Лидеры




Популярный контент
Показан контент с высокой репутацией 27.01.2013 в Сообщения
-
http://www.usps.ru/images/upload/image/Articles/A1550/10.jpg Где же сварочные швы?4 балла
-
Вот наша природа - это только часть фото где я был, а некоторые фото взял у знакомого:
 3 балла
3 балла -
Иногда подкидывают заказы.Хотелось бы их соединить и сделать два в одном.Может кто подскажет.как?И печь в гараж надо сварить,не большую и по эффективней.Вот как то,так:
3 балла
-
Хотел по алюминию вставить. Не нашёл темы про Д16т. Знаю, что где-то была... Много написано, что д 16 трудно свариваемый материал. А куда деваться? Прежний сварщик его варил, так что залу... не выйдет. Я не хочу быть хуже Петровича. Надо постигать высоты сварки. Зато по опыту знаю, что в России вариться много того, что по книгам не написано. Здесь нет вибронагрузок, которые он не выдерживает Заглушка технологических отверстий, давление 5 МПа максимум. Единственное, что когда варишь, то прогрев обязателен. Глухая заглушка - выход посторонних газов только через стык. Ток 200- 220А . Аппарат ВДГУ 251 Сельма . Иголки 2.5 мм, Социалистические. Присадка 5356 . . Вот по технологии приходиться молотком по горячей детали лупить со всей дури . Не согласен . но технология . спорить не берусь .
3 балла
-
Может быть кто-то и посмеётся, прочитав эту байку, но это ещё одно подтверждение тому, как порой быстро начинают работать мозги сварщика, когда он увидит заранее накрытый стол и 3-х литровую банку самогона как аванс за проделанную работу. Изворотливость и смекалка....ну и слюни до пола! Послали нас как-то выправить родственнику гл.механика отопление в частном доме, в деревне. До этого богом забытого места где-то вёрст 150 наверно. Я в той экспедиции был вторым номером, на подхвате, прихватил свой самопальный сварочник. А главным был мой наставник, он еще и прекрасный газосварщик, ну и третий- слесарь. Собрались, загрузились в техничку и поехали. Дело было под выходные, водила скинул нас и уехал. Раскидали трубы, нарезали, осталось обварить. Мне командир говорит: -Иди, газгольдер разводи. Пошел, поискал, карбид есть, шланги на месте, а его нетууу! Вот их перекосило, орут друг на друга, а варить то чем? Ну вся надёжа на меня, чую будет гордиться мной весь ОГМ, Поставили лестницу, прицепили аппарат, а напруги не хватает,да и в колхозе вечерняя дойка, сварочник только гудит, а варить не хочет, посадка мощнейшая. А там уже бабуля и столик накрывает, позвала по стопочке... Вышли мы на улицу, у этих в глазах чертики, там такая халява киснет! Деда за шиворот- тазик старый есть? -Да сколько хотите! Там в сарае железяк много, берите. Мой наставник в сарай, тащит от-туда маленькую кастрюльку и железный таз. Очень интересный процесс! Они карбид в кастрюлю, водички туда плюх, и под тазик. А в днище таза проделали дыру и шланг туда еле воткнули . Меня послали за лопатой, тазик по бокам землёй присыпать. Прицепили баллон и сказали -только не кури. Блин, ей богу варится!!! Варил я в тот вечер лопатой, то раскопаю, подкину карбидику и закопаю. Но дело было сделано, и самогон был очень вкусный. А механику мы ничего не сказали, да и зачем?3 балла
-
G_Kar, прочти сначала эту тему(всего 4 страницы), повторятся лень ради очередного лентяя...2 балла
-
Вчера актированный день был,-40 за бортом,слегка расслабился-утром с легкой грустью,по холодку прихожу на базу,открываю дверь и вижу-всё,песец пришёл!закрыл-открыл глаза-уф,не полный,а худой и ободранный,да и вообще дохлый...собаки базовские придушили...а приходил наверно,к механику,вторую неделю генератор на ПРМ ремонтирует,редиска...2 балла
-
2 балла
-
Цинк? Хм, интересно на швы посмотреть. И ОЧЕНЬ интересно посмотреть на излом этого шва. Если не затруднит фото и технология выполнения сварочного шва.2 балла
-
Здесь две трещины. Поперечную прорезать шлифмашинкой. Подогреть горелкой и медным или алюминиевым молотком(что бы не уродовать сильно кромки забоинами) востановить примерную форму диска. Далее, опять же шлифмашинкой, прорезать продольную трещину. Разрез позволит более точно востановить конфигурацию диска и облегчить провар на всю глубину. Иногда трешина имеет Y образную форму. Тогда шлифмашинкой прорезать нижнюю часть буквы, а лучи сверлить насквозь по всей длине. Визуально конец трещины это не конец-микротрещины длинне примерно на 5-10 мм. Поэтому сверловку делать дальше. И себе спокойнее и славу халтурщика не заработаеш-обидно будет если после сборки колеса в ванне с водой увидиш пузырьки воздуха за пределами сварочного шва.
