Лидеры




Популярный контент
Показан контент с высокой репутацией 10.03.2012 во всех областях
-
Наши дороги легко добивают не только отечественную технику, но и хваленую немецкую. Обратился клиент с просьбой о возможности замены стоек створок дверей - родные немецкие "устали" окончательно и почти сгнили. Ввязался. На приведенных ниже фотографиях виден не весь объём выполненнных работ, так как не всё фотографировал. http://s003.radikal.ru/i202/1202/d8/e092c158f1cc.jpg Дно полуприцепа под стойками пришлось усилить пространственной конструкцией из швеллера №10, сами стойки из швеллера №12. Так как в старой конструкции створки двери имели внутренние замки, и им пришел "кирдык", пришлось изготовить наружные замки. Кронштейны под втулки тяг, петли - все покупные изделия. http://s017.radikal.ru/i436/1202/76/97ba29d9f277.jpg http://s017.radikal.ru/i429/1202/89/a05a08b64ea5.jpg Сварка ручная дуговая, электроды АНО-36, диаметр 3 мм, аппарат самодельный, постоянка.1 балл
-
Blazen 79,не удержался, в качестве компенсации морального ущерба можете мне минус поставить:-)).Дополню,что совсем не обязательно что "бендеровцы" (никого не хочу обидеть-г.Бендеры,Западная Украина) хуже варят или собирают.В судостроительных фирмах хлопчиков тоже кидали,по той же схеме-"нет денег на зарплату и т.д.,а не нравится-валите отсюда".Только когда прижимало очень сильно и деньги находились,и условия предоставлялись в фирмах. .1 балл
-
Как создатель темы повторюсь---я получю по 70 штуук и валяясь в бытовке жду очередной стыкю. А вы даже фирму не назвали, чтоб пробить за вас...1 балл
