Активность
- Сегодня
-
 Еще будет подобный выкидон- отбудете с форума..диванный аналитик 21 века.
Еще будет подобный выкидон- отбудете с форума..диванный аналитик 21 века. -
 О-о-о Мастер! Слова не мальчика, а мужа! Аналитическое определение деформаций было выведено ещё в 40-ых годах прошлого века! О....ть! Как Вас на работе держат!
О-о-о Мастер! Слова не мальчика, а мужа! Аналитическое определение деформаций было выведено ещё в 40-ых годах прошлого века! О....ть! Как Вас на работе держат! -
Можно и кувалдой через доску попробовать,как вы выразились,для деликатности.Надо искать приемлемый для себя способ правки:кувалда,домкрат,горелка....
-
Супер! 21 век на дворе, а сваркой ползуемся как в конце 19-го века. Не стыдно?
- Вчера
-
 Бедные руки,обычно голова помогать должна
Бедные руки,обычно голова помогать должна -
чё вы человеку мозговзрывание делаете,в его случае достаточно правки кувадлочкой,да через деревяшечку для деликатности
-
Перед сваркой выгибаете в обратную сторону на подкладках,фиксируите струбцинами,ворите,после остывания снимаете.высота подкладок опытным путём подбираете.Варили секции забора(3км)по 3метра,5 секций на подбор обратного изгиба,остальные все как струна прямые
-
Чем меньше наплавленного металла,тем меньше деформация. Шов на противоположной стороне? Это та же термическая правка:металл нагревается,расширяясь упирается в холодные слои,деформируется,затем при охлаждении уменьшается в объеме.Возникают напряжение сжатия,которые компенсируют противоположные.Можно горелкой нагреть участок.Можно сделать разрез и заварить. Можно просто наплавить валик ,суть одна-нагрев металла. Если это серия деталей,то лучше применять механическую правку. Кондуктор,упоры и домкратом устранить изгиб. Приводил примеры,только с валом. Там надо ловить десятки-с 12мм на 0,15мм,что сложнее ,чем в данной конструкции,но принцип один и тот же. А этот вал под 200-тонный пресс,затем доводка термоправкой. С короткими валами сложнее.Просто примеры устранения деформаций.




-
 amzel присоединился к сообществу
amzel присоединился к сообществу -
 Буквально вчера варил станину для скамьи. Проваривал в узлах только продольные швы. Ведёт значительно меньше. Иногда, "для выровнять", кладу просто шов с противоположной стороны стыка. Излишек металла стачиваю.
Буквально вчера варил станину для скамьи. Проваривал в узлах только продольные швы. Ведёт значительно меньше. Иногда, "для выровнять", кладу просто шов с противоположной стороны стыка. Излишек металла стачиваю. -
Варианты ремонта коробки. Трещина в посадочном месте подшипника. Трещина протяженная -по дну с выходом на плоскость.В данном случае:разделка,сварка.После сварки образуется эллипс,затем подгонка под диаметр подшипника. Следующий вариант-срезать ребро жесткости,чтобы получить доступ горелки к месту сварки,в гнездо вставить подшипник . Разделка на 1/2 толщины и сварка. Усадка даст неравномерный обжим стенок;подшипник извлечь. Подгонка будет несколько проще. В идеале на координатно-расточной станок.



