Лидеры




Популярный контент
Показан контент с высокой репутацией 27.05.2012 во всех областях
-
Самый лучший способ усовершенствовать электрододержатель,это преобрести новый ,не уступающий (а ещё лучше превосходящий) по качеству прежнему.Всегда имею в запасе пару держаков,в случае выхода рабочего-меняется безоговорочно,безо всякий модернизаций,закрома же пополняются - как никак хлеб.Ассортимент в магазинах (путёвых в нашем городе от силы пару-тройка) обычно стабилен,поэтому от разнообразия держаков глаза не разбегаются.Из достойных - Бинцель да пару "советских",ну и "Телвин" ещё мелькнул.Сегодня проходя мимоходом узрел что то новое.Ну,естественно,"засвербил профессионализм" со всеми вытекающими.Покрутил-повертел-подержал-примерил-заверните.На вопрос супруги"Куда тебе их,солить?",произнёс убедительную речь о дефиците такого типа держаков,что это первая и,скорее всего последняя партия в наш город.Хоть все мои покупки проф.плана делаются по принципу "надо - купил",но женщинам нравится,когда в семье всё согласовано и понятно.Короче,в руке орудие труда устроилось,как влитое,зажим мощный,все оголённые мет.части скрыты(особенно удобно расположен фиксатор ручки.