Лидеры




Популярный контент
Показан контент с высокой репутацией 03.02.2013 во всех областях
-
Притыкание пояска подкрепления к пояску шпангоута. S 40мм Порошковая аустенитная проволока ППА-22/9
 6 баллов
6 баллов -
замечательные электроды привезли рутиловые Корея
3 балла
-
Тоже некоторые из моих работ по дому, к сожелению швы уже зачищены и закрашены, в основном сваривал полуавтоматом. http://s8.postimage.org/cd652m58x/002.jpg http://s8.postimage.org/e691qxqfl/001.jpg http://s8.postimage.org/vm7t6des1/001.jpg1 балл
-
Ну нехрена себе!!!!Эт че 37Й год похоже???1 балл
-
@oleg56,а где паять-то надо? Прочитал- поначалу вроде ясно, а потом тут вылезает ЗУБ! И начинаются непонятки...1 балл
-
Нет, не прикол. Это "безграмотность". 35% у него при +40 С. При +25 будет процентов 60. PS. Это не в защиту "бренда", и уж тем более morgmail-а :P , а справедливости для.1 балл
-
Не знаю как вы все,а я живу в России и это моя Родина.Обзывать вы её можете как хотите,ваше право,не могу запретить.Но только тогда уж и себя называйте рашанами и/или правильнее - равшанами.Какая разница - буквой (Большой или маленькой) больше,буквой меньше.У меня страна большая-красивая и народ в ней хороший,а где вы живете - мне не интересно.Про государство с его "думой" я уже однажды высказывался,повторяться не буду.Оно такое от наших потуг спиться раньше времени и проболтить всё на свете:семью,друзей и Родину свою,большую и малую.Наливайте полнее...1 балл
-
Я не остряк, я поначалу действительно не понял, что Вы от меня хотели. К сожалению паспорт и серийный номер пока показать не могу, коробка от аппарата есть, а вот куда делся паспорт пока не знаю и на фото сер.номер не получился. Я покупал аппарат для дома, так по дому всякое сваривать, люблю самодельничать, сейчас друзья попросили подварить машину, поэтому аппарат не дома. Вот кой какие фото сегодня сделал, ММА показать не удалось, так как не было электродов с собой, но это не вопрос, если нужно будет, то сделаю, у меня есть еще Телвин Техника 164 ММА. Если сравнивать с ССВА, то мне Тельвин больше нравится - мягче дуга горит, но у Телвина маленький ПВ% по сравнению с ССВА. По моему на Украине нет альтернативы ССВА из-за цены, для меня например 1000 грв. это уже деньги. Повторюсь по поводу работы самим аппаратом, работать