Лидеры




Популярный контент
Показан контент с высокой репутацией 26.04.2012 во всех областях
-
Будни-будни...(как будни)............. "пневмо помощник" сборщиков-ручной фаскосъём а это гибщики перемудрили, а сварщики со счёта сбились ;"стычёк-пятачёк" или снова "изображая робота" а руки то две
 5 баллов
5 баллов -
Командировка в Выксу.Поменяли насосы в котельной. http://img-fotki.yandex.ru/get/6108/129557956.0/0_8b537_d3cfb727_XXXL.jpg Теплопункт большого склада. .http://img-fotki.yandex.ru/get/5114/129557956.0/0_8b538_c0e98756_XXXL.jpg Тепло-холодоснабжение 9 этажного здания. http://img-fotki.yandex.ru/get/6109/129557956.0/0_8b539_53157ea_XXXL.jpg Объект на Знаменке.Вид с последнего этажа и подвал супер-пупер элитного жилого дома на 8 квартир. http://img-fotki.yandex.ru/get/6108/129557956.0/0_8b53f_6da7a7d1_XXXL.jpg http://img-fotki.yandex.ru/get/6109/129557956.0/0_8b53e_a3d42a57_XXXL.jpg Объект на Хуторской.Вид с крыши. http://img-fotki.yandex.ru/get/6209/129557956.0/0_8b53d_eb8fab04_XXXL.jpg http://img-fotki.yandex.ru/get/6209/129557956.0/0_8b53b_4a54233_XXXL.jpg5 баллов
-
фланец http://img-fotki.yandex.ru/get/5114/129557956.0/0_8b533_30c881ce_XXXL.jpg прикольно получилось http://img-fotki.yandex.ru/get/6208/129557956.0/0_8b532_395bf30d_XXXL.jpg5 баллов
-
Продолжу. Вырезал ребро жесткости между полками лонжерона, так как туда не проходил швеллер №22 длиной 1.4 м. http://s018.radikal.ru/i507/1204/91/1dafdfcfb99a.jpg Перед установкой швеллера проделал в нем отверстия под электрозаклёпки (4 шт.) и стяжные болты М16 (3 шт.). Установил балку на раму и разметил в стенке лонжерона отверстия под болты. http://s019.radikal.ru/i629/1204/9b/21b6b469227e.jpg С обратной стороны лонжерона под стяжные болты М16 установлены вертикально три швеллера №20 длиной 336 мм и также с отверстиями под болты. Собрал и стянул болтами. Всё, осталась сварка короткими швами в разных местах. http://s43.radikal.ru/i100/1204/b2/97ccfb5a5044.jpg Вид изнутри. http://s07.radikal.ru/i180/1204/69/bd961a325554.jpg Болты и гайки обварил. Над №22 установил швеллер №16. http://s019.radikal.ru/i643/1204/3e/bc9054f826a0.jpg Загрунтовал. http://s019.radikal.ru/i628/1204/69/dc88fad61691.jpg Вот, собственно, и всё.3 балла
-
Устранять нужно причину, а не следствие. Там рвёт сверху вниз(почёт и уважуха конструкторам, думают о нас, что бы мы без работы не остались) и ромбом обычно заменяют лопнувшее место, а не лепят его сверху. Там достаточно одной косынки вверху и грамотной разделки и сварки. Если правильно сваривать, то шов по прочности не уступает основному металлу. А на счёт попробуют, то хозяин барин.3 балла
-
Добавлю про защиту аргоном основного металла при нагреве свыше 5600 С.2 балла
-
Maler, привет. Я работал на "Риконе" как раз на таком вот, несколько лет. Машина не капризная, я бы даже сказал - дубовая. В своё время, было за счастье на нём работать. Да, согласен, при сварке звук должен быть похож больше на мягкий треск. Песня просто, если подобрать правильную скорость подачи проволоки. Совет - не перетягивайте сильно прижим подающих роликов, проволока должна идти в рукаве свободно и уверенно, при выходе из наконечника, что б её можно было остановить зажав в руке. Это касается проволоки диаметром 0.8 мм. В 90% случаев, "срать" аппарат начинает, когда забивается медный наконечник брызгами металла. Проволока начинает как бы "биться" в рукаве. Если есть паста - пользуйтесь пастой для наконечника и мундштука. Забивается с пастой - минимально. Если всё хорошо настроено, напыление на мундштуке и наконечнике будет светлым и тонким, состоящим из микроскопических шариков металла.Подача углекислоты - 2-6 л/м по расходомеру или 0.5-0.8 атм это приблизительно. Подогреватель газа - вещь очень полезная, согласен с АВ. Особенно летом, когда жара. С ним никаких проблемм в плане конденсата.1 балл
-
Да, без хорошей защиты аргоном, титан становиться хрупким и ломается даже от небольшой деформации.1 балл
-
Практически никаких. Прекрасно варится аргоно-дуговой сваркой. Присадку нарубите из этого же материала.1 балл
-
В тему "Сварочные маски" не подойдёт,а вот тут самое место этому раритету. В таких работали наши "пенсионеры" сносу нет,держит любую высоту (без парашута)..........
