Активность
- Последний час
-
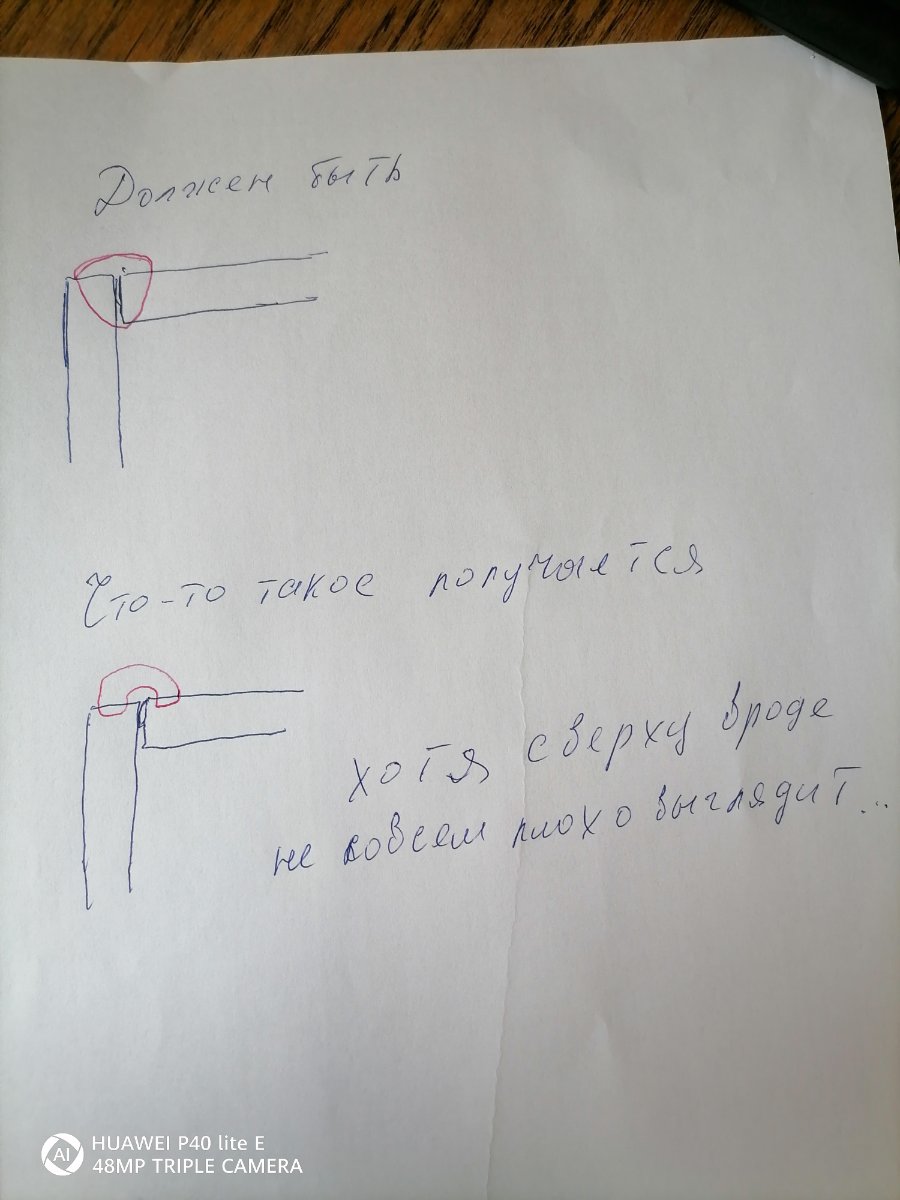
Признак сумасшествия: делать одно и то же, одним и тем же способом и ожидать другого результата. Ну нет такого соединения У4, когда вторая пластина вровень с торцом первой. Сварное соединение У4 получается сплавлением торцов пластин, а не сквозным проплавлением всей толщины (попробуйте 12 мм проплавить). И зазор b там не предусмотрен. В номинале b=0, а указанный зазор b - это предельное отклонение, там прямо буквами этими написано (предельное отклонение - это допущение, что подгонкой деталей могут заниматься криворукие). Создав зазор, получают усиленное окисление обратной стороны корня шва. Оксидная пленка имеет большую прочность и не дает сварочной ванне протекать с обратной стороны (кто умеет, этим свойством пользуются, чтобы ванна не упала), и чтобы ванну провалить нужен большой ток, с риском что всё соединение рухнет вам на коленки. В идеале, соединение У4 должно быть с n=S, но так возникают трудности с позиционирование деталей относительно друг друга, так что разница - для позиционирования.
