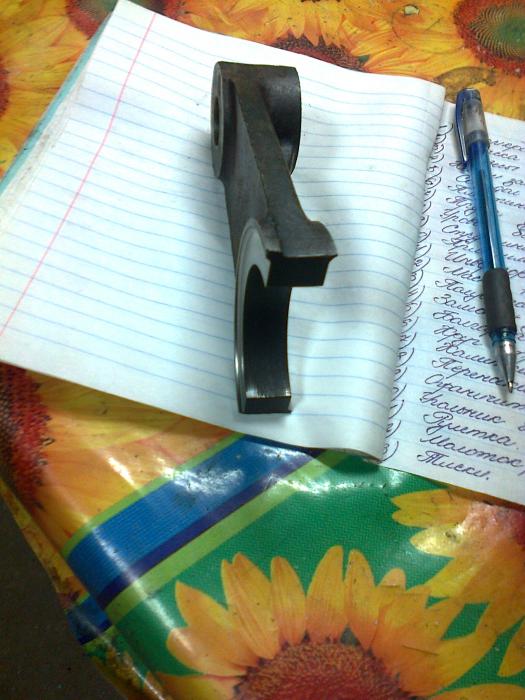
Опять чугун. Наплавка щёк вилки муфты включения фрикционов токарно-винторезного станка 16К20. Было. Предварительный нагрев, наплавка и медленное остывание в песке на печке. Проточка наплавленных поверхностей на специальной оправке в станке 1А616К.
3 балла
-
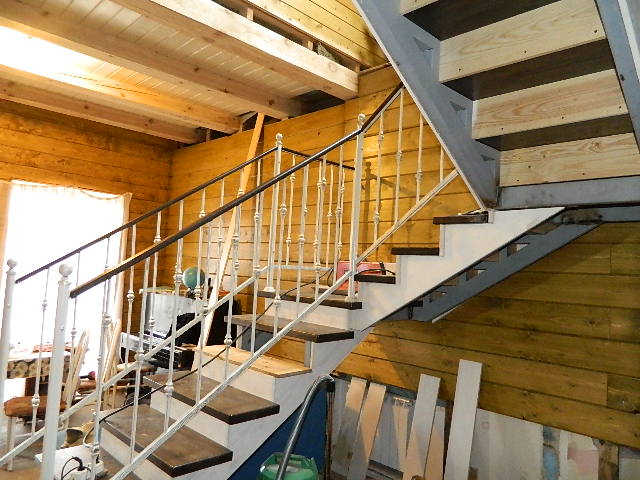
Прошлой зимой. Лестница в коттедж. Мороз -17 и сквозняк. Удивительно, на улице работать было гораздо приятнее, чем в доме. Пришлось утепляться: трое штанов, охотничьи сапоги, тёплая кофта под курткой, тонкие перчатки и спилковые краи с утеплением. На этом форуме я никого этим не удивлю, но опыта мне это добавило. http://content.foto.mail.ru/mail/white-pride/_myphoto/h-78.jpg А это моя первая сварная конструкция. Ненавистный забор, который я варил ненавистным мне престижем-164. Сцены сварочной эротики. http://content.foto.mail.ru/mail/white-pride/_myphoto/h-79.jpg3 балла
-
Решил создать на форуме тему про сварочные агрегаты(САК или САГ кто как хочет так и называет).Первый показаты сварочный агрегат denyo dwl-400esw чистокровный японец, попадалися 480 китайские, один через две недели увезли на ремонт второй через месяц, на прошлом месте работы 400 года четыре работали без особых поломок, наверное до сих пор работают.Кому что интересно спрашивайте, отвечу.
