Лидеры




Популярный контент
Показан контент с высокой репутацией 04.07.2012 во всех областях
-
Ну вот и заканчиваются дни мало чего делания, на работе, начинается подготовка к отопительному сезону!
 3 балла
3 балла -
Огоньку не найдётся?
3 балла
-
У меня такое же было на левом боку, варил потолок в угол полуавтоматом , междудонка низкая, и тут офигительная клубничка срывается и между ремнем рукава и собственно мной застряла ..да как вспомню аж передергивает а когда тяжелое попадает в обувь мы это называем конь копытом бьет2 балла
-
демонтаж внутренней обшивки в трюме рыбака. Почему болгаркой? Потому, что между наружней обшивкой и внутренней ( собственно на внутренней части наружной обшивки) находится слой (150 мм) оооччень вонючей теплоизоляции. Потом подволок я отстрагивал электрострогачем. Толщина вн. обшивки 6 мм, подволок 4 мм.
2 балла
-
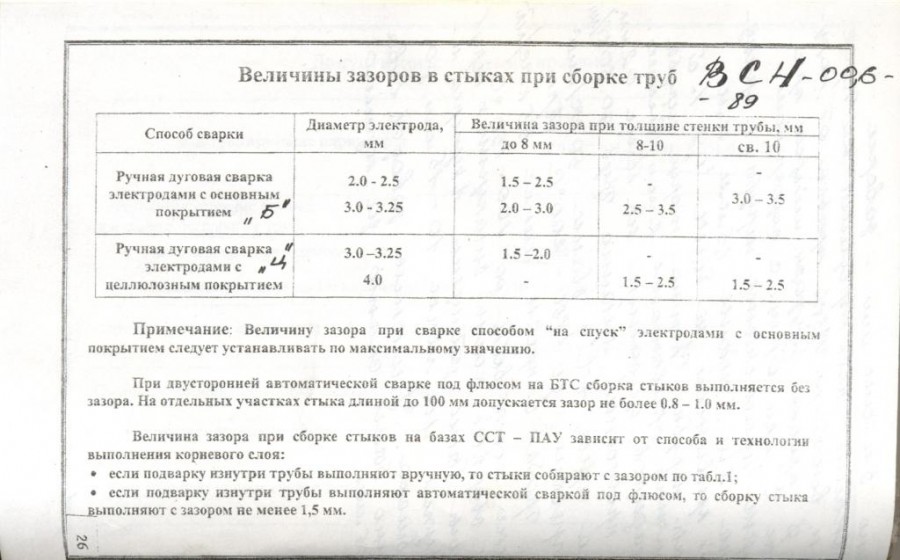
. Позвольте коллега с Вами не согласиться,это как, чем больше труба тем больше зазор??Если на тр.Ф 57 мм поставить зазор 2мм то какой тогда на "тысячной" ставить?? Страшно подумать.. Большая она или "маленькая" разница в зазоре 1 или1,5мм . ведь для этого и придумана "разделка" кромок.в 30град.
2 балла
-
Я пока ещё бездельничаю, ну, по большому счёту. Вот сегодня канистру забабахал из 3ёх миллимитрового люминя на 13 литров получилась, и ещё один колчан, ну так, на всякий случай. Но скоро тоже вроде как трубы будут. тфу-тьфу-тьфу
2 балла
-
Интересно, что когда наваливаются такие работы, то забываешь то, что на форуме узнал и варишь как обычно. То бишь лишь-бы, да как-бы и чтобы побыстрей!2 балла
-
Работаю несколько лет комплектом ESAB AristoMig 5000IW, панель: Pendant U8-2Plus. Опыта по сварке АЛ достаточно. Скажу одно: пульс(сварка пульсирующей дугой) для алюминия обязателен. Без пульса значительно хуже по люминю работается, тепловложение гораздо больше получается, а провар и скорость сварки хуже гораздо. Ванна хуже формируется. Правда ценники на нормальное оборудование вас совсем не порадуют и в 100-150 000 руб вы точно не уложитесь. Если собираетесь варить 4-5мм и более, то аппарат 250А это вообще ни о чем, будете работать с ПВ100% постоянно. У нас рабочие токи на Пульсе примерно 230-260 А при сварке 4-5мм, если бы пульса не было то токи бы возросли в 1,5 раза и стали 320-370А. Обязательно водяное охлаждение горелки и 4х роликовый податчик. Горелка не длиннее 3-х метров для 5356\5183 1,2мм. Если собираетесь варить кремнюху 4043 ,то горелку не длиннее 1,5-2м или проволоку толще чем 1,2мм иначе постоянно будете наконечники менять и каналы. Ну и каналы тефлоновые соответственно.
2 балла
-
История при мне случилась. На кухне в Удомле в командировке. Мужики кушать готовят, подходит студент к одному сварщику старому и спрашивает, петрович, как вы потолок варите, сколько не пробовал, весь металл вниз летит. Ведь действует же всемирный закон Ньютона, притяжение. Петрович: А у тебя какой разряд? Тот-четвертый дали, просто не до учился в институте. Петрович: а,во оно че,ученый значит. А у меня 7 классов, я знать не знаю Ньютона и поэтому его закон притяжения на меня не распространяется. Во смеху то было на кухне.1 балл
-
Хочу найти и ищу понемногу хоть какую-нибудь наглядную информацию (фотографии) о сварщиках и сварщицах, сварочных аппаратах и и о сварке вообще в СССР. Особенно по периоду 1930-х - 1950-х годов. Электросварщик депо станции Бирюлево А. П. Гудыма, выполняющий план на 600%. Фото: М. Плотниковой (из местной газеты от 24 ноября 1940 года). Советская сварщица. Фото военного времени. Лучшие сварщики Гурьевского СМУ управления "Нефтепромстрой" С. Аманкулов и П. Карнаухов. Фото 1955 года. Электросварщики ремонтно-механического цеха Гурьевского нефтеперерабатывающего завода. Фото 1955 года. Ремонт паровоза Л 4013 в депо. За работой слесарь М. Паутов и электросварщик Барканов (?)*. Фото 1950-х годов. Из архива Псковского музея. (* знак вопроса был под подписью к фотографии). И ещё картина художника Петра Ивановича Котова под названием "Электросварщики (Кузнецкстрой)". 1931 год. Добавляйте фотографии если таковые имеются
1 балл
-
Захотели вот люди себе коптильню. Пришли ко мне. Поговорили, обсудили, начали. Сначала собирал раму: http://s07.radikal.ru/i180/1206/3c/32397a683973.jpghttp://s50.radikal.ru/i130/1206/e8/9b9d01f39899.jpg Рама из моего любимого 25х25х1.5 бокса. Потом сделал зашивку, поприхватывал везде: http://s017.radikal.ru/i429/1206/80/1d4dc0a366b7.jpg Изнутри сразу приварил два уровня прутьев для длинной рыбы, будет видно позже. Все края заварил, зачистил и заполировал: http://s017.radikal.ru/i417/1206/d5/24b79f269e3d.jpghttp://i043.radikal.ru/1206/98/60151d12535d.jpg Вот тут видны решётки: http://s019.radikal.ru/i620/1206/cd/fdc4ea73ea09.jpghttp://i075.radikal.ru/1206/90/e8bdd7a71c6e.jpg Боковые листы спереди не стал приваривать сплошняком, боялся, что посадочное место для дверей утянет слишком сильно. Просто очень часто прихватил точками: http://s008.radikal.ru/i304/1206/92/2e63303e2b63.jpg Попутно собрал печку, вот она рядом. Она ещё чуток недопилена, поэтому пока только скромное одно фото и то сбоку. http://s07.radikal.ru/i180/1206/eb/ddc0d425ba56.jpg Собрал нижнюю часть рамы, накинул двери. http://s59.radikal.ru/i166/1206/3c/a5627ad88779.jpghttp://s44.radikal.ru/i106/1206/45/7cd22427ae45.jpg Сделал вытяжную заслонку. Проклял много разных предметов и исторических личностей, когда прихватывал сетку изнутри. Снаружи направляющие для заслонки решил опять же не варить сплошняком, а поприхватывать. Получилось куда неказистее, чем у дверей, но, надеюсь, кислота исправит вид. . http://s59.radikal.ru/i164/1206/7c/9ca4a691442a.jpg Снизу подача дыма. Трубу достал заказчик, работаем с тем, что имеем. http://s019.radikal.ru/i624/1206/51/0fe89da6e8b8.jpg Ну и финальный на сегодняшний день вид, уже с ручками, магнитами на дверях, нашлёпками на ножках. http://s019.radikal.ru/i601/1206/56/b36abb78ab4d.jpghttp://s019.radikal.ru/i624/1206/be/a94aeaf2dac6.jpg Осталось доделать съёмные полки с дюймовой сеткой, жировой поддон и допилить наконец-то печку. Всё сделано из 304 нержавейки, толщина металла 1.5. Печка ставится прямо на газовую барбекюшницу, газом подогреваются опилки, дрова в процессе не участвуют. Дно у печки заказчик попросил потолще, нашёл как раз подходящий кусок 4.4мм, даже вроде 316 сталь. Трубопровод состоит из трёх секций, самая короткая была на фото, с тройником которая, около метра. Две другие секции по 2 метра. Т.е. коптильны получается холодного и горячего копчения, надо только перенести печку. Плюс в этом заказе тот, что материал поставляет заказчик, я беру только за работу. Размеры коптильни 1.600х625х1000. Нижняя рама добавляет ещё 400 в выстоу. Как-то так.1 балл
-
Дочь Аней назвал, бабушку мою так зовут. Достойная эстафета почти век, 1917 - 2012 Бабулька блин узнает, еще с десяток проживет1 балл
-
Я очень за вас рад, но считать метры была не моя идея,а хозяина... Мне по фиг как он будет считать, лишь бы платил как положено...1 балл
-
Извиняюсь, только сейчас добрался до сканера.Выкладываю обещанное. http://s16.radikal.ru/i191/1207/91/91c90069aa74.jpg http://s019.radikal.ru/i615/1207/49/6d3755c6fe67.jpg1 балл
-
Вот когда начнете работать на своем оборудовании, своими материалами, своей эл. энергией и т.д. Тогда начнете считать бабло в сантиметрах, мм или в метрах. В вашем случае вы работаете на хозяина, а значит на его оборудовании и т.д. по этому он в праве платить вам зарплату исходя из своих расчетов. Вот поэтому многие работают сами на себя, в том числе и я.1 балл
-
Сколько то лет назад знакомые пытались такую хрень наладить . взял я литр водки значит в качестве заправить в аппарат . Хорошо что не не залили а сами выпили . не в этого коня корм .!1 балл