-
Есть что сказать на эту тему? А то сидим с новомодными 20 кГц и кондовым кабелем КГ-ХЛ
-
вывод пока один - не получается. потому как А вот его как раз и нету, кроме того как должно быть, погнал снова грызть гранит науки.... млин зубы стираются, не молодой ужо. Согласен, более чем.
- Сегодня
-
можно этим заниматься хоть всю жизнь, если не делать выводы и в следствии не делать изменения. Алюминий, любит ТОК!!! Но он же и не любит промедлений. Чуть задержался и хана детали. Тут нужно понимание, что делаешь, как должно быть и что делать если получается то или иное и следовательно практика и еще раз практика, но только с пониманием происходящего. То что получается намазать сверху, это уже хорошо, т.е. достаточно уже большой шаг сделан. Нужно добавлять ток и увеличивать скорость (возможно). Сложно по фото что либо советовать, тут надо смотреть на процесс и помогать новичку в меру своих знаний и опыта. Опытный сварщик по образовавшейся ванне (размеру, блеску и прочее), понимает, что делать дальше, ждать и медленнее процесс делать или добавить току и шпарить на все деньги. НО!!! Не нужно все в кучу мешать, по одному шагу все придет в норму, так все учились. Только значительно проще и быстрее если твою руку и параметры, контролирует знающий. Я вот смотрел как другие варят, но много не мог уловить, именно вопросы: а почему, а как и прочее, лично мне давали ответы, сам я не улавливал некоторые нюансы. Из хорошего: более или менее равномерный валик, более или менее равномерная чешуя. А еще важно, что блеск шва получается. Это очень важно. И это зависит не только от чистой поверхности и качества газа, но еще и от режима, частоты, баланса и тока. Следовательно, чтобы в дальнейшем этим пользоваться, нужно это фиксировать.
-
Пример: новая запчасть от велосипеда, покупал за 600р. Оказалась не нужна - выставил за 100р. Звонок "Ты мне ее не привезешь в другой район города?".
-
 Присоединяюсь к поздравлениям. С днем рождения!
Присоединяюсь к поздравлениям. С днем рождения!
-
 Игорь, с Днем Рождения! ...вот вчера употребил рюмочку кальвадоса - как чувствовал!
Игорь, с Днем Рождения! ...вот вчера употребил рюмочку кальвадоса - как чувствовал! -
С Днём Рождения ! Всех благ !
-
 С днем рождения,товарищ Игорь.
С днем рождения,товарищ Игорь. -
24 марта у нашего Товарища Игоря (Copich) День Рождения. Всего Тебе наилучшего Игорь. Я думаю многие присоединятся к Поздравлению.