2 балла
-
на сварщика и учусь вот,ргр у меня,сделала я его и че вы думаете,преподаватель мне и говорит ,только сварочные агрегаты написать,вот и ищу агрегаты,нашла КОМБИ-300универсал,АСДП-500Г-ЗМ2 балла
-
Да, О-о-о и у-у-у http://f3.s.qip.ru/IA4wMiOm.png2 балла
-
ага.. примерно таким же образом вес свой сгоню на какой-нибудь напряжённой работёнке, а дома жене диеты до фени. Наготовит котлов... , вчера к примеру, читая ваш пост я упражнялся на ночь в 23:00 по ХБР вот с этимhttp://f4.s.qip.ru/IA4wMiNZ.pngи этимhttp://f4.s.qip.ru/IA4wMiNY.png- вот вам и лишние кило Но перебороть себя было крайне сложно....не возможно просто.....ну кто бы сдержался?2 балла
-
Так наши смежники, сборщики, ставят прихватки! Наконец-то мне доверили варить без какого-то ни было контроля, в один проход катет 8! Просто сказка!))))) Не надо думать чего-то, париться...
2 балла
-
Фланец к трубе 76мм, нержавейка 316, толщина 3мм. Труба "задувалась" газом, ток 80А .То, что приварено п/а - не моё. ТИГ - мой шов, вид изнутри и снаружи.
2 балла
-
Надписи всякие сваркой,резкой,на века.
2 балла
-
Сварочные материалы,ток, толщина, контроль и прочее всё как обычно,..ничего нового...
2 балла
-
Не о сварке, но круто. http://reibert.info/antik/images/16902l.jpg Монгол Шуудан терпеть не могу, как и весь русский рок. Продумываю что-то в этом роде: http://skreened.com/render-product/e/a/m/eamaelbgaoggieuwldko/welder-with-welding-torch-visor-retro.american-apparel-unisex-fitted-tee.white.w760h760.jpg http://www.grahamtool.com/images/products/detail/welder_640x576.1.jpg http://skreened.com/render-product/a/a/p/aapemotwwkdkuqfggqnu/welder-worker-welding-torch-retro.american-apparel-unisex-fitted-tee.white.w760h760.jpg А эту уже забил зёма Шестухин http://www.weldingtipsandtricks.com/images/weldmonger-tee-small.jpg Или вот хорошая идея. Обожаю сочетание сварочных горелок и поршней с шатунами. Только б ещё что-то крутое по машинам делать http://s3-media3.ak.yelpcdn.com/bphoto/v6IE8xSd3tJMN_J0v1U6ow/l.jpg http://www.sarcastictees.com/images/printtypes/a5wdigiprint.jpg http://www.weldingmart.com/media/catalog/product/cache/1/image/700x700/2079ca5422bc5fc007efbc952136a228/a/r/arcarmor_commercial_application_shot_4.jpg
2 балла
-
Смонтировал ограждение,как и обещал,взял хороший фотик и предоставляю вашему обозрению
2 балла
-
@Rolli, Короче: берешь серу, только настоящую, желтую, пол чайной ложки. Столько же алюминиевой пудры, аккуратно все перемешиваешь. Потом поджигаешь- разгорается плохо, зато потом горит как файер. Получается окалина. Её собираешь в пузырек из под пенециллина и закрываешь пробкой. Потом открыл , плюнул туда и поставил в укромный уголок- через пол часа разбегуться все, даже тараканы. Амбрэ полное.1 балл
-
а кто пиво не пьет,тому поэнергичнее и помелодичне)) http://youtu.be/Rx9OoLwiAho ну,и сказки на ночь.. тетка конечно уже не та, что была... http://youtu.be/l_l_PaUbpYk но еще ниче,держится http://youtu.be/8RUOxPIaDBQ
1 балл
-
Главная беда п/автомата это его настройка. Научитесь правильно настраивать и сварка будет вам в удовольствие. Я даже не знаю какая сварка может быть легче, хотя вру, конечно же "холодная сварка" -размял и замазал.1 балл
-