можно и не плохо, но настройки кнопками да и еще с такой дискретностью лично меня доводят до "белого каления", сменить бы на крутилки хотя бы регулировку напряжения и подачу проволоки. Пока хочу сделать что-то с ручкой, тоже не удобно сделана и обязательно сетевой выключатель вынести на переднюю стенку. Пока вроде все. Если мой пост не удалят, то на вопросы всегда отвечу. За не покрашенную тележку тапками не кидать - не успел, холода наступили, за ошибки тоже прошу прощения, школу прогуливал немного. Вот фото, толщина металла 1мм,сваривал на подложке. http://s9.postimage.org/c2ovxmvqz/180.jpg http://s9.postimage.org/9b5m70x8b/image.jpg http://s9.postimage.org/42al95et7/image.jpg http://s4.postimage.org/bidpg6zah/002.jpg http://s4.postimage.org/5y185k0fd/003.jpg1 балл
-
Есть для этого профелигибы. Если у Вас нет его, то можно сделать так, делать недрезы болгаркой по верхней полке., и через трубу гнуть, и потом заваривать надрезы и шлифовать, это двойная работа.1 балл
-
@som, раз сломался динамометр, усилие мерили пуками.1 балл
-
Про instrument это вопрос или утверждение ?1 балл
-
Сёдня...подумал, прикинул...А ну его, лишний слой давать предвариловки, а потом ещё перекрывать на чистовую.. взял эл-ды d=5мм и на чистовую сразу стал варить...как-то быстро получилось ) до обеда управился, а хотел на смену растянуть )
1 балл
-
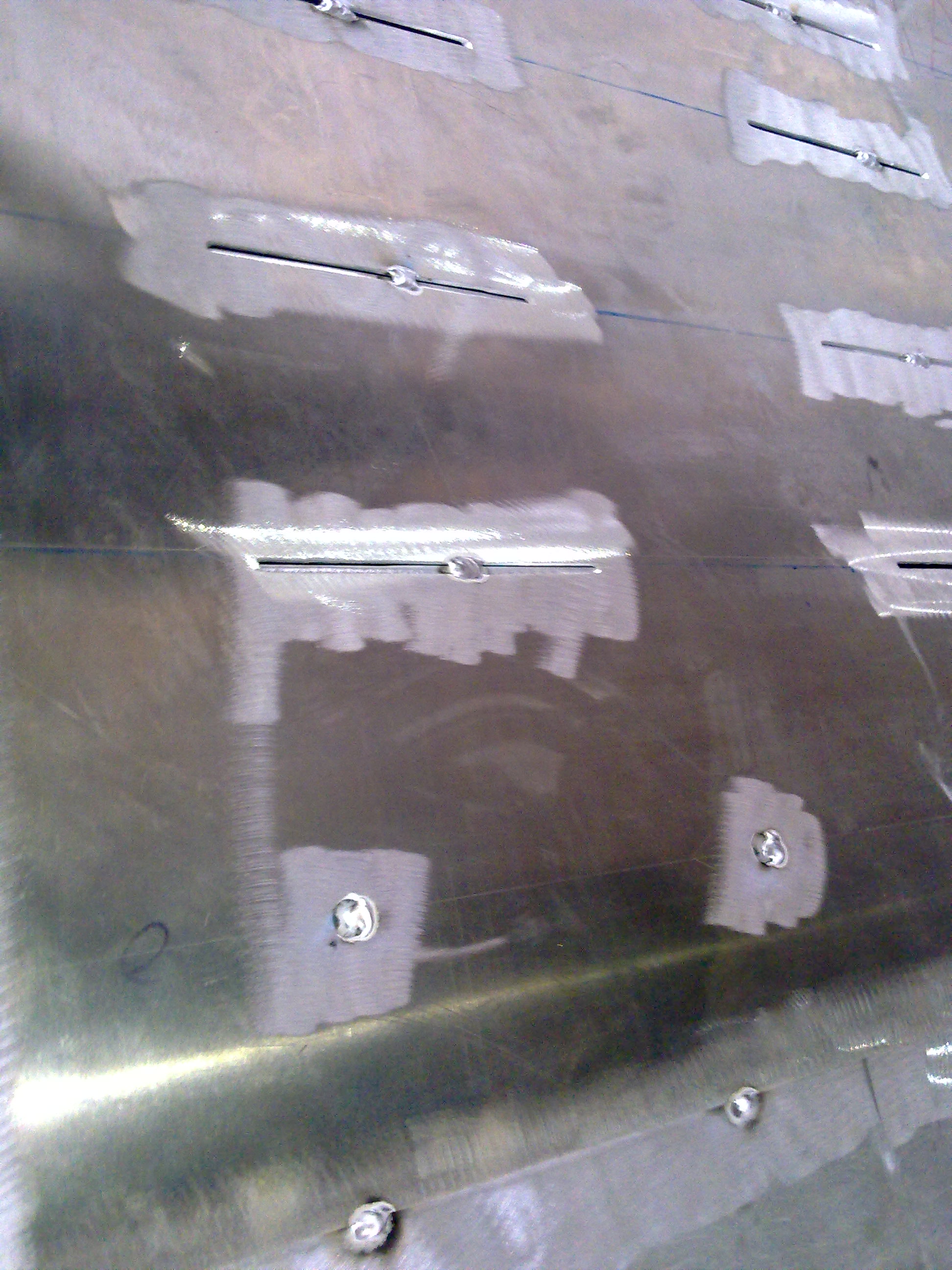
Внесу свою лепту в тему Сегодня закончилась работа на объекте длинной в 2 месяца и 1 неделю. Сразу извиняюсь за качество фото, делал древним телефоном, потом, когда там все помоют, будут нормальные фотки, но уже готовой конструкции, а тут в процессе фотал, на память. В общем объект - стальная комната внутри здания на 6-м этаже, размером 17 метров в длину, 6 в ширину и 3,6 в высоту. Стальной каркас из профильной трубы 60х30х2,5, обшита оцинковкой 2 мм. Задача - обеспечить полную радиоизоляцию, т.е. все стыки листов должны быть подогнаны практически идеально. Листы на полу на электрозаклепках, стены и потолок на прихватках с обратной стороны, углы комнаты проварены, т.