Активность
- Последний час
-
Да, пароводяной котёл. Всего на 120л. Тиг сваркой хочется обойтись
- Сегодня
-
 KuznecSib присоединился к сообществу
KuznecSib присоединился к сообществу -
если это Паро Водяной Котел, то зависит от размеров , ведь если он на несколько кубов по объему, то варить будете долго. В таком случае все же МИГ\МАГ будет предпочтительнее. Ну и плюс там всякие коробления, поддувы газом... это же какой тогда расход газа будет, даже если тем же АЗОТом защищать?! В целом, солидарен с другими ответами.
-
Мой список критериев, когда вопрос стоимости не стоит и не лень перезаряжать полуавтомат: 1. Чем лучше владеешь 2. Что проще/удобнее применить в данной ситуации 3. Технологические ограничения, требующие именно ТИГ сварки или пайки. В итоге побеждает или полуавтомат или друг с ТИГ-горелкой т.к свои первые шаги в ТИГ я только начинаю, поэтому лично к нему прибегаю пока что в п.3. Если смотреть с точки зрения профессионального применения, то ТИГ универсален и для разноплановых задач, а полуавтомат для объемов, где не надо разделять во времени процессы горения дуги и подачи сварочного материала.
-
Если параметр скорости сварки превалирует, то выбирают более скоростной способ, с осознанной небольшой потерей в качестве. Если долго сидеть-варить не скучно, то выбирают способ, дающий максимальное качество. Еще, как вариант, пониженная квалификация исполнителя (если уж совсем с исполнителями или со временем туго - зовут робота).
-
Всем, привет. Ребята, подскажите,пожалуйста, хочу сварить ПВК, как лучше варить своим телом или с присадкой? Сталь 304 2, 3мм толщиной, аппарат Аврора 200
-
 RekanBY присоединился к сообществу
RekanBY присоединился к сообществу -
Всем добрый день! Вопрос технологический: Нужно сварить две детали из алюминиевого сплава. Назначение - ничего "военного" или экстремально нагруженного... Есть: 1. Аппарат для TIG-сварки со всем необходимым. 2. Полуавтомат MIG/MAG, алюминиевая проволока, тефлоновый канал, аргон и пр. 3. Как доп. вариант есть даже алюминиевый припой с флюсом для пайки. В каких случаях предпочтительнее использование полуавтомата, в каких случаях - TIG, почему? Вряд ли технология сварки алюминия полуавтоматом существует, как "вариант для бедных"..., наверное у нее есть в чем-то свои преимущества и недостатки... По каким критериям происходит выбор технологии при равных возможностях? Хотелось бы с этим как-то разобраться.
-
 smux1986 присоединился к сообществу
smux1986 присоединился к сообществу -
Вот и я взял Fronius - бросился изучать. Инструкция 200 страниц - поплыл. Пока дочитал до конца - сначала уже забыл. Настроек 2 этажа подменю. А что дает каждая настройка не говорится. Крутил, экспериментировал пару недель. Потом забил и работаю на вшитых программах. Надежность - ДА. Синергетика - Да. Но иногда в некоторых режимах мне кажется что минимиг 200 интереснее варит. Есть еще разные аппараты для сравнения - но у каждого есть свои ньюансы и изюминки. К любому аппарату привыкать надо.
-
Я в советской школе учился, давно это было. В любом случае, спасибо за наставления, всем присутствующим и не равнодушным. Бывает у меня такое, смотришь в книгу, видишь... одно, потом носом ткнут, глядь, ааахх а там по другому писано.
-
В школе так учили, повторение мать учения. А это Альберт Германович Эйнштейн говаривал (якобы). Так что, школы разные бывают.
-
Таки да, не внимательно читал n= от 0,5S до S, b = предельные отклонения до +0,5 при толщине до 3мм . Глаза квадратные, как говорил мой наставник, когда вождению учился. В школе так учили, повторение мать учения.
-
Признак сумасшествия: делать одно и то же, одним и тем же способом и ожидать другого результата. Ну нет такого соединения У4, когда вторая пластина вровень с торцом первой. Сварное соединение У4 получается сплавлением торцов пластин, а не сквозным проплавлением всей толщины (попробуйте 12 мм проплавить). И зазор b там не предусмотрен. В номинале b=0, а указанный зазор b - это предельное отклонение, там прямо буквами этими написано (предельное отклонение - это допущение, что подгонкой деталей могут заниматься криворукие). Создав зазор, получают усиленное окисление обратной стороны корня шва. Оксидная пленка имеет большую прочность и не дает сварочной ванне протекать с обратной стороны (кто умеет, этим свойством пользуются, чтобы ванна не упала), и чтобы ванну провалить нужен большой ток, с риском что всё соединение рухнет вам на коленки. В идеале, соединение У4 должно быть с n=S, но так возникают трудности с позиционирование деталей относительно друг друга, так что разница - для позиционирования.
