Лидеры




Популярный контент
Показан контент с высокой репутацией 18.10.2013 в Сообщения
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!4 балла
-
Пришлось подпортить красоту, привезли бак обратно , где то в угол рамы упирается... http://s016.radikal.ru/i335/1310/bd/b72ad0bdb786.jpg http://s017.radikal.ru/i403/1310/e5/4acf431b062d.jpg http://s017.radikal.ru/i415/1310/24/a3a4db02a582.jpg4 балла
-
Краткий отчет, в каких условиях проходит ремонт у нас, на первом фото теплый цех, на втором холодный:
 4 балла
4 балла -
Сегодня погонял его через охладитель Тетрикса, потому что принесли массивные железки, а Тетрикс не берёт. Вот и пришлось извращаться. Аппарат вполне приличный, по ощущениям не хуже Тетрикса, даже очень понравился. Надо скорее делать куллер или покупать. Диск бракованный со сквозной дырой в спице, спускало. Кто то пытался варить, но мощности не хватило. Гитара Камазовская. Всё варено на 400 ампер без пульса. Жаль 500 амперного не было в наличии.
3 балла
-
А дальше все до противного банально, тонны электродов и проволоки, километры швов, годы командировок , в промежутках между работ тоскливые дни в лабораториях института Патона (мне было интересно, теория, изобретения - лясы тоже точить надо), работы в командировках иногда переходили в способность к выживанию... проходит десяток лет и ты начинаешь понимать что сварка это что то уже настолько не отъемлемое и родное, что сложного в ней ничего не осталось - только интересное - для саморазвития...2 балла
-
Нашел фото пятилетней давности,у друга на странице вконтакте.Ну где я понятно,а рядом друзья,почти как родные уже много лет,и в горе и в радости.
2 балла
-
Вот что получилось .
2 балла
-
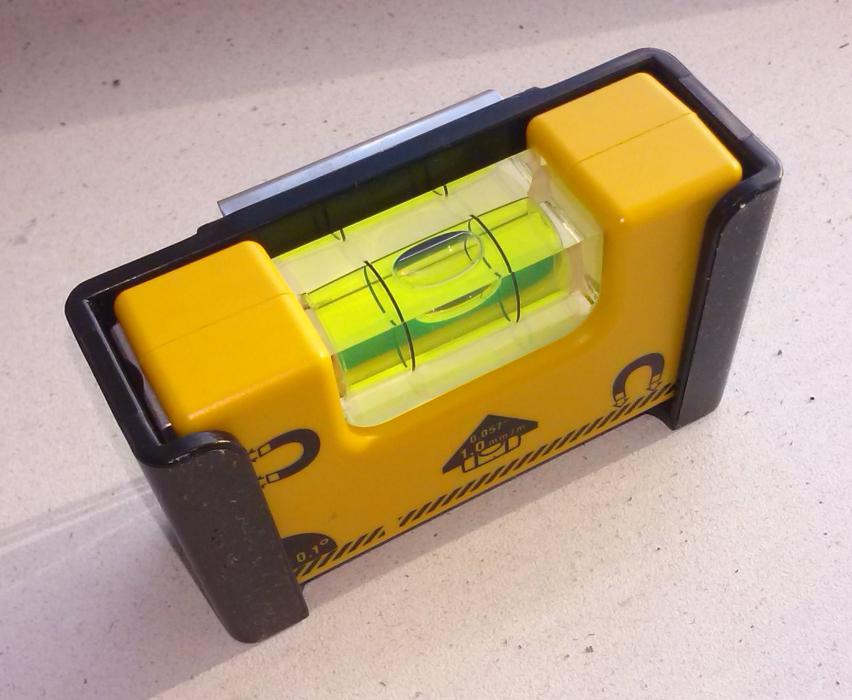
Попался на глаза такой вот магнитный уровень. Прикупил. Мелочевку выравнивать на монтаже удобно. Да и из любой ровной железки можно сделать уровень в раз. Прилепил и все.В чехольчике с прищепкой на пояс. Продавец божился что немецкий и суперточнонадежный!)
