Активность
- Сегодня
-
Начинающему аргонщику.Так кристаллы -это гальваника-рост на катоде/хрома/,но при сварке происходит то же самое,только кристаллы растут в сторону теплоотвода,а межкристаллическое пространство -это эвтектика с меньшей температурой кристаллизации ,что ведет к образованию горячих трещин.

-
Сколько мной было говорено местному народу в сове время.Есть большой объем работ по восстановлению диаметров изношенных шеек валов. Это-шлифование - железнение -шлифование -хромирование-шлифование в размер.Идеальный способ восстановления шеек валов любого диаметра тяжелой техники...но Есть большая разница при восстановлении шеек валов техник. Это вибродуговая наплавка,особенно каленвалов,плазменная и т.д.,быстро и сердито,но лучшая по качеству -это гальваника...это помните всегда. Еще хотелось бы показать способы заливки 88 баббитом подшипников скольжения ,как центробежной заливки на токарнике больших диаметров от 160мм и выше,так и ручной малого диаметра,нюансы этого дела,да повода нет.
-
Какая смазка? Это не компрессор автокондиционера. Любой насос центробежного типа состоит из привода и агрегата с рабочим колесом.Там стоят подшипники закрытого типа. В основном применяются моноблоки. Зачем вам нужна температура -40 С? Для всей России -20С. Значит, поллитровая бутылка этилового спирта на лит дистиллированной воды.Эта схема работает годами,она проверена.
-
Все-таки производство -это интересно,так как ставит задачи,которые надо решать,хотя это и в прошлом,но... Коробление таких валов происходит потому что они входят не вертикально в закалочную среду.Должна быть кассета на два/четыре вала.Шахтная печь,выдержка,а потом закалочная среда. Если термообрабатывать один вал,опуская его в печь на тросе/захвате,то будет отклонение от вертикали,то бишь угол между осью вала и горизонтом зак.среды. Чем больше угол,тем больше будет коробление. Черновая обработка,затем термообработка,коробление. Оставлен припуск на чистовую.Так вот,если выровнять термоправкой вал и добиться "биения" 0,1мм,то при снятии верхних слоев металла/чистовая обработка/ неизбежно коробление вала и правка должна быть повторена. Принцип правки. Точечный нагрев пламенем ацетиленовой горелки. Металл в зоне нагрев расширяется,деформируется,упираясь в пограничные слои холодного металла,затем следует охлаждение,и уменьшение объема разогретого металла.Возникают напряжения сжатия и расширения по диаметру. При нагрев,по сути,образуется усеченный конус в теле вала,и если снять металл по диаметру в основании конуса,то есть уменьшить его площадь,то есть объем,то сила сжатия станет меньше,а растягивающие напряжения сделают свое дело. Надо заметить,что не все валы можно править нагревом.Многое зависит от материала,диаметра и длины
-
Подскажите, пожалуйста, где можно заказать трансформатор осциллятора на плазморез аврора джет 40 компрессор, или какие могут быть аналоги?
-
 denis_nvrsk присоединился к сообществу
denis_nvrsk присоединился к сообществу -
 Сам разрешил. Должен понимать кадровика,что метки должны быть расставлены везде,хоть на столбах
Сам разрешил. Должен понимать кадровика,что метки должны быть расставлены везде,хоть на столбах -
Кронштейн . Плоскость деформирована,поэтому правка в одном случае,а в другом технологический рез-так будет лучше. Облицовка тиг. Стенка 16мм. Основная проблема,это неоправданно большой расход св.материала.