-
Есть что сказать на эту тему? А то сидим с новомодными 20 кГц и кондовым кабелем КГ-ХЛ
-
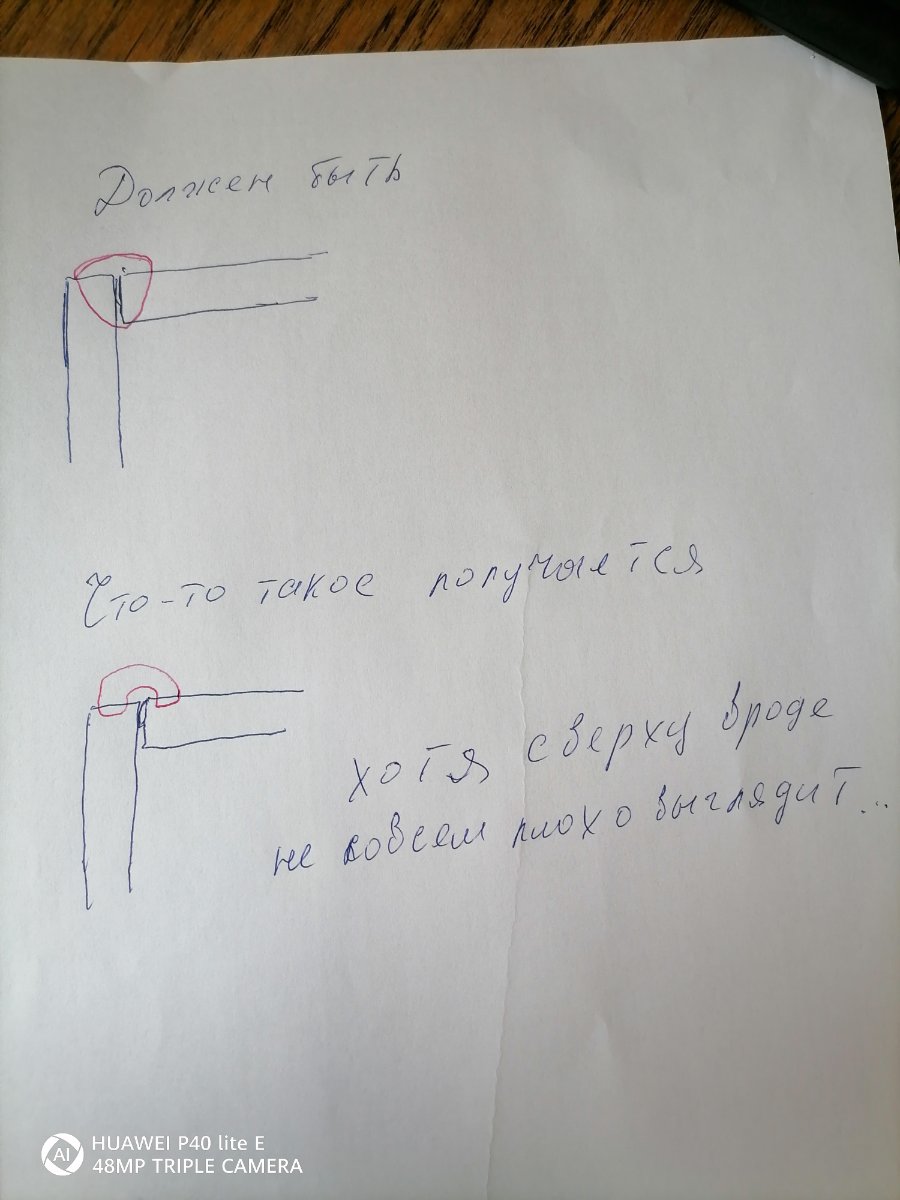
вывод пока один - не получается. потому как А вот его как раз и нету, кроме того как должно быть, погнал снова грызть гранит науки.... млин зубы стираются, не молодой ужо. Согласен, более чем.