-
а вы всегда отвечаете людям чужими сообщениями,правда,немного добавили от себя,но основное-это не ваши мысли(для приличия хотя бы слова местами поменяли!!!) Тема:сварка бронзы,2 страница! Своих знаний маловато или лень думать?1 балл
-
Вам незамедлительно следует обратиться в секретную библиотеку Конгресса США,только не забудьте с собой взять перечень нужных РД по ракетной,авиационной,морской технике,ядерной энергетике и грузоподъёмному оборудованию,пищевой и нефтегазовой промышленности. А это найдёте в сети: Файлы Файлы ГОСТ 22974.10-85 Флюсы сварочные плавленые. Методы определения оксида натрия и оксида калия ГОСТ 21449-75 Прутки для наплавки. Технические условия gtv00002295.pdf ГОСТ 22974.9-85 Флюсы сварочные плавленые. Методы определения оксида титана (1V) ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002309.pdf ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка gttgost_.1705-1981=edt2001.pdf ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний gtz00022202.pdf ГОСТ 2246-70 Проволока стальная сварочная. Технические условия gtv00002276.pdf ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы gtv00014030.pdf ГОСТ 17349-79 Пайка. Классификация способов gtv00002247.pdf ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры gtg00006363.pdf ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута gtv00014270.pdf ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002325.pdf ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения gtvgost_21548-1976=edt2001.pdf ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия gtg00006364.pdf ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002226.pdf ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия gte00003672.pdf ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002203.pdf ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия gte00010117.pdf ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры gtl00011925.pdf ГОСТ 29273-92 Свариваемость. Определение gtv00002465.pdf ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва gtv00002346.pdf ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия gte00006382.pdf ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния gtv00023429.pdf ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора gtv00002657.pdf ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы gtv00023436.pdf ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия gtv00014040.pdf ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования gtg00006393.pdf ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца gtv00014044.pdf ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования gtg00009406.pdf ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры gtg00006394.pdf ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы gtv00002302.pdf ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа gtv00002564.pdf ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка gtv00014037.pdf ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры gte00009467.pdf ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые gtv00002218.pdf ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля gtv00002394.pdf ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка gtz00018079.pdf ГОСТ 19521-74 Сварка металлов. Классификация gtv00002491.pdf ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа gtv00014029.pdf ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой gtv00002342.pdf ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение gttgost_.1704-1981=edt2001.pdf ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута gtv00014268.pdf ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры gte00009351.pdf ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия gtv00023434.pdf ГОСТ 19249-73 Соединения паяные. Основные типы и параметры gtv00002240.pdf ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00013037.pdf ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы gtv00002358.pdf ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры gtg00023205.pdf ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002324.pdf ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия gta00001633.pdf ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры gtg00023386.pdf ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов gtg00006389.pdf ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры gtvgost_14771-1976=edt2001.pdf ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля gte00009457.pdf ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006380.pdf ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра gtv00014269.pdf ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама gtv00018581.pdf ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры gtg00006603.pdf ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы gtv00002299.pdf ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры gtg00023385.pdf ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры gtg00006903.pdf ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением gtv00022402.pdf ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования gtg00006392.pdf ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу gtvgost_30482-1997.pdf ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение gtg00006601.pdf ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза gtg00006390.pdf ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002222.pdf ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006381.pdf ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры gtv00002191.pdf ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова gtv00014031.pdf ГОСТ 21547-76 Пайка. Метод определения температуры распайки gtv00002319.pdf ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств gte00009184.pdf ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы gtv00002480.pdf ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV) gtv00023433.pdf ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002293.pdf ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов gtv00014042.pdf ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры gte00019667.pdf ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия gtv00002242.pdf ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора gtv00002567.pdf ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния ГОСТ 19248-90 Припои. Классификация и обозначения gtv00002261.pdf ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия gtv00002371.pdf ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния gtv00023426.pdf ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор gtv00002401.pdf ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры gtg00006906.pdf ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний gtg00006362.pdf ГОСТ 3242-79 Соединения сварные. Методы контроля качества gtv00002277.pdf ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения gtvgost_30242-1997.pdf ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры gtv00002404.pdf ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа gtv00014032.pdf ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу gtvgost_30430-1996.pdf ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия gtg00009014.pdf ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия gtv00002360.pdf ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями gtv00002357.pdf ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка gtv00014039.pdf ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода gtv00023437.pdf ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей gtt00023571.pdf ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода gtv00002478.pdf ГОСТ 24715-81 Соединения паяные. Методы контроля качества gtv00002332.pdf ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия gta00001544.pdf ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод gtv00002270.pdf ГОСТ 4.41-85 Система показателей качества продукции. Машины для термической резки металлов. Номенклатура показателей gtt00011292.pdf ГОСТ 11930.12-79 Материалы наплавочные. Метод определения сурьмы gtv00002578.pdf ГОСТ 11930.4-79 Материалы наплавочные. Метод определения хрома gtv00002482.pdf ГОСТ 4.140-85 Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей gte00009972.pdf ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия gtv00013718.pdf ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия gtv00002288.pdf ГОСТ 19143-94 Вращатели сварочные универсальные. Типы, основные параметры и размеры gtg00006905.pdf ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия gtv00013060.pdf ГОСТ 1429.9-77 Припои оловянно-свинцовые. Метод определения алюминия gtv00014038.pdf ГОСТ 12.2.054-81 Система стандартов безопасности труда. Установки ацетиленовые. Требования безопасности gtt00005297.pdf ГОСТ 22974.6-85 Флюсы сварочные плавленые. Методы определения оксида железа ( III ) ГОСТ 31.2031.02-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Технические условия gtg00006604.pdf ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением gtv00023671.pdf ГОСТ 11930.5-79 Материалы наплавочные. Методы определения марганца gtv00002486.pdf ГОСТ 1429.14-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля gtv00014043.pdf ГОСТ 12.2.060-81 Система стандартов безопасности труда. Трубопроводы ацетиленовые. Требования безопасности gtt00006060.pdf ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки gtj00010466.pdf ГОСТ 23178-78 Флюсы паяльные высокотемпературные фторборатно- и боридногалогенидные. Технические условия gtv00002328.pdf ГОСТ 28830-90 Соединения паяные. Методы испытаний на растяжение и длительную прочность gtv00002252.pdf ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия gtv00002205.pdf ГОСТ 26056-84 Роботы промышленные для дуговой сварки. Общие технические условия gte00009960.pdf ГОСТ 16882.1-71 Серебряно-медно-фосфорные припои. Метод определения массовой доли серебра gtv00014267.pdf ГОСТ Р 50402-92 Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний gtg00000322.pdf ГОСТ 21694-82 Оборудование сварочное механическое. Общие технические условия ГОСТ 1429.5-77 Припои оловянно-свинцовые. Методы определения висмута gtv00014034.pdf ГОСТ 22974.8-85 Флюсы сварочные плавленые. Методы определения оксида циркония ГОСТ 21549-76 Пайка. Метод определения эрозии паяемого материала gtv00002396.pdf ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения gtv00019979.pdf ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров gte00006379.pdf ГОСТ 26446-85 Соединения паяные. Методы испытаний на усталость gtv00013156.pdf ГОСТ 22974.1-96 Флюсы сварочные плавленные. Методы разложения флюсов gtv00023425.pdf ГОСТ 11930.3-79 Материалы наплавочные. Метод определения кремния gtv00002481.pdf ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции gtv00002278.pdf ГОСТ 12.2.052-81 Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности gtt00006852.pdf ГОСТ 10796-74 Резаки ручные воздушно-дуговые. Типы и основные параметры gtg00006395.pdf ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности gtt00007306.pdf ГОСТ 1429.6-77 Припои оловянно-свинцовые. Метод определения серы gtv00014035.pdf ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002271.pdf ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002241.pdf ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры gtv00002198.pdf ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры gtv00002212.pdf ГОСТ 11930.6-79 Материалы наплавочные. Методы определения никеля gtv00002561.pdf ГОСТ 28211-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка gtz00018063.pdf ГОСТ 22974.14-90 Флюсы сварочные плавленные. Метод определения содержания влаги gtv00002389.pdf ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры gtv00002219.pdf ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества gtv00002354.pdf ГОСТ 22974.1-85 Флюсы сварочные плавленые. Методы разложения флюсов ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции gtv00002256.pdf ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава gtv00002267.pdf ГОСТ 7012-77 Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия gte00006383.pdf ГОСТ 24167-80 Соединения паяные. Метод испытаний на изгиб gtv00002400.pdf ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий gtv00006377.pdf ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс gtt00018091.pdf ГОСТ 22974.11-85 Флюсы сварочные плавленые. Методы определения фтористого кальция ГОСТ 4416-73 Мрамор для сварочных материалов. Технические условия ГОСТ Р 50379-92 Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения gtg00001341.pdf ГОСТ 30261-96 Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры gtg00023204.pdf ГОСТ Р 50664-94 Аппараты ультразвуковые технологические. Рабочие частоты gte00000904.pdf ГОСТ 19141-84 Вращатели сварочные вертикальные. Типы, основные параметры и размеры ГОСТ 28277-89 Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования gtv00002233.pdf ГОСТ 22974.7-96 Флюсы сварочные плавленные. Метод определения фосфора gtv00023431.pdf ГОСТ 11930.11-79 Материалы наплавочные. Метод определения молибдена gtv00002576.pdf ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия gtv00002392.pdf ГОСТ 23792-79 Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры gte00011052.pdf ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия gte00006385.pdf ГОСТ 30275-96 Манипуляторы для контактной точечной сварки. Общие технические условия gtg00023203.pdf ГОСТ 12.1.035-81 Система стандартов безопасности труда. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений gtt00000686.pdf ГОСТ 10543-82 Проволока стальная наплавочная. Технические условия ГОСТ 19250-73 Флюсы паяльные. Классификация gtv00002416.pdf ГОСТ 22974.4-96 Флюсы сварочные плавленные. Метод определения оксида алюминия gtv00023428.pdf ГОСТ 304-82 Генераторы сварочные. Общие технические условия gte00006384.pdf ГОСТ 1429.12-77 Припои оловянно-свинцовые. Метод определения свинца gtv00014041.pdf ГОСТ 20487-75 Пайка. Метод испытаний для оценки влияния жидкого припоя на механические свойства паяемого материала gtv00002316.pdf ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры gtg00006388.pdf ГОСТ 23046-78 Соединения паяные. Метод испытаний на удар gtv00002364.pdf ГОСТ 22974.0-96 Флюсы сварочные плавленные. Общие требования к методам анализа gtv00023424.pdf ГОСТ 1429.4-77 Припои оловянно-свинцовые. Методы определения меди gtv00014033.pdf ГОСТ 29091-91 Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний gtg00009016.pdf ГОСТ 22974.11-96 Флюсы сварочные плавленные. Методы определения фторида кальция gtv00023435.pdf ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл gtv00002350.pdf ГОСТ 22990-78 Машины контактные. Термины и определения gte00010001.pdf ГОСТ 22974.7-85 Флюсы сварочные плавленые. Метод определения фосфора ГОСТ 297-80 Машины контактные. Общие технические условия gte00006386.pdf ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002250.pdf ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия gte00009856.pdf ГОСТ 22974.8-96 Флюсы сварочные плавленные. Методы определения оксида циркония gtv00023432.pdf ГОСТ 16883.2-71 Серебряно-медно-цинковые припои. Метод определения массовой доли меди gtv00014271.pdf ГОСТ 22974.6-96 Флюсы сварочные