-
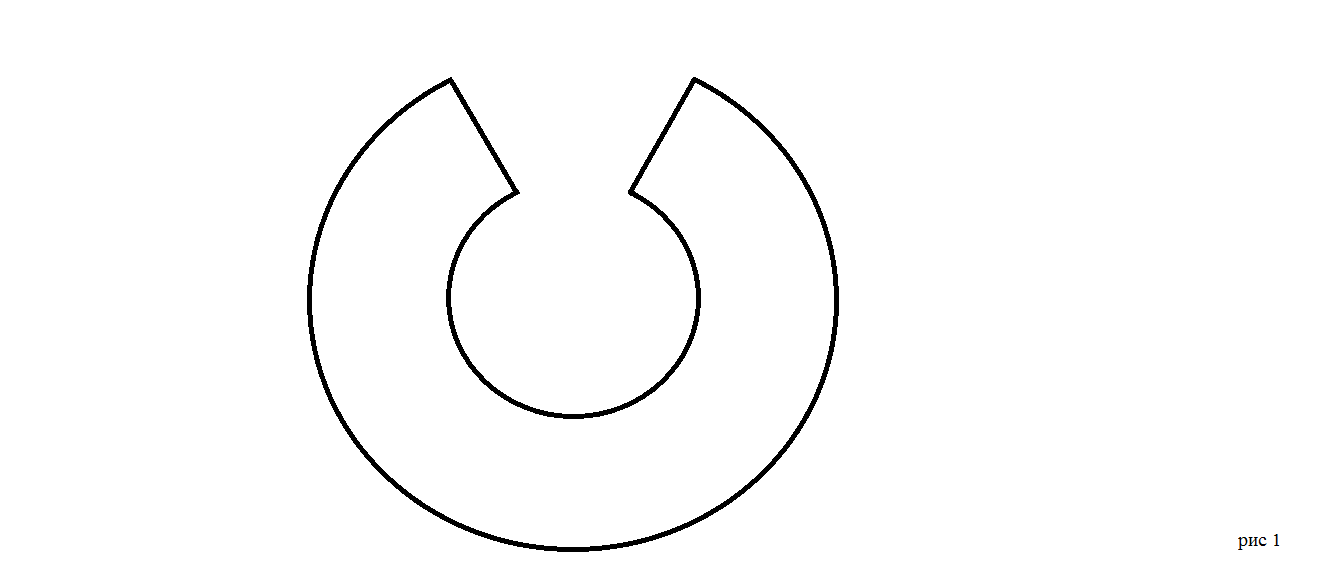
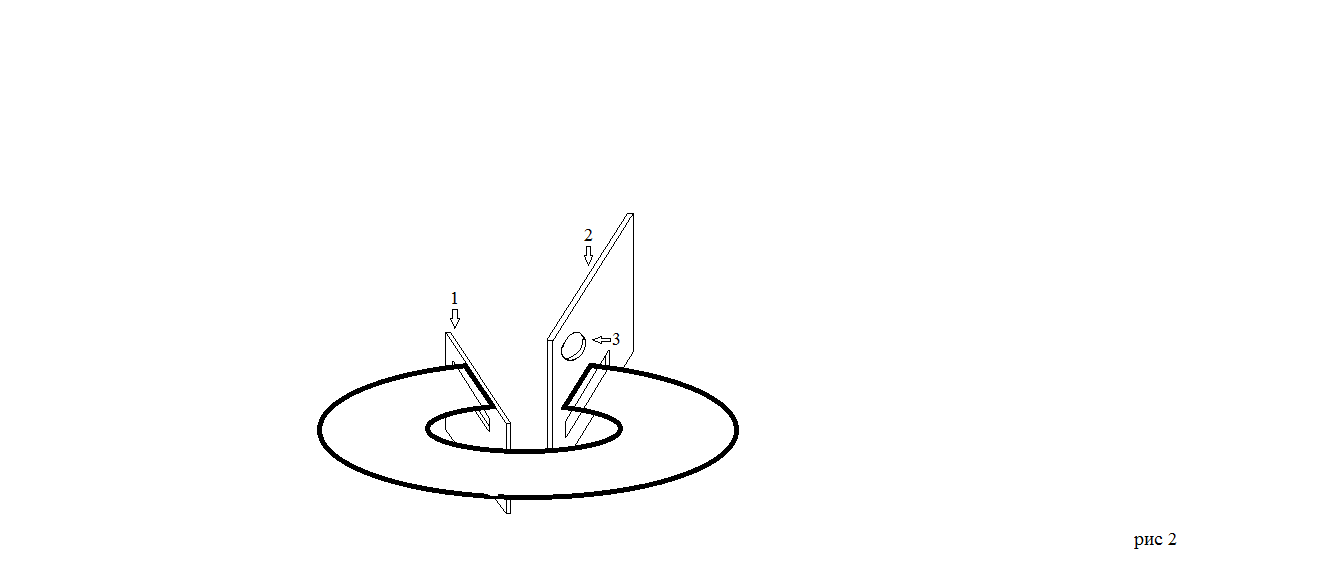
привет всем! я здесь новичок. хочу рассказать об изготовлении сегментов на моём старом месте работы. прошу сразу не судите строго за ресунки у меня фоток нету не имею привычки всё фотать. делали всё по уже готовым чертежам но всегда подгоняли всё по месту из-за плохих расчётов технологов. сначала из листа нужной толщины вырезали кольцо с косыми вырезами как на рис1. расчёт такой внутренний диаметр должен быть таким чтобы после растяжки до нужнаго размера или шага, он небыл слижком большим или наоборот не налазил. более менее плотно прилегал к трубе или к чему будет этот сегмент приварен. при растяжке внутренний деаметр уменьшится. наружний деаметр это диаметр будущего шнека. косой вырез тоже расчитывается так чтобы при стыковке двух сегментов они стыковались в стык. обычно у нас это подгонялось резаком. брали пластину 1 Рис2. делали в ней прорезь под сегмент. потом в моём случае приваривали её к металлическому полу вставляли один конец кольца в прорезь брали вторую пластину №2 тоже с прорезью и надевали на второй конец кольца. в отверстие 3 продевали крючок чалки которую цепляли за кранбалку и потехоньку растягивали кольцо до нужного размера. замечу места отверстия под крючок надо делать с внутренней стороны сегмента что бы после разтяжки кольца края были загнуты в нужном направлении. а иначе даже не разогнуть кольцо пластина будит слетать. затем готтовый сегмент ставится на трубу как обычно подгоняется резаком и прихватывается и так далее.