-
можно этим заниматься хоть всю жизнь, если не делать выводы и в следствии не делать изменения. Алюминий, любит ТОК!!! Но он же и не любит промедлений. Чуть задержался и хана детали. Тут нужно понимание, что делаешь, как должно быть и что делать если получается то или иное и следовательно практика и еще раз практика, но только с пониманием происходящего. То что получается намазать сверху, это уже хорошо, т.е. достаточно уже большой шаг сделан. Нужно добавлять ток и увеличивать скорость (возможно). Сложно по фото что либо советовать, тут надо смотреть на процесс и помогать новичку в меру своих знаний и опыта. Опытный сварщик по образовавшейся ванне (размеру, блеску и прочее), понимает, что делать дальше, ждать и медленнее процесс делать или добавить току и шпарить на все деньги. НО!!! Не нужно все в кучу мешать, по одному шагу все придет в норму, так все учились. Только значительно проще и быстрее если твою руку и параметры, контролирует знающий. Я вот смотрел как другие варят, но много не мог уловить, именно вопросы: а почему, а как и прочее, лично мне давали ответы, сам я не улавливал некоторые нюансы. Из хорошего: более или менее равномерный валик, более или менее равномерная чешуя. А еще важно, что блеск шва получается. Это очень важно. И это зависит не только от чистой поверхности и качества газа, но еще и от режима, частоты, баланса и тока. Следовательно, чтобы в дальнейшем этим пользоваться, нужно это фиксировать.
-
Пример: новая запчасть от велосипеда, покупал за 600р. Оказалась не нужна - выставил за 100р. Звонок "Ты мне ее не привезешь в другой район города?".
-
 Присоединяюсь к поздравлениям. С днем рождения!
Присоединяюсь к поздравлениям. С днем рождения!
-
 Игорь, с Днем Рождения! ...вот вчера употребил рюмочку кальвадоса - как чувствовал!
Игорь, с Днем Рождения! ...вот вчера употребил рюмочку кальвадоса - как чувствовал! -
