Лидеры




Популярный контент
Показан контент с высокой репутацией 06.08.2012 во всех областях
-
Обнадежили,буду думать. Сегодня звонят,говорят согласны только не на территории предприятия,ответственности не несем,оплата как обычно по см шва.Гм вежливо отказался.3 балла
-
Вы сами варили когда нибудь? Хотел бы я посмотреть как весело вы будете держать горелку без охлаждения через полчаса сварки всего на 130-140А. Шли бы вы лучше на базар свои аппараты толкать, с такими-то знаниями.3 балла
-
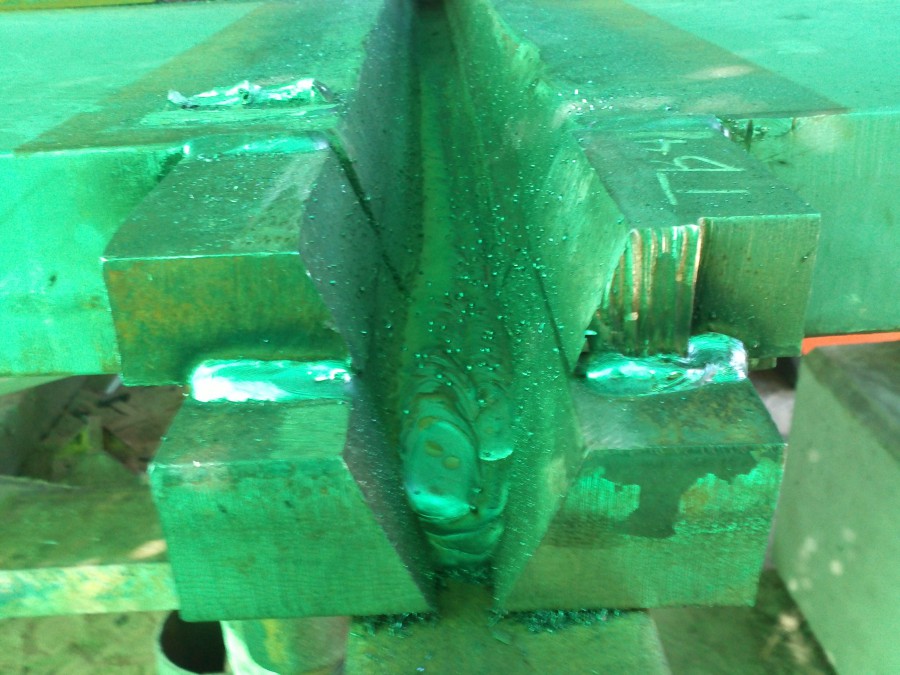
Ровные швы в вперемешку с корявыми. Переварка теплового узла (сейчас занимаюсь). Электроды SE-08, ф 2,5мм. Ток 50--60А. Аппарат инвертор Форсаж 200.
 3 балла
3 балла -
2 балла
-
Помнится года 2-3 назад толи Ьалбес, толи Евген (впрочем точно не помню) описывал метод вварки крана в емкость ГСМ на складе. Суть заключалась в следующем-к месту сварки распоркой прижималась емкость типа кастрюли с краями подогнанными под кривизну стенки цистерны, через резиновый уплотнитель. Через штуцер подавалась углекислота. Снаружи варилось.2 балла
-
Почему и для чего используют сварку сверху вниз . Трубы меня ,например, учили снизу вверх.1 балл
-
1 балл
-
Я ТОЖЕ когда то так думал пока не спалил 200сотую воздушку теперь варю только водянками и есть пару воздушек маленьких для малых токов и кратковременных работ1 балл
-
@сварщик 4 розряда О как...))) Ваше утверждение окончательно? Т.е. сварки на "спуск" не существует? А с этим то что делать? ))
1 балл
-
поддерживаю,нужно не как попало,а как надо (как положено)...ну и для всеобщего развития.... AlSi5 (ER-4043) - аналог проволок Св-AK5, Св-АК6 AlSi5 (ER-4043) - предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих кремний (Si) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки литейных Al-Si; Al-Si-Mg сплавов. Сварка на переменном токе AC. Защитный газ - Ar. ALSi12 (ER-4047) AlSi12 (ER-4047) – предназначены для сварки и наплавки алюминия и алюминиевых сплавов с содержанием кремния (Si) до 12%. 4047 была первоначально разработана в качестве пайки сплавов, чтобы использовать преимущество своей низкой температурой плавления. Сварка на переменном токе AC. Защитный газ - Ar. AlMg5 (ER-5356) - аналог проволок Св-АМг5 AlMg5 (ER-5356) - предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих магний (Mg) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки профилей и металлоконструкций из Al-Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами. Сварка на переменном токе AC. Защитный газ - Ar. Al 99,5 (ER-1100) - аналог проволок Св.-А97, Св.-А85, Св.