е. стены сварены м/у собой, с потолком и полом. Потолок подвешен на талрепах. Как нам сказали - комната единственная в России таких размеров, делается для оборонки, будут испытывать секретное радиолокационное оборудование. Начинаем поднимать потолок по секциям, процесс занял неделю Последняя секция на месте... Перегородка внутри. Профиль 100х50 - опора кран-балки, такой чистый рез абсолютно без нагрева делает отрезная машинка Макита заряженная зубчатым отрезным диском с твердосплавными зубами. У нас такой диск стоит порядка 5 т.р. Эпилог - зашит последний лист снизу... Конструкция уникальна своей сложностью монтажа, количество придуманных приспособ и креплений просто зашкаливает Сваривали все полуавтоматами. Забыл еще сказать, что все работы в том числе и подъем потолка мы делали вдвоем. Пол делали сплошняком, стены и потолок - секциями, собирали на полу целиком, выставляли листы без зазоров на прихватки, потом секции разделяли, поднимали и снова стыковали уже стоя на своем месте. Потолок поднимали электрической лебедкой. Да в общем-то много чего еще можно рассказать интересного про этот объект...
1 балл
-
это я делал себе стакан для электродов Старался все без присадки сделать, но там где вот это кольцо сверху для жесткости делал, то где то в четырех(?) местах оно начинало прожигаться, маленькие прожоги получались, приходилось с присадкой, и там где крючок крепится к стакану там, тоже с присадкой, присадка - ESAB Tigrod 308 Lsi, ф 2мм, металл - стакан, кольцо 1-1,5 мм, донышко - около 2мм, крючок где то 8мм,все из какой то нержавейки. На тех местах где с присадкой все время получается серый шов, а без присадки вроде хорошего цвета, к сожалению сфотографировать не успел - зачистил.
1 балл
-
Смотрел.Одна в области была,а я пока ближайшие 1,5 года не могу особо далеко кататься из-за учёбы в вечернем.Разряд у меня 4-й с ПТУ)).Вот моё лепилово.Ближе к лету думаю работы побольше будет, может куда и возьмут.
1 балл
-
Четыре часа работы и можно "гнать"
1 балл
-
лодочный мотор Меркурий 50
1 балл
-
Что так тихо?Ушёл что ли кто?Почему дверь не закрыли?
1 балл
-
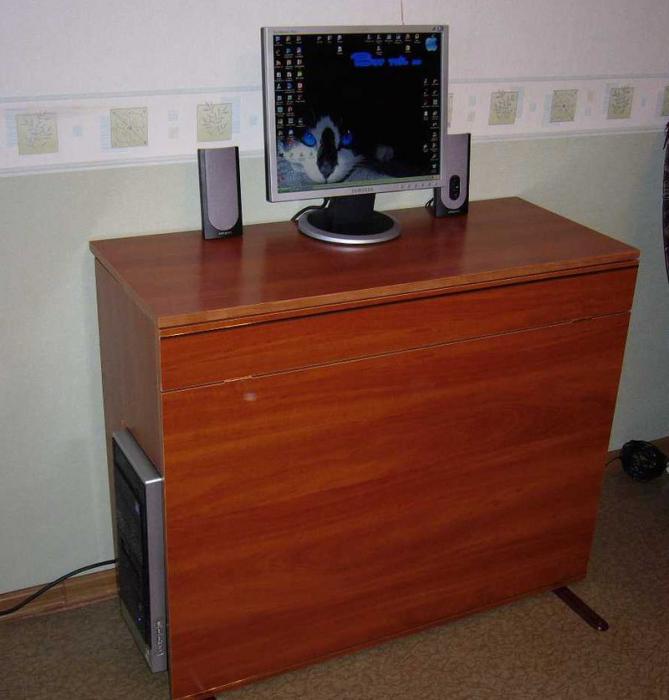
Мои небольшие самоделки: Печь на отработке,Стол для станка Листогиб Подставка для сварочного,Складной сварочный столик Компьютерный стол Протяги для полуавтоматов (Везде применялась сварка)
1 балл
-
Варил да изготавливал пару месяцев назад багажник на снегоход, вчера приехал попросил изготовить крепления еще для топора на нем, вот сделал фото тогда не успел.