 1 балл
1 балл -
Эти пид пиндосы нас за людей не считают, наверно к неграм лучше относятся1 балл
-
поры могут появлятся не только по вине электродов. есть еще такие факторы как сквозняк или ветер. при сварке корня обратная сторона сварочной ванны(обратный валик) очень слабо защищена облаком газа выделяющегося из обмазки, что приводит к негативному воздействи с кислородом.так же поры могут возикнуть врезультате неисправного сварочного аппарата на котором работаете. пусть хороший спец его как следует проверит.1 балл
-
Товарищ Командир танковой бригады,разрешите вопрос?Наверное всё таки наоборот:чем меньше ток,тем меньше сопло и соответственно расход?Странно получается,учите Вы по таблице,но подбирать по ней ничего не собираетесь.Может РД 5Р.****-**? Давайте заменим сплав на нержавейку с такими же условиями.1 балл
-
Это технологическая планка использовалась при правке лонжерона и установке кронштейна полурессоры на место. Варилась полоса продольными прихватками. После правки была удалена.1 балл
-
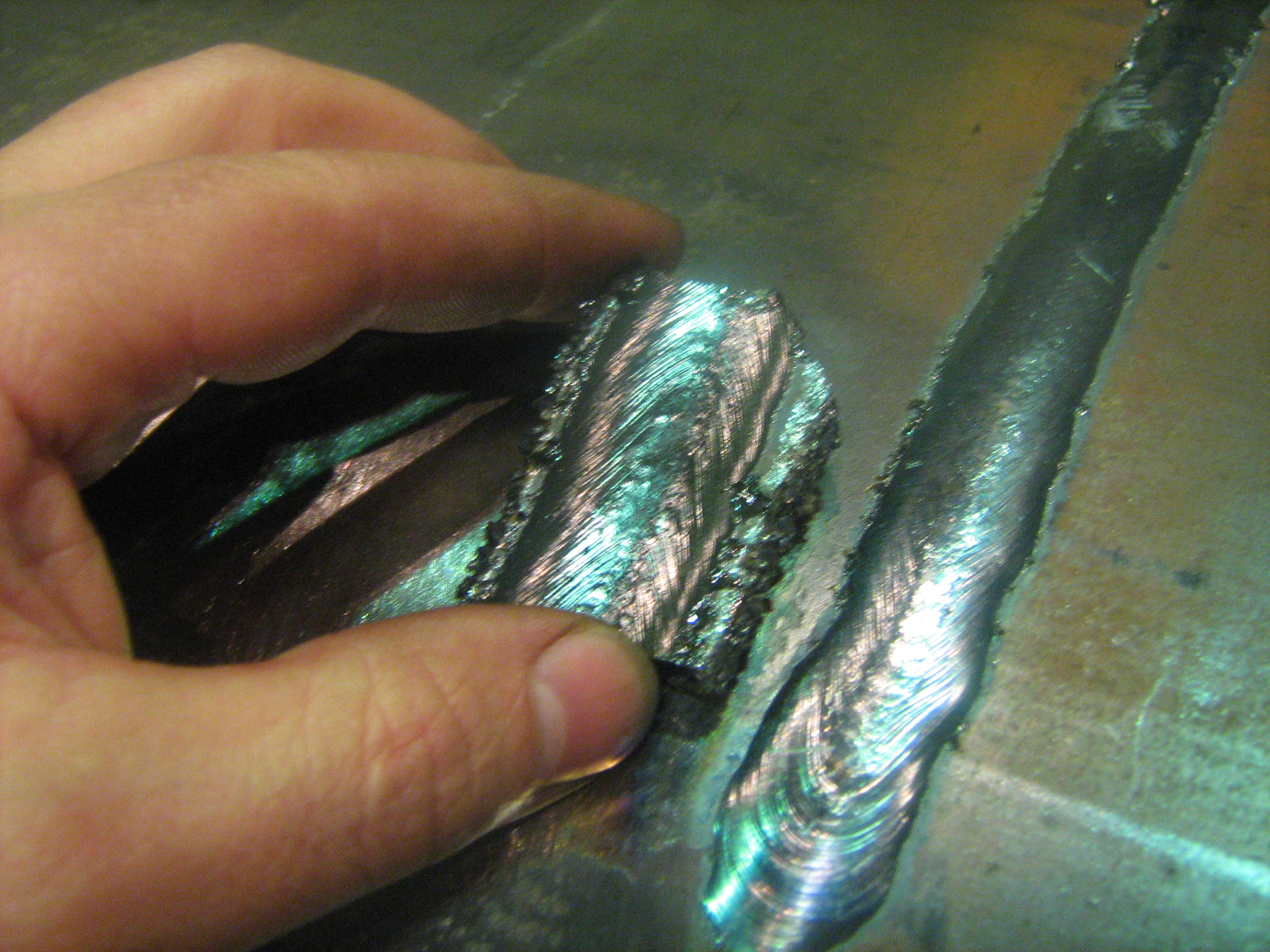
ESAB LAF 1250. "настроечные" швы: флюсовая корка
1 балл
-
Вот про такую трубу я писал #220
1 балл
-
Да . И к ним пару поперечных усилителей , как на тех самых телегах , а если еще и швеллер с косынками кинуть меж быков - совсем мертво получится . На фото видится что нижний болт почти у полки . Качает быки в стороны , особенно на крутых поворотах - ломает их сильно , наблюдал специально , потому и трещина начинается над заводским тавровым швом примерно по середине быка обычно ... как трещина доходит до края быка (того самого края - нагруженого) - отламывает полку вместе с быком . В боковом направлении и надобы усилять. Ну а в общемто нормально все - походит Ваша телега . На фото электрозаклепка на балке - примерно полтора года ей, так к слову.
