Лидеры




Популярный контент
Показан контент с высокой репутацией 26.11.2012 во всех областях
-
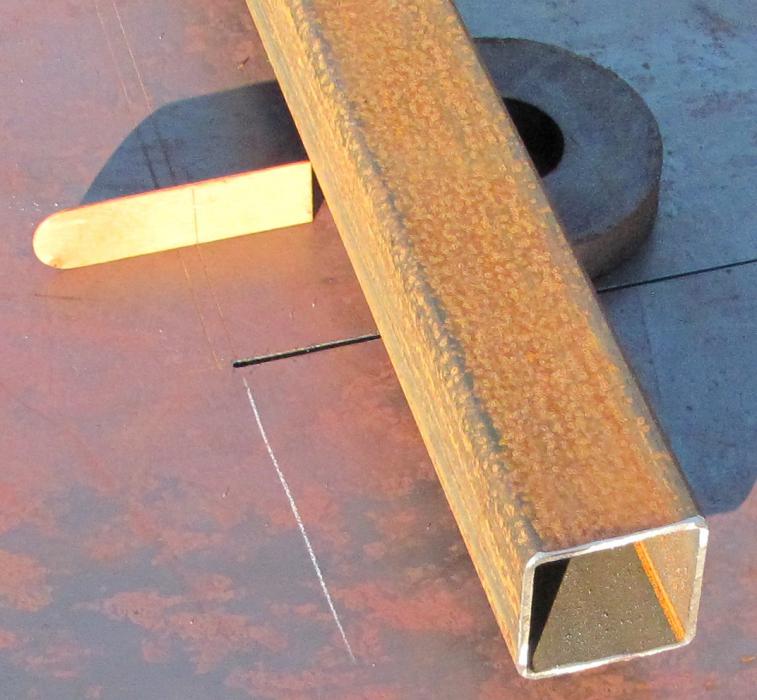
andrus поверьте вам тут (на форуме),зла никто не желает. Перестаньте изображать из себя промоутера "Многофункциональных портативных плазменных комплексов",надеюсь вы таковым не являетесь.Эти "комплексы" стоят 30000-50000р. и поверьте не стоят они этих денег (явно лишний нолик).В пределах 15000-20000р можно скомплектовать неплохой сварочный наборчик TIG (инвертор,горелка,редуктор,балон (хоть 5л-10л,хоть 20л и т.д)и будьте уверены этот "наборчик" будет мобильным и простым в эксплуатации, и работать будет от просаженной сети,качество сварки тоже в разы будет лучше (и эстетически и практически.К ММА(РДС) и балонов не надо,электроды в России ещё не перевелись (И не переведутся),хочешь реж,хочешь вари. А вот ваш "комплекс" обладает существенным недостатком-ВОДЯРУ пьёт,не по детски,а водку в России лить куда ни попадя,не пристало( этож конкуренция,и швы как от "бухова в стельку сварщика")-может это он от водки так варит.... Для примера приведу: профильная труба 25х25х1,5мм.Сварка TIG(РАДС)-65А,присадка Ф2мм.Отрезать(болгаркой) и сварить,ушло времени примерно 5 минут.Мне так кажется,немного симпатичней получается....(и побыстрее,что гораздо экономнее в плане энергопотребления).Есть ещё много доводов,что вас andrus развели создатели этого "чудо прибора",но вы то не расхваливайте это изобретение,а изучите сначала Азы сварки, и форума для этого достаточно.Такие швы как ваши,можно и гвоздём сляпать-держатся будет. П/с КУРЕНИЕ ОПАСНО ДЛЯ ЗДОРОВЬЯ (вместо "песочных часов"),не повторять-защищенно патентом....