-
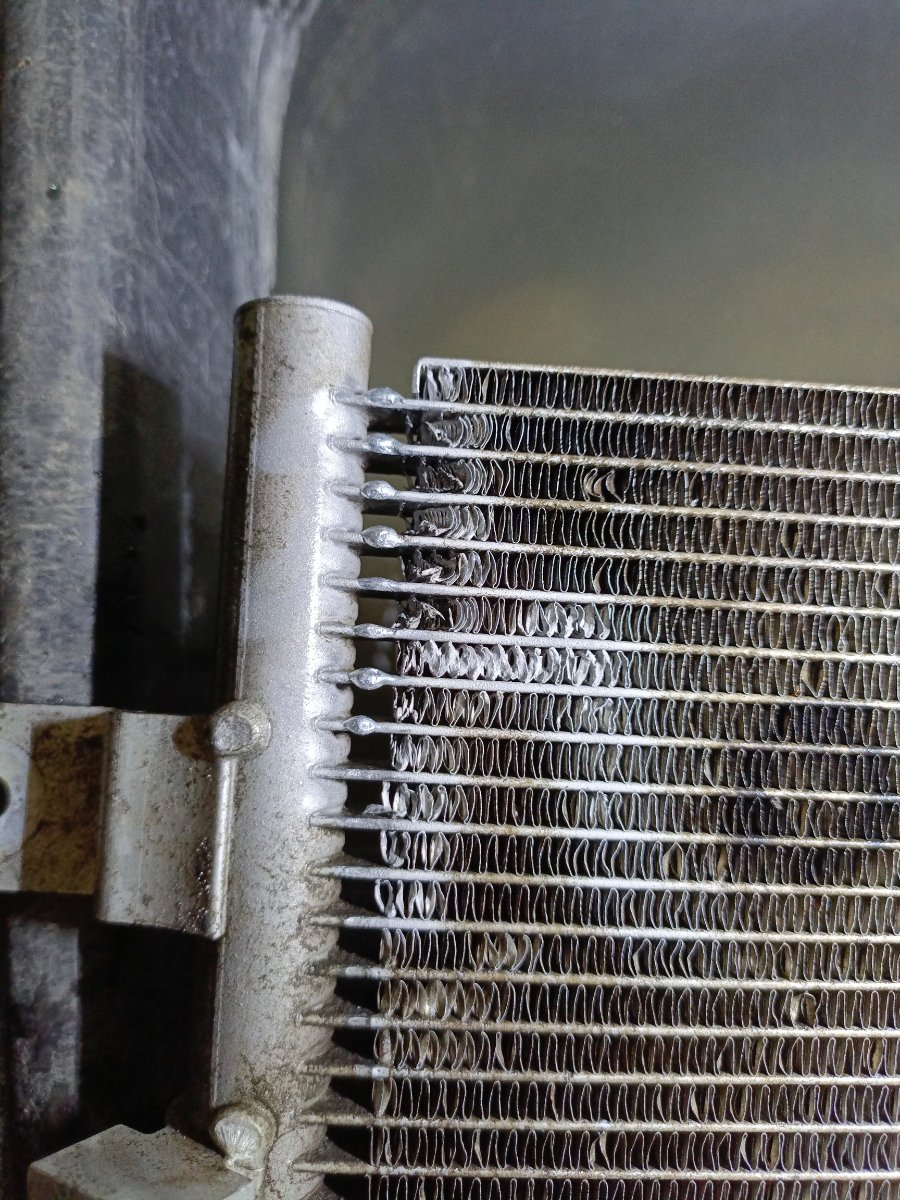
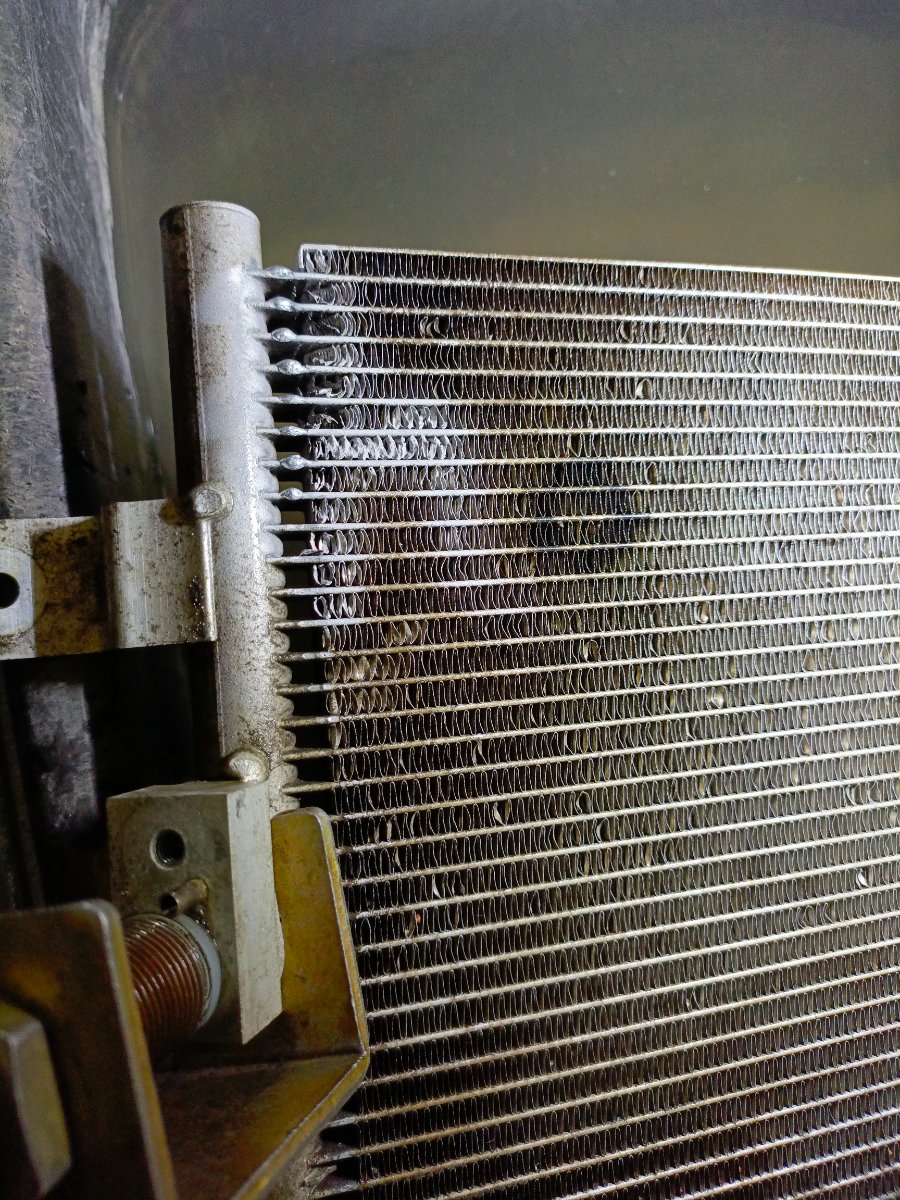
Масляный радиатор шевроле круз. На что надо обратить внимание. В трубку вставлен пластиковый стабилизатор потока. Если сварку,пайку поврежденной трубки без разреза и удаления пластика,как в этом случае,то закупорка трубки оплавленным пластиком будет обеспечена. На качественном алюминии и пайка занимает две с половиной минуты
-
 Три вида технологии изготовления подобных изделий: литье в кокиль (а бывает и в землю); изотермическая штамповка; точение из поковки. Большинство потребителей делят колесные диски на литые и кованые (которые это самое большинство не отличает от изотермически штампованных и изготовленных из поковки точением). Что про данную ступицу - литье в кокиль. Для такого вида литья алюминиевый сплав должен обладать высокими литейными свойствами, значит высокое содержание кремния, и низкий предел текучести у изделия. На примере со ступицей видно, что разрушение хрупкое. Дерзко.