плавленные. Методы определения оксида железа (III) gtv00023430.pdf ГОСТ 22974.13-85 Флюсы сварочные плавленые. Метод определения углерода ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия gtv00013689.pdf ГОСТ 22974.4-85 Флюсы сварочные плавленые. Метод определения оксида алюминия ГОСТ 31.211.41-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности gtg00006542.pdf ГОСТ 12.3.039-85 Система стандартов безопасности труда. Плазменная обработка металлов. Требования безопасности gtt00007311.pdf ГОСТ 95-77 Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия gte00019833.pdf ГОСТ 4417-75 Песок кварцевый для сварочных материалов gta00001404.pdf ГОСТ 31.211.42-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение ГОСТ 19141-94 Вращатели сварочные вертикальные. Типы, основные параметры и размеры gtg00006904.pdf ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности gtt00006875.pdf ГОСТ 28235-89 Основные методы испытаний на воздействие внешних факторов. Часть2. Испытания. Испытание Та: Пайка. Испытание на паяемость методом баланса смачивания gtz00018085.pdf ГОСТ 25997-83 Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля gtt00019222.pdf ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002217.pdf ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия gtv00002221.pdf ГОСТ 26294-84 Соединения сварные. Методы испытаний на коррозионное растрескивание ГОСТ 17325-79 Пайка и лужение. Основные термины и определения gtv00002197.pdf ГОСТ 22974.3-96 Флюсы сварочные плавленные. Методы определения оксида марганца (II) gtv00023427.pdf ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод gtv00002391.pdf ГОСТ 22974.3-85 Флюсы сварочные плавленные. Методы определения оксида марганца ( II ) ГОСТ 5.1929-73 Флюсы сварочные плавленые марок АН-20С и АН-20П. Требования к качеству аттестованной продукции ГОСТ 23137-78 Припои медно-цинковые. Марки gtv00013671.pdf ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов gtt00018525.pdf ГОСТ 12.2.054.1-89 Система стандартов безопасности труда. Установки ацетиленовые. Приемка и методы испытаний gtt00006047.pdf ГОСТ 11930.0-79 Материалы наплавочные. Общие требования к методам анализа gtv00002477.pdf ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств gtv00002397.pdf ГОСТ 1429.7-77 Припои оловянно-свинцовые. Метод определения никеля gtv00014036.pdf ГОСТ 25444-90 Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры gte00009959.pdf ГОСТ 12.2.007.8-75 Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности gtt00023602.pdf ГОСТ 16971-71 Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования gtv00002245.pdf ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия gtv00022206.pdf ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры Флюсы сварочные плавленые. Методы определения оксида натрия и оксида калия Прутки для наплавки. Технические условия gtv00002295.pdf Флюсы сварочные плавленые. Методы определения оксида титана (1V) Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002309.pdf Единая система технологической документации. Правила записи операций и переходов. Сварка gttgost_.1705-1981=edt2001.pdf Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний gtz00022202.pdf Проволока стальная сварочная. Технические условия gtv00002276.pdf Припои оловянно-свинцовые. Методы определения сурьмы gtv00014030.pdf Пайка. Классификация способов gtv00002247.pdf Вращатели сварочные роликовые. Типы, основные параметры и размеры gtg00006363.pdf Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута gtv00014270.pdf Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002325.pdf Пайка. Метод выявления и определения толщины прослойки химического соединения gtvgost_21548-1976=edt2001.pdf Оборудование сварочное механическое. Общие технические условия gtg00006364.pdf Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002226.pdf Электропаяльники бытовые. Общие технические условия gte00003672.pdf Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002203.pdf Роботы промышленные для контактной сварки. Общие технические условия gte00010117.pdf Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры gtl00011925.pdf Свариваемость. Определение gtv00002465.pdf Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва gtv00002346.pdf Преобразователи сварочные. Общие технические условия gte00006382.pdf Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния gtv00023429.pdf Материалы наплавочные. Методы определения бора gtv00002657.pdf Флюсы сварочные плавленные. Метод определения серы gtv00023436.pdf Припои оловянно-свинцовые. Метод определения кадмия gtv00014040.pdf Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования gtg00006393.pdf Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца gtv00014044.pdf Флюсы сварочные плавленые. Общие требования к методам анализа Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования gtg00009406.pdf Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры gtg00006394.pdf Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы gtv00002302.pdf Материалы наплавочные. Методы определения железа gtv00002564.pdf Припои оловянно-свинцовые. Метод определения цинка gtv00014037.pdf Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры gte00009467.pdf Контроль неразрушающий. Соединения сварные. Методы ультразвуковые gtv00002218.pdf Вращатели сварочные роликовые. Типы, основные параметры и размеры Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля gtv00002394.pdf Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка gtz00018079.pdf Сварка металлов. Классификация gtv00002491.pdf Припои оловянно-свинцовые. Общие требования к методам анализа gtv00014029.pdf Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой gtv00002342.pdf Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение gttgost_.1704-1981=edt2001.pdf Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута gtv00014268.pdf Колонны для сварочных автоматов. Типы, основные параметры и размеры Роботы промышленные для контактной точечной сварки. Основные параметры и размеры gte00009351.pdf Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия gtv00023434.pdf Соединения паяные. Основные типы и параметры gtv00002240.pdf Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00013037.pdf Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы gtv00002358.pdf Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры gtg00023205.pdf Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002324.pdf Слюда мусковит молотая электродная. Технические условия gta00001633.pdf Кантователи сварочные. Типы, основные параметры и размеры gtg00023386.pdf Аппаратура для газопламенной обработки. Давление горючих газов gtg00006389.pdf Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры gtvgost_14771-1976=edt2001.pdf Флюсы сварочные плавленые. Метод определения серы Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля gte00009457.pdf Автоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006380.pdf Серебряно-медно-цинковые припои. Метод определения массовой доли серебра gtv00014269.pdf Материалы наплавочные. Метод определения вольфрама gtv00018581.pdf Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры gtg00006603.pdf Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы gtv00002299.pdf Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры gtg00023385.pdf Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры gtg00006903.pdf Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением gtv00022402.pdf Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования gtg00006392.pdf Сварка сталей электрошлаковая. Требования к технологическому процессу