2 балла
-
Из прошлого... ...без комментариев... http://s018.radikal.ru/i528/1309/c4/45430cd06224.jpg2 балла
-
Я другого пути не знаю, а оценить профессионализм могут только окружающие и сделать ставку на тебя...1 балл
-
http://youtu.be/N5UkpPJCtvo Дома хорошо. Всем добра, зерна и бетона.1 балл
-
http://svalko.org/data/2011_09_19_21_21_i2_mynur_kz_y_93c84218082f30f86a59c505c5be56cbe952b01c.jpg1 балл
-
Да, обратный шов без ушей намного тяжелее заварить.1 балл
-
@Рудольф Шнапс, я никаких восьмёрок не выписываю, максимально размеренные горизонтальные колебательные движения, придерживая по краям для оплавки (подрез недопустим). Всяко пробовал, оказалось чем проще, тем красивше. Кто-то упоминал, что музыкальный мотив мысленно проигрывает, я это только приветствую, чувство такта даёт размеренность, но использование музыкальных плееров недопустимо, дугу нужно не только видеть, но и слышать (в том числе нужно слышать происходящее вокруг для собственной безопасности).1 балл
-
Сейчас на каждом участке своя техкарта, зачастую требования в них различаются. Здесь скорее мои субъективные выводы. Шлифовальный круг истончает и так ослабленную околошовную зону, а излишне усердный монтажник может натворить делов похлеще подрезов.1 балл
-
"И все-таки она вертится!" Смейтесь, смейтесь. Сегодня на работе тоже все ржали. Хрен кому дам нож подправить, только вольфрам! p.s. Какие самые маленькие наждачные круги бывают?
1 балл
-
http://f.a.d-cd.net/e6c5deu-960.jpg Судовой дизель финнской фирмы Вяртсиля.1 балл
-
@Шурпет, http://www.youtube.com/watch?v=2EQiZgngR5g1 балл
-
А, ключ от квартиры, где деньги лежат ннннада?1 балл
-
Всем привет! Вот такую штуковину сделал - центратор для труб. Вчера буквально закончил.1 балл
-
@Шурпет, Это Кунг-фу Панда в детстве. http://f4.s.qip.ru/IA4wMhHF.png1 балл
-
Вот сварили галерею. Стыковки продольных труб и крепёжные флянцы проверяли электромагнитом и металлосодержащим спреем.
1 балл
-
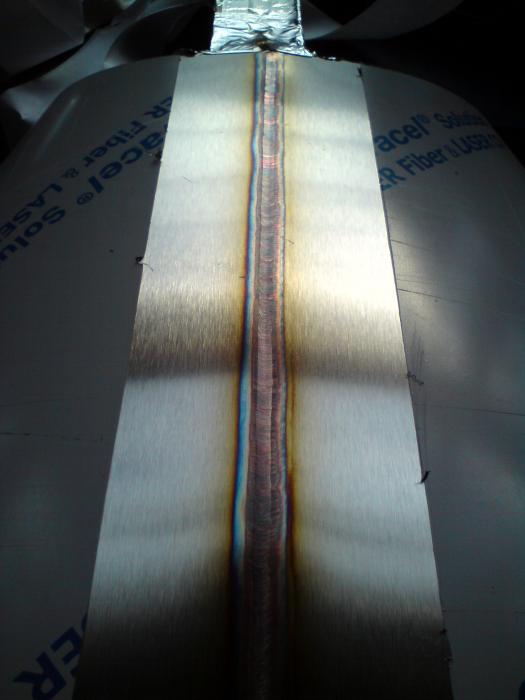
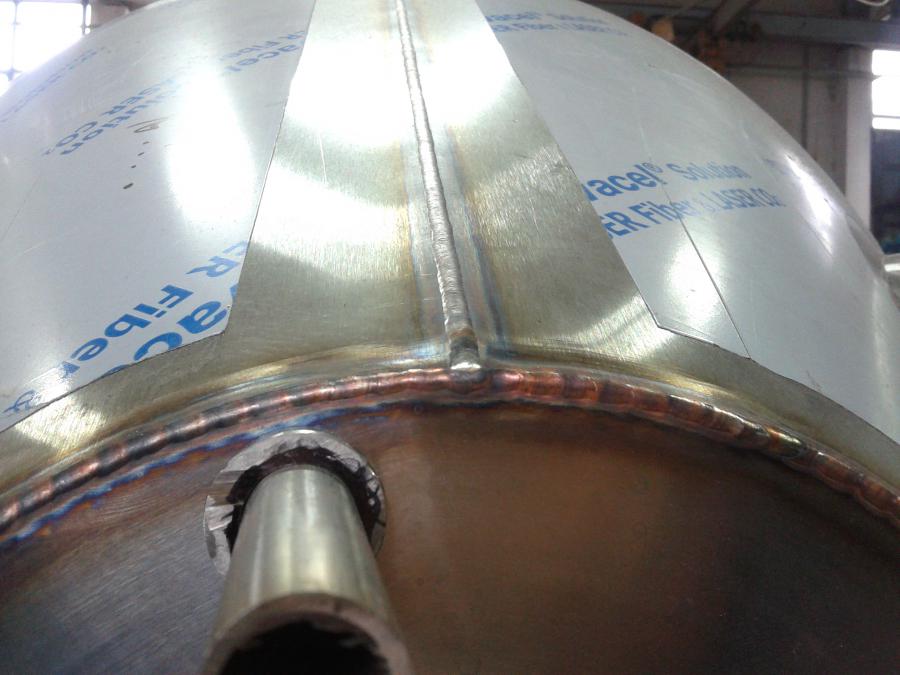
8 лет на трубах и вот снова емкости, правда ведра, в сравнении с прошлым, вот вспоминаю былые молодые годы. Не так как в прошлом, да и зрение уже не так остро, но все же в 40, пока еще без очков глядеть в спичечную головку часами уже тяжелее. Нижнее фото, шов называю рыбья чешуя, мой любимый. Забыл емкость сфоткать, сегодня на нее такой положил шов, минимальный нагрев при таком шве, прямолинейность и красота. На конуса делал камеру из скотча и задувал аргоном, верхние фото, сварку проводил снаружи, 1,5 мм. 1 выстрелом 2 зайцев
1 балл
-
менеджеры по-прежнему,радуют грамотными описаниями.. *дом,который построил Джек*.. ps.а еще,полуавтомат может положить на вас прибор,да не один.. pps. а этому,видать,все приборы уже поотрывали.добегался.. --------- ps.@Рудольф Шнапс, через год -полтора,хотелось бы взять такой прибор
1 балл
-
Разделовал V-образно , заваривал, а потом с обратной подчищал и наплавлял. Присадка 3,2 что-то из 5***.
