Лидеры




Популярный контент
Показан контент с высокой репутацией 20.03.2012 во всех областях
-
Я тоже отмечусь. Сварным работаю всего 5 лет, 2 года отмотал по стройкам и объектам. 2 по разным предприятиям. Кризис в 2008 всех как я понял достал, не только в России. Выучился на сварного и работаю в Канаде, так как живу здесь уже 10 лет.. У меня отец был каменщиком на стройке, и я часто приходил к нему на объекты, там сваркой и заинтересовался - первый раз попробовал в 10 лет поварить. Сначала, конечно, трудно было.. Зеленого никуда не брали, а куда брали работа была паскудная и платили мало. Сейчас уже по-другому, уже как 3 года обзавелся всеми корочками северо-американскими и объездил пол-Канады - пороху понюхал. Сейчас летаю на вахты на север Канады.5 баллов
-
Давненько ликтрод в руки небрал, так что не ругайте. Неповоротные сразу "обдирают" и корень не сфотать , на этом с потолка корень брал(для тренировки) 159*8 LB 2,6мм ток Х/З 57я( отвод), 89я горизонт(неудачный), глушка 159, врезка 25*3 в 159, врезка 89 в 159.
 3 балла
3 балла -
отпишусь и я чтоль. мне 16, отец инженер подъемно-какихто конструкций. научил меня варить в 11 лет. (появился мопед Карпаты с постоянно переламывающейся рамой). варю для себя, иногда друзья обращаются. сварка в основном применяется для издевательства над мотоциклом (Ява 634). отец говорит что уже неплохо варю. варил бензобаки, сварил себе с нуля маслобак. учюсь на первом курсе колледжа, по профессии автомеханика (когда пришел посмотреть одногруппников, которые взяли доп. профессию "электро-газо сварщик" - обрадовался что не записался туда.) параллельно осваиваю токарное дело (дома стоит токарный станок). оси для колес, тормозные диски и т.п. точить получается. вот впринципе и все.2 балла
-
Любимая игрушка сварщиков среднего и старшего возраста.
2 балла
-
Нужна схема электрическая ,схема возбуждения ,гениратора гд40041 балл
-
Сегодня днём звонит управляющий: У)Там чёто побежало, ты возьми кусок полосы с собой... Я) Полосы точно хватит? У) Да, наверно... Звоню слесарю: Чё там? С) Да там снизу немного бежит... Я) Я подлезу? С)Да! Только возьми с собой ещё кусок "тройки" Я) Мож тогда лучше кусок трубы вдоль распустить? С) Ненадо! Так заваришь! После увиденного, вспомнил пару "безотрывщиков" вот думаю кто бы сейчас зачистил всё вокруг, снял бы фаску , и электродиком ЛБ52 Ф2,6 безотрывно заварил за 5 минут Я) Ну и куда вы собрались лепить кусок полосы или пластину? С)Ты тогда прихвати эту пластину (3мм) к трубе, а мы его загнём вокруг трубы Я) ??? далее не литературное Я понял, что латать тут бессмысленно, кусок трубы надо вырезать и ставить. Просто заказчику гораздо дешевле залатаь, и мне меньше платить и не надо покупать краны, тройник, резьбы, метапол, фитинги. А слесаря за такую зарплату только ходят друг за другом лишнего движения не сделают, а тут же надо трубу резать.Отправил слесарей резать латку из трубы, и всё таки. попытался залатать и сразу же об этом пожалел, снизу сгнило напрочь, дыры от лектрода фотать я уже не стал. Потеряв в пустую час времени, заменил кусок совсем гнилой трубы на кусок не совсем гнилой с которым ещё час провозился.