gtvgost_30482-1997.pdf Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение gtg00006601.pdf Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза gtg00006390.pdf Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002222.pdf Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006381.pdf Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры gtv00002191.pdf Припои оловянно-свинцовые. Метод определения олова gtv00014031.pdf Пайка. Метод определения температуры распайки gtv00002319.pdf Источники питания для дуговой сварки. Методы испытания сварочных свойств gte00009184.pdf Материалы наплавочные. Метод определения серы gtv00002480.pdf Флюсы сварочные плавленные. Методы определения оксида титана (IV) gtv00023433.pdf Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002293.pdf Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов gtv00014042.pdf Электроды прямые для контактной точечной сварки. Типы и размеры gte00019667.pdf Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия gtv00002242.pdf Материалы наплавочные. Метод определения фосфора gtv00002567.pdf Флюсы сварочные плавленые. Методы определения оксида кремния Припои. Классификация и обозначения gtv00002261.pdf Проволока порошковая наплавочная. Технические условия gtv00002371.pdf Флюсы сварочные плавленные. Методы определения оксида кремния gtv00023426.pdf Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния Пайка. Метод определения затекания припоя в зазор gtv00002401.pdf Колонны для сварочных автоматов. Типы, основные параметры и размеры gtg00006906.pdf Оборудование сварочное механическое. Методы испытаний gtg00006362.pdf Соединения сварные. Методы контроля качества gtv00002277.pdf Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения gtvgost_30242-1997.pdf Вращатели сварочные универсальные. Типы, основные параметры и размеры Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры gtv00002404.pdf Припои оловянно-свинцовые. Метод определения железа gtv00014032.pdf Сварка дуговая конструкционных чугунов. Требования к технологическому процессу gtvgost_30430-1996.pdf Редукторы для газопламенной обработки. Общие технические условия gtg00009014.pdf Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности Электроды вольфрамовые сварочные неплавящиеся. Технические условия gtv00002360.pdf Пайка. Метод определения смачивания материалов припоями gtv00002357.pdf Припои оловянно-свинцовые. Метод определения мышьяка gtv00014039.pdf Флюсы сварочные плавленные. Метод определения углерода gtv00023437.pdf Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей gtt00023571.pdf Материалы наплавочные. Методы определения углерода gtv00002478.pdf Соединения паяные. Методы контроля качества gtv00002332.pdf Концентрат плавиковошпатовый для сварочных материалов. Технические условия gta00001544.pdf Контроль неразрушающий. Соединения сварные. Радиографический метод gtv00002270.pdf Система показателей качества продукции. Машины для термической резки металлов. Номенклатура показателей gtt00011292.pdf Материалы наплавочные. Метод определения сурьмы gtv00002578.pdf Материалы наплавочные. Метод определения хрома gtv00002482.pdf Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей gte00009972.pdf Припои оловянно-свинцовые в чушках. Технические условия gtv00013718.pdf Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия gtv00002288.pdf Вращатели сварочные универсальные. Типы, основные параметры и размеры gtg00006905.pdf Порошки из сплавов для наплавки. Технические условия gtv00013060.pdf Припои оловянно-свинцовые. Метод определения алюминия gtv00014038.pdf Система стандартов безопасности труда. Установки ацетиленовые. Требования безопасности gtt00005297.pdf Флюсы сварочные плавленые. Методы определения оксида железа ( III ) Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Технические условия gtg00006604.pdf Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением gtv00023671.pdf Материалы наплавочные. Методы определения марганца gtv00002486.pdf Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля gtv00014043.pdf Система стандартов безопасности труда. Трубопроводы ацетиленовые. Требования безопасности gtt00006060.pdf Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки gtj00010466.pdf Флюсы паяльные высокотемпературные фторборатно- и боридногалогенидные. Технические условия gtv00002328.pdf Соединения паяные. Методы испытаний на растяжение и длительную прочность gtv00002252.pdf Флюсы сварочные плавленые. Технические условия gtv00002205.pdf Роботы промышленные для дуговой сварки. Общие технические условия gte00009960.pdf Серебряно-медно-фосфорные припои. Метод определения массовой доли серебра gtv00014267.pdf Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний gtg00000322.pdf Оборудование сварочное механическое. Общие технические условия Припои оловянно-свинцовые. Методы определения висмута gtv00014034.pdf Флюсы сварочные плавленые. Методы определения оксида циркония Пайка. Метод определения эрозии паяемого материала gtv00002396.pdf Сварка плавлением. Основные положения и их обозначения gtv00019979.pdf Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров gte00006379.pdf Соединения паяные. Методы испытаний на усталость gtv00013156.pdf Флюсы сварочные плавленные. Методы разложения флюсов gtv00023425.pdf Материалы наплавочные. Метод определения кремния gtv00002481.pdf Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции gtv00002278.pdf Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности gtt00006852.pdf Резаки ручные воздушно-дуговые. Типы и основные параметры gtg00006395.pdf Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности gtt00007306.pdf Припои оловянно-свинцовые. Метод определения серы gtv00014035.pdf Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002271.pdf Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002241.pdf Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры gtv00002198.pdf Контактная сварка. Соединения сварные. Конструктивные элементы и размеры gtv00002212.pdf Материалы наплавочные. Методы определения никеля gtv00002561.pdf Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка gtz00018063.pdf Флюсы сварочные плавленные. Метод определения содержания влаги gtv00002389.pdf Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры gtv00002219.pdf Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества gtv00002354.pdf Флюсы сварочные плавленые. Методы разложения флюсов Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции gtv00002256.pdf Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава gtv00002267.pdf Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия gte00006383.pdf Соединения паяные. Метод испытаний на изгиб gtv00002400.pdf Сварка металлов. Термины и определения основных понятий gtv00006377.pdf Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс gtt00018091.pdf Флюсы сварочные плавленые. Методы определения фтористого кальция Мрамор для сварочных материалов. Технические условия Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения gtg00001341.pdf Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры gtg00023204.pdf Аппараты ультразвуковые технологические. Рабочие частоты gte00000904.pdf Вращатели сварочные вертикальные. Типы, основные параметры и размеры Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования gtv00002233.pdf Флюсы сварочные плавленные. Метод определения фосфора gtv00023431.pdf Материалы наплавочные. Метод определения молибдена gtv00002576.pdf Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия gtv00002392.pdf Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры gte00011052.pdf Электрододержатели для ручной дуговой сварки. Технические условия gte00006385.pdf Манипуляторы для контактной точечной сварки. Общие технические условия gtg00023203.pdf Система стандартов безопасности труда. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений gtt00000686.pdf Проволока стальная наплавочная. Технические условия Флюсы паяльные. Классификация gtv00002416.pdf Флюсы сварочные плавленные. Метод определения оксида алюминия gtv00023428.pdf Генераторы сварочные. Общие технические условия gte00006384.pdf Припои оловянно-свинцовые. Метод определения свинца gtv00014041.pdf Пайка. Метод испытаний для оценки влияния жидкого припоя на механические свойства паяемого материала gtv00002316.pdf Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры gtg00006388.pdf Соединения паяные. Метод испытаний на удар gtv00002364.pdf Флюсы сварочные плавленные. Общие требования к методам анализа gtv00023424.pdf Припои оловянно-свинцовые. Методы определения меди gtv00014033.pdf Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний gtg00009016.pdf Флюсы сварочные плавленные. Методы определения фторида кальция gtv00023435.pdf Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл gtv00002350.pdf Машины контактные. Термины и определения gte00010001.pdf Флюсы сварочные плавленые. Метод определения фосфора Машины контактные. Общие технические условия gte00006386.pdf Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002250.pdf Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия gte00009856.pdf Флюсы сварочные плавленные. Методы определения оксида циркония gtv00023432.pdf Серебряно-медно-цинковые припои. Метод определения массовой доли меди gtv00014271.pdf Флюсы сварочные плавленные. Методы определения оксида железа (III) gtv00023430.pdf Флюсы сварочные плавленые. Метод определения углерода Припои оловянно-свинцовые в изделиях. Технические условия gtv00013689.pdf Флюсы сварочные плавленые. Метод определения оксида алюминия Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности gtg00006542.pdf Система стандартов безопасности труда. Плазменная обработка металлов. Требования безопасности gtt00007311.pdf Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия gte00019833.pdf Песок кварцевый для сварочных материалов gta00001404.pdf Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение Вращатели сварочные вертикальные. Типы, основные параметры и размеры gtg00006904.pdf Система стандартов безопасности труда. Работы электросварочные. Требования безопасности gtt00006875.pdf Основные методы испытаний на воздействие внешних факторов. Часть2. Испытания. Испытание Та: Пайка. Испытание на паяемость методом баланса смачивания gtz00018085.pdf Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля gtt00019222.pdf Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002217.pdf Лента порошковая наплавочная. Общие технические условия gtv00002221.pdf Соединения сварные. Методы испытаний на коррозионное растрескивание Пайка и лужение. Основные термины и определения gtv00002197.pdf Флюсы сварочные плавленные. Методы определения оксида марганца (II) gtv00023427.pdf Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод gtv00002391.pdf Флюсы сварочные плавленные. Методы определения оксида марганца ( II ) Флюсы сварочные плавленые марок АН-20С и АН-20П. Требования к качеству аттестованной продукции Припои медно-цинковые. Марки gtv00013671.pdf Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов gtt00018525.pdf Система стандартов безопасности труда. Установки ацетиленовые. Приемка и методы испытаний gtt00006047.pdf Материалы наплавочные. Общие требования к методам анализа gtv00002477.pdf Сварные соединения. Методы определения механических свойств gtv00002397.pdf Припои оловянно-свинцовые. Метод определения никеля gtv00014036.pdf Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры gte00009959.pdf Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности gtt00023602.pdf Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования gtv00002245.pdf Проволока стальная наплавочная. Технические условия gtv00022206.pdf Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры1 балл
-
Такие маленькие,микро-микротрещины.После каждой замены электрода нужно полностью вычищать кратер и стартовые поры,ведь так?1 балл
-
Николай Валуев. Заметьте справа, внизу снимка баллоны с аргоном...
1 балл
-
Ещё есть такой пунктик: В наших краях чтобы варить обычным трансформатором нужно пойти взять разрешение в фирме заведующей электросетями и предупредить соседей ~ закон такой. А на инвертор это не распространяется и гнев соседей в этом случае мне до лампочки, если таковой и имеется. Самодельными (не заводскими) сварочными аппаратами пользоваться вообще запрещено.1 балл
-
Ну и мои 5 копеек... Металл 3 мм, по верху ребро жесткости из профильной трубы 20х20х2. Окрашено термостойкой краской Церта ( выдерживает до 650 С )
1 балл
-
Для тонкостенной трубы "болгарин" ,в принципе,не нужен,а вот свыше 2,5-3 мм без инструмента никак.Зазор 1мм,что есть,что нет.Разделка стыка диском с такой толщиной - мало того,что опасно,так ещё и неэффективно,тем более использовать его и для "оккультуривания" фасок,вообще смерти подобно.Минимум,что "позволяю себе поставить" для этих целей,1,6мм.,но в основном в ходу 2-2,5мм (последние ,"Hilti",намного чаще).Диски с минимальной толщиной применяю для резки труб и вырезки участков (по шву) ,если конструктор накосячил.Использую "Hilti" 1мм,идёт как по маслу,пробовал "Лугу",но отказался от неё,потому как такие толщины у наших производителей не внушают доверия- абразив как из пескострую сыпет,а "игра" диска под нагрузкой отбиваю всякое желание им работать.1 балл
-
Ещё немного фоток.
1 балл
-
vnuk братишка привет. http://www.youtube.com/watch?v=a7UFm6ErMPU&feature=player_embedded#!1 балл
-
Грешно смеяться над маркетингом,они просто пытаются отработать свой хлеб. Смешно наблюдать,когда люди,отработавшие вместе 20 лет,до хрипоты спорят о вещах,которые неоднократно делали вместе и порознь.Кто,когда и какой режим поставил и чем это закончилось.Почему потом рубили и пересвечивали,у кого как дуга горит и когда что лучше получается.Спорят каждый обед,спорят неделями,годами.А тут всё уместилось в один-два абзаца."Принять устойчивое положение стоя или сидя".Приняли и уже неоднократно:
1 балл
-
А какой сварочный хороший?1 балл
-
Да, очен удобные! Но Kemppi Beta немного тяжелый! В маске Alfa под люкам сварочного стекла имеется отверстие для монтажа стекла для наблюдения. Оно более светлое чем сварочное стекло ,и через него в нормальном освещении можно легко найти ,например, место до начало сварки а также и очен удобнее для корочие прихватки !Но для непрерывной работы ,таким образом, вы можете получить усталость глаз! В Kemppi Beta имеет аналогичную функцию, но думаю, что это решение является хорошим ,потому что люк Kemppi Beta имеет промеждуточное положение для облегчения наблюдение при начале сварки а также и при сварке коротких прихваток..Но, чтобы предотвратить утомляемость глаз, люк может быть легко открыта для коротких швов и полностью закрыты в реализации длиных швов. http://www.bwr.com.au/webimages/s/250/src/shop/products/products/170.jpg
1 балл
-
Рама мотоцикла Kawasaki, внутренняя и наружная стороны. Лопнул шов прямо по центру в круговую, варил 5356.
1 балл
-
да,на сколько я понял по "клепкам" на капоте было дтп,надеюсь небольшое... вот фото днища и порогов(самые проблемные места.водительская сторона) ,простите за качество и не пойми что,ползал с телефоном и фонариком сейчас.как сказали сестре(те кто ковырял днище) мол порогам тоже трындец,постучал по ним отверткой показалось ,что целые(но скорее всего ошибаюсь).соскрябал бахрому отблупившейся краски в самом низу порогов ,дырок нет.надеюсь есть к чему вариться.