1 балл
-
@Шурпет, Когда вижу такие перлы на ум приходят слова Билла Гейтса. Билл Гейтс сказал - Для сложнойроботы я всегда выберу ленивого человека, потомучто он всегда найдет белее легкий путь чтобы ее сделать.1 балл
-
Варил переходы с дюйма на два, один конус 50*40, дюймовый коротыш встал с зазором в 5 мм, в один проход без отрыва. http://s020.radikal.ru/i715/1310/cf/a4422f1247e6.jpg1 балл
-
на работе костюму 3 мес как выдали
1 балл
-
"Небольшой "кусочек" моих будней. Готовлю "обвязку" схемы,мелочи - жуть,а её я очень не люблю. 1/2" художества: Сварка произведена в идеальных условиях - швы поворотные,с зазором, 45 А ,LB-52U ф.2,6мм.
1 балл
-
@Менгон, да не всегда Позади меня дядя из тех, кто первыми спустились на погибший "Курск". Завоевать уважение у таких парней- ради этого стоит жить. После общения с ними, я плюю в рожу всяким каратистам и прочим качкам, ибоб реальный крутяк- это они. Я горд тем, что могу поздороваться с ними за руку. Сами понимаете, что самывй крутяк не дадут снимать.
1 балл
-
в тепле в светле и нос в табаке? Не то.... http://f3.s.qip.ru/IA4wMhCX.pnghttp://f4.s.qip.ru/IA4wMhCY.png --1 балл
-
Здравствуйте! Меня зовут Павел и я - не сварщик. Сервис-инженер одной большой конторы. В основном обслуживаю, запускаю, ремонтирую оборудование Lincoln Electric во всех сферах народного хозяйства от гаражей до заводов "Атоммаша". Почитывая этот форум узнал, как же далёк от простого народа, потому что привык иметь дело только с импортным профессиональным оборудованием. Однако бесконечно восхищён тем, что умеют наши сварщики в массе своей не избалованные качеством оборудования.1 балл
-
А что,"Украл-выпил-в тюрьму!Романтика!!!"(С)-лучше?Многие согласились бы "поскучать"...Как говорится,в чужих руках и...Ничего скучного не вижу,поверьте.Ваш пост с Вашими же жизнеописаниями читал.То,что Ваш жизненный путь не изобилует галсами-скорее,Вам плюс.По крайней мере,это-показатель того,что голова на месте и функционирует,как надо.И обстоятельства сложились нормально,без эксцессов и сюрпризов.К великому сожалению,так везёт далеко не всем.1 балл
-
Это меня старшая дочка когда мелкая была изобразила на работе... http://i.piccy.info/i8/579cfd492c443c80d7865f9a6d8e53dc/1381865126/101369/568570/DSC00773_800.jpghttp://i.piccy.info/a3/2013-10-15-19-25/i8-5284127/754x566-r/i.gif1 балл
-
Сделал сегодня бак для масла гидравлики, на DAF, 120 литров, материал АМГ-3, толщина 3мм. Заказчик попросил без углов что бы об них не биться и распорку внутрь что бы встать можно было... http://s40.radikal.ru/i089/1310/7f/61ffd20dec54.jpg http://s019.radikal.ru/i640/1310/a3/d4f3b6c7bace.jpg http://s005.radikal.ru/i211/1310/07/f7cd3fba9f9e.jpg http://i047.radikal.ru/1310/0b/d61e65ee9d0a.jpg http://i047.radikal.ru/1310/d1/d1ce633ab33d.jpg http://s017.radikal.ru/i405/1310/2a/ce4b01093511.jpg http://s019.radikal.ru/i611/1310/1b/de9bd348f4b5.jpg http://s020.radikal.ru/i704/1310/37/8f1d83ed1897.jpg1 балл
-
Другое дело!Уже предметнее.При таком раскладе-3500 за место.Поскольку,заказ не мелкий и есть перспектива дальнейшей работы,можно сделать скидочку,но меньше "трёшки" за место падать я бы не стал.1 балл
-
Выполнено красиво, но сомнительно. Не лучше ли было сделать торник со ступенчатой регулировкой высоты, но чтоб при этом была исключена возможность поворота перекладины вокруг своей оси? Да и шпильки, торчащие из "фундамента" совершенно не к месту. Турник обычно выполняют так, чтоб под ногами всё было гладко и ровно. и ногам не за что было зацепиться.1 балл
-
Последствия так сказать "кривого" выбора радиуса в трубе, изначально думал по старинке подложить в щель проволоку. потом решил попробовать только электродом и самим "телом" с обоих сторон толщина 3-ка. РДС, АНО-21 d-3мм, вертикал снизу вверх, первый проход ток 90А второй проход 110А ну это так "семечки" пруток 6-ка, лист полуторка, ток 90А, в нижнем, АНО-21
1 балл
-
Герр Пилорист, эта трава вас погубит.1 балл
-