1 балл
-
Отец рассказывал, работал он в одной шарашке электромонтёром и занимались они строительством и монтажем трубопроводов. Вызывают его как-то на трассу как бы САГ не работает но он бегло посмотрёл замерил показание показния х.х,все нормально, на е..ть его было бесполезно он их изучил вдоль и поперек за три года. И говорит сварным сак работает, что то по вашей части не работает те даваи убеждать в обратном достают электроды из печи прокалки пытаются варить не варит и все, он им в ответ а вы другую пачку электродов возьмите и попрубуйте,те берут что бы доказать свою правоту, и о чудо саг варить начал. А причина была в том что до этого они в печи для прокалки картошку пекли и благополучно про неё забыли, а на следующий день сунули электроды прокаливаться. Вот так российская картошка повлияла на японские электроды.1 балл
-
@bespilotnik, Бывает сталь такая попадается КП-кипящая, попробуйте сменить присадок, возьмите проволоку с другой бабины. желательно знать марку "обычной"- много их таких.1 балл
-
Уже не так сила стоит одинаковая, а так, наверно есть мелкие отличаи, но Вы это лучше знаете.1 балл
-
Если кому интересно, то называется он ПА Электровоза №3 если точно , придумал он, собрал я. такая вот вариация, не самая конечно достойная, но как смог. http://s017.radikal.ru/i441/1202/c8/f004f69dd4b5t.jpg Я правда настолько неясно выражаюсь или вы это просто подкалываете меня ? Ладно, по порядку TIG LIFT – аргоно-дуговая сварка на постоянном токе с возбуждением дуги касанием электрода. Сам аппарат должен иметь такую функцию: при касании электродом и отведении в сторону давать малоамперную дугу, недостаточною для повреждения вольфрама но достаточною чтобы пробить газовую среду, и через ~0.5 сек. ток возрастает до установочного и собственно варим. Так вот, при таком методе я слышал применяют брусочки(кусочки, пластинки, вобщем то что есть) из меди или графитовой щетки электродвигателя большого размера, особенно этот метод применим для аппаратом без "подъема" тока, зажигают на брусочке, потом переводят на осн. металл. Так вот я и думал может мне кто практический совет даст? А теории сами видите начитался так что ужо и запутаться можно. Надеюсь на вашу помощь.1 балл
-
Спасибо нашему правительству! Эти идиоты думали, что введя заградительные пошлины, мы будем покупать автовазовское гавно Сперва пилили на две части, потом, после ужесточения - на три. Сейчас "распилы" конфискуют при постановке на учёт, причём это делают теже продажные мусора, которые раньше их и оформляли.1 балл