На Телвине таким же макаром сделано).Завтра на работе испытаю.Из минусов - на 560 единиц опустевший бюджет . http://s019.radikal.ru/i605/1205/8d/48ea46e5c9fd.jpg3 балла
-
Давайте о тех кто приносит нам деньги:всякие случаи,плохие,хорошие,веселые,невеселые и т.д. Меня больше всего вымораживает когда привозят на сварку детали (поддоны,блоки...)грязные,состоящие из одного масла и нагара,спрашиваеш, вы когда ботинки в ремонт здаете тоже грязные относите?Пару раз чуть до драки не доходило когда после долгих разговоров начинаеш говорить что такой кусок сала варить не буду.Должны же МЫ заставлять людей нас уважать.Что за народ пошел?2 балла
-
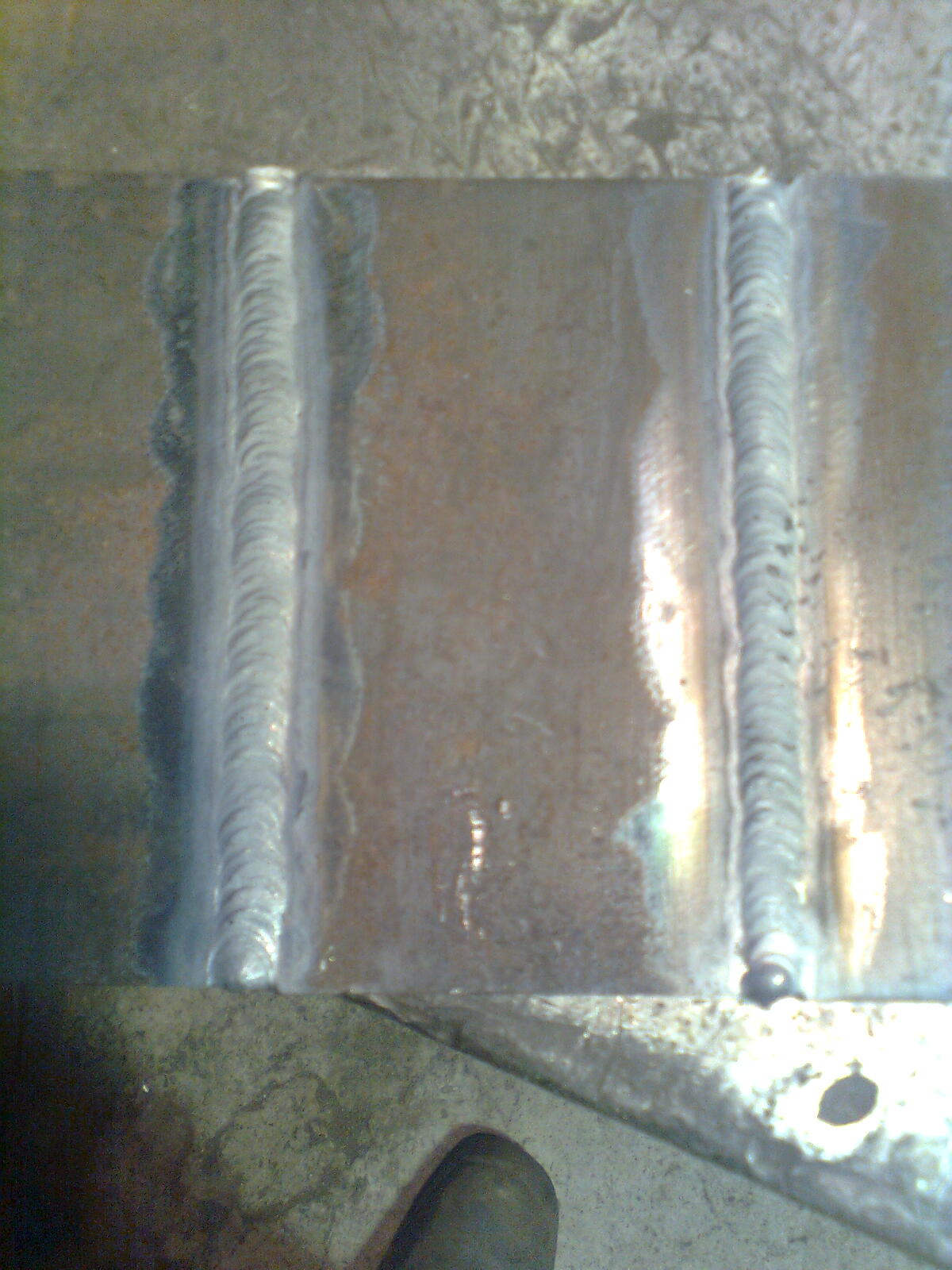
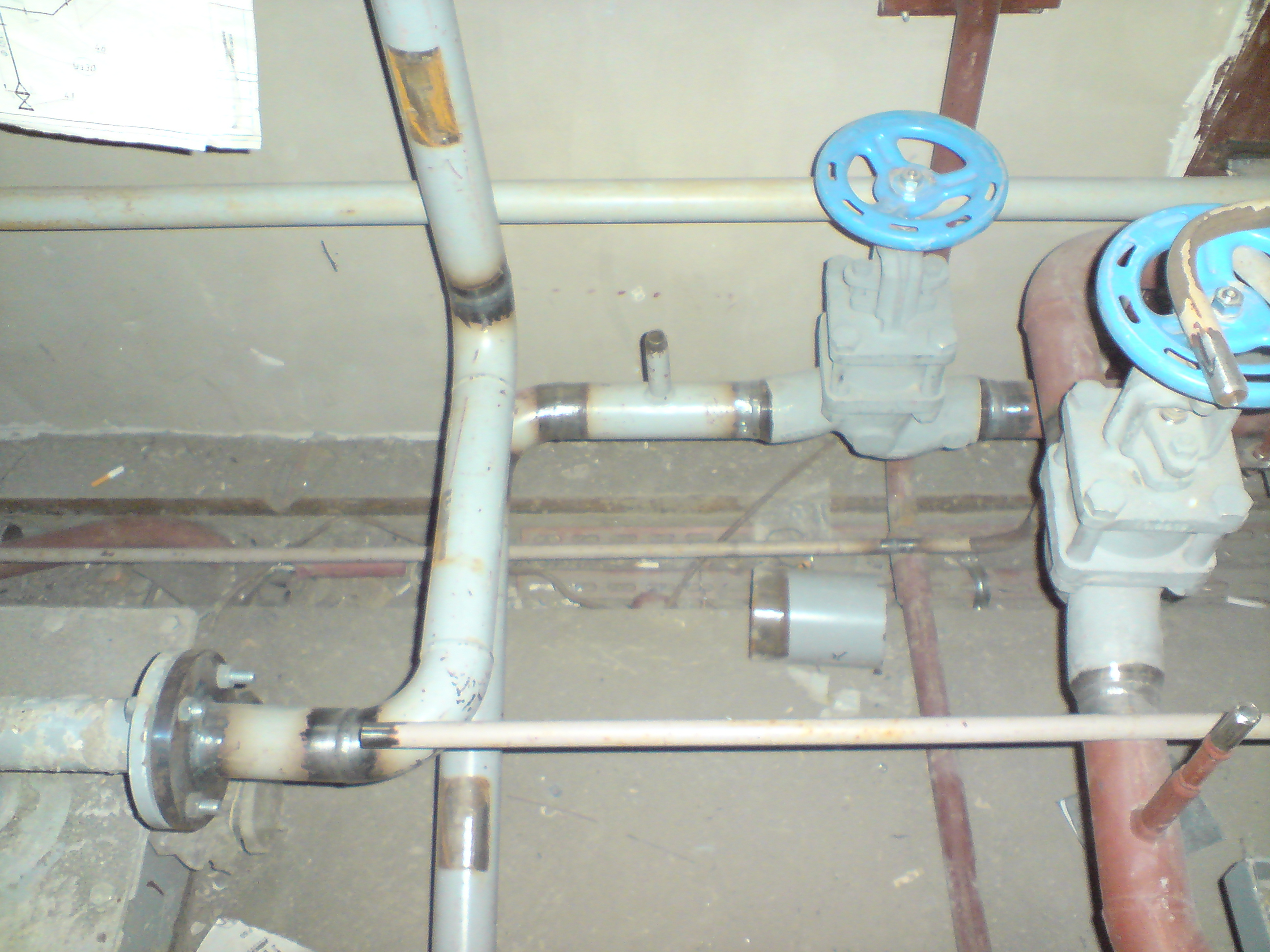
Привет всем ! вот уже три недели не варю на заказах , и решил по тренироваться чтоб не забыть , а то заказы одни по установки сантехники и полипропилен . в принципе на днях намечается много сварки по отоплению . а вообще форму нужно поддерживать вот вам фотки и даже видео , труба 32-я с врезками 20 и 15 мм. ( тренировочный процесс ) .
 1 балл
1 балл -