1 балл
-
@Vasser, тут уже по фланцам была тема. Есть разные схемы сочленения. Выбором подходящей схемы и порядком сварки можно частично компенсировать остаточную деформацию. Частично, потому, как ее можно только свести к минимуму.1 балл
-
Позитивно.Дядя Лев,а Вы решили вопрос с креативной вентиляцией места сварщика? Блок AdFlo, например?1 балл
-
@Evgen, я уехал еще пацаном с матерью, а сварка : "У меня отец был каменщиком на стройке, и я часто приходил к нему на объекты, там сваркой и заинтересовался - первый раз попробовал в 10 лет поварить.". Видимо всегда нравилось, потом просто случай подвернулся, пошел в колледж, потом повышение кв-ции, так вот и работаю с тех пор сварным.1 балл
-
Доброго времени суток. Какими электродами (диаметр, марка) варите и на каком токе ? 45 градусов к изделию на вертикале - это слишком большой залом (на мой взгляд). Я варю немного приподняв кончик электрода вверх (10- 20 градусов).1 балл
-
А мне кажется обо всем этом он думал, когда смотрел со стороны на стык, а теперь чего уж причитать, варить надо ))1 балл
-
Большой Маззи. может кто и поржёт над моим советом... зажми в держак жёлтый фламастер и затушуй таким макатом на бумаге полосу ширириной 5-10мм. примерно 3 стяжка в секунду. Ибо варить - есть рисовать. аминь.1 балл
-
Это к теме про пром.сварку и св.трактора,а так же для советчиков (типа меня:"а если взять два лекстрода") в теме про первые шаги в РДС. Было давно и неправда.Настраивали с напарником "дорогой и горячо любимый" св.трактор АДФ после лизинга на другом участке.Как начали с проверки "трансмиссии" (цепного привода на колёса) так и закончили ремонтом вентиля на флюсовом контейнере.За чужим же никто не хочет следить.Немножко ушатались в хлопотах,но решили всё таки дугу зажечь.Изрядно помучившись с установкой "ток-напряжение на дуге" на пробнике вроде подобрали режим и тут я вспомнил,что вахтенный блокнот лежит в раздевалке.Обычно для статистики записывали всякие тонкости и для памяти,если вдруг что-то не так идёт.Напарник повёл автомат на рельсы,а я на второй этаж побёг. Когда вернулся назад,увидел немного странную картинку.Напарник орёт во весь голос в сторону ворот и угрожает кому-то физической расправой.Автомат стоит посередине шва,но выключен на щите.У Лехи глаза бешеные,а руки аж трясутся от злости.После разных крепких слов понимаю,что мимо проходил пенсионер-автоматчик с соседнего участка.Шёл бы мимо,но нет-надо ведь проконсультировать молодых специалистов.Подошёл и увидел,что автомат сам едет по рельсам без пастуха.Ну конечно же,увидел что не соблюдаются режимы сварки и взял на себя труд подкорректировать.Когда напарник вырулил с ведром флюса,трактор уже прорезал около метра по середине переборки,а последние слова убегающего Суслика были...ну конечно же:"Точку,точку надо побольше".До сих пор дружка моего этот эпизод иногда злит,а иногда веселит.А эта фраза-рекомендация в разговоре обозначает,что все знатоки и советчики,когда чужие режимы и швы смотрят,за которые никак не отвечают.Пришлось дружка микстурой отпаивать..Хорошо,что раньше св.посты не жалея промывали и у меня всегда "лекарство" на хоз.нужды оставалось.ОН конечно и сейчас остаётся,но по другим причинам.1 балл
-