-
Куда и на какую обмотку собрался доматывать 15 витков . если на вторичную . каждый оборот и так 2v (силу тока пока несчитаем )прибавляет . примерно 60v на номинальном токе . плюс 15 витков по два вольта . с таким напряжением только под водой варят .1 балл
-
Саша! откуда такие познания? У меня п/а 385 А и на таком токе лист 10мм прожигает как бумагу. Я этой проволокой варю в смеси металл от 1 мм и на токе от 40 А. Для сварки обычно использую ток не больше 200 А, а вот про сварке точками на толстом металле уже от 300 А и до максимума.1 балл
-
Теперь подробней о расходниках.. НЕ НАСТАИВАЮ что большой знаток, но взял бы следующее: Вольфрамовые электроды: красные WТ для постоянки ф1,6 и ф2,4мм, и синие WL ф 2,4 и ф 3,2мм для переменки. Штук по пять для начала каждого размера и цвета. 20 штук выйдет разных. Можно и одними синими WL обойтись, только ф 1,6 докупить. На постоянке они тоже нормальные. Присадка.. Для нержавейки для начала возьмите ЕR 308 Lsi, ф1,6мм и ф 2мм. Для люминя два вида присадки: ЕR 4043 (для силумина) и ЕR 5356(для АМг), толщины бы я взял 1,6мм и 2,4мм и той и другой присадки. Сопла номеров 4, 5, 6, 7, штуки по 2 каждого, ну и хватит пока. Под каждую толщину электрода нужна будет своя цанга, ну и цангодержатели тоже. Вот, навскидку то, что вспомнилось. Ну иногда прутки, или п/а проволока для сварки чёрной стали понадобятся, но реже. Маска... Дешёвые китайские хамелеоны для тиг-сварки ОЧЕНЬ не советую..либо обычное тёмное стекло, либо хорошие хамелеоны. У меня например Оптрель р550, я ей доволен. Перчатки для сварки в аргоне очень нелишняя вещь. В обычных крагах присадка хуже чувствуется.1 балл
-
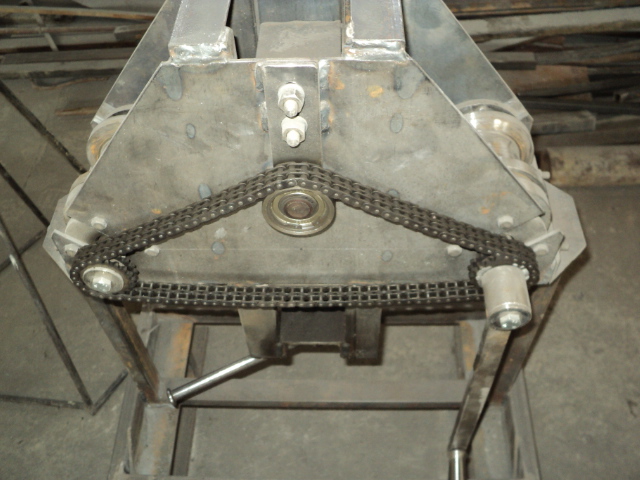
Сезон начинается . дачники уже в дороге :-) Гнули таким . .
1 балл
-
Заехал полуприцеп "Wackenhut" c очередным вырванным кронштейном полурессоры. http://s019.radikal.ru/i640/1204/ff/38fc6dbca01f.jpg http://s019.radikal.ru/i638/1204/73/9beb02ff2367.jpg http://s51.radikal.ru/i132/1204/fa/14174ffac918.jpg Вид изнутри. http://s54.radikal.ru/i146/1204/fd/403a247e0c88.jpg Удручающая картина. Восстановил только положение и геометрию "быка".http://s019.radikal.ru/i625/1204/78/1b78e860b1ee.jpg Продолжение следует...1 балл
-
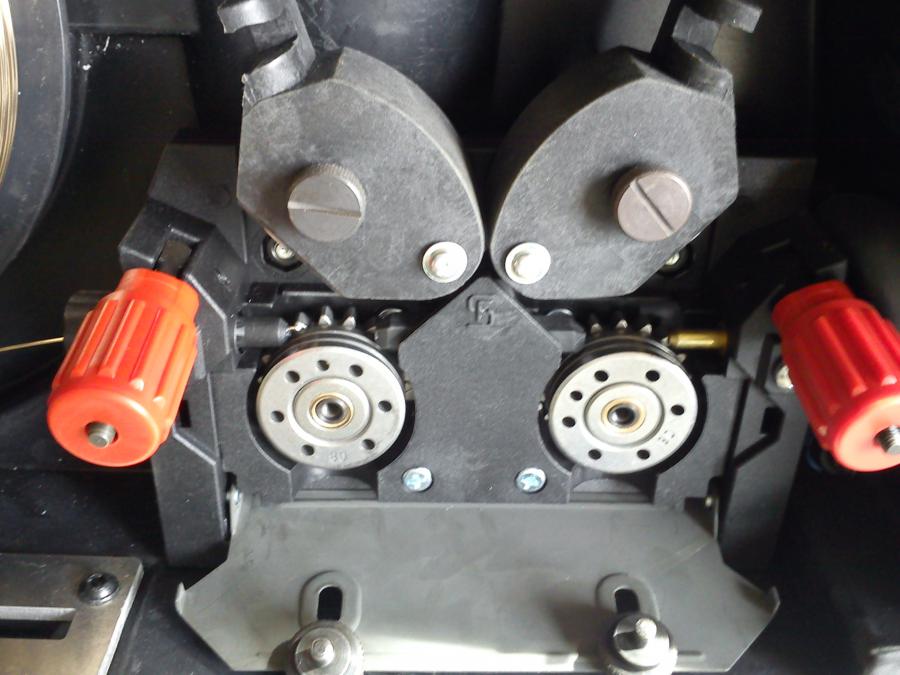
Корпус источника полностью герметичный, по краям крышки блока подачи проволоки предусмотрен уплотнитель. Механизм подачи проволоки оснащен роликами с V- образными пазами 08 и 1мм для стальной проволоки, сделал заказ на ролики с U- образным пазом для алюминия и рифленым U- образным пазом для порошковой проволоки.