-АМц Al 99,5 (ER-1100) – беспримесные алюминиевые сварочные прутки для TIG сварки нелегированного алюминия. Высокая устойчивость к коррозии и превосходная удельная проводимость. Предназначены для сварки и наплавки алюминия и алюминиевых сплавов с максимальным содержанием легирующих элементов до 0,5%. Основные области применения: электромеханическая, химическая и пищевая промышленность. Эти нелегированные прутки используются при пламенном нанесении покрытия в процессе металлизации. Сварка на переменном токе AC. Защитный газ - Ar. Для силуминов само то,это ALSi12 (ER-4047),но на "без рыбье" AlSi5 (ER-4043) будет не плохо (зачастую хорошо).... Дима,а вот тут не надо понимать,это так "фуфло",потом;.лопнет,треснет,разлетится.... @mouse812 А99 или А97,как вариант,но не предсказуемый.... Вы хоть и "инженер"-но зачем "Русскую рулетку" советовать,ведь есть же правильные материалы.....Кстати,чуть не забыл,"по секрету" у Миротворца и Tig гораздо больший опыт работы с Ал сплавами ,так что стоит прислушиваться.... э-эх ступени,ступени........1 балл
-
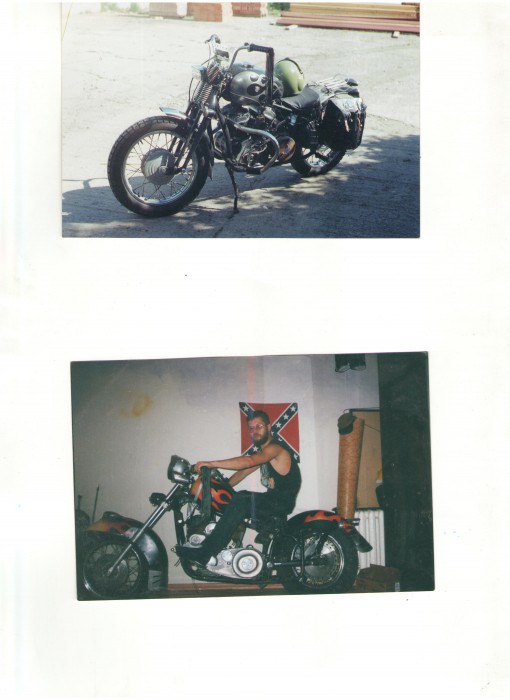
@Metallist, замута с самопалкой подножкой...кик от ижа...отрезаешь в области где хомут стягивается..чтоб приложить к раме и приварить ...опытным путем найди точку где при наклоне подножка чиркать по асфальту не будет..и чтоб при стоянке держала мот...на асфальте всё ништяк..на грунте подкидывал под подножку гаечный ключ зри фоту красного мота на подножку..это то о чём я сказал про бензобак я тебе писал..можешь рассмотреть внимательней..красявая акулка вышла ну и присмотрись где рычаг КПП...он сразу идет с коробки...на немже и рычажуля от сцепления эт понты такие...как на авто...опустил руку..выжал сцепу..переключился...понтово но малость неудобно при езде с пробуксовой сцепления..да и у каждого светофора материл себя за это понтомётство1 балл
-
1 балл
-
Руслан, всякое бывает! Чтобы положить красивый, ровный, шов, во-первых нужно хорошо подготовить стык. А когда надо перенести тепловой узел из просторного помещения в "каморку папы карло", то это значительно усложняет задачу. Чтобы впихать сие канделябров наварил жуть! 60 отводов ушло. Диаметры везде разные, что на гребенке, что в проходах 32-50. Я чтобы не ломать голову сделал одним диаметром 40. Много швов по месту, неповоротные, иначе не вытащишь и не вставишь назад загибулину. Ну и соответственно представляешь как "красиво" выглядят швы со стороны стены. Пришел какой-то "вася" типа энергетика или подобное, сказал, что на каждую трубу нужно приварить по две муфты под манометр и термометр. А куда их впихивать просто не представляю. А еще входные навалы вырезать и вварить новые (тоже сразу не могли сказать). Так что завтра или позже будем сливать воду и переделывать. А аккуратно можно сварить. На крайний случай есть болгарка, не получается отрезал и переварил, или сточил и сверху красиво наплавил. Но в рабочих буднях как-то не до этого.