Зря вы придумали, что сварка без отрыва производительнее. Если расматривать неповоротный стык трубы или вертикал, то производительность примерно равна. Тоесть при сварке трубы без отрыва - на потолок, переход с потолка на вертикал и вертикале приходится варить на относительно низком токе(чтобы ванна не ушла, правельно сформировать шов и небыло подрезов). При этом скорость сварки снижается. А при сварке в отрыв, можно поставить больше току и быстро заполнять стык "крупными мазками ". Что же касается того, что до трубы допустили нас двоих, то потому что, мы вели сварку правильно, согласно требованию. А почему такое требование, да потому - При сварке без отрыва сварочный ток низкий и тепловложение в сварное соединение меньше, ктому же шов ложится равномерно, а не скачкообразно и тепло распределяется равномернее. Благодаря чему в метале шва и околошовной зоне возникает меньше напряжений и деформаций, поэтому сварное соединение будет прочнее. Тоесть, при сварке в метале шва и околошовной зоне, кто то может с умничать и сказать, что эта зона называется ЗТВ - не надо, я это знаю. Так вот в метале шва и околошовной зоне образуются, напряжения и деформации, которые не только влияют на прочностные характиристики соединения, но и могут приводить к дефектам, таким как горячие и холодные трещены. Так вот, чтобы уменьшить эти самые наряжения и деформации в металле, следует варить без отрыва. А еще для снижения напряжений и деформаций, трубы начиная с 219 варят два сварщика(одновременно), причем в определенной последовательности, а трубы с d 530 четверо. Это если соблюдать технологию, хотя как показывает практика технологию соблюдают мало где, у нас на газопроводах пока еще соблюдается, но и то не вся. Вернемся к с отрывом или без - Белаз в 5м посте верно заметил варите где как можете, ибо нельзя сравнивать ремонтируемую гнелую трубу,где давление врятли превысит 10кгс и газапровод от куста до компрессорной станции работающий при -50С, с рабочим давлением 250кгс. Мое лично мнение варить надо без отрыва - так меня учили(переучивали), так от меня требуют и это согласно технологии. [Конечно я соглашусь с любым, кто скажет, что нет смысла варить без отрыва старый ржавый глушитель и его следует заварить, запаять, заплавить как получится] P.S. Видно сейчас опять попрет жесткая критика, найдутся знатоки материаловедения и металургии, начнется обсуждение кристализации и всяко различных деформаций. Опять вспомнят иесуса и Дедушку Ленина приплетут Петра I и тд и тп. Ксожалению в дебатах участвовать не буду,ибо нахожусь на Ямбургском месторождении и инет только через телефон.А писать емкие посты с телефона не удобно. Если не лень будет пофотаю на телефон свои стыки чтонибудь еще, и по приезду домой выложу. Всем досвидания! Люблю, целую, жду гостинцев.1 балл
-
Внесу и свои 2 копейки. Предложили сделать воронку для каких-то сыпучих там чего-то.... Сделали, стали переворачивать кран балкой, вырвало кусок металла вместе с петлёй. Пришлось греть,править и возвращать всё на свои места. На второй фотке,отопление в теплицы "тянули". Теперь круглый год там цветут розы,цветут и пахнут.
1 балл
-
Радуйтесь,Blazen и Миха,что больше одного плюса поставить не могу.Реалии тАковы,что что лучше не думать о этом.Кстати,в Финляндии нестыковка фланца и трубы по диаметрам в два mm полностью деморализовала бригаду слесарей на 3 (три) дня.Потом русский сварщик Вася устранил Етот фактЕр за два часа и 8 перекуров включительно.1 балл
-