2 балла
-
Я в подобной ситуации был-вопрос стоял принципиально-или соблюдается технология или эта контора ищет себе другого сварщика....контора стала искать себе другого специалиста...о чем нисколько не жалею...2 балла
-
Ребята,имейте совесть.Пользуйтесь функцией "ответ" аккуратно.Не все могут читать форум с компьютера.Есть пользователи, у которых старые телефоны.Уважайте других,но себе подобных.2 балла
-
Может, и старый анекдот, но я посмеялся знатно! Как все это знакомо!2 балла
-
Предлагаю каждому создавать свою страничку-вопросы и замечания только к автору! Не стоит стеснятся, даже если оборудование "в возрасте" или не "крутое" http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Согласитесь, это только ИНСТРУМЕНТ, а варите ВЫ.И чем лучше Вы варите, тем скорее купите новое и "крутое". http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Как создавать тему уже многие знают, но на всякий случай повторюсь. Вверху, справа есть кнопка(полоска) с названием "открыть тему", жмете ее, открывается новое окно. В окошке "название темы" пишете название (можно вписать свое имя на форуме). Ниже как обычно пишете, вставляете фото, комментируете и читаете отзывы других форумчан. Если что не понятно или не получается - задаете вопросы в этой теме и получаете ответы. Именно здесь я свои фото выкладывать не буду (создам сейчас еще одну), здесь только вопросы и ответы. Идея не моя, ее подсказал alek956, а как и где это совет администратора форума Andrew. Не забываем авторизовываться на форуме. Без авторизации Вы не имеете права писать и создавать темы.1 балл
-
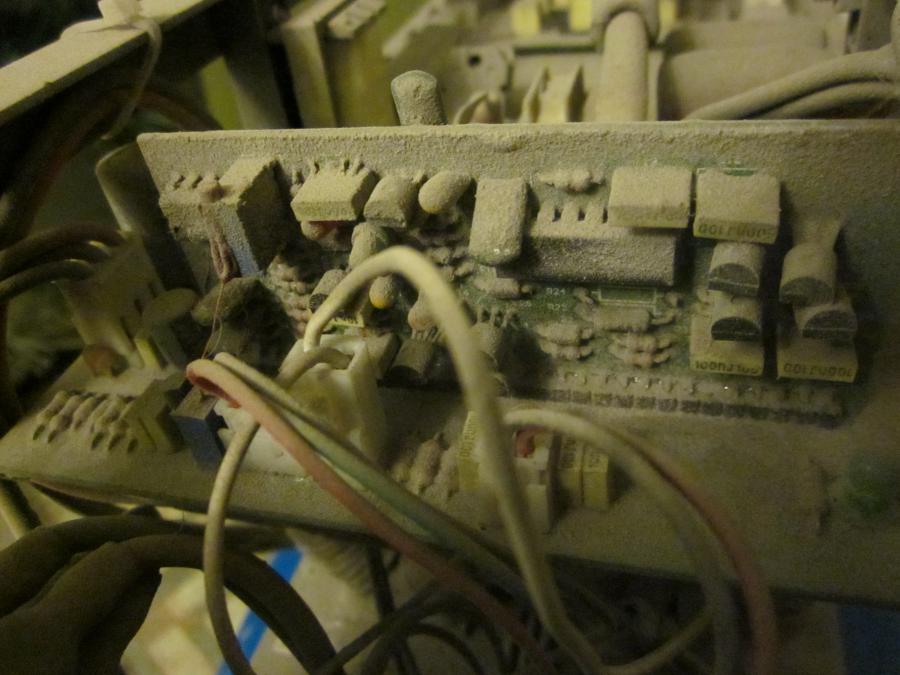
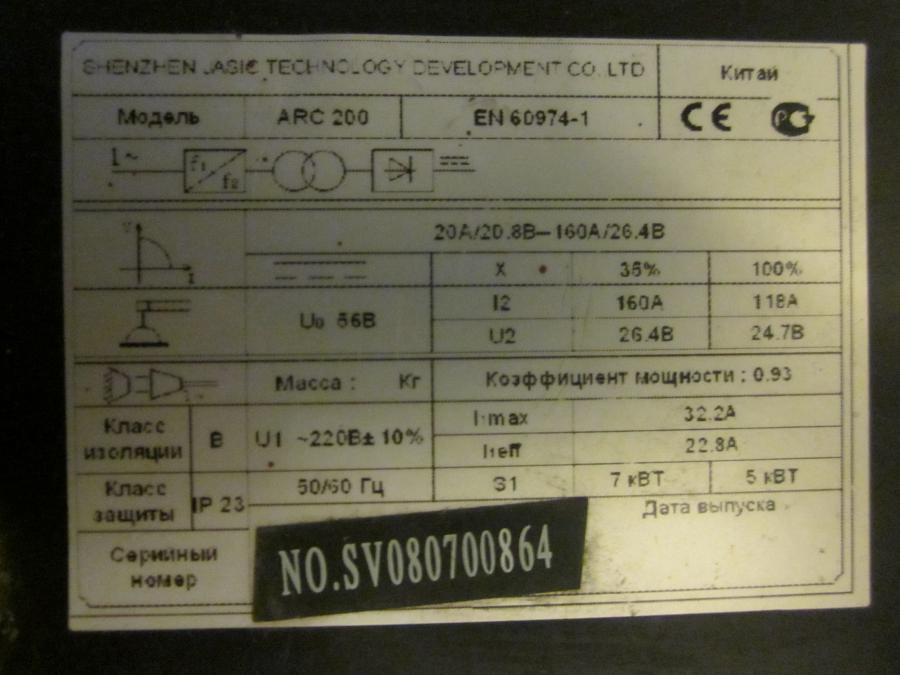
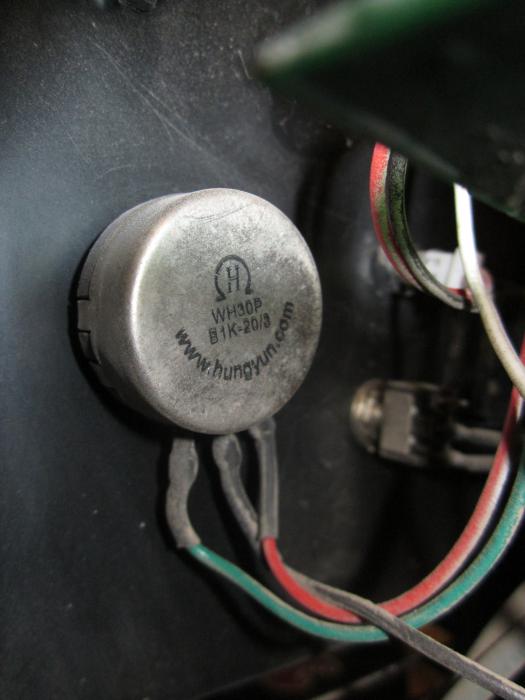
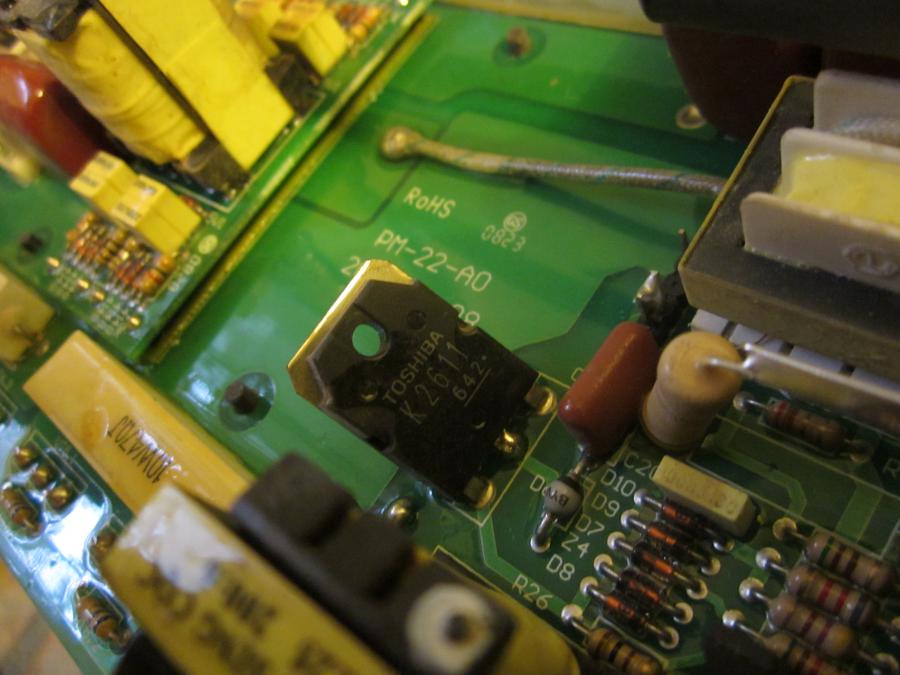
Создаю тему для владельцев инверторных ММА аппаратов Сварог. Обмен вопросами и ответами, впечатлениями от работы. Возможности модернизации. На зимних каникулах произвёл вскрытие для проведения ТО. Как оказалось - не зря. Аппарат был куплен у строителей перепланировщиков, там он взвеси и наглотался.. Досталось же ему до меня..сразу снял вентилятор для доступа к "тоннелю" охлаждения.Слой пыли намекал на хорошую продувку: В голом виде пихнул бедолагу в пакет и направился к ближайшей шиномонтажке. Логичней всего найти шланг со сжатым воздухом на каникулах именно там. Работник заведения наотрез отказался освобождать шланг от штуцера "быстросъёма" мотивируя невнятным бормотанием о хозяине-работодателе. Пришлось продуваться пистолетом подкачки со шланчиком и защёлкой на золотник колеса - напор струи