1 балл
-
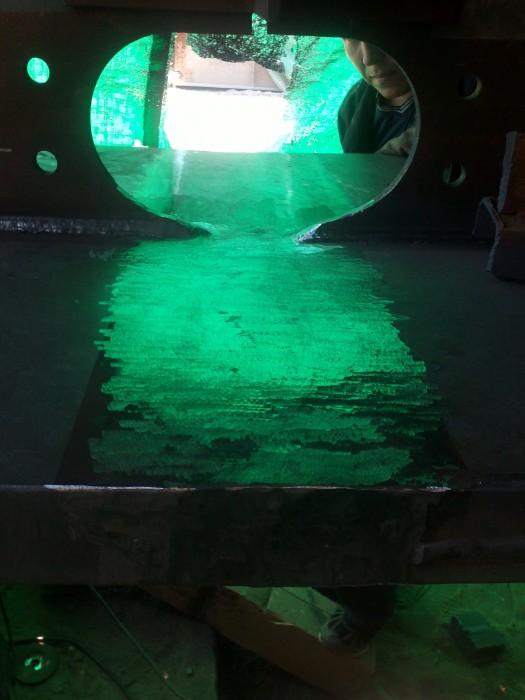
@toxa, Похоже варили без разделки, а это значит 100% порвёт снова и там же. Без полной проварки корня это можно назвать сварочной мазнёй, хорошо если я ошибаюсь.1 балл
-
шутка. Но все таки п\а гораааааздо проще варить вертикал чем ручником .Шов конечно красивый,для п\а это норма если конечно сильно не накасячить1 балл
-
было б чем похвастаться если б этот шов был выполнен ручником,а то полуавтоматом каждый новичок так сможет1 балл
-
@Metallist, всё правильно ты пишешь. Просто тут сидят люди постарше поколением, а то и двумя, им тяжело принять уже существующие свободные манеры общения в интернетах, вот и пытаются навязать то, к чему они привыкли в реале.1 балл
-
@Metallist, Во первых, не АБН, а АВН, во вторых, думает он правильно и здравомыслящие люди к его советам прислушиваются. В третьих, очень глупо и бескультурно, грубить человеку, который Вам в отцы годится, и сваривает железки (Вы таких даже на картинках никогда не увидите) уже третий десяток лет. В четвёртых, на ТЫ, здесь разговаривают либо хорошо знакомые, либо плохо воспитанные...1 балл
-
Опять вчера попала мне в руки горелка)) вот результат)) http://s019.radikal.ru/i600/1208/3a/bf9a54d83f32.jpg http://s010.radikal.ru/i314/1208/91/0d28b189ca7f.jpg http://s40.radikal.ru/i088/1208/d4/6f2b54ac4757.jpg http://s47.radikal.ru/i115/1208/f3/7b27cd102f1e.jpg http://s11.radikal.ru/i184/1208/dc/f91e68e440d4.jpg http://s018.radikal.ru/i514/1208/d8/2b8fd9aa0df2.jpg http://s019.radikal.ru/i605/1208/4c/1fae2775b4c5.jpg http://s018.radikal.ru/i513/1208/a5/a4a7164afc1e.jpg http://s50.radikal.ru/i127/1208/9a/6461e656323e.jpg1 балл
-
Бугор меня доколупал(по дружески), выразил ему ноту протеста.