 5 баллов
5 баллов -
Вот тут,как раз,ключевая фраза-"обрабатывать проект"!Не так страшно,что он новый (даже просто интересно с инженерной точки зрения),а то,что этот самый проект порой выполнен с таким количеством инженерных ляпов!!! За те 14 лет,что я плотно работаю на стройке,проекты,не требующие серьёзной доработки,можно перечесть по пальцам одной руки.Беря в руки очередной проект,очень часто про себя восклицаю:"Ой,беда,братцы,с головами!!!"...Старые инженерные кадры почти повывелись,а новые...Как же меня задолбали эти техно-мажоры со звёздной болезнью!.Без году неделя в проектном бюро,а апломба-выше некуда...Вот и приходится ради пользы дела и спокойствия совести для спорить с "аффтарами".Порой,до хрипоты,с разными аргументами.Иногда даже комкать ихние "весёлые картинки",швырять им в лицо и орать:"Вы баран,а не инженер!!!То,что тут нарисовано,работать не будет!!!Подумайте,в какую копейку заказчику и Вам,в конечном итоге,обойдутся работы по исправлению Ваших "эротических фантазий"!!!"...Ну и так далее,с вариациями.Кому-то просто становится стыдно.На некоторых отрезвляюще действует сумма возможной неустойки .С иными приходится расторгать контракт по причине неквалифицированности и неадекватности.Прошу прощения,что называется,накипело...5 баллов
-
Очередной смаслом-бак) http://s55.radikal.ru/i147/1211/29/751153e36aaf.jpg http://s017.radikal.ru/i407/1211/38/2abbb10fc74b.jpg http://s017.radikal.ru/i401/1211/d2/b52359d83e86.jpg http://s017.radikal.ru/i411/1211/35/f9c25fba31c2.jpg4 балла
-
70-100 диаметр, это не большие, солома в сравнении 600 и выше. Хотел о 219 и выше рассказать, что знаю. Ну ладно, позже. Так то тема большая, фокусов и фишек много, которые можно использовать в процессе сварки. Корень: Всегда и все начинают с 6 часов, давайте разберемся, хорошо ли это?!Для себя давно выяснил, если начинать с 6 и подниматься вверх, труба нагреваеся к 12 часам и многие ошибки, это провисы лишнего металла, прожоги. Что бы этого избежать, попробуйте, что творю всегда сам начать с верху с 2 часов к 10, пробежав отметку 12 ти часов. Зазор 3 мм, притупление около 2 х каждой стенки, электод диаметр 3,2. Если 3мм Электрод, зазор чуть меньше 3 х мм между фазками. Вообщем надо сделать так, что бы ваш Электрод не проваливался в зазор или был 1в1. Подбираем ампераж, работаем на более высоком, ведь процес сварки должен быть без перерыва. Его называю-Сварка в слепую. То есть Вы не видите, как ложится корень, не прожигаете кромки, а просто давите на Электрод и путем высокого А. И давления на него двигаетесь в перед. За счет этого у вас формир. обратный валик идеально, одинаковая скорость, давление и Выс.А. Проходя отметку 12 вы пойдете вниз, шлак будет не много затекать, не обращайте внимания, формирующийся шов будет сам толкать Электрод вперед. Главное правильно давить на него. На этом диаметре Вам хватит одного Электрода с 2 часов до 10 положить корень. Ну что, теперь верх готов, весь нагрев остался на верху трубы, низ холодный. (Кстати, на аргон.д.сварке делаю так же, верх-низ, бока. Равномерное распределение нагрузки) 2 часа и 10, если рентген, проходим машинкой, делаем звезды для поднимающихся с 6 часов Электродов. Ямочки, пяточки, как на папироске, туда и заедем в конце :-) . Начинаем без отрыва, около 3 часов его уже не избежать, дабы не провалить лишка металла и заезжаем в наши приготовленные пятки. Плюс-внизу метал холодный, верх уже готов. Есть Электроды, целюлоза покрытие, шлак не течет. Корень варить с 12 часов на 6 просто счастье, именно на выс. А. с верху вниз. Ну это отдельная тема. Этот способ взят именно От туда в половину. Когда корень готов, убираем шлак. Далее с 6 на 12 по обеим сторонам. Начать стоит с 7, пробежав отметку 6 часов к 5 ти. Шлак будет не много бежать в перед, это пройдет, как уже писал про 37 диаметр, зато даст дорогу подьема с другой стороны. Шлак сбивать не надо, дабы избежать лишнего наплавления металла. Именно на перекрытии не убирайте шлак перед стартом нового Электрода. Кто не понял и не согласен, возьмите пластину, вертикал, подьем, сбил шлак, зажег электод, поднялся и второй оставил шлак, зажег Электрод чуть с верху и в шлак где не сбил и поднимайся. На обоих швах собьете и увидите разницу в итоге. Так и на трубе. Пишите кто дойдет до этого, пробуйте, это тема!4 балла