воздуха эти девайсы гасят сильно! но этого в принцыпе хватило, "шахта" продулась вообще никак.. Дома при помощи кисти для рисования добил недочищенные места. Теперь можно разглядеть детали и их маркировку. Ощущения от сборки и материалов подсказывали что прибор заводского исполнения. Но - отсутствие даты выпуска на шыльдике и датировка печатных плат с разбежкой в годы 06-07-08 слегка смутила. Потенциометр. Хочу найти такой же или сходный по характеристике для создания "лентяйки" ПДУ. Можно ли регулировать силу св. тока "находу"??? Ну и конечно как без стикера о проведённом ТО:
1 балл
-
Как мне объяснили знатоки тут всё дело в составе нержавеющей стали. Все знают, что есть так называемая черная нержавейка. Помимо того что она магнитится, она еще после проковки становится жесткой и упругой как самокал. Ножи из неё делать самое то, но она становится еще и хрупкой. Да еще и подвержена корозии. Много раз видел, что китайская нержавейка ну очень лихо ржавеет- экономят собаки на легирующих элементах!1 балл
-
Что-то фотки не отображаются. Их стерли что ли? Я вот тож в качестве именно полуавтомата такой приглядел, аргон у мну отдельно есть 200p ac/dc. Что скажете про этот аппарат, стоит ли денег? Или может что-то дешевле и лучше (ну или такого же качества) есть?1 балл
-
Швы выполнены электродами ЭА- и проволокой ЭП- ,всё по технологии.Очень часто варю паропроводы на проблемных местах (гидроудары) именно "нержавеечными" электродами ЭА-400 или 48/м22 держит по несколько лет до частичной или плановой замены.Кстати,я добавил ещё два фото вварыша до и после однопроходной сварки.Так где Вы нашли документ,который запрещает это делать?1 балл
-
Вот уж точно, про номинантов этой премии читать, никаких юмористов и анекдотов не надо! Хотя бы про того ежика, который захотел покончить с собой, но чтоб уж точно. Ентот заяц залез на прибрежную скалу, привязал на шею камень, выпил яд, прыгнул вниз и в полете выстрелил себе в голову. Патрон дал осечку, при падении в воду узел на веревке развязался и камень с шеи соскочил, а от морской воды товарища сразу вырвало. Героя подобрали рыбаки и свезли в больницу. Там он и умер. От пневмонии...1 балл
-
У нас в Таганроге нержавейка от 50р. см.,а алюминий от 100р. см. А черную трубу варим диаметр трубы-цена шва 15-150р. 20-200р.и т.д. А трассы тянем, там считаем погонные метры.1 балл
-
Вот-вот,а я не в рабство продавался, а на работу устраивался....1 балл
-
Пацанами тол в костре жгли.. попадались кретины которые миномётный "выстрел" после распила ножовкой от лени кидали целиком. (с детонаторной головкой). ничё.. мамки новых нарожали.1 балл