Что там на счёт фоток? Очень интересно уж... Даа...И резьбовое соединение не нужно упускать из виду. Замена ножей карьерной техники по мере износа чисто на болты и пальцы (экскаваторы,бульдозера,погрузчики). Хотя мы не знаем возможностей вашей ремонтной базы. Если в полевых условиях,то тогда конечно - сварной метод.1 балл
-
Может среди старых сварщиков не попадались те, с которых требовали соблюдение технологии? С меня, кстати тоже не требуют. Но суть не в этом, korunh, а в том какие требования предъявляют к вашим швам. Скорее всего (покрайней мере у меня так) что-то вроде: ...не отвалится? или ... держаться будет? Моё начальство считает, что если я приварил, значит крепость идеальная. Не потому что я такой спец, а потому что они считают, что "приварил" это вроде офигенного супермомента. Много раз разговаривал на эту тему с прорабом, мол чистить надо - арматуркой пошкрябай ржу, а краска от дуги выгорит и шов будет что надо. Ну не понимают они всей сути сварочного процесса и всё... Да и впринципе не было у меня !Ответственной! работы, может они и правы...1 балл
-
Вот когда уступать перестаните, тогда и губы дуть никто не будет. Вы же в магазине губы не дуете. Психика такая у людей, чем больше уступаешь, тем больше с тебя спрос и больше наездов, т к клиент чувствует слабину характера.1 балл
-
Хочется ругать мастеров матом.Где наблюдающий?..Где вентиляция принудительная?..Где пенсионная "первая сетка"?..Страховочный сигнальный шкерт,... за ногу, где?1 балл
-
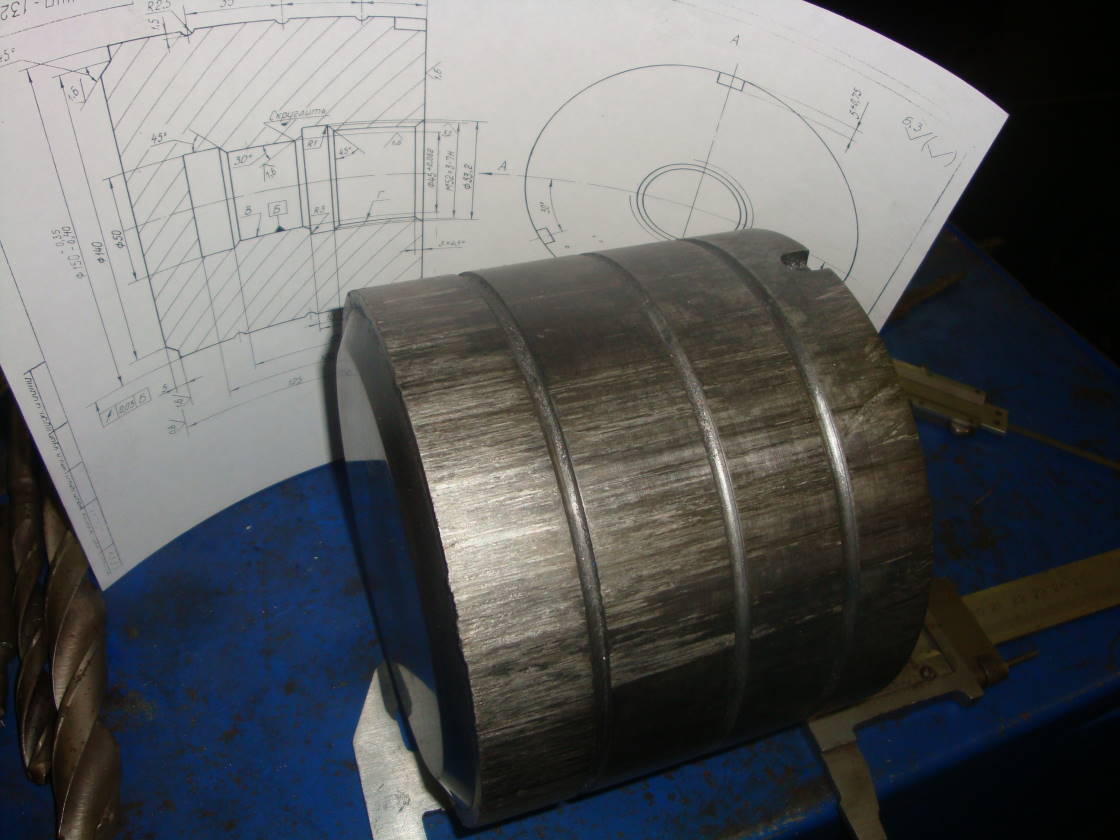
Бронза БрАМц 9-2 , алюминиевая . Поршень с станка для литья алюминия , сталь 3Х2В8Ф азотированая . Почему бронза - клиент так захотел . Пылил прошлый раз похожий , немного другой поршень из берилиевой бронзы водоохлаждаемый - им понравилось . Принесли очередной .
1 балл
-
Получилось ОК . Трудность была в подготовке под напыление , поршень азотирован до 63 HRC , благо лиж на глубину 0,2 мм , но всеравно содрать этот слой тяжело было резцом .
1 балл
-
Бронзой напылил сегодня поршень , завтра проточу , посмотрим что получится .
1 балл
-
Всем привет, сегодня сваривал звезду от бульдозера электродом ок 6882, на токе170А
1 балл
-
Это не я прихватывал , такой принесли немножко подделать .... заводской говорят , иномарошный ! Все шейки представляют из себя втулки .... кулачки прихвачены с двух сторон таким образом .