-
А он болгарить небось к соседу ходит,у того то аппарат человеческий=))). а потом,у родителей на даче тоже проводка была не айс, один провод медь,второй алюминий. 2 выходных и сделали вдвоем все ,как полагается. Счетчик меркурий 201, автоматы,толковая проводка. затраты...да хрен знает ,для себя делали,не считали. Так что, все ваше "я не сварщик", " плохая проводка", " качество моих швов меня устраивает ,потому что я не сварщик" -это ОТМАЗЫ,глупые детсадовские отмазы. Я например тоже не автомеханик и никогда на него не учился, но с приобретением авто, просто из любопытства и чтоб быть увереным ,что с ним все в порядке, перебрал его за лето от и до. Было бы желание.....а не упрямство.3 балла
-
Да, и не долбите Электрод о трубу, что обмазка отлетает. Научитесь зажигать споконо, коснулись, бывает прилип, чуть в бок и ведешь и на место. Если бу Электрод, ломай юбку обмазки до стержня и зажигай(в 2х смыслах :-)) дятловых движений избегай(тоже 2 смысла:-))3 балла
-
Ну-сс,продолжим... Трубы с четырёх контуров собрались в одном месте и пошли к ПНС: http://s16.radikal.ru/i190/1211/a9/6a9a9ca0030e.jpg И вот она,пожарная насосная станция-сердце системы пожаротушения: http://s47.radikal.ru/i115/1211/8a/8240330a54d1.jpg Насосы: http://s005.radikal.ru/i210/1211/0b/58db041e3f78.jpg Блок сигнальных клапанов: http://s017.radikal.ru/i428/1211/64/6513304792f2.jpg Конструктор для мальчиков старшего возраста... http://s017.radikal.ru/i407/1211/94/b6653832a883.jpg То,что изображено на последнем снимке,собиралось из единичных фитингов на подмотку.Эта работка довела до белого каления не только сварщиков,переквалифицировавшихся в слесарей,но и слесаря тоже.Сборочная схема была выполнена отвратно,а немногие пояснения-на аглицком (с ошибками,ибо все эти шарушки сделаны в Тайване).Благо,технический английский накрепко засел в моей голове с институтских времён.Это немало потворствовало грамотной сборке. Систему собрали,опрессовали и теперь ждём электриков для наладки системы управления.3 балла
-
Недавно Som спрашивал:
2 балла
-
А что, тоже сварка... На фото сварка нашего оптоволоконного кабеля. Тоже "сварщики" и "сварочный аппарат".
2 балла
-
vnuk, ну и пусть будут, это во многом зависит от начальства, если начальник толковый, то подобного не будет. А если начальнику хочется в туалет ходить без туалетной бумаги, то найдется и такой урод. Как говорится, спрос определяет предложение.2 балла
-
Лично для меня меня после видео выложенное Trag090 никаких вопросов не осталось. Кроме алюминиевой проволоки сечением 2мм. Принимать пари? Да лень мне, и 10 тыр для меня не стимул его принять. Подначить как пацана хотите что ли, на "слабо" надавить? Если нет, тогда не знаю чего ради эта фалометрия, ещё раз говорю, после видео коллеги, вопросов у меня кроме алюминиевости провода нет. Благодарю за призыв не заниматься словоблудием. Где только вы увидели его, я не знаю, я пишу очень обдуманно и взвешено, поэтому да, такое определение моих постов мне не нравится. А поэтому заварите ка вначале сперва образец как на видео. С такой же или хотя бы приближённой скоростью, проваром, рисунком чешуи и формой шва. Тогда я прекращу как вы выразились своё словоблудие. А пока этого не будет, для меня все эти "швы"- рукоблудие.2 балла
-