@Менгон и его друзья индийские друзья шокировали большеглазую девушку. (Менгона узнать легко: он прыгает с высоты) http://www.youtube.com/watch?v=MsP_WpiPiJ81 балл
-
Хм... А как в домашних условиях организовать производство электродов, св. аппаратов и всего остального? @Rolli, скажите, Вы нарочно такую ахинею несете? Это я про Ваши темы, которые открываете. Если так, не смешно и "толсто".1 балл
-
В соц сетях мусора полно, не по теме бреда тьма. А Сварка тема обширная, глобальная и много функциональная. К ней прибавить или убавить что либо не имеет смысла, как и в Библии. Сварка-и этим все сказано. Лично я только тут.1 балл
-
почему бы не попробовать и нам не рассказать? только делать это надо в безвоздушной атмосфере, где нет азота, ибо соединение углерода и азота (дициан?) может убить.1 балл
-
@Шурпет, Напомнило, перекликается с моими из "командировочных" фотhttp://f4.s.qip.ru/IA4wMiNV.png1 балл
-
@Георгий 11, Если очистка механическим способом, то можно сразу Scotch-Brite лепестковый типа КЛТ SMT 800 Special , есть у KLINGSPOR. Если зачистка ( удаление шва) , то нужно начинать с КЛТ SMT 624,SMT 626,SMT 628 Supra (разница в форме тарелки), или Фибровые диски CS 565 или 3М Cubitron II ( первичная зачистка), а потом наждачка по мере уменьшения зерна PS 21 FK.1 балл
-
Если шов правильный,без сильных окислов и загрязнений,то наношу протравливающий гель,жду полчаса и смываю водой.Перед нами чистая матовая поверхность,если необходимо дорабатываю скотч-брайтом(продается в магазинах автолакокрасочных материалов).Если шов сильно окисленный,необходимо обработка так называемым доводочным диском,но они очень дорогие и жутко дефецитные,хотя качество обработки после них высокое.Далее войлочный,фетровый диск или дисковые щетки в зависимости от ситуации со шлифовочной пастой и далее теми же прибамбасами с полировочной пастой.Все расходники беру в "Спецсталькомплект" в Краснодаре.Пастой ГОИ не пользуюсь так как ее очень муторно отмывать с изделия.Название паст сказать не могу так как она продается на вес ,без упаковки,ее там просто так и зовут-шлифовочная серая и полировочная белая.1 балл
-
Небольшая доделка: Эта версия стоит 3600 руб.
1 балл
-
@alex937,на сколько мне известно, то ферритные швы варятся с перекрытием кромок на 2 мм. Вот Вам и ориентир!))) @alex937,на счёт последнего фото: можно было ещё слой в разделку шмякнуть и потом усиление варить...Было бы эстетичней!)))
1 балл
-
Картинка очень понравилась, не мог не выдрать с другого сайта. Да и первый день зимы, все ж таки! :P
1 балл
-
http://websvarka.ru/talk/index.php?showtopic=995 P.S. Технология включает в себя не только используемые машины-инструменты-оснастку-материалы. Неотъемлемой ее частью является наличие навыка, который, к сожалению, нельзя ни скачать ни скопировать. Об этом часто забывают.1 балл
-
Тут есть нюансы: все зависит от мастерства сварщика. Можно катет просто навалить движением вперед- тогда конечно и провара нет и сплавление слабое, один только вид хороший. Но можно и вести валик таким же полумесяцем, но с задержкой в центре и небольшим откидыванием назад, и качество будет на месте.1 балл
-
Эх, темнее рано. После работы остаётся всего 2 часа на енто дело.