С Днём Рождения ! Всех благ !
-
 С днем рождения,товарищ Игорь.
С днем рождения,товарищ Игорь. -
24 марта у нашего Товарища Игоря (Copich) День Рождения. Всего Тебе наилучшего Игорь. Я думаю многие присоединятся к Поздравлению.
-
В ГОСТе указана ручная сварка с присадкой, а такое вообще возможно? Я конечно не претендую на какие-то заявления, истины и утверждения. Просто малость в растерянности, хоть чуть бы получилось, а то вообще ноль. Фото не все, пол дня резал, сваривал, резал, сваривал.... А по итогу "Мыло и мочало, начинай с начала"
-
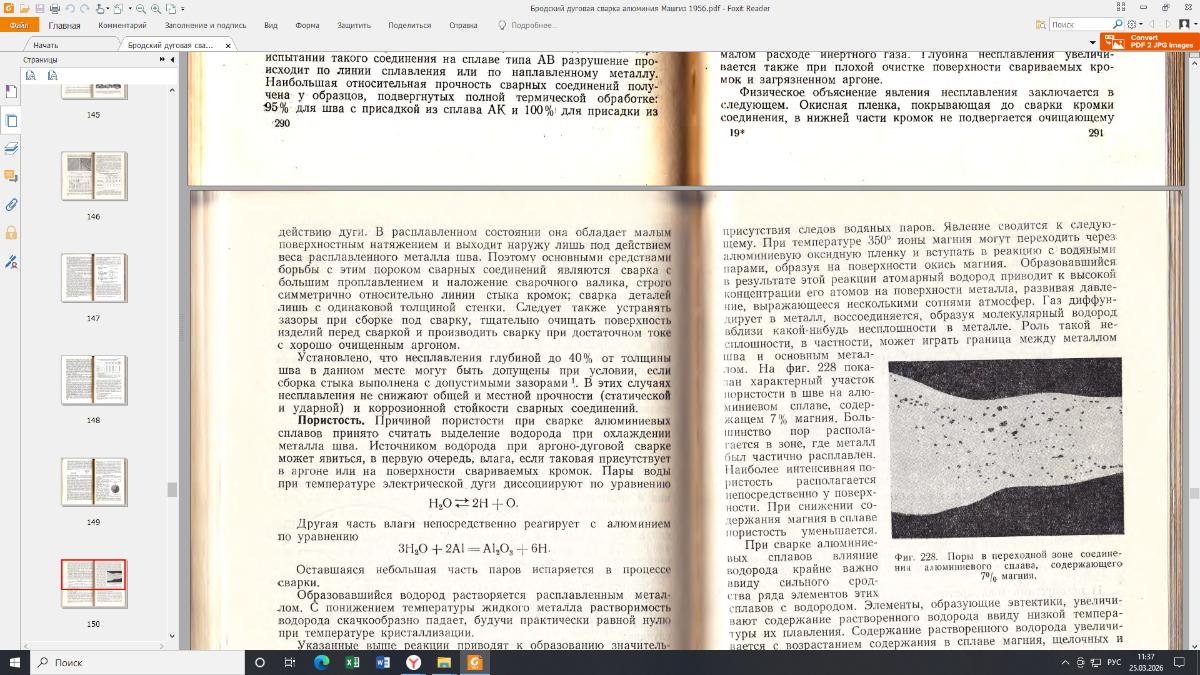
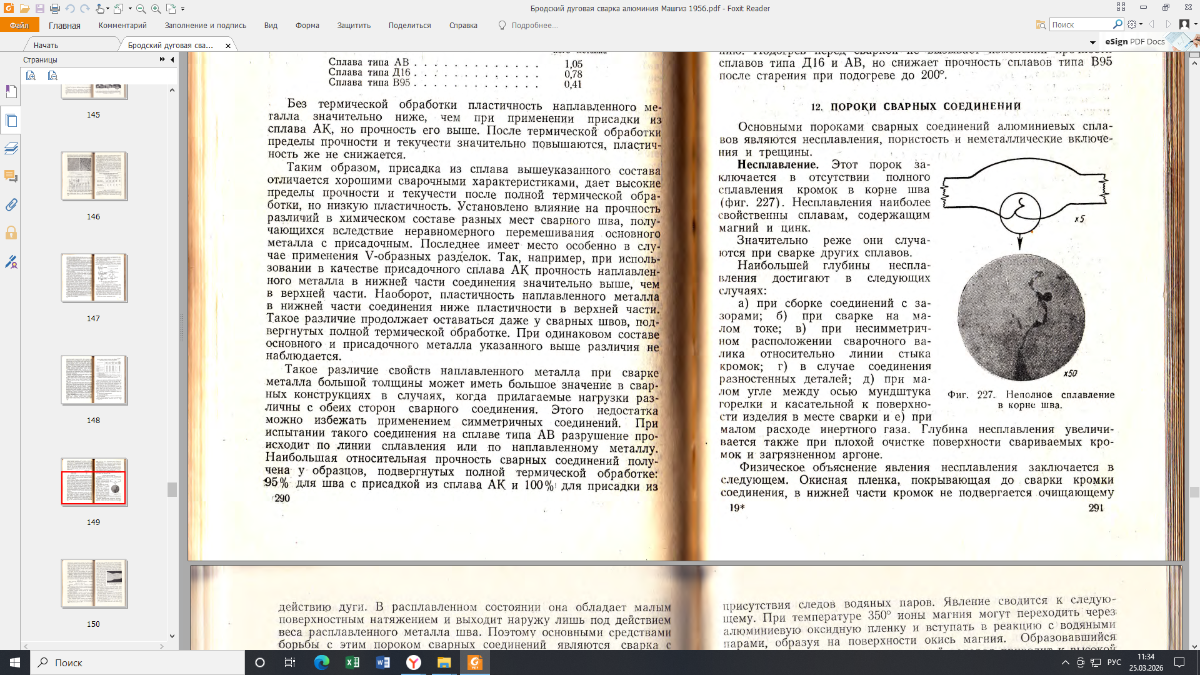
"Наибольшей глубины несплавления достигают": а) при сборке соединений с зазорами (ГОСТ допускает зазор, пробовал и так и так) б) при сварке на малом токе(ток крутил от 80 до 165) в) пр не симметричном расположении сварочного валика относительно линии стыка( а вот тут засада, не получаца, держим стык посередине, то вертикальная стенка оч.сильно оплавляется и падает вниз), г) и Д) отпадают е) при малом расходе газа (от 6 до 10л мин по шарику, черноты не было, только когда горелку отводишь сильно далеко) "Поэтому основным средством борьбы является сварка с большим проплавлением ...... и дальше по тексту... Вот этого самого проплавления достичь то и не получается....
-
Не не помогли, кожаные, короткие, сжёг запястье, с рублёвую монету с волдырём и сниманием шкуры. Надо что-то типа как hvr63 показывал, или краги тонкие.
-
Припои по алюминию это не присадки типа 4043, 4047 и 5356, я правильно понимаю? Что типа такого? Таких пока нет, не дорос ещё. Искал живое мест где присадка цеплялась и потом от неё наплавлял, выросла хорошая блямба.
- Вчера
-
Ток пробовал от 78 до 165А по показометру. При высоких тока более 100А шешуйки сливаются и ванна расплывается сильно, не успеваю.