1 балл
-
@avaks раздел на форуме Выгодные предлжения. там "манагерам"и "барыгам" воля-вольнаяhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifи чем хороши ваши предложения,там можно объективно и конструктивно рассказать,ещё лучше показать...http://websvarka.ru/talk/public/style_emoticons/default/cool.gif.... мы люди мирные,войны не желаем.......http://websvarka.ru/talk/public/style_emoticons/default/cool.gif1 балл
-
лифтерагазопорошковый методпорошок т-термо№20москвич
1 балл
-
Лонжероны полуприцепа прогнулись вниз - это видно на приведенных выше фотографиях , что нижнюю полку лонжерона оторвало и стенка вогнулась внутрь на правой стороне, а на левой - наружу. Сечение лонжерона представляет собой несимметричный сварной двутавр. Пришлось править с помощью пропанового резака и двадцатитонного гидравлического домкрата. Для этого пришлось сначала с помощью термической правки выровнять стенки лонжеронов, потом их разрезать до верхней полки двутавра. http://i021.radikal.ru/1203/a2/03b0f54a58a9.jpg Домкрат устанавливал под кронштейны заднего противоподкатного бруса, прямолинейность лонжерона контролировал струной и …, не смейтесь, ниткой. http://i027.radikal.ru/1203/d1/e1a571c268bf.jpg На правую сторону был подготовлен швеллер №24 L=3,1 м со срезанной резаком нижней полкой и прорезанными им же отверстиями под болты М16 и электрозаклёпки (пробочное соединение). Швеллер повело, но несильно, при монтаже на лонжерон его удалось выровнять с помощью болтов. http://s51.radikal.ru/i131/1203/49/aff42b589c18.jpg http://s54.radikal.ru/i146/1203/7a/c7b4c411e3e9.jpg А вот на левую сторону устанавливался швеллер №22 L=3,6 м также со срезанной нижней полкой, который тут же выгнуло дугой. Его пришлось править горячей правкой с надрезом в трех местах верхней полкой и последующей сваркой этих надрезов по месту после монтажа на лонжерон. Швеллеры притягивались болтами к стенкам двутавра, сварка осуществлялась прерывистыми, продольными швами швами по периметру швеллера. Плюс электрозаклёпки. Под болты с обратной стороны лонжерона ставился вертикально швеллер №20 L=0,37 м, который после затяжки болтов обваривался. Оторванные «быки» были установлены на место домкратом, контролируя их положение по «устоявшим» кронштейнам. Сварка в несколько проходов АНО-21 диаметром 3 мм на максимальном токе (каком - не знаю, так как аппарат самодельный). Усилены косынками толщиной 10 мм с двух сторон. Визуальный анализ швов оторванных «быков» показал, что был заводской непровар швов (они как бы «отлипли» без вырыва от нижней полки) , что и выявили окраинские дороги. http://s017.radikal.ru/i431/1203/ea/b8679f779b2c.jpg http://s61.radikal.ru/i174/1203/85/e8b95c9b481a.jpg1 балл
-
сейчас в Воркуте тянем теплотрассу,а до того в Усинске на лукойловских трубопроводах работал,так что заметил ,что для неповоротнах стыков там все используют LB-52U,2.6 по корню,3.2 на облицовку, безотрывной дугой,лучше всего конечно с выносным потенциометром, я его малость доработал,приклеив магнит на корпус,теперь леплю его под левую руку прямо на трубу,ток можно регулировать прямо по ходу процесса,шов получается отличного качества.Переехал в Воркуту,здесь УОНИ 13-55, трех разных производителей,характеристиками отличаются кардинально,от полного сходства с LB,до полного барахла,потому как поработав с LB,поневоле начинаешь считать его за стандарт1 балл
-
Вот чем я занимался пока нечего было делать))).Любимую кружку разбил,а пить горячий кофе из обычной банки без ручки как-то неудобно) - (труба 100,"ручка2- кусок импульсной трубки) )
1 балл
-
привет я из белоруси работаю только с трубоми, попробуй научится делать одинаковые колебания с одинаковой скоратью подьема по трубе. Алутше сразу начни с поваротных стыков по тойже техналогии а корень срабу проходи бегла, а облицовкай перекрывай корень научишся нормально поваротные через пару недель начнут получятся неповаротные это да1 балл
-