1 балл
-
Попробывал алюминий так как наши уважаемые трубники варят стали , сопло не катал - просто перемещал горелку .
1 балл
-
Вот об этом речь(толще 3мм-разделка эт понятно, поленился), хотелось бы увидеть провар корня с формированием обратного шва,ну и основной естественно. Предлагаю выкладывать фото (кому интересно конечно) 1. Разделка, сборка 2. Корень,обратный шов 3.Лицевой вторым проходом 4.Описание режимов.( у меня корень получился 122А, лицевой 103А) Теория хорошо, но без практики?! Да, варил на столе в нижнем положении, горелку вел в перед по ближней кромке,назад по дальней с задержкой.1 балл
-
Продолжу тему, ужо больно мне понравились швы vnukа и blazen79 После переписки с blazen79 подкорректировал технику(за что ему огромное спасибо) Вобщем вот что вышло:- вроде оно, а вроде и нет?! Чернуха 5мм без разделки в зазор 2мм. Задачу поставил проварить корень с формированием обратного шва. Варил в два прохода. Хотелось бы услышать: 1.кто какие ошибки видит(по внешнему и обратному) 2.наиболее вероятные причины 3.способы устранения Может кто сделает с разделкой кромок, или в один проход.
1 балл
-
Попав на форум случайно (искал что нибудь новенькое для сварки проводников в электродвигателях), невольно заразился сварочным делом. Начал рыть более углубленно и пожалел, что ввязался в это дело - теперь мозги набекрень! Из все, что узнал про сварку и сварочное оборудование вытекает неутешительный вывод - комплексно вопросами сварки никто не занимается. Электронщики ваяют блоки питания и примастыривают их к сварке, а в сварке абсолютно ничего не понимают. Сварщики варят на том оборудовании, что есть на рынке, но не могут понятно сформулировать задание на разработку сварочного оборудования. Теоретики сварки живут "в ином измерении" сами не варят. В комплексе всю проблему никто не рассматривает. Все стали узкоспециализированными специалистами. Существующие технологии - начало прошлого века, только оборудование выполнено на современной элементной базе.1 балл
-
ДаС, швы классные. blazen79 научи!!!Фланец варил в том положении что на снимке??? Если не секрет опиши подробней технику сварки.1 балл
-
Да у него швы не менее зачетные Правда жизнь заставила работать не дома а в Нигерии. Счас правда не знаю, давненько на форуме он не появлялся.1 балл
-
Сталь20 ДУ 50-89
1 балл
-
Я зажигаю электрод чуток дальше от замка вперед. разогреваю электрод и подвожу к замку, первую чешую ложу на полочку оконченого шва1 балл
-
Сегодня привезли кп ВАЗ 09.Завели двигатель без внутренних шрусов,результат..
1 балл
-
Уже обсуждалось. Счас поужинаю и поищу ссылку. Но ничего хорошего не получится. Я сам пробовал, так что не теоретические домыслы.1 балл
-
Не стоит сравнивать. Разные работы, разные требования, разные методы контроля. Какой смысл использовать Penitrant и гамма контороль там где не нужна герметичность?1 балл
-
Обычно не рвет . Время покажет .
1 балл
-
Не стоило варить поперечный шов. Это сильно ослабляет конструкцию, создавая условия для образования новых трещин.1 балл
-
Впечатляет. Алюминий?(цвет немного непонятный на мониторе, могу ошибатся) Явная усталость металла. Алекс, опиши технологию. Крепление вваривал, а потом горизонтальная пластина. Она только по контуру приварена? или через отверстия дополнительно приварена к креплению рессоры ?1 балл
-
Да, придумать много чего можно. Но это если есть большой или очень "жирный" заказ. Из за штучного изделия пожалуй нет смысла голову морочить.1 балл
-
Попробывал - не вышло . Дело тонкое , на токарном станке тяжеловато справиться - зажимы нужны более жесткие и остановка детали мнгновенная , и я думаю получится . Металлы перемешиваются , но изза медленной остановки их раздирает .
