Активность
- Последний час
-
Технологически оправданная нижняя граница сварки ММА- 2 мм.
-
Общее правило для ММА процесса звучит как : диаметр электрода не должен превышать толщину свариваемого металла.То есть электродом 2.5 мм сваривать соединение С2 толщиной 2 мм уже херовая идея,но не невозможная.То есть в данном варианте 2 мм рулят.А пятеркой автожесть 0.8мм- это значит ,что товарищи открытые сторонники ЛГБТ.
- Сегодня
-
Я на проф.трубе использую, и в принципе когда ток надо пониже. 2мм пробовал как-то, да так и не распробовал, чтобы однозначное мнение сформировать.
- Вчера
-
Врут, вернее, сильно преувеличивают.И постоянства в этих перфомансах нет.
-
Смотря какого размера и месторасположения.Кольцевой шов на трубе ни начала, ни конца не имеет в геометрии.
-
А еще, товарищи, подскажите, пожалуйста - есть ли разница в рутиловых электродах - наших диаметром 3 мм и зарубежных 6013 диаметром 3,2 мм в отношении скорости сгорания и кол-ва наплавляемого металла? Хоть и разница диаметра составляет всего 6,6%, но, наверное, изменится диапазон токов, возможно, и сам электрод нужно будет подавать медленнее. И по поводу электродов диаметром 2,5 мм - в каких случаях его используют? В книгах пишут, что условно 2 мм металл сваривают электродом 2-кой, а 3-4 мм -электродом 3-кой. Получается, что электродом диаметром 2,5 мм можно пробовать варить как металл 3 мм, так и 2 мм? На ютубе по этому вопросу стоит бахвальство, что "я такой опытный даже автожесть варю 5-кой".
-
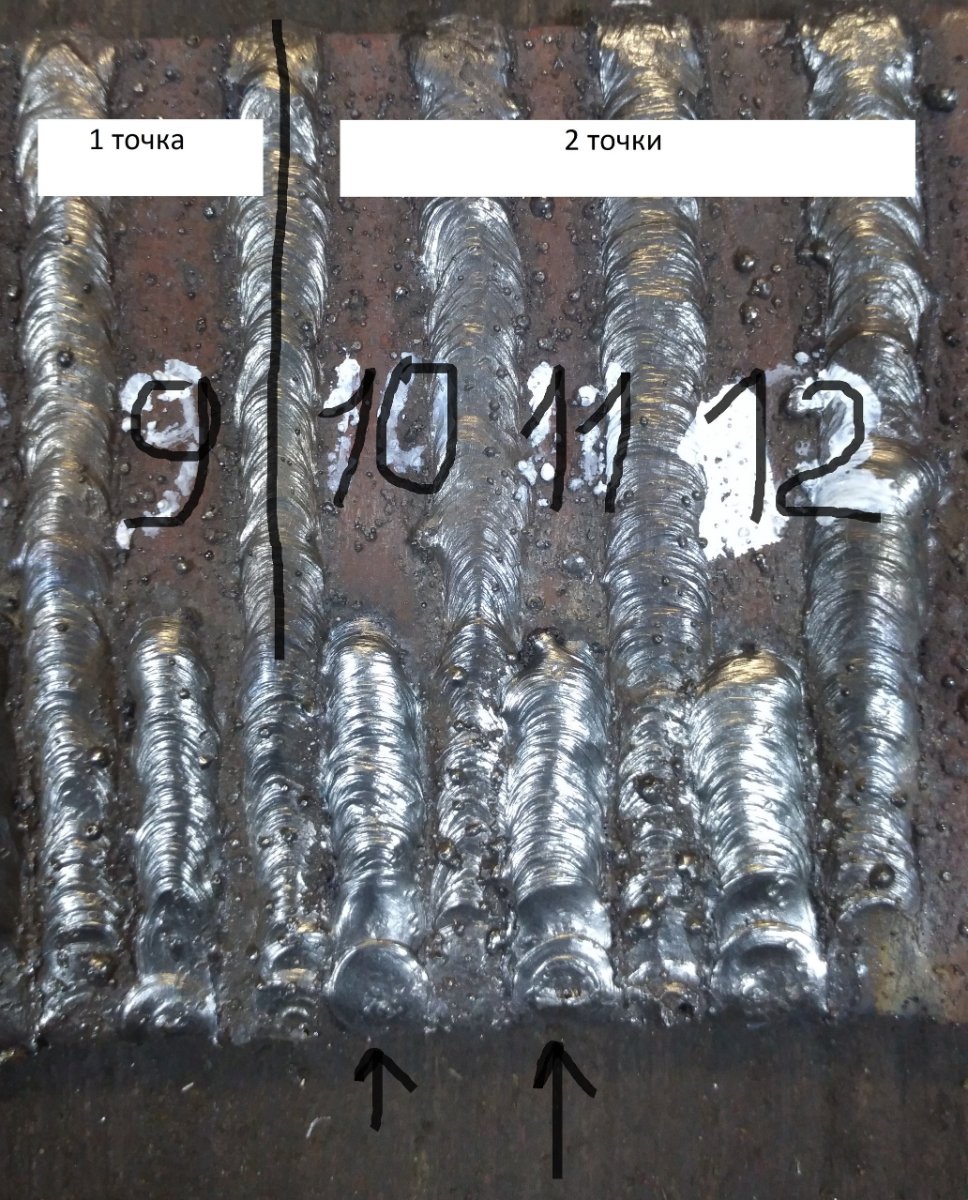
Когда я разглядывал эти кратеры, то тоже заметил, что они имеют вид как будто лопнувшего пузыря. Значит, наблюдательность не обманула.
-
Спасибо, теперь буду знать об этом приеме. Получается, что без выводных пластин - кратеры на краю шва - это практически неизбежный дефект?
-
Не соглашусь с коллегой,куриная жопа- это дефект,при котором сначала металл подымает вверх в виде конуса,который затем лопается с образованием на вершине свища или глубокого отверстия.Имеет газовую природу.Визуально напоминает куриную гузку,отсюда и название.
-
