Активность
- Сегодня
-
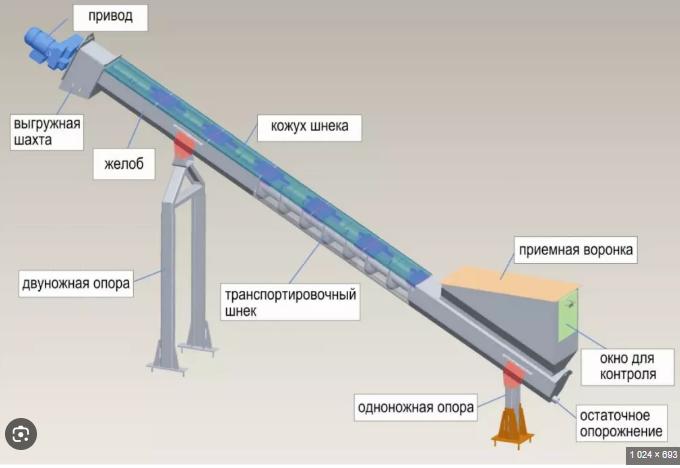
доброго здравия! прошу поделиться опытом кто как варит шнеки чтобы минимизировать деформации. приходится иногда изготавливать 6м шнек из нержавеющей стали 304. вал шнека труба Ф2" 4мм. спираль 3х30 или 35 где-то. шаг150. (на 4метре есть подшипниковая опора. соединение валов через шлиц вал муфту). пробовал варить участками по пару см через 120 градусов. пробовал через 180. на длине 4 метра вал крутит на 1-3 см. потом слесаря жалуются что шнек шоркает по трубе и что быть такого не должно. я же отправляю их рихтовать шнек. в ответ упреки что это не их работа и вал должен быть ровный после сварки. есть какой то секрет как сделать ровно или единственный способ это рихтовка? может быть есть какая то литература по изготовлению шнеков? спасибо
-
Я вот не дождал, пришлось другой брать , а так хотел именно Эвоспарк, в ВЭМТ на тиге нравились пульсы с высокочастотной модуляцией, регулируемой на каждый ток отдельно. Отличные машины
-
Пусть предложат что-то. Посмотрим,подождем отзывов. А по цене -надеюсь разум возобладает в плане функционал-качество-цена.
-
С виду их модульная конструкция должна позволять для однофазных источников разрабатывать только компоновку, корпус и возможно, однофазное же питание. Силовой модуль и панель управления наверняка будут из тех, что ставят на аппарат. Можно, наверное, Эвомиг 350К обрезать до одного модуля и все. Затрат на разработку вообще никаких, ProAL наверняка будет около 300 тогда, а Basic за 200 может оказаться не таким уж интересным. Правда его за ручку не поносишь нифига. У меня вообще был культурный шок, когда источник на 350А без БЖО и телеги вдвоем пришлось переносить.
-
И на этом спасибо. Дожить бы... Аргонник однофазный сколько ждали...
-
EvoTIG 200 АС/ДС же взял. За 200. Почему бы и этот не взять..Конечно по возможностям аппарата смотреть будем-чему научат,что заложат.
-
На полугнилье самое норм. Не все же на производство работают. Есть ещё и ремонт...бюджетный..в глухоманях России
-
За 200т взяли бы?
-
0.6 мм - из категории МИГ/ МАГ ЛГБТ
-
Ну вы один такой проект в плюс не вытащите,шутка...планы есть,определённая работа ведётся....когда выйдет- не знаю
-
 Slava33 присоединился к сообществу
Slava33 присоединился к сообществу -
 Sanitar71 присоединился к сообществу
Sanitar71 присоединился к сообществу -
Поменяйте баллон, если баллон б/у с непонятной историей - то чистота газа в нём может не зависеть от количества произведенных заправок.
-
На любом металлургическом производстве все газы от ВРУ, кроме кислорода - это отходы производства и реализуются на сторону.
-
Аппараты бы нашли своих героев. Я бы взял маленький с функционалом большого брата.Без экзотических возможностей конечно...По простому: с пульсами, с 0,6 мм проволокой чтоб работал, CuSi3..
-
У нас так один товарищ о кромки отверстий стола поотжигал проволоку напильником потом наяривал. А с проблемой автора я тоже сталкивался на 0.8мм проволоке. Выкинул из головы "клише" о числовом значении усилия прижима другого аппарата (на котором не было проблем при значении 3, и настраивал его заново, получилось что-то около 2 по шкале прижима. @weldermanвидео пособие на тему настройки прижима выкладывал. Можно покопаться и найти.
-
Планы есть.Но сроки пока озвучивать ...дело неблагодарное,ибо в этом сегменте маржинальность гораздо ниже
- Вчера
-
 kayak присоединился к сообществу
kayak присоединился к сообществу -
Вижу, что проволока приваривается к наконечнику (шарик на конце), а подающему хватает сцепления чтобы раскаленную до красна проволоку сгофрить перед наконечником. Приваренный шарик успевает отскочить от наконечника, но поздновато. Во-первых уменьшить прижим роликов, чтобы не гофрило. Во-вторых не знаю, обстоятельства происшествия не раскрыты. У меня иногда проволока приваривается, но достаточно горелку покрутить вдоль оси - приварка отламывается. Про формировании определенного (правильного) вылета проволоки - больно муторно каждый раз кусать (я так делаю только на ответственном старте). На практике, когда проволока сильно выезжает, просто ее отжигаю на КЗ, коснувшись серединой.
-
У них нет в планах выпустить п/а однофазную 200ку? Можно даже с даблпульсом
-
Проблема у вас возникает только из-за того, что вы не откусываете кончик проволоки перед началом сварки. И если на проволоке большего диаметра это прокатывает, то на 0,8 проволоке такое случается регулярно. Р. С. Скорректируйте напряжение, судя по шарику на конец проволоки на фото, оно у вас сильно большое.
-
Спирт чистый? После промывки тракта все хорошо просушили?
-
 Sershir72 присоединился к сообществу
Sershir72 присоединился к сообществу -
Не факт, абсолютно
-
А пробу на пятно сделать - не? Если нет титана, то хоть на чистую пластину нержавейки.
-
Если это отходы, то возможно и чистота газа будет соответствующая.
-
Побывал на днях с очередным визитом на производстве Эвоспарка...Ну что сказать, всё идёт штатно и по плану.Поэтому ждать снижения цены не разумно, тренда к снижению пока что не просматривается.Так что пользуйтесь моментом.Новое, т.е вновь изготовленное( а на склад Эво не работает) дешевле не будет,будет дороже.К тому же прокачать условно " старую" машину до уровня "новой" можно в любой момент.Так что налетай, торопись—покупай ЖивопИсь, Эвик в смысле...
-
Учтите, что рекомендация к использованию наконечников с диаметром центрального канала 1,00-1,06 не означает применение наконечников с маркировкой по диаметру проволоки "1,0". Ибо там будет 1,20-1,26 при условии что это качественные наконечники, а не барахло с помойки с непонятными цифрами по геометрии.
-
Спасибо за ответ! Буду пробовать.