1 балл
-
Согласен, эти присадки и прочая хрень более опасны чем сама солярка.1 балл
-
Нет, проемы отрезным диском(1.2мм) резал. Плазмой резать нельзя было-внутри брызги сильно прилипают, чистить потом тяжело и неудобно. Смесь применял 98Ar+2CO2 В чистом аргоне варить плохо, СО2 чистое тоже хороших швов не получается. Смесители в подаже есть(помнится Спец как то писал про них и ссылки давал на продавцов, впрочем могу и ошибится)1 балл
-
Опять бак с грузовика.Соляра слита,заливная горловина заткнута пластиковой бутылкой,отверстие датчика уровня тряпкой,углекислоту подавал через сливное отверстие.Прошу строго не судить за красоту шва-дрожали руки,т.к. все равно стремно было варить.Был секундный эффект вспышки в баке но углекислота отработала на все 100 процентов.
1 балл
-
3 разных способа, первый дальний без колебательных движений, второй лодочка(в право в лева)третий бабочка или как еще называют "восьмерка"
1 балл
-
Горизонт
1 балл
-
Электрод. 6 лет профессионально не варил им, все на аргоно дуговой и вот результат без тренировки.
1 балл
-
Вид стыка трубы 219 (нержавейка) изнутри, 12мм толщ., сварка производилась с нагнетанием газа аргон.(поддув)
1 балл
-
Ну не нужно забывать что я исполнитель. Что нарисовали то и делал. (спорить-только время тратить). Тем более что чертежи заказчика. Сначала "электрозаклепки", потом боковые швы-так полосу меньше коробит. Заполнить трубу аргоном когда она вся "дырявая" не получится, готовить оснастку под локальный поддув ради одной работы не рациональная потеря времени (к стати, по науке поддувать нужно смесь аргона и 10% водорода, на фабрике его отродясь не было), швы в любом случае зачищать нужно-одно из условий заказчика. Поэтому считаю что данная технология самая оптимальная в этом случае. Счас пороюсь в папке с фото, выложу примерные режимы. Правда уже не помню что именно варил на них.1 балл
-
Труба корпуса очевидно сваривается в сжатом состоянии, при резке вдоль края разходятся и труба становится элипсной. Поэтому сначала была обварена полосой для усиления. И только потом вырезались проемы для лючков. вид внутри трубы шов при приварке полосы усиления, ток специально уменьшал для того что бы полосу меньше коробило, да и боялся пережечь нержавейку внутри трубы(у заказчика есть какой то вражеский прибор который пережоги показывает)
1 балл
-
Но это самые большие трубы у меня по работе, а так в основном мелочевку варю.
1 балл
-
пост № 38 в этой теме, электрод 2.4 , угол заточки 10-12 градусов, толщина нерж. 2 мм. сопло 10 мм , вылет электрода примерно 10 мм, ток 50-60 А(на сварочнике нет цифрового табло) Вообще то подозреваю что причина темных швов кроется еще и в горелке. Дома пользовался еще советскими, у них токопроводящий кабель намного толще и падение напряжения меньще. Поэтому реальный ток может сильно отличатся. Дома легко варилна переменке алюминий(до 300 А), здесь ставлю ток на максимум(постоянка) и скорость сварки явно маленькая(длина кабеля 8 м и сам он легкий и тонкий)1 балл
-
Пасиб. Бак нержа толщина 5мм сварка в нутри угловой шов ток 177 ампер присадка 2мм, снаружи ток 156 ампер присадка 3мм без разделки кромок напуск 3мм с расплавкой обеих кромок. фланец ток 187ампер присадка 2мм на приличной скорости. расход в приделах 12-16 ( в основном стоит 14) сопло на внеших швах10 электрод максимально в нутри горелки. На угловых 7ка. На счет аргона не сталкивался,может большой вылет электрода? И еще мне нравится варить диаметром 2,4 с довольно острой заточкой. Посмотреть бы???1 балл
-
Года два наверно будет. Вот сегодня собрали бандуру
1 балл
-
Прошу прощения может не в этой теме,но при сварке прутками АМГ 5 у меня происходит растрескивание шва при механической нагрузке,хотя швы однородные и блестящие.АМГ 5 применяю для наплавки под мех обработку.Свариваю АЛСИ 5,таких проблем никогда не было.Может что то не так делаю.1 балл
-
Вот этим
1 балл
-
Вот немного нафоткал, толщина от 5ти до 10мм ток от 170до 217
1 балл
-
Все правильно. В цилиндры ДВС я вообще не рекомендую лезть с восстановлением.Представляете, сколько людей по всему миру работают по усовершенствованию цилиндро-поршневой группы, но пока применяют в основном чугун. Другие детали с поврежденной внутренней поверхностью восстанавливаю. На фото - восстановление посадки под подшипник. Материал детали - СЧ. Покрытие Бр-АЖНМц2. И не дорого... А деталей для ремонта на наш век хватит. Вот завтра мне принесут распредвалы от Гольфов. Изношена постель (Al сплав) распредвала. Постель расточат, а опорные шейки напылю бронзой. Потом проточка в размер. Распредвалы чугунные.