И снова здравствуйте всем!!! Прошу простить меня за достаточно долгое отсутствие. Доделывали систему пожаротушения в авральном режиме...В оправдание выкладываю фотки.И снова прошу прощения,что почти везде и все трубы на снимках покрашены.За нами сразу шли маляры и красили даже ещё толком не остывшие трубы.Духан от этого стоял невообразимый!Предполагаю,что сотрудники офисов и торгового отдела к концу смены уже смотрели мультики в 3D... В офисных помещениях-культур-мультур: http://s019.radikal.ru/i642/1211/3b/c7156bb80329.jpg В подсобках и складских помещениях почти все трубы прямо-таки бросаются в глаза: http://s019.radikal.ru/i636/1211/85/caec1922aaaf.jpg http://i073.radikal.ru/1211/88/13a16928ac95.jpg http://s58.radikal.ru/i162/1211/d6/13f011333651.jpg Конечно,пальму первенства по работе в труднодоступных местах мне у глубокоуважаемого АВН отобрать не судьба,но всё же... Порой приходилось тяжко.Протиснуться между ригелями,венткоробами и кабельными трассами было той ещё забавой!Иногда приходилось городить систему из двух-трёх зеркал,чтоб обварить слепой стык.Заодно и моторику с равновесием потренировать.Работать-то приходилось на высоте 4-5 м со стремянки-раскладушки.Вот одно из таких чудных мест: http://s019.radikal.ru/i619/1211/66/81aa7a52f923.jpg Чтоб работать в складах,по началу к каждому из нас (три человека) приставляли пару "смотрящих".Что ж,все мы,в той или иной мере-заложники стереотипов...И когда на складе находится вот такое, http://s58.radikal.ru/i162/1211/a8/30ed00f94add.jpg да в таком количестве, http://s018.radikal.ru/i502/1211/7a/06fdecfab265.jpg и сварщиков почему-то все представляют ворами и пропойцами,то жёсткий контроль за нами,в общем-то,был вполне объясним.Попутно замечу,что вскоре контролёров вообще сняли.Тому было несколько причин.Во-первых,покупатели в супермаркете никогда особой честностью не отличаются.Посему,некоторое "оголение линии фронта" в торговом зале незамедлительно сказалось ростом недостачи.Во-вторых,те,кто особо пристально следили за нами,по понятной всем форумчанам причине,на следующий день на работу не выходили...Ну и в третьих-вырос кредит доверия к нам.Ибо,столь патологически честных,непьющих и некурящих монтажников местное руководство ещё не видело. Видать,контраст с предыдущими исполнителями сварочных работ в этом магазине был очень велик.Ну да ладно...Продолжение-в следующем посте.2 балла
-
Тема ни о чём. Стал быть- закрыть. Андруса позвать в нормальное сварное братство. Я буду рад, если не озлобится, а примет руку. Мне кажется он правда любит сварку, сам то он старается, варит. Ну, увлёкся человек хренью, с кем не бывает1 балл
-
Честно скомунизженные с рабочего места -> дёшево и сердито.1 балл
-
То есть время не было использовано по назначению...Тогда процитирую себя : Я всё сказал. ПС. Вы никогда не пробовали одевать штаны через голову? Попробуйте. Уверен, у вас получится. Админы, взываю.1 балл
-
По увеличению мощи не подскажу, а вот по некоторым электродам, которые "накапывают"- иногда требуют обратную полярность.1 балл
-
Здравствуй Лепило. Совершенно точно, эта проблема актуальна всегда, перегрев в верху на таком диаметре трубы и убавление Ампеража на электроде не безгранично, проблематично, залипания и плохой поджиг. Есть еще тема, попробуйте на досуге если имеете ЛБ: фаску снимите под нож, острые должны быть кромки, развал фаски сделайте как на Вашем снимке с правой стороны, он больше чем на левой, такой развал в самый раз. Стыкуйте в плотную нож в нож. Прихватки сделайте, ну просто едва зацепите, дабы избежать лишнего металла и вперед варить по такой схеме, как описал, 1верх 2низ,3бока. Ампераж подберите, варите без отрывов, шов получится литой, аккуратный, без шишек внутри. Такой способ использовался у нас на хим. заводе при строительстве его, как поведал мне мой учитель, благослови его Бог и дом его!!! Японцы, которые там курировали все, говорили, чем плотнее, тем роднее. Зазоры они ненавидели, либо токаря толстые диаметры протачивали фаску в ус. и варили без зазора, даже электродом. Ус был 2 мм толщиной и ЛБ. Ну в нашем случае ус и есть почти. Острота тонкая и переходит на более толстый участок и переплавляется просто замечательно. Думаю доступно объяснил, кто имеет опыт, должен понять о чем говорю. Технология не обычная, не понятная для многих и у меня бывали проблемы с монтажниками вначале, не понимали они что творю, но когда видели стык после сварки внутри, кивали головами своими и молча выполняли то, что прошу. Выглядело это примерно так, как на снимке, только шлак еще блестел
1 балл
-