-
Сегодня привезли поддон от Хонды.Много проблем создавала при сварке грязь и масло, хотя выжигал. Проверка на течь
1 балл
-
Мелкий узел ХВС сваренный на коленках за три часа. И снова китайские, огнедышащие фланцы, правда пришлось пройти раза четыре, масла было много. Масло из поры.
1 балл
-
без коментариев
1 балл
-
Везде одинаково.
1 балл
-
Нормальные ребята-просто правильно пользуются арифметикой и больше сложением.Работал с 1999 по 2004 в израильской компании ZIM - контейнерные перевозки.Начальство все ОНИ.Умеют работать,прислушиваются к здравым советам,не спесивые.Водку пьют (кошерную) стаканами ,умеют и отдохнуть.В общем - ничего плохого сказать не могу.Любят еще одесские анекдоты типа: Одесская квартира.Ходит по кухне здоровый амбал Изя.На диване больная старушка-мама. Изя -Мама,Вы таки хочете жареной картошки? -Ну конечно,Монечка! -Ну так встаньте и пожарьте. -Не могу же я твоя вся больная мамочка. -Ну тогда лежите и не 3.14з...те.1 балл
-
Здравствуйте! Наткнулся в интернете на вот такую вот публикацию некоего автора под ником Arhon: "Всем привет, к стиму это похоже не относится но увидел у вас похожие работы, сам таким увлекался, правда лет в 11-13. переделал кучу маленьких клинков, осталось совсем мало. лезвия делал из электрода сварочного, нержавейки 2мм, отковывал молоточком, и метал преобретал пружинность. Сами клинки получались неплохо, с рукаятями, эфесами и тд. не очень было.Из инструментов кроме набора надфелей, молотков и наждачки ничего и неиспользывал, да и небыло не дремелей не машинок. Для 12 летнего парня неплохо по моему, было это примерно 18 лет назад, ни интеренета ни единомышленников, а жаль: ( если найду дома еще где то есть маленький арбалет, длнной примерно10см, а сила натяга у него была 9 кг, дугу набрал из полоски стальной что в офицерских фуражкак, банку с под кофе одну сторону пробивал легко." http://steampunker.ru/uploads/images/00/50/53/2012/05/12/623b05.jpg Это сообщение взято отсюда: http://steampunker.r...works/6658.html С автором этой публикации связаться не могу - не нашел его контактов.Подскажите, пожалуйста, может кто-нибудь описать технологию, по которой это изготавливалось? Пошагово.Какое оборудование для этого требуется?Рукоятку можно отлить, но лезвие здесь больно клевое!Есть здесь на форуме кто-нибудь из Москвы или МО, кто изготовит мне подобные мечи?А если не возьмется изготавливать, то может быть кто-нибудь мне сможет показать, как их изготовить, при личной встрече?С меня благодарность! Напишите, пожалуйста, либо здесь в теме, либо мне в личные сообщения. С уважением, Александр1 балл