История одного одессита,Кому не лень,почитайте.Я бывал в Одессе,в 2000 х ,скутера привозили от туда.Во всех случаях расстаешься с деньгами не сильно расстраиваясь.Одесса...Дядя Алик приходит в мой магазин всегда после обеда. Он спрашивает, где его стул, садится и многозначительно молчит. Ему нравится, когда идет бурная торговля. Он может смотреть на этот процесс долго и с удовольствием, как пьяный романтик на костер. – Как ваши дела? – интересуюсь я, пока нет клиентов. – Володя, мне семьдесят пять. Какие могут быть дела, когда первая половина пенсии уходит на еду, а вторая – на её анализы? Зачем вам мои жалобы? Это не ходовой товар. Хотите услышать за чужое здоровье, идите в очередь в поликлинике и берите там все это счастье оптом. Я сегодня по другому делу. – Я весь – одно большое ухо. – Володя, у вас есть автомобиль? – Есть. – Я знаю, что есть. Но мне кажется, вам должно быть приятно, когда вас об этом спрашивают. Так вот, я имею, что предложить до кучи к вашему высокому статусу владельца «Жигулей». Я хочу практически подарить вам одну шикарную вэщь. Он бережно разворачивает пакет, извлекает оттуда старые, потертые часы с блестящим браслетом. – Вам ничего не надо делать. Просто выставите локоть из окна. Пусть солнце поиграет немного на богатом ремешке. Через пять минут в машине будет сидеть орава таких роскошных ципочек, что даже я, Володя, на полчасика бы овдовел. А вы знаете, как я люблю свою Ниночку. Остальные женщины будут кидаться вам под колеса и оттуда проситься замуж. На лице ни тени улыбки. Он почти никогда не шутит, он так мыслит. – Вы только подумайте: часы, ципочки, машина, и со всего этого поиметь удовольствий за каких-то сто никому, кроме меня, ненужных гривен. – Двадцаточку насыпать можно. Да и то – из большого к вам уважения. Ваш «богатый» ремешок сильно инкрустирован царапинами, – без энтузиазма верчу я в руках ненужную мне «вэщь». Дядя Алик берет паузу и задумчиво смотрит сквозь очки в окно. – Знаете что, Володя? Я дам вам один хороший совет, и вам это ничего не будет стоить. Пойдите в наше ателье, спросите там тетю Валю и попросите пришить вам большую пуговицу на лоб. – Зачем? – Будете пристегивать нижнюю губу. Двадцать гривен за почти швейцарские часы?! Даже не смешите мои мудебейцалы. Это часы высшего сорта! Сейчас этого сорта даже детей не делают. Эта молодежь с проводами из ушей и витаминами из Макдональдса… Её же штампуют какие-то подпольные китайцы в Бердичеве. Сплошной брак. Он делает неповторимый жест рукой, означающий высшую степень негодования. – Володя, у меня есть пара слов за эти часы. Я всегда был человек, душевнобольной за свою работу. У меня никогда не было много денег, но мне всегда хватало. Так научил папа. Он был простой человек и сморкался сильно вслух на концертах симфонического оркестра. Но, как заработать, а главное – как сохранить, он знал. Папа говорил, что надо дружить. Так вот, о чем это я? Да, на работе я дружил с нашим бухгалтером Колей. – Это у вас национальная забава – со всеми дружить. – А как по другому? Слушайте дальше сюда. Сверху у этого Коли была большая голова в очках. А снизу – немного для пописать, остальное – для посмеяться. В общем, с бабами ему не везло, страшное дело. А у меня была знакомая, Зиночка Царева, с ней я тоже дружил. Такая краля, что ни дай божэ. И я пригласил ее отметить вместе тридцатилетие нашей фабрики. Первого июня, как сейчас помню. И тут у нас объявляют конкурс на лучший маскарадный костюм. Ну, вы же знаете, я – закройщик, мастер на все руки. Сделал себе костюм крысы: ушки, хвост, голова. Чудо, а не крыса. Зиночке сообщил по секрету, что буду в этом костюме. Вы следите за моей мыслью? – Обижаете. – И знаете что? Вместо себя, в этот костюм я нарядил шлимазла Колю, показал на Зиночку и сказал «фас», а сам собрался поехать в санаторий. Бухгалтер в костюме крысы… Он смеялся с себя во все свои два поролоновых зуба. Дядя Алик усмехается и смотрит на меня, выжидая, что я оценю всю тонкость юмора, как минимум, заливистым хохотом. Улыбаюсь из вежливости. – И вот еду я на встречу с квартирантами, чтобы сдать на лето свою однокомнатную, заезжаю на заправку и что я вижу? В шикарном автомобиле «Жигули» первой модели с московскими номерами сидит обалденная цыпа и умирает с горя. Деньги у нее украли, а ехать надо. Эта профура просит меня заправить ей полный бак и двадцать рублей на дорогу, а за это предлагает рассчитаться очень интересным способом не с той