лет 10 наза предложили купить (на тему пятницо надо бух-бух)комплект газосварки по бартеру 5л кайфа в стеклотаре. купил. Через день (суббота) зашёл в ограду сосед в поисках собеседника под 3л пива, сварщик (5 разряд, Газосварка, Аргонодугоая св)увидел аппаратуру... и понеслось!! http://websvarka.ru/talk/public/style_emoticons/default/cool.gifhttp://websvarka.ru/talk/public/style_emoticons/default/cool.gif . все свищи, котелки, бочки, и ещё чего то - у всех соседей было заварено с запасом прочности 200%. Повезло мне с учителем!! Потом добыл пропановый резак, Собрал выпрямитель из органов ВДУ, не отказался от уставшего от жизни балластника с контактором (перебрал почистил подтянул) в Отделе Главного Сварщика на стеллажах с барахлом нарыл запчастей для привода полуавтомата с пультом... собрал, подключил к выпрямителю-работает http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif счастье. две горелки прихватил аргоновые - возд. охл и жидк. охл. укомплектован по полной программе. Ещё хочу блок кондёров для сварки алюминия собрать. Для большей мобильности купил с рук Svarog 200 ММА инвертор за 4000р (радоваться или грустить, незнаю). Пол года назад был сокращён с автопредприятия (водитель автобусов) с сохранением ЗП 100% пол года, пошёл на курсы электрогазосварщиков (мастер обучения газосварки сказал - не ходи ко мне на занятия, не жги газ, свари контрольную неповоротную трубу и дуй отседова, тебя учить только портить) а заниматься ММА ходил даже после получения удостоверения (4разряд) "для себя". трудно даётся мне электрод, да и не люблю я работать кое-как, учусь уверенно чувствовать формирование шва, отрабатываю моторику http://websvarka.ru/talk/public/style_emoticons/default/smile.gif подал заявление в цех Сиб МЗ (пром заготовки для АЭС - конструкции, трубные заготовки)пока берут слесарем сборщиком, буду буриться в сварные ... Ах да! щас только вспомнил: классе в 5м гуляли мы по стройке где строители оставили на выходные инструменты, газосварку и ВД с электродами - ох и отвели ж мы душу изваривая топоры, ломы, мастерки, вёдра, леса http://websvarka.ru/talk/public/style_emoticons/default/tongue.gif СВАРОЧНОЙ МАСКИ НЕБЫЛО!!! представте муки 12 летних сварщиков ночью обожравшихся "зайчатины" - полные глаза"песка"!!!... А рожи какие красные у нас были! Вот тогда меня сварка влюбила стерва. Точно!Голубой огонь из медной трубочки. мммммм! Эх незнали мы о существовании обратного удара.. Обязательно попробывали бы! (С 2014г работаю сварщиком на ГРЭС)1 балл
-
Ну как сказать, "с небобьшой ответственностью"... Пусть это даже труба отопления Ф15 и стык порвет, а внизу у человека ремонт на миллион. По моему неответственных стыков на трубопроводах не бывает. Да отсутствие или присутствие корочки - это вообще к делу не относиться. Это бюрократическая приблуда, только и всего. Если концептуально подходить к вопросу, то элементарный пример, как вместо прибыли получить убытки, если забить на качество я привел чуть выше. Да и вариант с "таджиком" конечно вероятен, но не особо. Я переодически мониторю вакансии по специальности, так вот: добрая половина из них содержит пометочку "строго граждане РФ, РБ" (читай "НЕтаджики"). Тоесть, если фирме плевать на все, то мне кажется, что там и делать то особо нечего, ибо и на тебя ей плевать. А еще я точно могу сказать, что не мало мест, где "не все равно". Я считаю, что всегда есть возможность внятно и аргументированно объяснить необходимость капитальных вложений. Конечно есть и упоротые ушлепки, которым ничего объяснить не возможно, но и работать с такими людьми я, например, не буду принципиально. Если нет взаимопонимания - результат работы может быть плачевным, зачем мне такой риск?1 балл