1 балл
-
двутаврик
1 балл
-
С этим трудно не согласится. Тем не менее кое что все же можно еще добавить. Например исходя из того , что прочность материала электрода регламентируется - становится понятным (отчасти) зачем при сварке ответственных конструкций нужен зазор. Нужен он за тем, что с высокой вероятностью он будет заполнен материалом электрода, а не материалом кромок и его прочность будет близка к прочности электрода. Становится так же понятным, почему "прочными" электродами не надо варить чернуху, потому , что во-первых это не имеет смысла - шов получится прочнее чем сам материал и если это происходит на производстве, то это прямое выбрасывание денег в мусорник, а во вторых при сплавлнии легированного или присаженного металла "крутого" электрода с чернухой в околошовных зонах могут возникать букеты от мартензитов до перлитов которые если и не станут появлением трещин в момент остывания, то сто процентов треснут под нагрузкой. (Именно поэтому часто силовые ответственные швы сразу после сварки накрывают "ковриком" - для медленного остывания). Электроды с меньшим допустимым усилием на растяжение обладают лучшими герметизирующими и наплавными х-ками, поэтому как правило для сварки корневых швов сосудов давления используют менее прочные электроды, а для облицовки - более прочные, например корень варят 6011, а облицовку 7018 (в редких случаях даже 8018). По большому счету, согласен с АВН - для сварки заборов пойдут любые электроды, какие есть на халяву и "крутой инвеХтур", но если кто стремится делать вещи как положено - может пригодиться. З.Ы. Сварка электродами УОНИ с любыми номерками, а так же другими электродами соответствующми международному стандарту 6015, 6016, 6018, 7015, 7016 и 7018 без прокаливания и хранения в специальных условиях является полной ахинеей . Потому, что это электроды с низким содержанием водорода и если они мокрые или даже сыроватые то содержание в них водорода становится запредельным и их основное свойство можно забыть, а характеристики шва считать значительно заниженными от заявленных производителем.1 балл
-
Меня аж бесит,когда так огарки вышибают.Один так в пяти метрах от меня швыркнул,так электрод в сантиметрах от головы моей пролетел.Предупредил,что второй огарок я ему в попу засуну.В бытность мою сварки "трезубцами" никогда не баловал себя таким действом,даже при сильных зажимных способностях вилки,удаляется всё "руками" спокойно.И для себя,и для окружающих,к тому же к концу сварки огарок уже ослаблен.1 балл
-
тоже немного балуюсь с титаном,на Ваш суд коллеги...
1 балл
-
ну во первых смотря какая труба, и что есть в наличии ( электроды), если труба нормальная новая, если получится то желательно без отрыва( как положено по технологи.)Но а если трубы гнилые, то увы про книжку можно вообще забыть и вспомнить как деды учили, с отрывом. К примеру: в среду труба сотка (пар) разорвало. Труба на столько гнилая что нельзя молотком постучать от ржавчины. поскреб щеткой, кое где шилом поскреб. Взял горелку провел по ржавчины, пламя горелка помогает почистить от ржавчины, при нагревание ржавчины на трубе, она сама отлетает ( типа стреляет). Самой замены трубы , время нету, ситуация аварийная ( главное протянуть до выходных, а там заменят). после очищенного место от ржавчины, метал выглядит как фольга. Если сразу ткнуть электрод, то все сразу Ж-ОП-а, прожог обеспечен от первого касания. В таком случае я делаю так: рис 1 пламя горелки не направляю на саму трубу. Пламя смотрит параллельно трубы на припой, слегка касаясь пламени стенки трубы, при этом сама стенка трубы нагревается (краснеет). Надо внимательно смотреть на металл, не давать ему нагреться большими площадями, иначе при нагревании металл тянет (рвет) и появляются трещины. Тут надо чтоб припой прилип к металлу. На месте трещины если можно, а нужно взять побольше участок, наплавить побольше припоя. После того, я уже смело направляю на саму трубу пламя и расплавляю получше . В принципе можно на этом и остановиться, но я делаю далее рис 2 ( вдруг начальники скажут менять трубу, не на выходных, а в марте). Потом беру электрод МР-3 диам 3. и наплавляю с отрывам, при этом стараюсь еще больше захватить участок трубы, стараюсь соединить место горелки с трубой. тут надо осторожно, так как могут появиться подводные камни ( новый прожог). Трещины бывают разные, если по шву течет, то я варю с отрывом. Я думаю так, варить без отрыва, можно только на хорошем металле, с гнилой вряд ли получится, там девки по другому пляшут http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif . http://wmj-wmj.narod.ru/1/1.jpghttp://wmj-wmj.narod.ru/1/2.jpg1 балл