1 балл
-
С комплектацией получилась неразбериха, в полном смысле этого слова. Изначально договорились на Picomig, потом переиначили на Puls, разница в цене составила всего 3/4 тыс что и удивило. В результате источник пришел голый, продавец сам снарядил П/А ( так как обещал). Китайская горелка и Российский редуктор.
1 балл
-
Я с тобой согласен,а вот такое усиление видел только самодельное.С заводским усилением не разу никто не заезжал или я просто не обращал внимание.http://media.park5.ru/preview/pp/7/tentovyie_polupritsepyi_schmitz_spr_3.jpg1 балл
-
@Сварик, Знакомая картина .В прошлый сезон у меня несколько таких было,только мне приходилось все это делать на груженом полуприцепе .Скажу честно:у вас зачетно все получилось. Как я понял быки рвут не только из-за плохих дорог,а в основном из-за усталости металла и перегрузов.Ко мне еще не разу не заезжал новый или хотябы свежий пролуприцеп с подобными поломками,а ведь я работаю на трассе. Я тоже часто видел заводской непровар и пришел к выводу что все таки и у них тоже любят схалтурить.1 балл
-
Модель аппарата советовать не буду. Не сторонник я дешевизны. ИМХО. А вот с выбором: - диаппазон проволоки для авто вам и 0.8-1.0 хватит. 0.6 - редко кто использует. 0.8- стандартная ситуация для сварки кузовщины. 1.0 - лонжероны (в общем толстые изделия) - из первого поста понятно, что выше 200 ампер вы использовать не будете... Если на 0.8 будете работать. Если 1.0 то 200А граничная ситуация. - сварка выхлопа из нержи. Ну так если срау варить по полировку, то нужно в РАДС варить. Если еще болгаркой заморачиваться, то тогда и ПА... Но это и зачистка и последующая полировка (для видовых швов) - если ворота варить будете, т.е. уголок с уголко - то лучше 1.2 проволоку использовать. Если уголок с листовой сталью то и 1.0 хватит. Т.е. нужно вам понять, какая максимальная толщина будет. От сюда будет ясно на какой ток аппарат будет. По ПВ сами прикините - сколько в каком режиме использовать будете. Вот и конкретика. А после уже подыскиваете то что будет соответствовать вашему запросу. P.S. В принципе толстые детали можно ММА применить, но поддерживает ли это источник? И тогда 1.0 вам всегда будет хватать, т.е. 200А аппарата.1 балл
-
Отвратительное устройство для соединения двух кусков металла. (Приходилось разбирать несколько штук с целью возможного ремонта. Такое впечатление, что собирает артель слепых китайских пэтэушников)1 балл