-
@митька51, Юмор у Вас ...не светлый. Бортовой журнал неизвестного происхождения: 17.00 – Последние приготовления. Радио третьи сутки молчит. Лопнул электрический скат. Капитан напильником подгоняет голову под фуражку. 17.05 – Сильный ветер. Сдувает погоны. Приходится клеить лычки прямо на на плечи. Бензин замерз. Колем его топором и кидаем в топку кусками. 18.00 – Подняли якорь. Оказался не наш. Подняли второй. Тоже не наш. Старожилы говорят, что якоря у нас вообще нет, а корабль прибивают ко дну гвоздями. Плывем. Гвозди скребут по дну. Скоро станет глубже и зальет палубу. Как бы отцепить дно? 18.15 – Прошли над мостом. Где теперь наша верхняя палуба? На корме – трамвай и гаишник в будке. 18.30 – Компас сломался. Идем по флюгеру. Из капитанских карманов доносится плач и стон. Это руки тоскуют по штурвалу. 19.30 – Пароход болтает. Наверное, подкралась рыба-болт. На корме драка. Звука нет. Забыли включить фонограмму. Участники читают текст драки по бумажке. Старпому отбили склянки. 20.00 – Сильная качка. Штурман доложил на пол результаты ужина. Доктор раздает штиль в таблетках. 20.30 – На горизонте - земля. Капитан приказал раздать ее крестьянам. УТРО. 6.00 – Первым утренним бревном прибыл дед Мазай с рекетирами. Пришлось отдать норд-вест, румб из компаса и половину бака. В оставшемся полубаке полукок варит полусуп. 11.00 – "В трюме пожар", – доложил вахтенный матрос. "Фигня!"- ответил капитан. На том и порешили. 12.00 – Активная подготовка к морской забаве "Гибель "Титаника". Команда сбросила за борт все холодильники и ждет айсберг. 14.30 – Все утро лил дождь. Вахтенный матрос сгнил. Составили акт о списании. 15.30 – В дно стучат. Наверное, подкралась рыба-стукач. 15.35 – В дно кричат: "Караул устал!" 15.40 – В дно стреляют из маузера. Может открыть? 15.45 – Открыли кингстоны. Корабельный воздух с шумом устремился в воду. 15.46 – Воздуха осталось последняя клизма. В дверь ломятся. Прощайте, товарищи, все по местам! Во, блин, поплавали!1 балл
-
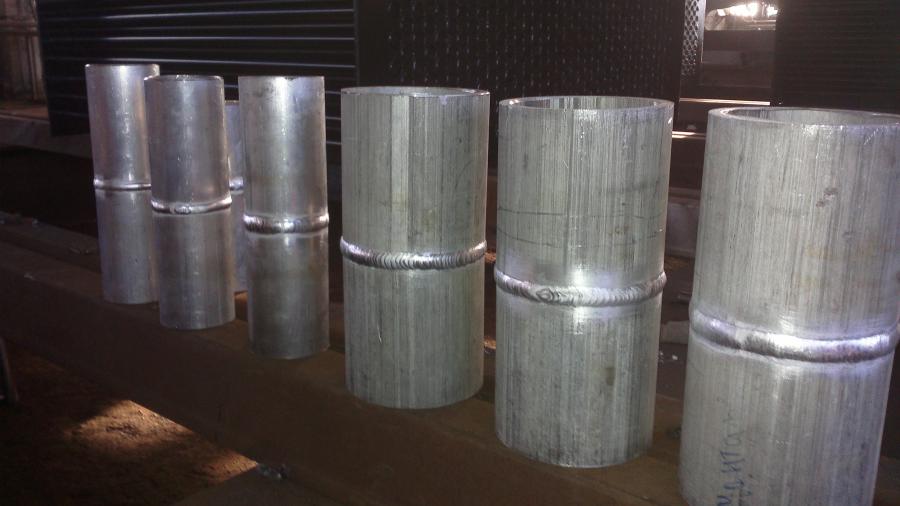
((Заварите нам катушки,очень надо.Да и вам "шабашка"....)) комплектующие(катушки,присадка и агрегат Feji TIG315P AC/DC (проТесТить) предоставлены заказчиком).... Сварка трубных "катушек": Труба Амг3 - Ф89х6мм,- Ф133х8мм, присадка 5356,АДС, электрод WL ф3мм(по секрету, всему свету) варил поворотно (время дороже "понтов",как всегда надо срочно). "облицовка" на пульсе (прикольно ) варит не плохо,(новый "бренд" в наших краях....)