1 балл
-
1600 мм
1 балл
-
Я нашёл вам первоисточник и подчеркнул, что нужно прочесть: Если у вас нет информации о чём либо, то утверждать что этой информации нет - не стоит, возможно она где-то есть. Вместо смайлика: тут видео работы инвертора при чахлой сети http://video.yandex....eryanc/view/4/#
1 балл
-
Посмотрите на Циклон ВУДИ - 201. Он в пределах 15. А Ресанту я что - то недолюбливаю. Удачи!1 балл
-
Наши п/а "форсаж-200" неплохо собираются, и варят от 140-150 V, но стоят под 30 тыр. Иномарки типа Меркле или Пикомиг тоже варят от просаженых до 130-140 V сетей, но цены кусаются. А от 190-200 V наверно немало моделей будет варить, тот же п/а Тритон например, и качеством неплохой и цены гуманные. Про Ресанту ничего не знаю, но себе бы не взял, брэнд не нравится. Насчёт отзывчивости форумчан вы правы, народ здесь доброжелательный, но и куснуть могут крепко, особенно когда из-за лени поискать в теме "выбор полуавтомата" задают вопрос "что выбрать" в других темах Но у вас то конечно не этот случай, я понимаю1 балл
-
Обалдеть!!! АДД-3123-весьма и весьма редкий зверёк!Двигло двухгоршковое Д-122 (половинка более распространённого Д-144 в агрегате АДД-4004).Жрёт горючки фантастически мало.И,как заметил по фотке,родной регулировочный реостат вполне себе живой!Обычно он первый,кто выходит из строя и заменяется на заводской или самодельный балластник.Так,конечно,техника пожёванная,но полностью комплектная и рабочая.Зачёт,однако! Я тоже имею в хозяйстве подобную технику: агрегат АДБ-3125.Движок бензиновый ЗМЗ-24Д http://s44.radikal.ru/i103/1207/8d/0b5086d48811.jpg http://s55.radikal.ru/i149/1207/7e/b57d9807aa66.jpg http://s55.radikal.ru/i150/1207/c1/eb8aacc6835e.jpg Год выпуска аж 1989,судя по шильдику. http://s017.radikal.ru/i431/1207/26/a42301833dbf.jpg Кроме замены стартера на движке на высокооборотный редукторный на постоянных магнитах (теперь пускается в любой мороз чуть ли не от карманной батарейки ) и шпонки на валу генератора (по ходу,брачок заводской был) никаких ремонтов.В моих руках-с 1994-го года. Вот техника в боевом порядке: http://s017.radikal.ru/i400/1110/42/b59181935877.jpg Так,на всяк пожарен случай,приобрёл запасной генератор в сборе.Лежит себе,есть-пить не просит.В случае чего,поменять-пара часов силовых упражнений. Есть у меня и другие динозаврики,но постить тут фотки ВД-306 и ТДМ-501,думаю,особого смысла нету.И так все их прекрасно в лицо знают.ВД-шкой варю от случая к случаю,а ТДМ-ку сбагрил приятелю в деревню.При нонешнем засилье инверторов,сварка переменным током покрытыми электродами-сродни стрельбе из лука...Интересно для общего развития,но не актуально.1 балл
-
Самосвал. Был замят ковшом экскаватора, мятую часть вырезали, остальное на фото.
1 балл
-
Выкладываю швы с роботой аргоно дуговой сварки. Первый верхний был создан при постоянной подаче присадочной проволоки, то есть не прерывно. Для такого шва подготовка свариваемого стыка производится с особым усердием, что бы не было ямок, бугорков, зазоров и естественно горелых прихваток. Когда подготовка проведена корректно, сварка проходит как по маслу. Емкость вращается горелка жестко на одном месте. Второй шов нижний создан в прерывистом режиме подачи присадочной проволоки 0.40 доли от секунды, то есть такт стабильный и постоянный, что естественно создает волну, как видно на фото. Можно так же увеличить время такта к примеру до 0.70 и чешуя друг от друга в размере увеличится. Так же для увеличении чешуи можно увеличить скорость вращения емкости, что то же приведет к крупной чешуе. Кстати прерывистый такт подачи присадки не так капризен в процессе сварки, как постоянный процесс данного действия, так как поглощает неровности, бугры, зазоры и впадинки за счет созданной волны, то есть чем больше чешуя, тем проще поглощение дефектов сборки. Специалист по данному ремеслу должен определять фактор сборки свариваемого стыка и подбирать режим сварки к детали. Если приглядитесь, то на нижнем стыке виден дефект неровности и поэтому подобран другой режим, в отличии от постоянного.