-
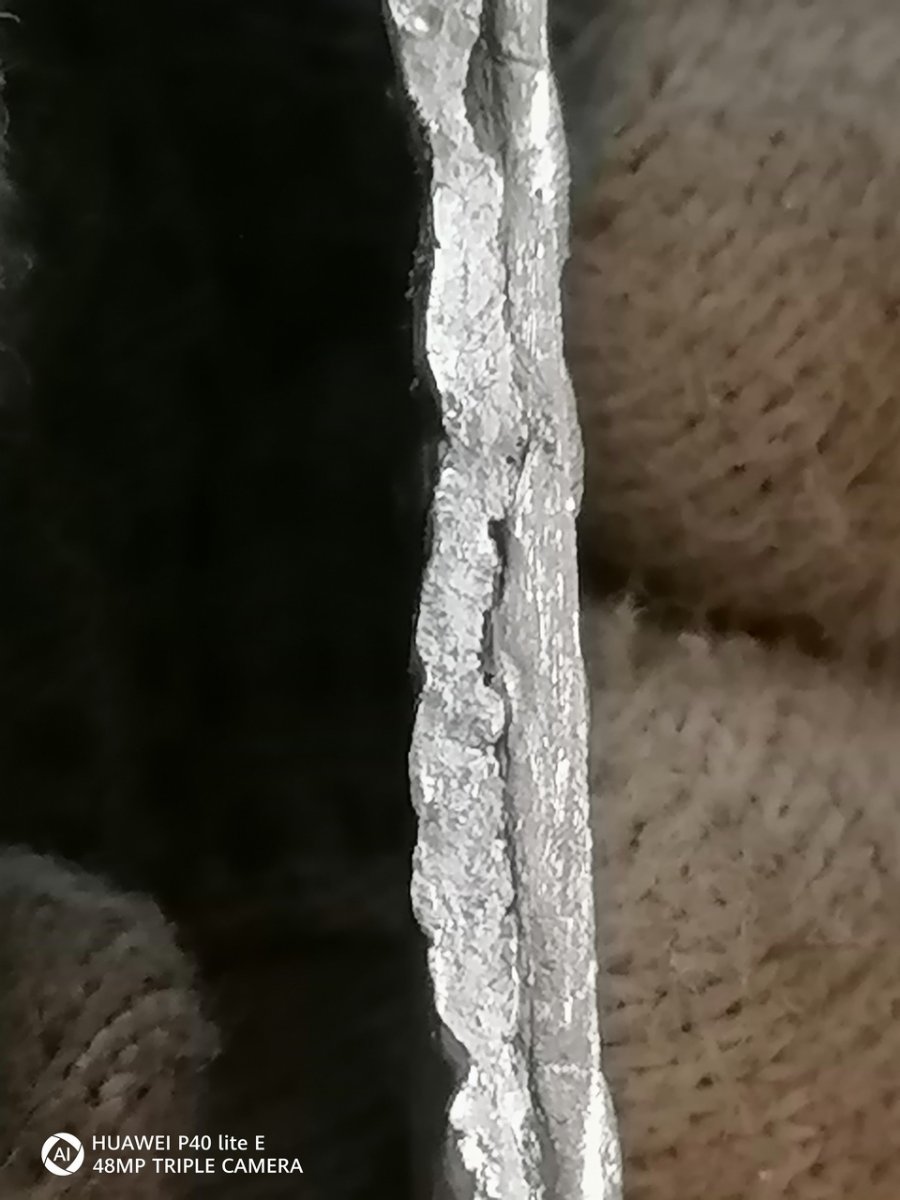
В ГОСТе указана ручная сварка с присадкой, а такое вообще возможно? Я конечно не претендую на какие-то заявления, истины и утверждения. Просто малость в растерянности, хоть чуть бы получилось, а то вообще ноль. Фото не все, пол дня резал, сваривал, резал, сваривал.... А по итогу "Мыло и мочало, начинай с начала"
-
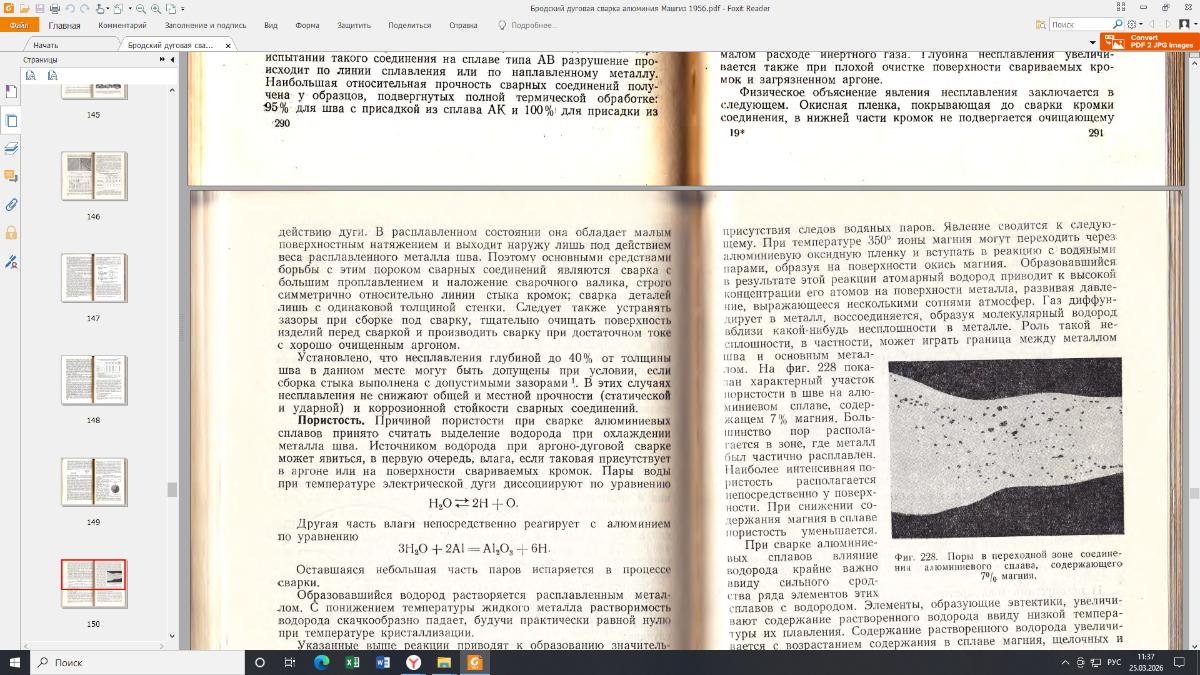
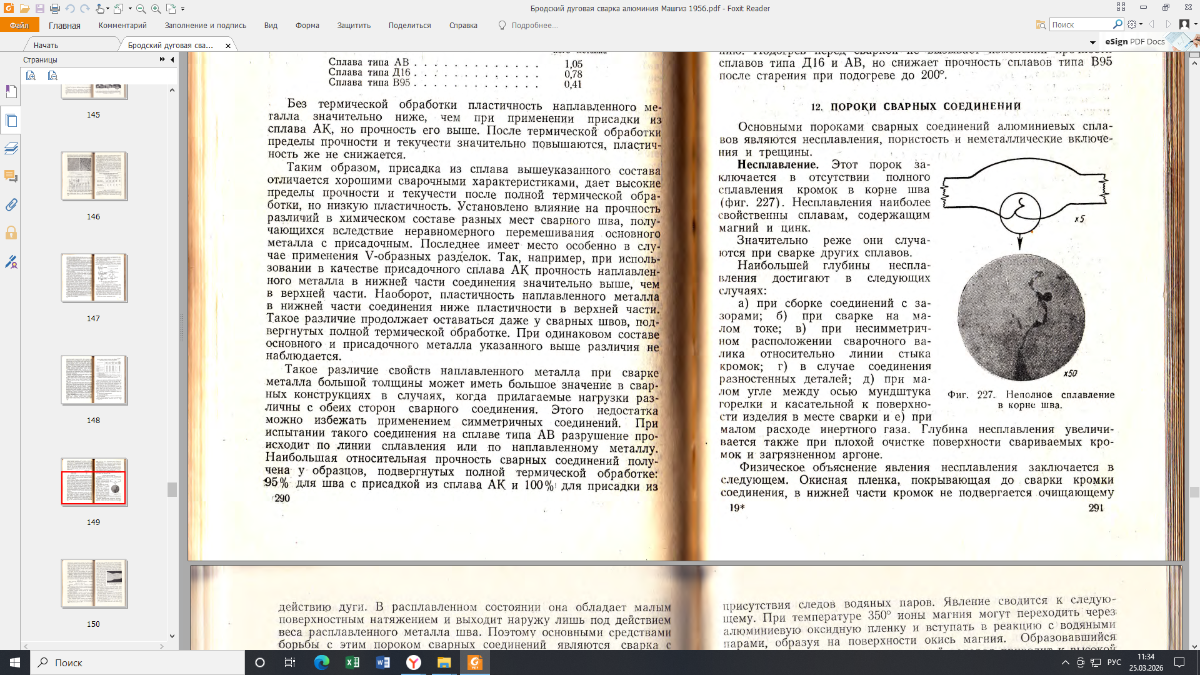
"Наибольшей глубины несплавления достигают": а) при сборке соединений с зазорами (ГОСТ допускает зазор, пробовал и так и так) б) при сварке на малом токе(ток крутил от 80 до 165) в) пр не симметричном расположении сварочного валика относительно линии стыка( а вот тут засада, не получаца, держим стык посередине, то вертикальная стенка оч.сильно оплавляется и падает вниз), г) и Д) отпадают е) при малом расходе газа (от 6 до 10л мин по шарику, черноты не было, только когда горелку отводишь сильно далеко) "Поэтому основным средством борьбы является сварка с большим проплавлением ...... и дальше по тексту... Вот этого самого проплавления достичь то и не получается....