1 балл
-
Одним словом-можно, но не стоит(если в "домашних условиях") Дороговато и не технологично для домашнего пользования. Жалко, я о подобном ремонте тоже задумывался.1 балл
-
Значитсо так:автогеном обжег краску(едкая порошковая),потом ершик в дрель-зачистил,после подогнал лепестки с другого диска с зазором 2-3мм.Прижал клещами защелкой,прихватил со всех сторон.Обварил из нутри со стороны покрышки,а потом разгладил горелкой с наружи.Ток был 110-125а.Алюминий чуткий к току.Или кипит или не образует достаточную ванночку.Обработал сперва маленькой болгаркой обдирочным кругом по стали(кстати есть зачистные круги по алюминию,но для нас это какой то неизведанный космос).Затем все обработал напильниками с крупной насечкой,круглым и плоским,после наждачкой 100,и на конец ершиком в дрели с мелкой проволкой.За работу взял 200гр.Вообще варю алюминий по 8гр см + -.Ремонт диска обходится клиентам в среднем80гр,под ключ(бортировку).Аппарат сборный Италия,Германия.УДЧУ 160 У3.1.Делают,собирают в Симферополе.Я и покупал на заводе.Работаю 3 год ним пока нормально1 балл
-
Корзина сцепления. Наплавка изношенных лепестков. Ресурс узла повышается в несколько раз. Твердость наплавки HRc 58-62.
1 балл
-
http://surfox.ru/Surfox/surfox-203.html Посмотри еще на такую установку, правда денег она просит не малых... Но качесво выше всяких похвал. На страничке с правой стороны есть возможность просмотреть видео работы этого устройства(говорят правда на "вражеском" языке)1 балл
-
Боюсь что не все поняли ссылку на ВИКИПЕДИЮ... Поясняю. Строчку с текстом http://ru.wikipedia.org/wiki/%D0%9F%D0%BB%D0%B0%D0%B2%D0%B8%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D0%BA%D0%B8%D1%81%D0%BB%D0%BE%D1%82%D0%B0 -ВЫДЕЛЯЕМ ПРИ НАЖАТОЙ ЛЕВОЙ КНОПКЕ(кто в "танке" я не виноватЬ) и нажимаем ПРАВУЮ кнопку и выбираем в контекстном меню"КОПИРОВАТЬ".Затем запускаем броузер(любой)IE, Omega, Fox и в адресной строке ПРАВОЙ кнопкой "вставить", затем ОК или Enter и ВЫ попадаете на страницу ВИКИПЕДИИ с описанием HP-плавиковой кислоты пс. задавая вопросы в строке "найти" (слева) можете много "спросить" и много чего узнать... Андей(модератор) обещал скоро ФАК(инструкцию) сделать по поводу работы форума..(надеюсь что поддержите "сварочные швы" мне как автору этой ветки будет очень интересно1 балл