1 балл
-
Далековато живёшь.А на Луну(Нигерию)надолго ли?Я всё мечту гоняю получить мастер-класс от профессионала(естественно,с согласия оного).Онлайн обучение,советы и т.п. всё это,конечно,хорошо(на безрыбье и рак-рыба),но по большей части это хромая метода.Я пытаюсь варить "таким макаром",что то выходит?,где то косяк.Допускаю,что изначально "руку поставил" не так,не те режимы,положение,да много чего,а исправляю(пытаюсь) всё это по наитию,далеко не всегда удачно.И чем дальше в лес,тем сложнее будет переучиться на правильный манер. Из последнего http://s43.radikal.ru/i102/1106/6c/f7a14459d0da.jpg1 балл
-
Сталь20 ДУ 50-89
1 балл
-
В ускореном темпе сегодня . В два аппарата.
1 балл
-
3 разных способа, первый дальний без колебательных движений, второй лодочка(в право в лева)третий бабочка или как еще называют "восьмерка"
1 балл
-
Горизонт
1 балл
-
Черная и нержавейка(взгляд изнутри)
1 балл
-
Электрод. 6 лет профессионально не варил им, все на аргоно дуговой и вот результат без тренировки.
1 балл
-
Газопровод четырех сотая
1 балл
-
Вид стыка трубы 219 (нержавейка) изнутри, 12мм толщ., сварка производилась с нагнетанием газа аргон.(поддув)
1 балл
-
Ну и вварка предыдущей детали в корпус транспортера света было маловато, фото несколько темные -снял как можно ближе-вертикальный шов ТИГ, слева(слегка изогнутый) П/А
1 балл
-
Здесь фото корпуса без дверок и с дверками как дополнение к предыдущему посту
1 балл
-
После вырезания проема монтируется рамка для лючка сварка ТИГ, около 150 А. потом П\А привариваются петли и запоры.Вырезанный кусок трубы приваривается к рамке(тоже ТИГ, ток около 130А)-люк готов. Быстро? 1.5 часа работы, их 12 штук... Сверху шва положил пруток присадочный диаметром 2 мм
1 балл
-
Заготовки для транспортера: трубы для корпуса, елементы шнека и смонтированный шнек(тодько на прихватках) это уже полность сваренный шнек из таких элементов собирается шнек на полу корпус, вырезаны окна для дверок и приварены усилители корпуса
1 балл
-
Года два наверно будет. Вот сегодня собрали бандуру
1 балл
-
Клапан линии розлива молока. Изношены направляющие. Материал - 06Х18Н10Т. Газопорошковая наплавка хромоникелевым сплавом. Твердость наплавленного слоя 260 НВ.
1 балл
-
Ну вот тебе пользуйся http://www.termoportal.ru/forum35/thread97.html Я сделал себе такую.
1 балл
-
Выкладываю обещанную деталь. Простая такая работа, но на примере ее реставрации можно судить о технологии газопорошковой сварки. 1. Такой деталь поступила в ремонт. Да, я тоже заказчику сказал, что ее лучше сварить из трех стальных сегментов - надежнее будет. Но через 3 часа машину, частью которой была эта деталь, надо было в рейс выпускать. 2. Разделал кромки и выставил сегменты по излому. 3. Пропан-кислородным резаком разогрел зону сварки примерно до 600-700 С. 4. Собственно сварка. Прихватил по краям, перевернул, заплавил разделку с нижней стороны, потом верхнюю. В процессе сварки металл шва в нагретом состоянии, деформаций от усадки практически нет. 5. Охлаждение. Двусторонний шов страхует от поводок. 6. Окончательный вид шва.
1 балл
-
1 балл
-
Привожу фото дефектного участка выхлопного коллектора. Серый чугун. Сварка газопорошковым способом медноникелевым самофлюсующимся сплавом. При этом способе лтбел практически исключен.
1 балл