Вообще то, на профессиональном языке, кратеры в конце шва и по ходу при сварке с отрывом, называются куринной попой. Аббревиатура КП. Становитесь профи.
-
ПДУ решает вопрос в корне,раз и и навсегда
- Последняя неделя
-
Если Вы собираетесь заканчивать шов на краю листа, то вообще то рекомендуется заканчивать и начинать шов на выводных пластинах.
-
На днях протестировал разные варианты окончания сварочного шва. Попробовал даже "круговое движение" на конце шва как советовали выше - скорее всего это некая авторская технология, это надо чувствовать. Оказалось, что у меня кратеры образуются именно на кромке металла и при проставлении точек (для заполнения усадочной раковины). Лучше всего усадочная раковина заполнялась в вариантах остановки и при добавлении точек. Если вести шов с отрывом и заканчивать не на кромке, то кратеров нет. В общем, надо еще пробовать, тренироваться.

-
Вот когда он это сделает-тема откроется.
- 3 ответа
-
- 2
-

-

-
Вот это проштудировать для начала
- 3 ответа
-
- 1
-
-
И вы здравствуйте! 1. Пластины алюминия и стали. Лучше 3 мм толщиной. Много пластин) если хоть как-то с металлообработкой пересекаетесь, отходы от лазерной резки можно подобрать. На пластинах первые навыки получите, можно будет профили и трубы набрать и сделать себе или кому-то изделие какое-нибудь. 2. По стали 08Г2С и 308 (если нержавейку возьмете) и алюминию 5356. Для стали диаметром 1.2 можно ограничиться, для алюминия, наверное 2мм. Возьмите для начала по 0.5-1 кг, потом по ходу дела диаметры и сплавы наберете. 3. Если с обменом нет проблем и хлопот, то 40л баллон и аргон высокой чистоты. С мелким баллоном быстро надоест гонять на заправку. 4. Электроды WL-20, как универсальные. Диаметром 2 или 2.4. Для начала моторику тренировать хватит, потом по мере изучения теории начнете "смаковать" другие марки и диаметры. Озадачтесь тем, на чем точить электроды, и как точить. И в добрый путь: читайте, сваривайте, анализируйте, читайте, повторяйте... и так по кругу. Здесь на форуме хватает информации как от участников, так и ссылок на другие источники, особенно если давние темы и страницы прошерстить.