-
о.к. 1-ое да, предпологает. Сталкивался с изготовлением отопления в 4-ех этажном здании, возле стены все в основном. Т.е. попадаются места где даже укороченный электрод (и или изогнутый) невозможно поставить под правильным углом, не разбив стенку. Да, можно сделать операционный шов, но если прикаждом подобном случае приминять операционку. то это очень замедлит сдачу обьекта. В основном применял операционный шов, где большая часть трубы вообще не видна. Для работы нам привезли ОЗС-4 3-ку, как вариант предложили 4-ку (мы с напарником, смеясь в душе, сказали спасибо и 3-ки хватит). Диаметры труб были от 76(магистраль) до 15-ой. И мы варили ВСЁ в отрыв, все стыки. С зазором и зачисткой кромок. Аппаратик был у нас хороший, но без доп. наворотов. Пока есть производство с не большой ответственностью (без контроля\сантехника) варить в отрыв будут . Согласен со 2-ым(отчасти) и 3-им. Да, у меня нет накса, и под просвет я не варил. Но кое какие навыки имею. А если не соглашаться варить такими электродами, то пригласят какого-нибудь таджика, который залепит... Дело не в том, что сварщики соглашаются варить таким дерьмом, а в том, что фирму не интересует качество производимых работ и кто ее выполняет, а интересует только прибыль. Вот этот момент изменит бы, и многое поменялось. А то, что я откажусь варить хреновым аппаратом или такимиже электродами, это закончится моим увольнением и приемом на работу другого, такого же как я. Такого же как я, потому что фирме не очень хочется нанимать на работу сварного с наксом, т.к. ему платить надо больше, а это не очень хорошо отразиться на прибыли ... Вот так и работаем...1 балл
-
Варелик,когда кончаются веские аргументы,оппонент обычно переходит на личности и оскорбления.проще такого собеседника послать на хер,и не обращать внимания на гнилые комментарии.1 балл
-
Низкое давление приходилось варить, только сравнивать все ровно не корректно - капитальное строительство предпологает новые трубы) Тут нужно четко понимать одну вещь. До тех пор, пока сварщики соглашаются варить убитыми апаратами, хреновыми электродами гнилые трубы - так оно и будет! Нафига раскошеливаться на условия, когда и так все работает? Трубы с отрывом варил только в самом начале как на трубы попал. Возможно мне повезло, судьба свела с человеком, который помог, подсказал, показал. Считаю что это очень важно для начинающего сварщика - хороший наставник.1 балл
-
Варелик, morgmail, ну может хватит соревноваться в остроязычии, поди не КВН и не камедиклаб тут. Варелик, документы - это хорошо, вот если бы все всегда делалось по ним. Есть ситуации, в которых, каким бы Вы не были спецом, без отрыва не заваришь вообще. Гнилая труба в углу где-нибудь, например. Наличие электродов нужного диаметра, да и еще много причин. Понятно, что лучше соблюдать технологию и требования, но в контексте темы "...трубы малого давления..." (а это в основном сантехника) думаю большая часть сварщиков\сантехников скажут "как удобно, так и вари"... Вы сами сантехникой занимались ? Или вообще никогда в отрыв не варили с тех пор как научились без отрыва ? - если так, то можно позавидовать вашим условиям труда (и это без приколов). Я сам хочу научиться качественно варить без отрыва трубу, но не думаю, что метод "в отрыв" когда-либо забуду...1 балл