1 балл
-
Всё оч. просто. Резюк берёте такой же как в аппарате, на нём написана маркировка. Тумблер сдвоенный на два положения с общим центром. Отделяете два провода от резюка в аппарате и на центр (общий) тумблера. И перекидываете тумблером то на внутренний резистор , то на дистанционку. А третий провод просто паралелите. Удачи!1 балл
-
Делайте, нихрена ему не будет. Пару десятков так сделали. Возвратов нет. Только просьбы ещё поставить. Это мы в фирму одну так измудрялись ставили. Самое простое резюк поставить с переключением туда-сюда. Нет, но элементы не оборонка и потому сталкивался с тем, что на холоде не работает лектроника. Иногда лечил, но на морозе долго не померяешь, что где неисправно. Так что такое бывает.1 балл
-
Пытался заставить его работать на морозе, для чего удалил смазку из вентилятора и потенциометра. Не помогло, хотя потенциометр стал крутиться заметно мягче.
1 балл
-
Если только дроссель примастрячить, а так, старый, добрый трёхтажный китаец.1 балл
-
Приходилось, и много. На Kemppi Pro 510. (где то в "сварочных швах" есть фото и примеры работ). В принципе неплохая функция при массовом производстве. Когда толщины деталей не меняются,положение швов в пространстве одни и теже. Настроил и вари до одурения. Но это на производстве. При домашнем использовании эта функция себя редко оправдывает. Лично мне не нравится.1 балл
-
Зовут меня Николай. Отучился в техникуме на пожарного, дальше пошёл в армию дембельнулся в мае2009 года в самый расцвет кризиса, пол года поиски работы в итоге в начале 2010 с отцом поехал на север, отец работал электриком, а шарага занималась монтажом трубопроводов,работал с ним на пару электриком хотя корок не было, там и научился варить хотя не кто и неучил, электродов халявных было море и наити счего варить тоже не проблема калашный ряд агрегатов сварочных аддшек стояло, заводи и вари пока не надоест.В декабре 2011ушёл оттуда. и решил поити отучить на сварщика. нашел курсы где шёл набор и где предоставлялось общежития, сам я из сельской местности, не самые ближайшие 250 км от дома в городе Саратове и не чуть не жалею, мастер за 4 месяца многому научил.В конце июня 2012 закончил и получил 3 разряд электрогазосварщика, за месяц до окончания курсов друг позвал к себе на работу сварным, опять же на север но с условием на постоянку, все лето думал и в итоге поехал, теперь работаю сварным по ремонту техники в основном эксковаторы, почти 4 месяца.1 балл
-
Порой заказчик удивляется цене за стык, но почему-то не удивляется цене контроля. Работа сварщика не должна стоить меньше. Спасибо ПИЛ-овцам. И это не самые высокие цены по дальнему востоку. Врезки и захлёсты-отдельный прайс + 40% сверху за монтаж. Извиняюсь за качество, что-то совсем фотка плохая получилась
1 балл
-
Я бы рискнул отдать 22 тыщи (нашёл за 22) если бы мне нужен был полуавтомат, тем более, что там заявлена синергетика. Китайцы на такой схемотехнике - полный мост, очень надёжные, если нет брачка с завода.
1 балл
-
я тоже. этот китаец, кстати, степень защиты 23 обещает. у остольных его класса 21. На счёт брать, я подумаю, может подкоплю и возьму TIG и MIG отдельно,проверенные! Moжет за это время кто нибудь решится 25руб. выкинуть. Если возьму, отчёт будет!1 балл
-
я просто не смог пройти мимо: http://www.youtube.com/watch?feature=player_embedded&v=WpyoMXxgq-k#! хотя шо смешного-то.1 балл
-
То что слева,уже порядком износившееся,служит верой и правдой 12 лет.Сделано из расклёпанного автомобильного выпускного клапана,мы из них ещё зубила делали.А то что справа,прикупил на днях-давно взгляд зацепился за изделие,только вот не попадалось до сей поры оно.
1 балл
-
Это мои домашние! Ту что на работе выложу когда с больничного выйду
1 балл
-
Здесь все 50 на 50%,оборудование отличное,половина успеха,вторая половина зависит от Вас,и только.Читать и читать,работаете с нержавейкой,изучайте процесс до звона,от и до,Форумчане помогут,здесь много тем,вот я до сих пор к своему стыду не научился катать швы на нерже.Но изучаю технологию и процесс.1 балл
-
У меня все страшнее. Уволился сварщик. А нового принимать не хотят. Меня упрашивали три дня поработать на сварке. Перед уходом сварщик провел мне недельный мастер класс, и я остался единственный на участке кто хоть что то представляет о сварке. Уговорили. Варю в основном детали вращения (фото). Сейчас уже прошло 4 месяца как взял в руки горелку. Подскажите как и с чего начать путь к сварщику а не быть лепилой...
1 балл
-
После "отпуска" в печи для эл-в.