Такими темпами пари может дорасти до рукопашной Собственно вопрос. Почему непрофессионалы не приобретают такой аппарат для бытового использования, отдавая предпочтения простым и доступным по цене ММА-инверторам? Почем агрегат-то? Или мне продать свои ММА и ТИГac/dc инверторы и приобрести "брата"? Я уже не вспомню изначальную суть этого спора. А может в пари ставки поднять до полумиллиона, скажем? С таких взносов можно и Технадзор подтянуть на арбитраж по-полной.1 балл
-
andrus, а как насчёт взять у соседа инвертор и потренироваться ? Подтянули бы свои сварочные навыки и рисунок чешуи, положительно скажется на Ваших швах (на Вашем плазменном). От 2-ух мм алюминиевой проводки варил инвертором Прораб 220, всё штатно, просто электроды взял 2 мм (и 2,5 варил) и сеть была в районе 200 вольт. Что вы докажите своим пари ? То, что экономите на 1 см шва 5 копеек ? Охотно поверю. Кстати трубы можно на не хитром устройстве гнуть -> трубогиб.1 балл
-
Приветствую. vnuk сегодня наблюдал такую картину пака приборы ставил на уже сваренные трубы. Сварщи кричит слесарю во время сварки не поворотного стыка. ( регулировка на каком то древнем баластнике ) Денис 90... Денис 80... Денис 70... Дэн бл...ь 70!!! а Дэн оказывается в это время уже болгаркой другой шов зачищает! И вспомнил ваше ...Всегда и все начинают с 6 часов, давайте разберемся, хорошо ли это?!Для себя давно выяснил, если начинать с 6 и подниматься вверх, труба нагреваеся к 12 часам и многие ошибки, это провисы лишнего металла, прожоги. Что бы этого избежать, попробуйте, что творю всегда сам начать с верху с 2 часов к 10, пробежав отметку 12 ти часов. Зазор 3 мм, притупление около 2 х каждой стенки, электод диаметр 3,2. Если 3мм Электрод, зазор чуть меньше 3 х мм между фазками. Вообщем надо сделать так, что бы ваш Электрод не проваливался в зазор или был 1в1. Подбираем ампераж, работаем на более высоком, ведь процес сварки должен быть без перерыва... А на фото просто прихватки они делали... режим подбирали но эт другой диаметр. Совсем маленький. ЛБ 2,6 мм.
1 балл
-
Просто надо было на чем то тренироваться пареньку (учиться варить трубы), да и мне быстрее, а то все поторапливали. Так все нормально молодой сварил, только в двух местах намокло.1 балл
-
Андрус, а что удивительного в том что как Вы пишете: "А Вы опять пытаетесь предъявлять производственные требования к сварному соединению - скорость, чешую, форма и т.п. ..." Просто пытаюсь обьяснить что есть оборудование позволяющее получить и скорость и форму и красоту с качеством именно при тех скромных бытовых условиях. Полуавтоматы Меркле варят при просадке сети и до 120-.130V, полуавтоматы и инверторы ручной сварки ЕWМ тоже.. Насчёт алюминиевого 2мм провода ничего не скажу-не пробовал. Насчёт реза, любая самая маломощная болгарка на 125 мм, работающая от самой просаженой сети фору даст трём вашим аппаратам. Так что пустословить я прекращу по причине того что Вы не желаете видеть очевидное. Если моя логика не действует ваше отношение к вопросу, значит на самом деле споры и даже пари бесполезны. Получайте те соединения такого качества которые Вам нравятся в тех условиях о которых Вы говорите. Если мне придётся работать при таких условиях я спокойно отрежу болгаркой, а приварю инвертором. Подозреваю что даже алюминиевая проводка ф 2мм не испортит ни шов, ни форму ни скорость. Если захочу и когда захочу-поэкспериментирую, но точно не для фалометрии или пари.1 балл
-
Дим, Пикомиг 180 пульс от 140В работает прекрасно, даже видео на ютубе есть.1 балл
-
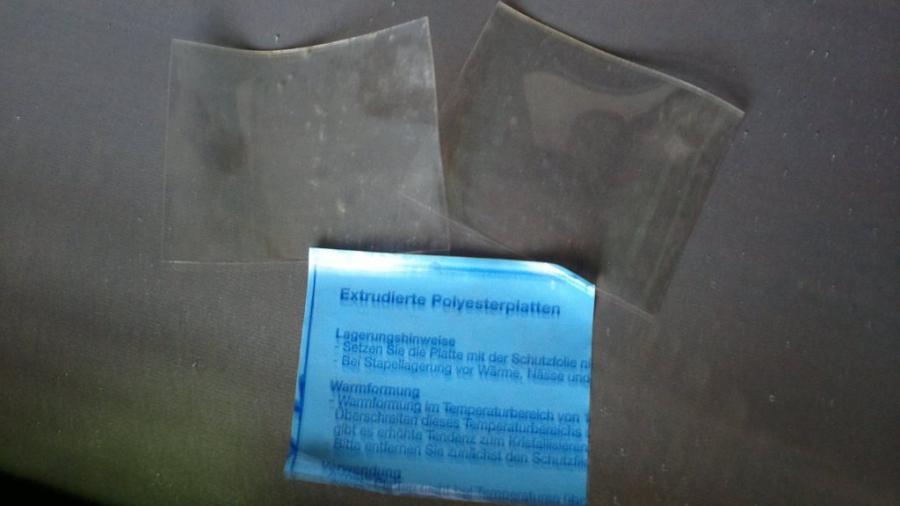
поликарбонат пластику рознь (пользоваться нужно правильными "стёклами") полезно ознакомится, http://www.ochki.net...icle-6-134.html всё довольно грамотно про УФ-излучения и материалы их поглощения.... Защитное покровное стекло,а так же защитные очки и слесарные щитки изготавливаются из поликарбоната(поглощение УФ-99%).Бывают и подделки,выбирайте защиту зрения с осторожностью...."скукожилось"и выпало,а в результате забрызган фильтр и малоприятное в глазах. "Оторвал башку" и посмотрел,как же он устроен то...