-
2 morgmail. Вот уж не думал, что ты решишь использовать излюбленный прием гопоты: обвинить опонента в пидерастии, при более чем полном отсутствии конструктивных возражений по существу вопроса с твоей стороны, и это подтверждает присутствие у тебя состояние батхерта, перетекающего в пермонентную фазу. Мда, но не переживай, ты не одинок, вас таких жутко много. Между тем, любой имеющий глаза и зачатки человеческого разума мог бы пререйти по ссылочке, оставленную мной в посте на который ты отвечал, раскрывающей суть возможно незнакомого термина и затратив секунд 40 на чтение первых двух абзацев уяснил бы для себя что: и далее Очевидно, что для твоего понимания слово "метафора" слишком сложно, поэтому ты решил не заморачиваться выяснением, увидев что речь идет о "попе", проявив чудеса дедукции на основе женской логики не нашел ничего лучше, чем прировнять меня к голубым в ответ на мое нежелание прыгать выше головы. Случай в общем то типичный, поголовье недалеких хомячков в этих ваши интернетах ростет день ото дня, что не может не огорчать например. 2All Возращаясь к вопросу отрыв-безотрыв сомневающимся предлагаю обратитьбся к документам регламентирующим технологические процессы сварки. Например РД 39-0147014-535-87 пункт 6.4 или РД-1-32-Тт-У-бп-У7 П 14.4 и тысячи их! Если кто то сомневается в количестве подобных документов может лично убедиться погуглив запрос "как можно реже обрывать дугу, рд" (стандартная фраза). Готов признать правомерность существования способа сварки "в отрыв" если кто нибудь покажет мне хоть один официальный документ в котором прямо ну или хотя бы косвенно допускается такой способ.1 балл
-
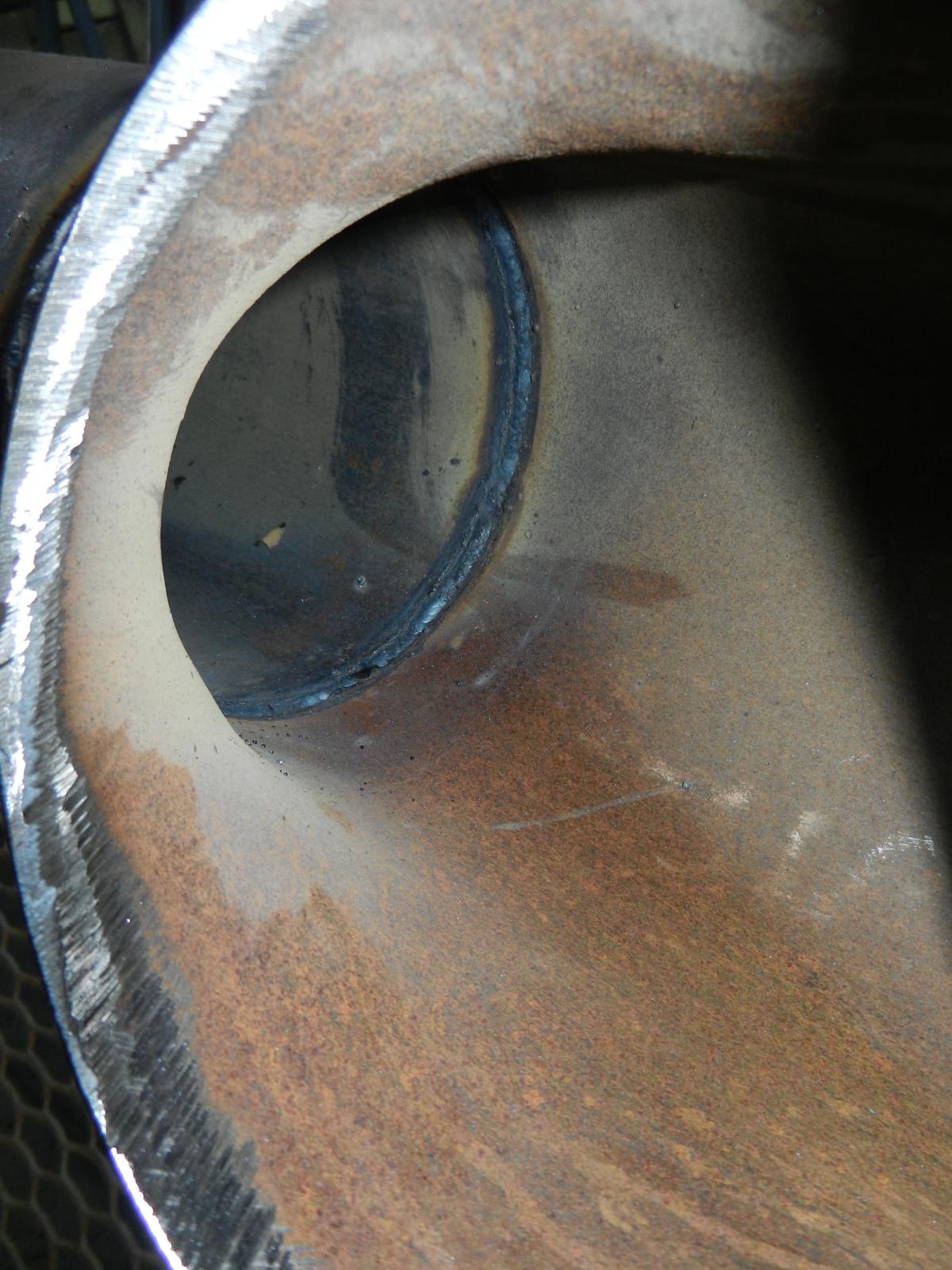
2 morgmail, svarnjuk Такое давление и температура достигаются в топках ТЭЦ. Сопла впрыска топлива, теплообменники и т.д. 2 morgmail Ололо!!!Как мило, минусовать посты, которые задевают гордость))) Фиксирую состояние баттхерта, сгоняй до аптеки, там недорого есть ректальные свечки с акульим жиром. Говорят, здорово помагают. Прости, пятеркой не пользуюсь по соображениям недостаточной квалификации. В случае, представленном на фото, прежде всего, болгарочкой сбить шлак хотя бы, далее, на минимальном токе тройкой положить корень и перекрыть четверкой - это в случае, если не ограничивают во времени и требуется "одинаково хорошо" заварить. Если просто буржуйка "на дачу" - не текет и ладно - можно и пятеркой с отрывом, но при этом не утверждать, что это "хороший стык". 2 АВН Я вас умоляю! На ум так и пrосится поrовoхrка пrо танцоrа. А ничего что, что только за последнее десятилетие технологии продвинулись далеко вперед? Или так и будем строить корабли, как ПетрI завещал? А ничего, что за последний год 5 (!!!) запусков космических аппаратов потерпели неудачу? А в японском море буровая платформа потонула и 50 человек угробила? Не прими на свой счет, но такие оправдания ничего кроме возмущения не рождают.1 балл
-
Гениально! Одинаково хорошо... То что на фото - это хорошо? Для буржуйки - да. Снимаю шляпу и делаю лапки к верху. Меня за такой стык скорее всего уволили. Я, кажется, знаю почему. Мои "буржуйки" опрессовку проходят на 450 очков, рабочее давление 200 кг при температуре около 500 градусов. 2 АВН. Ребят, а слабо взять самодельный переменный транс и под рентген варить? Довоенным МР3? А еще чтоб сетевое напряжение при этом прыгало ±50В? И под водой? Если технологи не озадачиваются обеспечением нормальных условий и заказчику наплевать, что и как делается и он платит, то варите как хотите, все довольны же.1 балл