стороны. Да, это сейчас молодежь кудой ест, тудой и любит. Володя, вы не в курсе, что они хотят там оплодотворить? Кариес? Я тогда об этом только слышал от одного старого развратника Бибиргама, ходившего в публичный дом до революции, как я на работу. В то время это считалось извращением, тем более за такие деньги. – И вы проявили излишнее любопытство… – Излишнее – это совсем не то слово. Там получился такой гевалт, что вы сейчас будете плакать и смеяться слезами. Отъезжаем мы с ней в посадочку. Она сама снимает с меня панталоны и тащит все, что в них болтается, себе в рот. Азохен вей, что она вытворяла! Этой мастерице нужно было служить на флоте – ей завязать рифовый узел, не вынимая концов из рота, как вам два пальца на чужой ноге описать. Я прибалдел, что тот гимназист. Приятно вспомнить, – он ненадолго замолкает, прикрывает глаза, по его лицу блуждает довольная улыбка. – Я сейчас подумал: может, нынешняя молодежь таки все правильно делает? Так вот. Почти в финале я вижу, как мою «Волгу» вскрывают какие-то три абизяны. Представляете? Я выскочил наскипидаренным быком и без штанов побежал спасать имущество. – И что? Отбили ласточку? – Володя, посмотрите на мою некрещеную внешность. Вам оттуда видно, что я не Геракл? Или вы думаете, они испугались моего обреза? Бандиты немного посмеялись, и я накинулся на них, как голодный раввин мацу. Я рвал их зубами и получал за это монтировкой по голове. Володя, там остался такой шрам, такой шрам… Я никогда не брею голову – не хочу, шобы мой верхний сосед Борис Моисеевич, дай бог ему здоровья, видя как я иду через двор в магазин, кричал со своего балкона: «Смотрите, смотрите! Залупа за семачками идёт!». Он это и так кричит, но если бы я брился, Борис Моисеевич оказался не так уж неправ. А это обидно. Остался со шрамом, зато без трусов и машины. Что интересно, эта топливная проститутка таки спасла мне жизнь. – Как? Разве она не была в сговоре с угонщиками? – Конечно, была. Но эти три адиёта так поспешно погрузились в мою «Волгу», как барон Врангель на последний пароход до Константинополя, и на первом же повороте расцеловали телеграфный столб. Тормоза отказали. А я в больницу попал на три месяца. – Хорошо, что так обошлось. – Какое обошлось? Шо вы такое говорите? Квартира несданной все лето простояла! Это были страшенные убытки. Потерянное лето шестьдесят восьмого… – А с Колей-то что? – А что ему сделается? Он так танцевал с Зиночкой, не снимая верхней части костюма, что ровно через девять месяцев у них пошли крысята. – .Забавно. – Да, Володя, кто скажет вам, что в СССР секса не было, плюньте ему в лицо. А потом киньте туда камень. Все было. Тогда женщина могла забеременеть оттого, что заходила в комнату, где пять минут назад кто-то делал детей. На каждом советском головастике стоял ГОСТ и знак качества. Отцовство подстерегало меня на каждом шагу, но я не давался. А Коля поднял белый флаг с первого выстрела. Я танцевал у них на свадьбе, как скаженный. Сейчас Коля ходит весь во внуках и говорит мне спасибо. – Так при чем тут часы? – Ах, да. Часы… Разве я не сказал? Их и путевку в санаторий я выменял у Коли на костюм крысы. – Хе-хе. Получается, вы променяли Зиночку на часы. – Вы, конечно, исказили мне картину. Но даже если и так. Я сделал это по дружбе. К тому же, Зиночка была очень советская, а часы – почти швейцарские. Улавливаете две эти крупные разницы? Вы хотите сказать, это не стоит сто гривен?! За Зиночку Цареву?! Это была такая краля… – Думаю, стоит, – улыбаюсь и достаю деньги. – Учтите, что сегодня я не принимаю купюры, где ноль нарисован только один раз. Мне будет стыдно покласть их в карманы моих парадно-выходных брук. Я хочу достать при моей женщине цельную сотню и пойти с обеими в кафе «Мороженое». – Хорошо, дядя Алик, – я нахожу самую нарядную хрустящую сотню. Он с достоинством прячет деньги в карман и уходит. А недавно, раскрутив часы, я обнаружил внутри современный механизм с батарейкой и надпись на крышке «Made in China». Ну, что сказать? Мастер. Взято с yaplakal.com1 балл
-
1 балл
-
1 балл
-
Сегодня изготавливал тюнинховый воздуховод.В Волгу Газ-3110, поставили знакомые, двигатель с Мустанга.Теперь красоту под капотом наводят.