1 балл
-
Тот который изначально изготовлен для сварки порошковыми проволоками и не имеет возможности смены полярности и отсутствует газовая магистраль с клапаном. С точностью до наоборот. Прямая полярность присуща ТИГу, а не п/автомату.1 балл
-
ничего не поможет, только генератор. даже инвертор, всё равно моргает свет особенно если слабое напряжение в сети.когда напруга хорошая то моргание лампочки чуть заметно. а вот если слабое напряжение то соседи начинают волноваться.1 балл
-
Плохо учили. Полуавтомат имеет жёсткую ВАХ. Условие когда автомат заточен под Al подразумевает наличие прог и режимов, которые в обычных п/а отсутствуют. Замена токо-съёмника в горелке не глупость, а суровая жизненная необходимость.1 балл
-
Изобразил дома «учебный фильм», и вот, что вышло http://www.youtube.com/watch?feature=player_detailpage&v=hy1XfL9W2h4за качество извиняюсь, свой смарт кокнул, пришлось воспользоваться тлф младшего сына1 балл
-
"Однажды в далёкой далёкой галактике..." В начале 90ых было, работали во вторую, как водится после 20:30 раздавили пузырь самогона заработанного сварке бака из н/ж. Стало весело, потянуло на авантюры Натянули на резак контрацептив, пустили чистый ацетилен - шар такой большой получился... Привязал полтора метра нитки разметочной - фитиль значит. Шар разместили на стене в дальнем углу цеха и зажгли нитку, отбежали. Фитиль догорел, получился мини атомный взрыв - красная вспышка и гриб чёрной копоти.---------------------------------------------- Другой раз забили чоп в толстостенную трубу диам примерно 120 и стенка 30. длинной метров 7. и ацетилена с кислородом туда дули несколько минут... После, один безбашенный парнишка зажег резак и поднёс к "дулу" Как долбанёт! Мы стоим оглушенные, к нам все со всех участков бегут с белыми лицами и вытаращенными глазами(наверное ожидая увидеть клоки мяса на стенах) - "Что?! Что случилось???". Валера(тот парниша) с честными глазами ляпнул - резали лист, газ под листом собрался и бумкнул.1 балл
-
... Монтировали ангар жби, а рядом с нами собирали зерносушилку немецкую. Собирали наши, контролировал немец. Нехватало одного болта для монтажа очередного блока, немец сказал: все на сегодня, завтра болты пришлют, сегодня отдыхайте. Сварщик взял шпильку, накрутил гайку и обварил ее. Немец сказал: так нельзя !! А сварщик: до завтра постоит твоя конструкция на таком, а будут болты - поменяем. Немец еще с несколько минут был в ступоре...1 балл
-
Относится к теме НАШИ ПАГУБНЫЕ ПРИВЫЧКИ <<<ТУШИТЕ БЫЧКИ>>>...http://ns.sitecity.ru/users/h/hc-links/storage/album_0911002854_2644.jpg Дело было еще в доперестроечные времена, кажется на Юргинском заводе, что в Томской области. В самый разгар рабочего дня в цеху один из работяг решил передохнуть от трудов праведных и перекурить. В самом цеху это, конечно, делать запрещено, ну да сибиряки народ вольнолюбивый, да и быстрее так выйдет, раньше к рабочему месту вернешься, скорее в ритм работы впишешься... Выбрал, стало быть, укромное местечко на крышке какого-то люка, и приступил. Стоит, отдыхает, жизни радуется. А как стал курить заканчивать, решил следы преступления замести. Не в карман же, в конце концов, окурок прятать? Решение нашлось быстро. В люке, на котором мужик стоял, было отверстие с идеально подходящим диаметром. Ну мужик, недолго думая, решил проверить свой глазомер и запустил предмет преступления, не захобцевав предварительно, в это самое отверстие... Задатки Мэджик Джонсона у работяги, безусловно, были, поскольку попал он точно в цель. Однако через доли секунды несостоявшийся баскетболист превратился в космонавта, уносясь с огромной скоростью в строго вертикальном направлении. Успешному выходу в открытый космос на высоте 10 метров над уровнем пола помешала крыша цеха... Под этим самым люком, как выяснилось, работали сварщики с ацетиленом. К справедливости следует отметить, что при данном происшествии они как невиновные не получили не единой царапины.http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif1 балл
-
Лично не мог видеть,мал был,но рассказывал мне это сам исполнитель следующего действа.Повторяю почти дословно: "Когда с ремесленного пришли на практику,в конце первой недели привёл нас бригадир на крышу цеха и дал задание. -Ребята,на этом осевом вентиляторе нужно сдёрнуть крышку,откинуть провода питания,снять болты крепления.Поняли? -Поняли! А потом что? -Потом его скинем вниз...Когда я приду... Сняли крышку,провода отсоединили и в изоленту закрутили.Посидели,покурили,поспали.Нет бригадира... И посетила нас грандиозная мысль,а почему бы не проявить служебное рвение.Двое встали на углах кровли, а мы по их знаку "никого нет" с большим трудом спихнули "поросёнка" вниз. Через пол-часика проявился "немножко" пьяный бриг. -А где движок? -Вы же сказали вниз скинуть... Встреча с Землёй прошла строго в штатном режиме и приземлился он в аккурат на свои лапы,которые при посадке не выдержали. Корпус дал трещину вдоль,якорь слегка вывалился,видимо от вращения лопастей (их диаметр ~1 метр).А если б ты видел вмятину в асфальте..." Тут мы подошли к ботапорту, друг мой посмотрел на крышу эллинга и задумчиво сказал:"Ну и долб@бы же мы были. Тут почти тридцать метров,а если б кто нибудь вышел из боковой двери?" Вот тогда я и понял,что давая поручение молодым ребятам,нужно грамотно подбирать глаголы.И существительные.1 балл
-
Вычитал недавно актуальный для Амг-сварщиков анекдот в бесплатном "мужском" журнале из тех,что на углу Невского и Фонтанки ранним утром раздают. "После смерти Генриха Герца ученые не знали в чём измерять частоту,поэтому стали измерять в Hz ". Хз то есть.1 балл
-
http://www.esosedi.ru/loc/rossiya/respublika_altay/shebalinskiy_rayon/195/index.html#lat=51475397&lng=85986865&z=19&v=2&mt=0 С самого начала своего жизненного пути в профессии не мог терпеть небрежного отношения или ущемления моих прав. Говорил до свидания и уходил красиво или совсем не красиво. Нет я не был раздолбаем. В 24 года 5 разряд и отдельный допуск на газовую резку. участвовал в строительстве вот этого подвесного моста В Республике Алтай. Всеми работами от проекта до запуска руководил инженер, он же токарь и кузнец и монтажник, один сварщик и 3 монтажника из местного населения. Если с самого начала подставить голову и разрешить по ней бить начальничкам , про карьеру в сварке можно забыть.Битые соглашаются на все, подтаскивать болванки токарям, разгружать уголь, а в сварке им дают самую трудную и грязную работу.Пригревшихся в тепленьком местечке за среднюю зарплату и 4м разрядом за 8..10 лет ждет однобокость в профессии.1 балл
-
В нэте нашел. Есть у меня знакомец, сварщик с двадцатилетним стажем, алкаш страшный, но не буйный. Нажрется, приползет домой, ложится спать и пох ему на все. И вот завелись у него в доме веселые соседи... Музон до утра, пьянки, гулянки, драки и загаженный подъезд. Несколько раз приезжали менты, толку хватало на два дня. Дядька энтот пару раз спускался на разборки (его будили даже в пьяном угаре). Бесполезно. Один раз он кому-то по морде дал, потом ему.... И вот, в один прекрасный день, точнее ночь, он притаранил домой сварочный аппарат, работающий от домашней сети 220В.... После очередных разборок он взял этот аппарат и заварил соседям железную дверь.... по периметру.... и вырубив счетчик, спокойно удалился спать. Спать, правда, ему не пришлось, поскольку соседи, после получасовых попыток открыть дверь, вызвали МЧС, которые начали вырезать дверь болгаркой. Зато после этого тишина была постоянной.1 балл