1 балл
-
Здравствуйте, уважаемые участники форума. Пишу вам из ближнего забережья. Занимаюсь газодинамическим напылением с 2008 года. Да, Димет не панацея от всех напастей, бывали и проколы... Но в общем я очень доволен аппаратом. Ксати , не советую напылять на загрязненную маслом поверхность, отвалится.1 балл
-
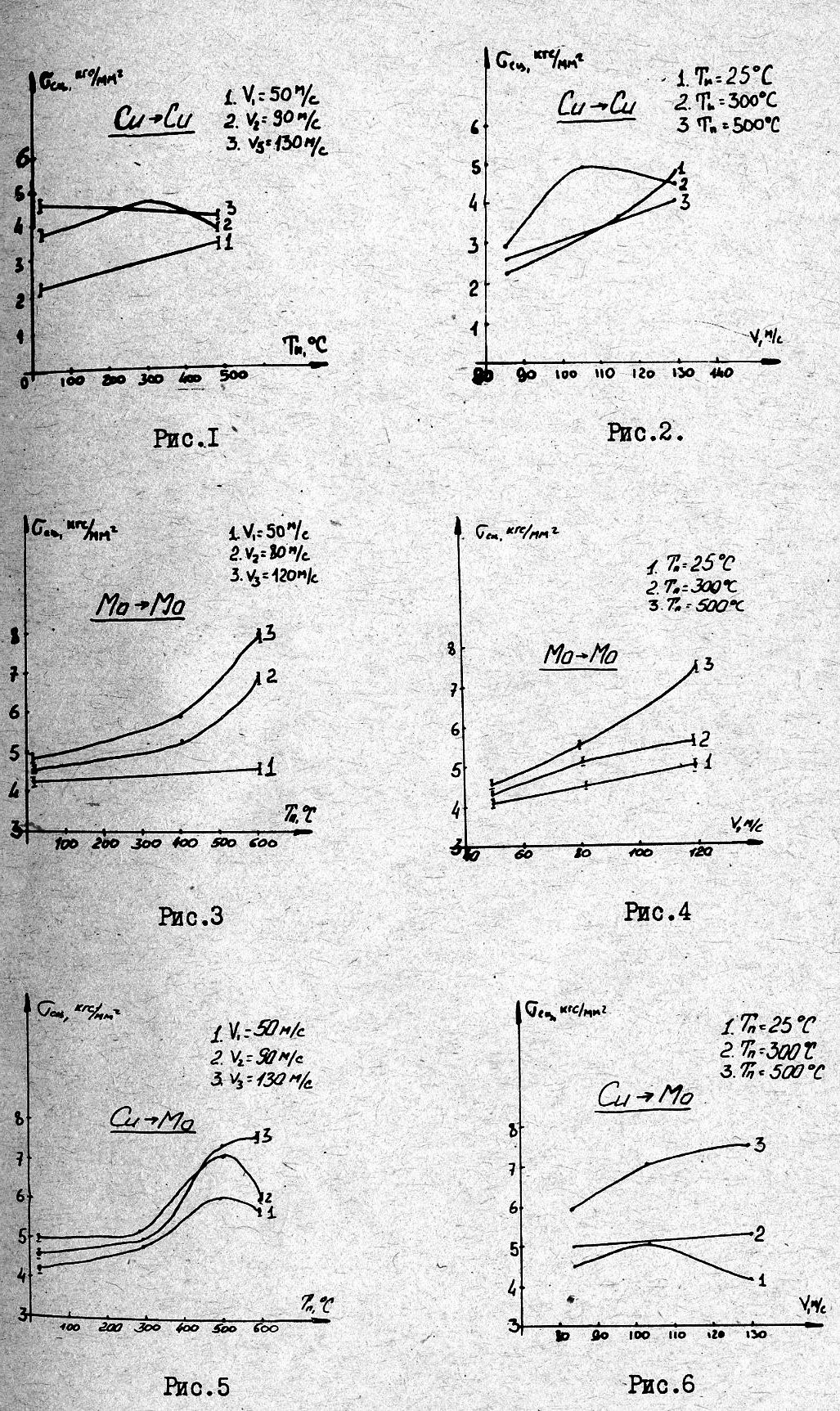
Да, не на научном, но для выбора способа восстановления изделия эти цифры очень важны. Я даже перевожу их в кг/мм2, так понятней клиентам. И величина когезии важна, пористость, коэффициент трения. Никель, который Romich напыляет на опорные шейки распредвала, в парах трения не применяется, т.к. в отсутствие или ограничении смазки (что часто бывает при превышении усилия сжатия или малых зазорах) идут задиры. По поводу адгезии. Цифры примерно как у плазменных покрытий (рис.) Из своего опыта - штифтовая методика очень не точная, много влияющих на точность измерения факторов, и к тому-же трудоемок процесс изготовления образцов. Мы в свое время от нее отказались и перешли на клеевой метод. Возникла проблема клея. Дело пошло, когда нашли в Шостке пленочный, если не ошибаюсь ВК-20. Площадь образца увеличили до 20 мм (штифты Ф4). А зто по какой методике? Трещины. Их зачастую замазывают компаундами, запаивают, запыляют... Течь перестает, но трещина остается. Качественный ремонт предполагает полное удаление трещины с последующей сваркой. Даже раздека и провар на 3/4 толщины в значительной мере ослабляет конструкцию - остается концентратор напряжений. Вибрация при работе механизма, термические циклы сделают свое черное дело. При сварке чугунных блоков (да и др. деталей из чугуна) в околошовной зоне есть микронадрывы, которые Кастолин предлагает запаивать. Вот в этом случае ДиМет может оказаться полезным. Но "лечить" трещины только напылением (радиаторы - другая тема)с моей точки зрения нельзя. Оно, конечно, напылить можно, и даже верю, что герметично получится, но есть большой риск, что "благодарный" клиент на счетчик поставит или, пардон, морду набьет. Про масло... Мне вот не понятно, неужели так трудно помыть и обезжирить напыляемую поверхность? Тем более, что в процессе напыления на нее осядет и прилипнет к смазке абразивный порошок. Для меня, да и для многих других, подготовка поверхности под напыление - "священная корова". Я даже пальцем запрещаю прикасаться к подготовленной под напыление поверхности. Сегодня разрешишь - завтра он грязной рукавицей ухватится. А потом стоит - глазами хлопает - "Отвалилось покрытие..." Детонационно-газовое напыление. Когда я работал в Туле пушки не было, мы напыляли в основном плазмой, меньше газом и ЭДМ. Детонационная установка "Днепр" была у нас в Апатитах. Тоже обстреливали подложку вначале корундом (подготовка поверхности) затем нужным для покрытия порошком, но потом от этого ушли - ствол дороже. Я этот метод почему упомянул - очень напоминает ХГН (или наоборот - ХГН детонацию). Кстати, не понятно, почему ХГН выделяют из категории "газотермическое напыление". Ведь в процессе участвуюет нагретый газ. Детонация в принципе то-же