1 балл
-
Учитель, реальностьтакова, что я хожу не для галочки, а чтоб в перспективе вот так уметь http://www.centr-svarki.ru/index_htm_files/248.jpg Разглядываю фотографии школы сварщиков Тудвасева в красивом городе Волгодонске. Прекрасная мастерская: http://www.centr-svarki.ru/index_htm_files/197.jpg Современное оборудование на очень аккуратном сварочном посту. Разительный контраст с нашим ПТУ: http://www.centr-svarki.ru/index_htm_files/86.jpg Справедливости ради стоит отметить, что наше ПТУ не такое уж зачахлое. В каждом классе компьютер с проектором, хорошие ремонты классов. Но вот вместо промышленных китайских инверторов могли бы накупить хороших "бытовиков" вместостарых монстров. Руководство не разрешило.1 балл
-
Отец отдал мне грузоподъёмную таль американского производства, способную брать на грудь 1,5 тонны. Подрезана она была на корабле и прилетела он в Россию самолётом из ЮАР, где команду отца сменил экипаж из Индии. Талью этой я опускал какой-то судовой механизм во время ремонта в мурманском порту, помогаю отцу на корабле. Мне тогда было лет 15. Воспоминания детства,очень похожа на ту, что справа: http://www.industrialliftandhoist.com/sites/industrialliftandhoist.com/files/img_5731.jpg Душа рвётся в бой, но пока заказов, где бы я мог ей порезвиться, нет. Это вам не _ пастилиновый кЕтай, это настоящая американская таль, испытанная долгими годами нелёгкой морской жизни.Себе папаня оставил японскую на 0,75 тонны.1 балл
-
Аттенш! Сколково детектед! "Вальцовка - придавалка круглой формы" - не нашел кругляка подходящего размера - пришлось наплавить и отдать токарю. "Доставалка шлака после резки". "Лекало" для промера от края. p.s. Заглушки варил не я.
1 балл
-
Сам себя не раз уже упрекал в том, что до сих пор не отписался в этой теме. Чтобы окончательно снять неловкие вопросы "кто я, почему не часто пишу, чем занимаюсь и зачем мне все это надо", то исправляюсь. Всем привет. Меня зовут Андрей, мне 26 лет. Живу в Москве где-то около Москвы (Красногорск, Одинцово, Железнодорожный), работаю преимущественно в Москве. Закончил Московский государственный строительный университет (МГСУ, бывший МИСИ), факультет промышленного и гражданского строительства (ПГС), специализация железобетонные конструкции (ЖБК). Работаю как индивидуальный предприниматель, но не по специальности (реклама в интернет и прочее). Что знаю о сварке? В институте был курс/предмет по сварке. Также еще на летней практике (тогда еще по специальности) сваривал забор в каком-то дворе (по качеству получилось так, что лучше бы скотчем замотал я этого не делал). Со временем, конечно, я узнал о сварке намного больше, чем дали в институте. Но этого не достаточно, чтобы раздавать советы пользователям форума. Именно поэтому я не отвечаю в профильных темах, а слежу только за порядком и технической составляющей сайта и форума. Каким образом появился этот ресурс? У меня был друг (и есть), он же партнер, с которым захотели что-то сделать. Я был в "теме как делать сайт", он понимал по сварке. Так и родилась идея этого сайта. Спустя некоторое время мы с партнером по хорошему расстались (звучит страшно, но ничего такого) и ресурс остался у меня. Если бы не @AkaShira, @tig и @АВН, то скорее всего бы ресурс прекратил свое существование - без их прямого участия я бы его не вытянул. Ну и конечно, не могу не отметить заслугу активных пользователей форума - без вас развитие ресурса тоже было бы невозможным. Что будет дальше? Хочется дальше развить ресурс, увеличить его в 10, 100, 1000 раз. Потенциала в развитию много, идей тоже, но времени просто не хватает. Сейчас закончится лето, сезон отпусков, убавится основной работы и тогда возьмусь за дальнейшее развитие. Спасибо за внимание. Надеюсь никого не разочаровал .1 балл
-
На торрентах набирайте в поисковиках и будет вам счастье. Другое дело сколько у вас уйдёт времени чтобы сконструировать 1-ю деталь или сборку. торрент вот например http://rutracker.org/forum/index.php прога SolidWorks 2008 SP0.0 очень большая а если освоить через годик другой то будите на заказ конструировать. В зависимости он всяких способностей и желаний. Вспоминайте черчение, по-моему надёжно и всегда под рукой. Приобретите пластмассовый или фанерный планшет с зажимом карандаш циркуль и пару хороших линеек. Ещё уровень магнитный, хорошая вещь однако. И есть маркеры с краской. Именно по металлу хорошо и не выгорают при резки болгаркой. Ток наконечник у них пака быстро изнашивается. Я себе взял. удобно. Правда ещё путём не распробовал, сезон кончается.