тренировка - мать ученья.Мыкола,извини,но всё .что ты говоришь бывает только разве что на база или в центра обучения. Ты говоришь потенциометры,а тут ,бывает,инвертор не к чему подключить.приходится от освещения всякими шпионами запитываться.1 балл
-
Господа доброго Вам времени суток Мне кажется немного отошли от вопроса сварного. Я вот уже 20 лет варю трубы в строительстве,зачастую электроды марки уони13/55 без отрыва в любом пространственном положении с подбором тока зазора и т.д. Для подбора непосредственно на месте использую самодельный реостат(гитара)Собственно моё мнение Это чутьё металла,(его текучесть) координация движений и скорость перемещения электрода.В общем-то не у всех это получается при всём желании наверно не всем это дано(моё мнение) О поворотных стыках я не говорю, это не серьёзно.1 балл
-
Пришел в нашу компанию шляпа короче, преподносил себя круто, естественно в адрес сварного, но швы на емкостях, как вертикальные так и горизонт выполнял, как бык Пос..л. Соответственно с его колокольни все ништяково, ибо кто у смотрит согрешения свои, Но с другой стороны, коллеги Грека, вызвало бурную реакцию кривизна Сварочных стыков Шляпы. Грек был известен среди сварщиков своими четкими швами, порой что с робота, что с его руки было не отличить. Имел Грек и репутацию завистную и увесистый рюкзак опыта в различных не хилых компаниях, для многих. Не выдержав подобной кривизны, Грек упрекнул Шляпу в его работе. Шляпа остался на едине с собой и гнев его точил. Войдя в будку на перекуре, не сдерживая гнева, говорил Греку: Да ты знаешь где я работал и что варил?! Тааак, ну ка Ну ка где и что? Подойдя к нему ближе, с интересом возгласил Грек. Шляпа поднял ладонь и начал загибать пальцы на левой руке:завод такой то, атом.станция такая и такая, газ.провод, самолеты, з.королев(космические корабли)и так далее... Когда выпущен был пар и загнуты все пальцы на обоих руках, Грек ответил, а ты знаешь где я работал? Тишина была среди мужиков, все застыли с интересом, чем все закончится. ГДЕ? Резко и ехидно спросил Шляпа. На железобетонном заводе! И знаешь, что там варил? Ну и?! С кривой улыбкой Шляпа. Арматуру и заборы. Шляпа вышел из будки тут же, мужики подняли на смех последний ответ Грека, так как знали его умение и разницу в работе с другими. Шляпа стал более стараться после подобного разговора, уже скромность и молчаливость украшала голову его.1 балл
-
Того "требователя" нужно заставить обеспечить сварщика инверторным сварочным аппаратом с дистанционным потенциометром, позволяющим корректировать сварочный ток в процессе сварки. Самому сварщику выбрать электроды для сварки корня тонкие (2 - 2,5мм)с тугоплавкой обмазкой, обеспечивающей концентрированную дугу. Сварку вести на короткой дуге, используя функцию Arc Force: http://www.kemppi.ru/articles/funkciya_arc_force_i_hot_start/index.htm Техника сварки: обеспечить равномерный провар кромок за счет быстрых колебаний электрода1 балл
-
изготовление топливно - воздушного котла и системы отопления для отопления своей мастерской. По мере поступления инфотмации тема будет пополнятся. Фото моего скромного сварочного аппарата фото высоко технологичного устройства для гибки и прочих нужных вещей мой маленький компресор фото конструкции моего котла до переварки вкусности для котла - 6 тонн обрезков ламината - цена с доставкой 300р ширина котла длинна котла приваренны ребра сплошным швом для улучшения теплообмена фото размещения дымохода и выхода грячей воды в самом верху висит бак из нержавайки для умывальника каждый вечер в нем горячая вода - без использования электроэнергии - а это хорошо на работе такие вещи оч. радуют горячая вода после тяжолого трудового дня! вварка рёбер - это типа мэга батарея от огромной температуры повело дверцы - сейчас занимаюсь их переваркой с удовольствием отвечу на интересующие вопросы тема думаю многим будет интересна в предверии жестокой зимы. Да и у самого накопилось много вопросов но пока нет ответов. Интересуют разные конструкции и технологические решения - кто что знает, делал пишите!