- 3 ответа
-
- 1
-
-
Здравствуйте уважаемые форумчане! захотелось освоить аргонодуговую сварку,ни в теории ни в практике ну вообще пробел. заказал тушку ну можно сказать вообще на бум святых,хотя не совсем так,solaris полуавтомат есть,поэтому и пал выбор на solaris tig 225p ac\dc.ну вот она ко мне едет,а я думаю с чего начать,конкретной задачи нет.Наведите в правильное русло: 1.С какого металла начать,ну вот сразу что бы не разочароваться? 2.какую присадку приобрести ещё нудно? 3.Какой балон и какой аргон? Ну и вообще какие у кого советы. сварка хобби для меня,электродом варганю,полуавтоматом чернуху ничего сложного.
-
Я имел в виду настоящий немецкий Сломандер, а не китайскую поделку с таким названием.
-
Ничего особенного, так-то.Поджигать их, может и не сложнее УОНИИ 13/45/55,сложнее удерживать короткую дугу. Также норовят перегреться и захлебнуться шлаком.
-
Николаич, а на вопрос Славы так и не ответил:
-
Три месяца-почти каждый день,работал тут по совмещению в одной инжиниринговой конторке:в основном, шестерёнки всякие,с подогревом и без...
-
Я так понимаю, вы Саламандер в этом веке ещё не покупали? Доложу вам, что он уже давно не торт, и производится там же где и айфоны, свароги и фоксвелды. А вот лучшая трекинговая туристическая обувь, которая ГорТекс, производится в основном без добавления натуральной кожи и служит часто по 10 и более лет, К слову, на российском рынке в сегменте 220В начали появляться совсем не дешевые китайские аппараты. Возможно там уже стоят кондиционные комплектующие, хотя возможно дорого из-за жадности дилеров. Посмотрим через годик другой на статистику поломок ))
-
А что в этих электродах такого особенного? Их типа сложнее, чем уонии поджигать или что?
-
Думаю,что будет уместно провести аналогию с обувью. Можно купить обувь из искусственной кожи -она дешевая и прослужит,может быть,несколько месяцев,а можно купить обувь из натуральной кожи,которая будет служить годам,но она будет значительно дороже. А если это будет кожа вделки Саламандер,то еще тебя переживет. Все дело в элементной базе.Если та же Тошиба производит силовые транзисторы и прочее,то в процессе производства будет отбраковыватся какой-то процент деталей,несоответствующий требуемым параметрам.Подсуетятся китайцы и наши продаваны,так называемые отечественные производители/предприниматели и пустят некондицию в дело. Это было в нашем ВПК,когда некондиция военки была доступна гражданским. То есть,Тошибе хорошо,китайцам хорошо,продаванам хорошо,только потребителям дешевого"дермантина" плохо. На Руси это называлось -купить на грош пятаков. Надо понимать,что аппарат,сделанный и качественных деталей/сборки,будет иметь одну и туже цену,что в России,что в Америке,за исключение местной специфики,то бишь налогов,таможенных сборов,расходов на рекламе и т.д. Из этого надо исходить прежде всего.Надо добавить,что китайцы всячески будут удешевлять свою продукцию для всеядного российского рынка -это касается всего ширпотреба, который ввозят в страну -вместо медного провода-алюминиевый,вместо стали пластик и т.д. В принципе,это экономика и ничего более -если есть сбыт,то будет и предложение. И,кстати,часто ли свариваешь ст.40Х?
-
Да я в курсе что у тебя на все есть особое мнение. Когда я слышу подобное то у меня стойкое ощущение что общаюсь со второгодником средней школы. " Китайская шушера" уже город на Луне строит, весь Китай превращает в технологическую сказку, но в глазах некоторых все так же - шушера! И по делу: На фото аппарата как раз видны переходные пластиковые вставки с гнезд размера 35-50 на гнезда 10-25. То есть изначально задумывалась установка 35-50, Потом оптимизировали - стали ставить 10-25 - медь экономят. Скорее всего это уже российские оптимизаторы дали такую команду. Заменить гнезда 10-25 на гнезда 35-50 нет никаких проблем. Я еще дополнительно пластиковую ручку ставлю сверху на корпус. И то и другое - копеечная работа для мужика с руками. Где проблема?


))1.thumb.jpg.2ff26a82905dacd18e40f94ad3933783.jpg)