1 балл
-
У меня постоянно возникает такое ощущение, когда варю мелкую трубу, что надо прерваться, но я продолжаю.Чтобы было легче при смене положения, нужно удобно расположиться: я сначало выбираю наиболее удобную позицию, для сварки(тоесть встаю так, что бы было удобно),а потом пробую вывести электрод с потолка, на нижнее(не зажигая электрод) и смотрю насколько удобно мне это делать, если нужно меняю расположение, так чтобы было удобно выводить электрод с потолка на нижнее, а потом начинаю сварку. Вот здесь очень хорошо помогает функция "горячий старт"(если она есть) - при поджиге электрода сварочный ток завышен, что помогает легко зажечь электрод, а также хорошо прогреть и проплавить метал в начале сварки, а затем ток сам падает и позволяет варить без прожега. А если нет такой функции, то можно заранее выставить ток меньше, а чтобы получить провар на потолке, можно болгаркой проточить стык с потолка чтобы увеличить там зазор и проплавить на маленьком токе. Мелкую и тонкостенную трубу без отрыва на большом токе не заваришь, поэтому ток ставится низкий, а проблему с проваром потолка можно решить горячим стартом или увеличеным зазором на поталке. Но даже на низком токе при переходе от потолка к вертикалу может потечь металл, нужно увеличивать скорость сварки в этом месте, ну и держать электрод под правильным углом. Кстати, можно эксперементировать с током на пластинах - стыкуешь пластины толщиной=3мм как будто бы это труба, и выставляешь состыкованные пластины под уклоном как будто бы это то место на трубе, где начинается прожег.И можно поэксперементировать с зазором, током, проваром, вообщем добиться того, чтобы небыло прожега, а затем вернуться к трубе и опробывать уже на ней. Когда я учился варить мелкую трубу, я сначало забил на провар и уделял внимание внешнему виду сварного шва, а когда научился ложить красивый шов безотрывно за один проход, то проблема с проваром сама собой решилась(провар сам стал получаться). Поначалу я обрубал электроды примерно на 100-150мм, что бы они были короче и ими было удобнее варить, а перерыв на вертикале для смены электрода, помогал избегать прожега, позже я набил руку и смог варить целыми электродами и без отрыва. Но и без брака не обходиться бывает у меня проваливаеться ванна, бывает и провар не полный(усадина вылазит). Какбы попробую подвести итог: Нужно занять удобное положение; Провести электродом (не зажигая) около стыка с потолка до нижнего - чтобы рука запомнила движение и убедиться, что ничто не мешает вывести электрод с потолка на нижнее; Начать варить, тут не надо совершать ни каких колебательных движений, нужно просто держать ванну и плавно продвигать электрод вперед по стыку; при переходе с потолка на вертикал ускорить сварку, чтобы метал не потек; все время следить, чтобы электрод находился под правильным углом и держать короткую дугу. А вообще к любому условию сварки можно максимально хорошо приспособиться только если будет возможность делать одну и туже операцию довольно долго.Щас попробую коротко объяснить: Например я хорошо научился варить мелкую трубу, когда варил саляропровод на энергоцентр одной ДНС. Я был единственным сварщиком в звене и больше ни кто не работал на саляропроводе, объект был не срочным и ни кто не торопил.Работа заключалась в том, чтобы провести трубопровод от резервуара 1000м3, до насосной, от насосной, до 5 дизилей, прокинуть обратку на резервуар, завязать дренажную емкость с переливом каждого дизеля и завязать ее с насосной, а так же сварить систему по которой происходила закачка саляры с бензовозов в резервуар 1000м3. Вцелом около 1000 стыков трубы d= 32, 57, 89. Я там зависал больше месяца, в день варил около 20 стыков - первые 5 дней было мучением, как только я не варил и с отрывом и игрался с током и с зазором и с фасками и в два и в один проход варил - меня начинало тошнить от этой саломы, но через неделю как то само стало получаться. Причем глядя на то как собран стык я уже начинал прикидывать, что в этой ситуации надо добавить два ампера, а в этой добавыить 4 ампера, а здесь наоборот надо убавить, короче я просто набрал опыта на мелкой трубе,так как стал регулярно варить только ее, но надо подметить, что тогда у меня было стремление научиться хорошо варить мелкую трубу. Не куда она не провалится если ток правильно подобрать, главное в данном случае - не затягивать сварку корня, а быстро проходить, немного понабивать руку и будет получаться. Надеюсь, что не запутал и кто нибуть сможет подчерпнуть, что-нибуть полезное.1 балл