1 балл
-
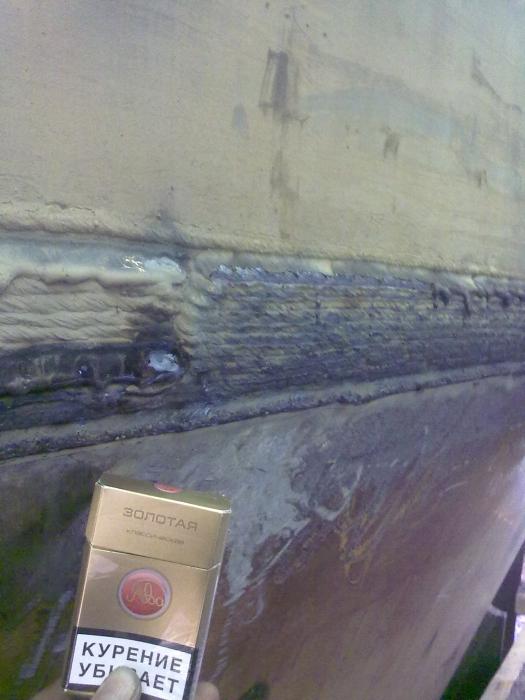
Силоса:-).Корень,заполнение,облицовка.Толщина листа 10мм под узк.Самый первый мой стык под узк:-).Надеюсь пройдет.Хотя должен пройти,т.к лист после сварки корня строгался с обратной стороны.Варилось п/а,углекислота.Проволка d 1.2
1 балл
-
http://s019.radikal.ru/i626/1311/62/608be2578ba0.jpg1 балл
-
добавлю фотки того что получается, почти все собрано, готовится к заливке
1 балл
-
Ручная орбитальная сварка.S-1мм.
1 балл
-
Дык оно наверно в искуственом гравитационном поле!!! После покраски моя работа очень даже ничего сморится Но и до неё приходится сглаживать угловатости.
1 балл
-
Сварка опоры кабельной эстакады и косынки на сваях, ток в нижнем положении 160 А в вертикальном 130А. Наращивание стульчика опоры ошиблися на 10мм,лист 10 сварка сверху вниз ток 160А электроды уонни 13-55 4мм
1 балл
-
@Рудольф Шнапс, неее..вся эта руника и прочие иероглифы не катит вот какбы перечень экспонатов 1-фирменная "индиановская" с полным логотипом ...малый тираж на воскрешение фирмы "индиан" 2-светлая олива с крупной армейской белой звездой в обруче-шильд армии сша 1941 года окантовка её трафаретные инвентарные номера техники 3-харлеевский шильд образца 1928 года...ни фига там не тот знаменитый щиток 4-рваный убитый флаг конфедерации с черепом в военной серой кепи и на левом рукаве точно такойже маленький рисунок (вот где такую понтовку найдёшь?) фотнуть надо для потомков))) 5-монгол шуудан..на спине рисунок альбома дюжинолетие черепа в короне и в будёновке на пузе цитата из скатертью дорога "налево пойдешь,направо пойдешь,прямо пойдешь-скатертью дорога" есть ещё...но лениво этот музей обносков на шкафу из пыли выковыривать а так надеюсь ты заметил что со вкусом футболочки номер четвертый...хранил как зеницу ока лет десять..потому и не в музее а на полке http://s47.radikal.ru/i115/1311/39/2e203d5913f5.jpg1 балл
-
Давно это было...делал заказ, киса облюбовала местечко http://f4.s.qip.ru/IA4wMit9.png1 балл
-
В наш первобытно-капиталистический строй, который прочно обосновался на Окраине, приходится заниматься такими вещами - сварка чугунной детали типа "ласточкин хвост" с подогревом и последующим охлаждением на ... буржуйке. Для начала из швеллера №30 сделали песочную ванну, в которую просеяли речной песок. Деталь подогрели на буржуйке до температуры примерно 200-3000 . Разделка кромок была произведена перед подогревом. Сварка велась полуавтоматом нержавеющей проволокой в среде углекислого газа прерывисто и в "разнобой". Сваренная деталь потом была помещена в песок и остывала вместе с буржуйкой в течении 8 часов. Зачистили швы УШМ и шабрение направляющих на краску. Вот что получилось. За "мелкоту" фотографий прошу простить - мобилка и руки "дрожали".