-
Не не помогли, кожаные, короткие, сжёг запястье, с рублёвую монету с волдырём и сниманием шкуры. Надо что-то типа как hvr63 показывал, или краги тонкие.
-
Припои по алюминию это не присадки типа 4043, 4047 и 5356, я правильно понимаю? Что типа такого? Таких пока нет, не дорос ещё. Искал живое мест где присадка цеплялась и потом от неё наплавлял, выросла хорошая блямба.
- Вчера
-
Ток пробовал от 78 до 165А по показометру. При высоких тока более 100А шешуйки сливаются и ванна расплывается сильно, не успеваю.
-
Как по мне - торопитесь или току маловато. Попробуйте все тоже самое, но чуть медленнее вести и поплотнее чешуйки делать. Впрочем я тот еще советчик в этом деле
-
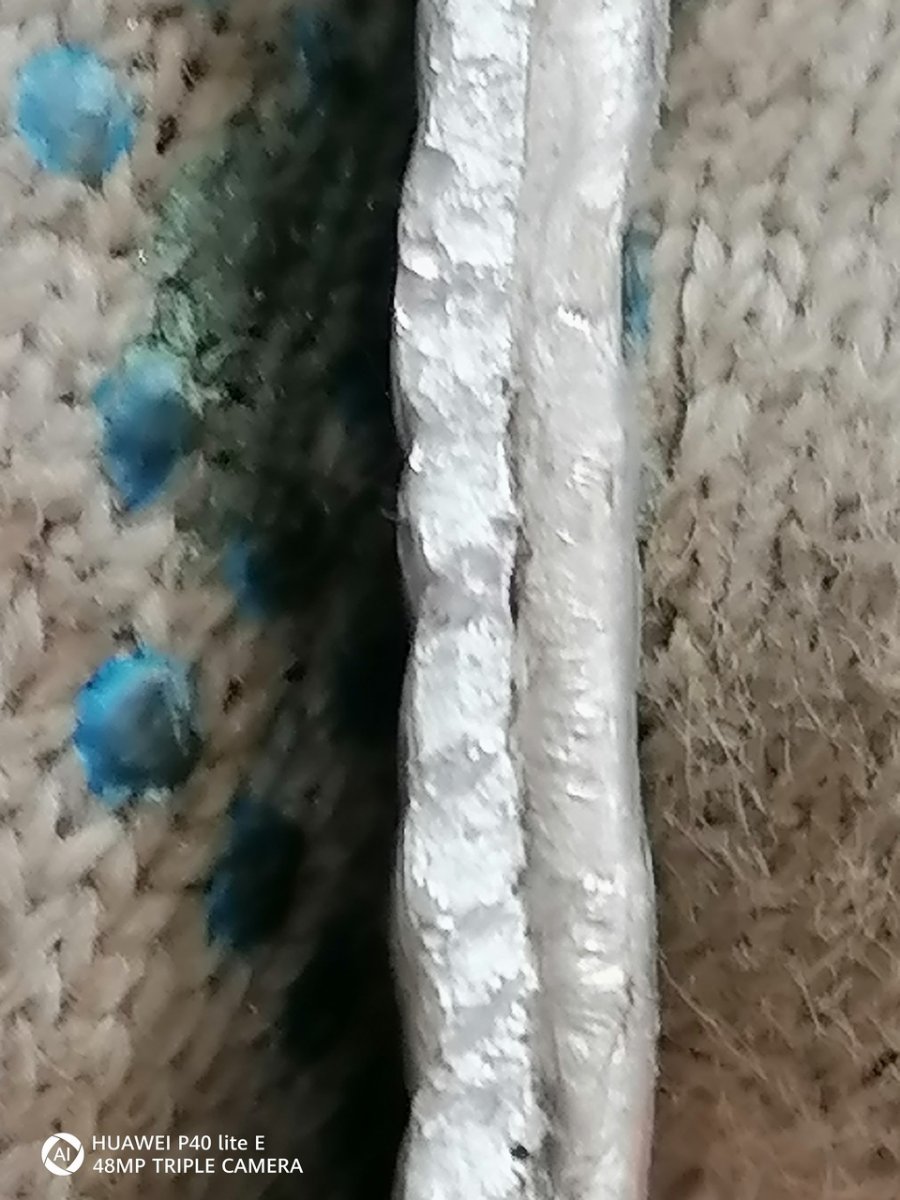
Трубки гур низкого и высокого давления. Не надо бы к ним лезть полуавтоматом,но все равно это делают,а потом приходится городить огород.
-
Печка фольксваген. Трещина по шву 10-12мм. Место не слишком удобное для пайки таких трубок ,поэтому пришлось заплатку ставить.
-
 JosephWoody присоединился к сообществу
JosephWoody присоединился к сообществу -
да, тенденция четко прослеживается. Ищут кто дешево, а еще лучше если бесплатно. А следующий шаг, если сам еще и платить будешь . И еще хотя получить результат, положительный.
-
Как в мультике про Карлсона, когда малышу подарили собачку, как он запричитал собааачка, собаачка. Так и я сегодня впервые - чешууйка, чешууйка, вот прям чешуйка, почти ровная, целых несколько сантиметров. Но тоже без проплавления, т.е. шов не получился. Пол дня провозился, устал, остался не доволен собой, не удовлетворения от работы. "Мыло и мочало, начинай сначала" Читал, что читал, пока толку ноль.