-
Нельзя тему студить, сварщик без юмора, как горелка без вольфрама Работало звено,сварщик варит , а слесарь ждет и наоборот. В очередной цикл слесарь от скуки заточил 2 обломаных свёрлышка на 3 под вольфрам и сварщику в пенал, тот зарядил одно-сгорело пошел глянул полярность всё нормально, руку в пенал и из кучи сразу второе поподается, всё по новой, слесарь не выдержал признался. Теперь у нас первейшая шутка над молодым специалистом, нам смех и ему польза-не хрен 40 раз смотреть полярность включи голову!1 балл
-
Когда работал на шахте случилась одна история.После наряда оставляет начальник нас троих парней НАГОРА(то есть на поверхности,значит в шахту не ехать).Говорит,надо у него на даче срезать старые навесы на воротах,а новые ворота с навесами приварить к столбам.Один парень знал где дача,другой сварщик и умеет управлятся с САКом,а я так принеси- подай иди ....не мешай.Пришли на дачу,приехал трактор с САКом.И неожиданно начался дождь,благо лето не заболеешь,да и переждать не давал тракторист,САК взял на час так что не тяните.Растянули шнурки(кабеля),сварщик навернул аппарат на резку,ну а мы под навес.Снять ворота не получилось прикипели намертво.Курим ,шутим и посматриваем за сварщиком.Вот он срезал верхний навес и начал нижний.Ворота плавно накренились и прижали его к земле.И смех и грех ,картина маслом-лежит половинка ворот из под нее трясущиеся ноги и протяжный крик АААААААААААААААА.Подбежали,подняли ворота,А парню просто прижало держак между ног к промокшей насквозь робе.Интересно сколько САК на резке дает вольт.1 балл
-
Вот так СТРАШНЫЙ СОН СВАРЩИКА ГРИШИ Иногда жизнь преподносит такие сюжеты, на фоне которых меркнет даже творчество таких звезд юмора, как М. Задорнова и М. Жванецкого. Пример тому, случай, произошедший совсем недавно и свидетелем которого имел удовольствие быть Ваш покорный слуга. Последние дни апреля. Как в старые добрые времена по предпраздничному до отказа забитый пассажирами плацкартный вагон вечного поезда №211 Харьков-Калининград. Так как билет мне пришлось брать в последний момент, то, разумеется, рассчитывать на хорошее место не приходилось. Заняв свое место №34 (кто часто ездит, тот знает, что это за место), разослав омерзительного вида постель, настоятельно предложенную проводником за 3 грн. 70 коп. и дающую право на пользование еще более омерзительного вида матрацем, я приготовился отойти ко сну, предвкушая 12 часовой отдых и успокаивая себя тем, что бывают вагоны и похуже. Рядом, в соседнем купе-отсеке ехала веселая компания, собравшаяся явно по известным интересам уже в вагоне поезда. Самым словоохотливым оказался мужчина, назвавшийся электрогазосварщиком Гришей, рабочим вагоноремонтного завода. Время было позднее, вагон мирно посапывал. Съев и выпив все, что было, компания разбрелась по своим местам. Гриша же оказался хозяином гостеприимного купе, с трудом взобрался на вторую полку и заплетающимся языком пожелав всем спокойной ночи, уснул крепким сном пролетария, наполняя вагонное пространство плотным перегарным духом, нейтрализующим остальной туалетно-вагонный букет запахов. Выпитое позволяло ему с легкостью переносить неудобства жесткой полки плацкартного вагона, что избавило его от неравной схватки с проводниками из-за матраца. Спустя где-то с полчаса-час на весь вагон (а было уже 2 часа ночи) послышался громкий, с дикцией, достойной телеведущего, на исключительно чистом русском языке, голос Гриши: "... вашу мать, я кого спрашиваю, это вагоноремонтный завод или публичный дом?.." Никто не знает, что снилось в эти минуты сварщику Грише, но дальше, в течение нескольких минут, используя как великий и могучий русский, так и не менее могучий матерный языки, которыми он владел в совершенстве, и которые гармонично дополняли друг друга, он вспомнил весь штат вагоноремонтного завода, начиная с директора и заканчивая кладовщицей. Весь смысл его тирад сводился к одному: весь мир бардак, а вагоноремонтный завод - его столица. В конце концов его выступление надоело ближайшему пассажиру и тот толкнул его, чем дотянулся. А дотянулся он ногой. Спросонья Гриша попытался встать и со всего размаха (насколько позволяло узкое межполочное пространство) ударился головой о третью полку. По вагону прокатился грохот, а наш герой, проснувшись, уже заплетающимся языком изрек на весь вагон: "Оба-на, доп... ся, Гриша!". Вагон тихо (у человека все-таки горе) застонал от смеха и простил ему ночную побудку. Когда смех улегся, пассажиры, справедливо решив, что это была заключительная сцена бесплатного спектакля, и ничего смешнее уже быть не может, стали возвращаться к своим снам. На вагон опустилась тишина, и только из Гришиной ниши слышались какая-то возня и невнятное бормотание. И вдруг тишину вагона разрезал почти нечеловеческий крик Гриши: "А-а-а!.. Мужики, вы меня в трубе заварили!!!" Я не знаю, как тогда наш вагон удержался на рельсах от грохнувшего хохота. Надо ли говорить, что ближайший час никто не сомкнул глаз, а из разных купе то и дело доносились взрывы хохота. И только один человек - сварщик Гриша - мирно посапывал на своей полке, сквозь сон снова на изумительно русском языке вспоминая свою жену Надю... Примечание. Имена героя рассказа и его жены изменены по известным причинам.Путник1 балл
-
Есть у нас три способа разбивки последовательности выполнения швов.Не сами придумали,услышали от руководящих работников (администрация,не специалисты-но пытаются "соответствовать").Итак! 1 место-"квадратно-гнездовой метод" 2 место-"по углам" 3 место(тоже почетное)-"быстрыми валиками". Пояснять,я думаю,не надо: "Кукурузу сеем.По углам писаем.Стены красим". Кто из них что закончил(ВУЗ)?1 балл
-
Нет,ну что Вы порочите почтенную профессию...Просто капусты накосить на ровном месте и уйти с видом благодетелей. Мне вот "Малярши" нравятся.Придёт тётя,поздоровается,покрасит,сотрёт,побелит,попрощается,-"выписки заберёте,цветоскопия прошла".Никакого мошенничества...1 балл
-
Тема очень интересная http://www.moto.com.ua/smiles/18_good.gif .Что бы не умерла вспомнил историю.Когда учился в ПТУ на токаря работал на практике на заводе.Завод изготавливал для шахт противопожарное оборудование.Вот бригадир меня 16летнего практиканта решил поставить на сверлильный многошпиндельный станок сверлить флянцы.Кто не знает это такие блины диаметром сантиметров 40-50.Станок сверлил за раз сразу 8 отверстий по кругу под болты М20.В цеху гордились мощью и величием станка.Погрузчик привез два огромных ящика.Пустой и полный.И я начал.Вставил ,прижал,нажал кнопку,автомат просверлил,выключился.Нудно,монотонно,долго.И тут я заметил рычажок внизу станка,весь замасленый.Протер надпись ПОДАЧА http://www.moto.com.ua/smiles/05_shok.gif .Ну взял да и крутнул. http://www.moto.com.ua/smiles/04_blush.gif .О чудо скорость сверления увеличилась в разы.И вот через два часа заканчивая дневную норму раздался страшный грохот...Два шпинделя оторвало как болгаркой срезало.Вернув рычажок в исходное положение я пошел искать бригадира.Расчитываясь с завода через три года станок так и не отремонтировали.В редукторе тоже что то оборвало.Главное что никто не догадался.Подумали что флянец попался из стали У8,высокоуглеродистой.Вот так то.1 балл