1 балл
-
Карандаш есть. А болг.. ластик, то есть, имеется?1 балл
-
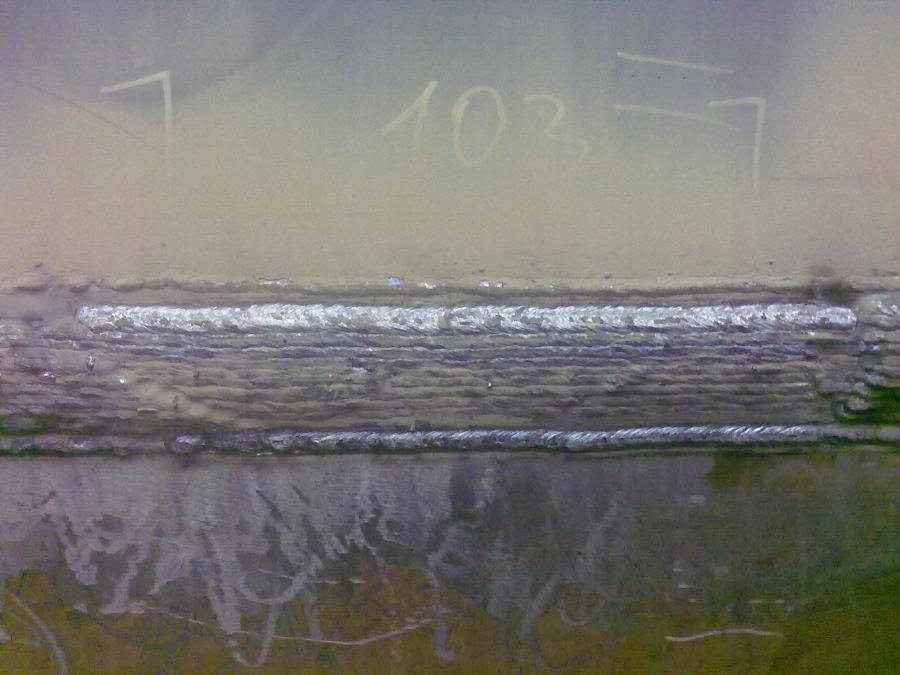
Алекс, спасибо! Так, выкладываю другую сторону. Габариты: 130/20, электроды те же: 48Н-13, диаметр 5 мм, ну и подогрев, конечно... После зачистки перед УЗК Восстановление паза и наложение радиуса R=30мм, эл-ды d=5мм: ...сложили головы на стыке в борьбе за сроки...
1 балл
-
@Васо_29, Да титанический труд. Врезка в обечайку ф580мм толщина 12мм и 30мм. Врезка в 273 трубу фланца, не помню какого размера, пусть будет 100мм.
1 балл
-
Как и обещал. Продолжение! Снаружи...габарит шва 90/10, электроды: 48Н-13, диаметр 5 мм Сортировать не стал, выкладываю всё подряд.... Восстановление паза и наложение радиуса:
1 балл
-
Начну с мелочевки....Заделочка в р-не технологического стыка,...феррит, эл-ды 48Н-13, d 4мм. Габарит 48/6, толщина заделки 48мм. Подогрев естественно...100% УЗК "заподлицо", потом габарит, отделка, затем опять УЗК , затем РГК 100% Начертательная геометрия:
1 балл
-
вот еще фото джойстика.Еще у нас ставили на колеса на раму от сага адд, недоделки доделывали. Еще его цепляли к газушки и таскали по снегу.
1 балл
-
Совершенно с вами согласен , желательно ещё в комплекте иметь удлинённые сопла как к стандартным и с газовой линзой цанго-держателями , для облегчения сварочного процесса в трудно доступных местах , очень удобно .
1 балл
-
Газопламенная сварка / наплавка с применением в качестве присадки порошков самофлюсующихся сплавов, в основном системы Ni-Cr-B-Si. Существуют специальные горелки, имеющие небольшой бункер для присадочного порошка, который дозированно подается в ствол горелки.
1 балл