самое, только температура и скорости повыше. Нагрев и разгон порошка осуществляется за счет энергии продуктов детонации газовой смеси (обычно ацетилен+кислород). Скорость распространения детонационной волны 2000 - 4000 с/сек. Температура в зависимости от состава смеси 2200-5500С, скорость полета частиц 600 - 1000 м/сек, коэффициент использования порошка 50-70%, скорострельность 1-6 цикл/сек. Адгезия покрытий (не всех, конечно) достигает 160 МПа, пористость 0,5-1,0% При всех достоинствах этого метода он имеет и крупные недостатки (нужна шумоизоляция, работа в автоматическом режиме в серийном производстве) Детонация хорошо пошла для напыления коленвалов.
1 балл
-
Понимаю, и хорошо. Но все чаще привозят на переделку. И подготовка под сварку сущий гиморой-необходимо удалить напыленный слой- по напылению хоть умри а качественно варить не получится. Угловой шлифмашинкой не всегда подлезеш, приходится работать прямой шлифмашинкой и сферической фрезой (стоит она 10-12 евро, хватает ее в лучшем случае на два блока). Понимаю что и "кривые руки" тут свою роль играют. Но переделывать то мне приходится. Потому и противник я Димета, тем более что альтернативные, проверенные временем технологии есть, и себестимость их ниже, а качество лучше. Я полностью согласен с тем что есть работы которые можно выполнить ТОЛЬКО Диметом и невозможно выполнить ТИГом или пайкой, но бесит когда ламеры пытаются одной технологией отремонтировать все вокруг даже не пытаясь пошевилить единственной мозговой извилиной которая находится у них ниже пояса.1 балл
-
"хорошая адгезия, высокая скорость, страшная сила..." Это не научные термины. Сколько в цифрах? На сдвиг или нормальный отрыв? Какая методика применялась? На каких подложках? От ВСЕХ, говорите. И от детонационного? А как быть с трещинами, которые Romich "успешно" лечит? Ее ширина от нуля до нескольких микрометров и она заполнена маслом. Это масло как удаляете? Здесь надо бы поточней - какой струей: воздуха, порошка. Если струей порошка - вопрос: что дешевле Ролс-Ройс (порошок) или Ока (ацетон, бензин)? А вот из этого вытекает еще два вопроса: 1. как определяется момент полной очистки напыляемой поверхности от масла? 2. Каковы данные по адгезии (если они проводились, конечно) покрытий, нанесенных на предварительно обезжиренную и маслянную подложку?1 балл
-
Варил потолок полуавтоматом в скрюченном состоянии,упустил момент и поймал на грудь "клубничину",красную такую.Пока выполз из секции,пока расстегнул куртку и развязал узел на поясе-плясал джигу.Потом понёсся в медпункт,бегом вроде ничего.Когда там снял свитер,увидел тоненькую нитку ожога до штанов.Но когда мед.сестра увидела характер повреждений "низа",не удержалась,то ли смеялась,то ли плакала,-"Кипятком обос-с-сался что ли?"Резинка трусов перегорела,в районе мошонки выходное отверстие,по ляжкам будто дробью всадило,до самых колен пузыри и прыщи от металла.Последний кусок "метеорита" припаял синтетический носок к ноге.Две недели "сестрицу" веселил требуя "смазки" интимных частей тела.Пятно на пузе лет через 8 только стало бледнеть.1 балл