-
Аааай, не так всё сделал, не так. Нет бы посмореть сначала. Ну да ладно, что уж таперь. Соединение У4 почему то в голове отложилось, что советовали b=сделать зазор, по ГОСТу +1, получилось =S, а уважаемый Круазик советил сделать n=от0,5 до S, т.е. сместить по высоте пластины, вместо того, чтобы меж ними зазор устанавливать. Но по итогу делал и с зазором и без, чистил обе стороны сначала кругом, потом шабером, присадок тоже чистил. Иии.. положенного шва так и не добился, от слова совсем. Получается это, то и швом не назовёшь, просто металл сверху навалил. Вроде и ванна виднеется, начинает проседать, присадку подал, но толку, как оказалось при сломе, ноль. Такое очучение, что металл совсем не сплавляется. Зачистка хромает что ли? Хотя, я его ж, кругом, потом шабером, шабером. А камера телефона с 6-х увеличением кажет что плохо чищено, но не вооружённый взгляд одобрительно кивал, слепну что ли? А оно, сверху металл лежит, потом будто не тронутый, но снизу проплав местами, как так-то? Присадки разные пробовал, провод и er5356, результат один и тот же. И ломаются оба по шву. Не грузит фотки, снова сайт тормозит, что за санкциииии?
-
Доделал свою забаву, понягу. Вроде неплохо получилось, удобно. Время покажет, сварка бы не развалилась.
-
Здесь металл то сломали и вывернули адаптор! Я ж в реалии его второй раз делаю. Точнее, в этот раз переделываю и усиливаю. Я тоже люблю красиво делать, но тут шарики у подшипников ломают в этой фирме, а не то что аппарты. Это не для таких клиентов нужно делать. Нет. У нас тут вообще бизнес глохнет. Тем паче этот ещё и через вторые руки. А так да, 3-д принтер штука хорошая и удобная.