1 балл
-
Доброго времени суток. Про нержавейку много сказано на форуме, но в основном частные случаи,хотелось бы полностью раскрыть сей вопрос .За сочинения у меня и в школе двойки стояли, пишу как умею,а там глядишь народ поддержит)) Всякое дело начинается с подготовки и нержа не любит грязи и смещений, причем от грязи снижается "смачиваемость" и металл приходится буквально вдавливать в корень, в то время как на чистых поверхностях и газе, металл сам "бежит" по зазору. Нержа так же не любит прямой дуги--я лично передаю тепло дуги через расплавленную присадку, стараясь не касаться основного. Она прекрасно варится без зазоров и по наружнему виду ванны можно видеть, что происходит внутри--объясняя кому нибудь этот эффект, привожу пример с мыльным пузырем в пластмассовой хреновинке ( с детства не знаю как она называется)) , при первоначальном разогреве ванна начинает "колыхаться" как тот мыльный пузырь--значит металл проплавился насквозь и можно вести горелку дальше. Под это дело распространена сварка на "УС" . что облегчает сварку даже не опытным людям. После постов Vnuka начал обкусывать окисленные кончики присадки, что не маловажно, ну и где возможно использую "батерфляй"--отттчень он приятен нерже. П.С. Ежель тема разовьется, то ещё чего вспомню.
-1 балл
-
Часто электроды плохие попадаются(400/10т) и без отрыва не варинт, а требования жесткие--одного прижега достаточно, чтоб выслушать лекцию о совести и профессионализме сварщика))) РДС у нас пожарники не любят , к аргону более лояльны и заморочки с прокалкой и термопеналами время тратят.Нержавейку до S-14мм варим аргоном, а свыше на усмотрение ОСТов и заказчика.-1 балл
-
Blazen, еще не мало важный факт при сварке нерж. допустим толстостенной трубы, после прохода корня не забываем про щетку по металлу, чистим первый шов до бела перед заполнением, если есть 3 проход при толщине трубы, чистим и после второго прохода гарь и так до конечного результата. Помним, что гарь на шве мешает корректному переправлению металла и тормозит его переплавку. Лучше чистить, так же как и откусывать горелые кончики проволоки перед сваркой.-1 балл
-
Давненько тут караулюhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif Ну и давать остывать между слоями--по технологии менее100гр, но чем меньше, тем лучше.-1 балл
-
У меня нет предписаний , только совесть . Работодателю срать.-1 балл
-
"Бабышки" и "Сухари" Оттченна облегчают сборку больших диаметров и прямолинейных стыков. Бабышки выпиливаются после провара свободных участков, сухари (поперечные) просто обламываются. На некоторых производствах запрещены к использованию, но у нас применяются.
-1 балл
-
Пошел как то на ВДшку кабеля цеплять и напарник попросил его тоже подключить. Притащил 4е "папы" и подключил к двум ВД306, свою включил, а его оставил. Позже он рассказывает: Отправил монтажника кнопку включить, слышу страшное гудение минут 5 , затем тишина и напруги на держаке нет. Оказалось, что я две массы на один аппарат кинул....... П.С.Начальник бы не зашел на этот сайт)))-1 балл