-
доброго всем времени суток, прошу помощи, кто что может подсказать гляньте видашку http://youtu.be/5rXRx4ZFw1U есть большое желание обзавестись такой же штуковиной, есть ли возможность смастерить подобное саморучно? конкретно вопрос по сварочнику.1 балл
-
в п/а для сварки алюминия необходимы следующие условия: 4х роликовый механизм подачи(пля равномерной протяжки,т.к. алюм. мягкий может проскальзывать), ролики должны быть с U-образной канавкой(использование V образной не допустимо, т.к. на проволоке будут засечки что приведет к неправильному формированию капли и наконечник может давать сбои,т.е. не будет выполнять функции токосъемного), проволокопровод в горелке должен быть тефлоновый(метал. спирелевидный будет делать засечки на проволоке.), напомню что любая царапина на алюм. поверхности сразу покрывается оксидной пленкой, что затрудняет процесс сварки. Если очистка алюм. необходима, ее следует производить, щеткой с нержавеющими волосками(взаимодействие легирующих элементов задерживают процесс образования пленки).1 балл
-
Имхо мое мнение,любой полуавтомат сможет сваривать алюминий.Только нужно правильно подобрать толщину проволоки под свариваемый металл и ток и стерильную чистоту поверхности.1 балл
-
Умными у нас себя считают сборщики КМС.Особенно это смешно,когда сварщики даются в пару сборщикам ("продали в рабство" называется).Первый день сварщики,растопырив пальцы,кричат на молодых сборщиков,что мол не буду прихватывать пока зазор не "располовинишь".На второй ругаются,что набор ставится не зачищенный от грунта до "белого" цвета.На третий понимают,что чистить-задача второго номера,т.е. его самого.На четвертый день идиоматические выражения уже 50/50 и сварщики 5 р-дов начинают делать прихватки электродами не лучше сборщика 2 разряда. В пятницу обычно подсекция уже сформирована и сварщики снова становятся таковыми.В понедельник после развода Сиятельства расходится по железу,норовя не попасть на то место,где сам собирал и прихватывал(наивно думая,что другие делали лучше).До обеда над постелью стоит плотный мат... -Какая йцука здесь собирала и прихватывала?Обычно подобные риторические вопросы вызывают только смех сборщиков.Сварщики делают вид,что не расслышали.1 балл
-
AnaTolik Не понимаю, как это "не всегда бывает достаточно подачи проволоки "?... В таком случае должен прерваться процесс сварки из-за обрыва дуги. На том построена система полуавтоматической сварки: скорость подачи должна быть равна скорости плавления проволоки. В крайних, дурацких, пределах проволока либо утыкается в ванну, либо гаснет дуга... Скоростью подачи проволоки в небольших пределах от рабочей точки регулируется длина дуги: на короткой напряжение меньше, на длинной - больше. В первом случае перенос металла мелкокапельный, во втором - крупнокапельный. Величина напряжения прямо пропорциональна ширине шва. Это если не делать колебательных движений. А за счет их амплитуды и частоты можно наплавить сколь угодно высоту и ширину усиления отделочного слоя. Если у Вас получается настолько крупнокапельный процесс, что они попадают не в ванну, а в сопло, то это значит, что неправильно выбран режим...1 балл