1 балл
-
andrus Регистрация: 15 окт 2010 Offline Активность: Сегодня, 11:38 коментировать вранье нет никакого желания, зато есть желание забанить и пометить как спамера за злостный флуд. Сомневаюсь что кто то примет вызов и все условия-один черт на видео Trag090 ответа не последовало, сравнивать несчем а выполнять чьито условия и потом выслушивать ментовские придирки вряд ли кто захочет (я точно не захочу).1 балл
-
Просто снимок из жизни. Нашёл в фотоальбоме нашей горожанки, на одном из сайтов Комсомольска.
1 балл
-
1 балл
-
Саша, электродом не советую - может повести. Валик надо восстанавливать напылением порошка самофлюса, думаю ПР-Н65Х25СР.Оплавлять во вращении. Обнижать много не надо, толстый слой при оплавлении может потечь. Участок с отверстиями по твоей разметке не рабочий. Тогда его и трогать не надо. После обнижения лыску зачисть болгаркой, напыляй и оплавляй во вращении, потом болгаркой снимешь наплавленный слой. На неделе делал что-то похожее, только без лыски, с отверстием. Главная опасность поводка, предотвращается оплавлением во вращении.
1 балл
-
Заметил последнее время очень много развелось дилетантов, многие знают сколько сегодня получает хороший сварщик и лезут. Это понятно, всем жить хочется лучше. Приехали вот буквально не так давно на молочный завод именно они и увидев действительно сварщиков спрашивали, а сколько вы лет работаете, когда получив ответ, отвечали, самоучки мы. Швы черные, просто удар видеть это, проссАли многие из их стыков после отъезда. Беда в том в россии, что утраченна хорошая школа сварки, начальству плевать, как и кто варит, ставка как у дилетанта, так и у специалиста одинаковая. Качество св.соединений очень снизилось. Честно сказать именно при таких обстоятельствах чувствую себя ущербно, видя стыки дилетантов и зная, что получают они так же.1 балл
-
И я тоже:
1 балл
-
Гидроцилиндры самосвала . Целиком клиент не пожелал напылять не смотря на задиры глубокие . В напыленных местах были раковины .
1 балл
-
тормоза от subaru Legacy,но вообще то от WRX STI импрезы)купил я всё же сток 2 пршневой за тысячу пару с колодками...1 балл
-
Сейчас в моем распоряжении есть только CUT-30. Уверенно режет 10 мм, правда при такой толщине медленно. Работает от компрессора Werc ( http://stroyteh.com....?productID=1859 ). Рыхлую ржавчину в любом случае лучще удалять щеткой на шлифмашинке-меньше изнашивается медное сопло плазмотрона. Купить готовый проще и по итогу дешевле чем самому "колхозить". Детали плазмотрона нужно изготавливать с очень высокой точностью, малейшая несоосность катода и сопла снижает ресурс сопла, струя плазмы будет выходить под улом и рез будет "рваный". Плазмотроны с осцилятором и контактным поджигом конструктивно сильно отличаются. Последний более сложный но легче поджигается. И в быту и на производстве плазменная резка оправдана только если резки много. Вот здесь я уже выкладывал фото Плазморез BlueWeld Prestige Plazma 54 , но они потеряны при обновлении форума. Поискал на телефоне, не все но кое что осталось: Это резка стали толщиной 16 мм Здесь толщина 30 мм, резка проводилась 100 амперным плазморезом , при меньшей мощности качество не хуже, просто максимальная толщина меньше и ее труднее фотографировать.
1 балл