-
Механическая правка.
-
думаю, надо поиграться с режимом сварки, а лучше уйти от сплошного обваривания. Оно вам зачем? (я про сплошные швы) Если шов довольно толстый или провар в глубь довольно существенный, что прогревает длинную деталь, то поводки будут. Если уменьшить нагрев, то должно помочь. А еще, пройтись горелкой с обратной стороны, специально прогревая с обратной стороны. Но это уже так, из области фантастики. Просто есть изделия, где именно прогрев с обратной стороны позволяет уходить от таких поводок. ну или после сварки, править механически...
-
Попробуйте после сборки под место сварки подсунуть арматурину и нагрузить концы конструкции так, чтобы получился обратный прогиб 3- 5 мм. Обвариваете стыки и разгружаете после полного остывания. Потом двигаетесь на следующий стык. Можно попробовать распараллелить- рядом обваривать несколько поддонов. Один остывает- другой готовится. Уже сваренные можно попробовать отрихтовать механически, или горелкой. Напротив стыка (с обратной стороны) нагреть горелкой стенку трубы длинрой 3- 5 см до тёмно- малинового свечения (быстро нагреть) и оставить остывать. Естественно, с обеих сторон поддона. Должно в обратную сторону потянуть. Со следующей парой стыков производить такие же манипуляции только после полного остывания и промеров геометрии. В чертеже на поддон должны быть указаны отклонения. Как только достигаются размеры в допусках- надо правку прекращать (лучшее враг хорошего).
-
Сразу надо об этом говорить.
-
Я согласен на все 100 но я не являюсь дипломированным сварщиком и к сварке прибегаю крайне редко, нужно сварить эти поддоны,а сварщика специализированного нет. Поэтому и решил спросить совета у понимающих людей.
-
 kvn1925 присоединился к сообществу
kvn1925 присоединился к сообществу -
Это как пробовать писать карандашом,взяв его за вершину или за часть близкую к заточке...никакой разницы нет между электродом и карандашом.
-
Пока не поймет принципиальных вещей,то не поймет ничего во всем разнообразии деформаций,возникающих при сварке.Если бы деформация этого поддона была единичным случаем,то разговор был бы другой,а так, что не св.шов,то деформация.
-
Зачем читать, когда можно спросить?
-
И не поможет- физику не отменишь. Усадка металла гнёт профиль. Поможет закрепление и обратный выгиб. На каждой перекладине выгиб 3- 5 мм- значит после сборки нужно сделать подкладочку под каждый обвариваемый узел и нагрузить хвосты...
-
Только же была информация.Вы что-то читаете или нет? https://websvarka.ru/talk/topic/20885-svarochnye-napryazheniya-i-deformatsii/#comment-509939
-
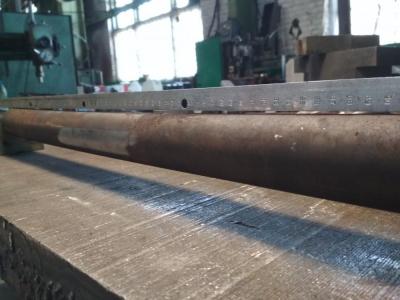
Доброго времени суток,господа вопрос следующего характера, с профильной трубой сталкиваюсь впервые, нужно поварить поддоны (пример изделия на фото). Но вот никак не могу понять, при обваривании перемычек, поддон становится как лыжа. Есть ли решение этой проблемы? Начинал обваривать с центра, с краев, с лева на право и т.д. Ничего не помогает. А изделие должно быть ровным. помогите пожалуйста советом)


-
 Azovsk присоединился к сообществу
Azovsk присоединился к сообществу -
поэтому не выбрасываю не догоревшие электроды (ну треть, четверть если остаются). Иногда надо довольно точно спозиционировать и небольшой огрызочек идет в помощь. Правда и электроды должны быть качественные. Я раньше не обращал внимания. А когда попробовал более качественные, понял, что это очень огромная разница, когда в процессе горения электрода обмазка обгорает ровно, как перевернутая чашка. А когда дешманские элекроды берешь и обмазка горит не ровно, то и дуга начинает бегать. Поэтому на дешманских и огрызочки не очень то в помощь, стукнул разок и часть обмазки отлетела. Тогда о каком качестве сварки говорить и стабильности? Такие электроды хоть и не догоревшие в помойку, только свои нервы портишь. А еще хуже - время.
- Последняя неделя
-
https://www.yaplakal.com/findpost/133772491/forum2/topic2777932.html
-
...проводил лабораторную работу на эту тему, довел все до идеала , на следующий день решил закрепить результат последний контрольный., ать а результат ни такой , проверил все параметры все на месте кроме флюса -Б\Ушного было намешано больше допустимого .
-
Давеча особенно это отметил. На второй половине электрода процесс формирования шва в моем случае значительно стабилизируется.
