-
ОК 46 электрод хороший для мелкой трубы. При толщине стенки 3мм вариться без фаски, в один проход(не я придумал,такое требование у нас) Этими электродами я бы варил без отрыва, в один проход. Лично я бы торцанул заготовки болгаркой, зачистил внутри(чтобы грязи небыло), фаску на такой толщине снимать не надо, зачистил бы края заготовок до металичекого блеска(хотя бы на 10мм - это если лень зачищать) состыкавал с зазором около 2мм(можно использовать для выставления зазора спички, электрод д=2мм, диск отрезной от болгарки 1,5-2 мм и тд). Насчет сварочного тока, я давно не варил ВДГ-З, попробую так описать -Разные аппараты варят по разному и отображают значение тока тоже по разному(тоесть взять два разных аппарата оба могут отображать 100А, а по факту один выдает 90А, а другой 112А уже не говоря про баластники), да еще могут быть накручены фрункции типа форсажа и наклона дуги(когда они есть). Поэтому трудно сказать про необходимый сварочный ток, вот когда работал со сварогом на 3мм ОК 46 - 75-80А поставил бы, а когда работал с BlueWeld поставил бы 70-75А.В целом когда варишь одним и темже аппаратом или хотябы одной и тойже моделью, то уже чувствуешь когда и сколько поставить. Тут у нас малый диаметр и малая толщина стенки, если варить без отрыва, нужно ставить низкий ток,(в таких случаях хорошо помогает функция горячий старт если она есть).[Если варить с отрывом то тут проще можно поставить ток 90А и избегать прожега отрывами дуги.] Если расматривать стык как циферблат часов, я бы начал варить на 6:30 и закончил бы, на 11:30,варил бы без каких либо движений(никаких колебаний, ведешь электрод ровно). Когда доходишь до 5:00 часов(место на стыке когда потолок переходит в вертикал) здесь метал стремиться стекать в низ и нужно увеличивать скорость сварки, чтобы метал не утек, а когда выходишь на 2:00 часа(Место на стыке, где вертикал переходит в нижнее), то на оборот скорость сварки снижаешь, иначе высота шва здесь будет маленькой. Когда пол стыка сварено, то болгаркой удаляю по 5 мм сварочного шва с низу и верху, немного развальцовываю концы шва(чтобы в замках провар был нормальный) и довариваю стык. Если всеже варить с отрывом, то изменений было бы не много - зазор я бы поставил 3мм и как уже говорил ток около 90А, а варил бы всеравно в один проход. если были бы электроды LB-52U, то варилбы как и ОК 46, но с УОНИИ 13/55 я так не могу. УОНИИ 13/55 Бывали случаи, когда УОНИИ 13/55 попадались отменного качества и ими можно было легко варить, но чаще всего эти электроды были хреновыми и у них было много брака. Поэтому варить УОНИИ 13/55 в один проход, как положено при такой толщине, я бы не стал. И так: опять без фаски, но зазор я бы поставил 2,5-3мм, ток выставил бы на корень побольше где то 80-85А, тут я бы варил без отрыва и не затягивая - стенка тонкая и держать ванну бесполезно она все равно сбежит и будет прожег. Нужно быстро пробегать по стыку. Я попробую объяснить, но это надо пробывать самому и я незнаю насколько понятным получиться описание: И так: зажигаю электрод, и здесь я совершаю движения напоминающие сварку с отрывом, тоесть - ставлю каплю увожу электрод, возвращаюсь и ставлю еще каплю и тд. Но в отличае от сварки с отрывом, дуга у меня не гаснет, я уважу электрод немного вперед и возвращаю его назад, дуга очень короткая, движение электрода очень быстрое, а капли формирующие корень шва мелкие и я довольно быстро продвигаюсь по стыку вперед. Ну а потом остаеться зачистить корень и положить облицовку. P.S. Всем любителям поспорить объясняю:так варил бы я - никто не мешает вам написать как варилибы вы. Любой контроль мои стыки при такой сварке проходят(не раз проверено)-если кто варит по другому и его стыки проходят контроль - то молодец. Вцелом есть поговорка -"кто как хочет так и дро...". Я опустил различные требования и нормативы, чтобы не разводить писанины и рассуждений стоит ли их соблюдать, тут опять можно вернуться к поговорки -"кто как хочет так и дро..."1 балл