Три вида технологии изготовления подобных изделий: литье в кокиль (а бывает и в землю); изотермическая штамповка; точение из поковки. Большинство потребителей делят колесные диски на литые и кованые (которые это самое большинство не отличает от изотермически штампованных и изготовленных из поковки точением). Что про данную ступицу - литье в кокиль. Для такого вида литья алюминиевый сплав должен обладать высокими литейными свойствами, значит высокое содержание кремния, и низкий предел текучести у изделия. На примере со ступицей видно, что разрушение хрупкое. Дерзко. -
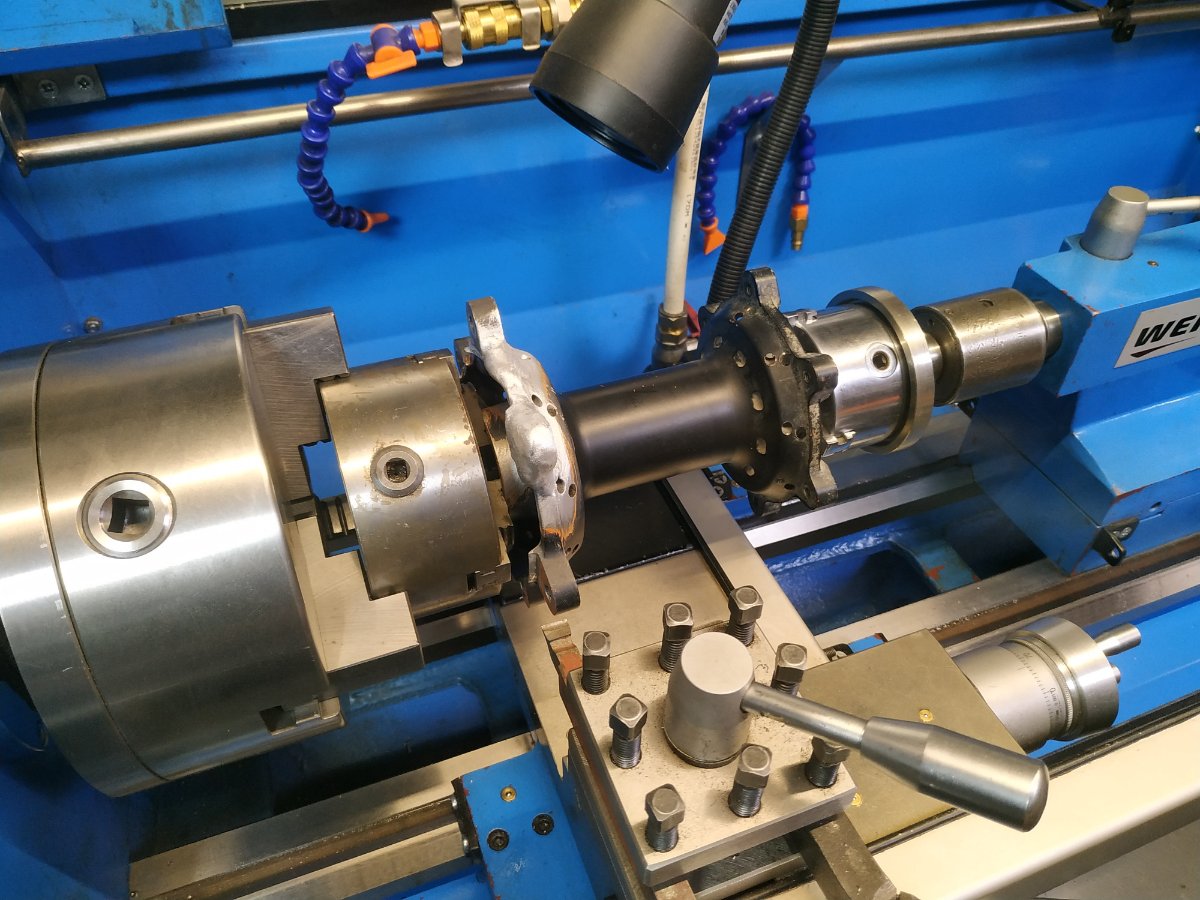
Все намного хуже. Данное болтовое соединение (крепление звездочки) работает на смятие-срез и частично на трение от усилия затяжки болтов (степень этой частичности я не считал, так что примем что небольшая). Соединение, работающее на смятие-срез, предполагает высокую точность выполнения совмещаемых отверстий. Аварийная и сварочная деформация привели к значительному смещению отверстий под болты, плоскостей вращения и соосности осей вращения (посадочное подшипников и звездочки). Как результат, при данном виде мех. обработки, реально работает только одно ухо (совпадают координаты отверстия под болт и посадочное на ступице/звездочке). Если случилось чудо - работают два уха, а если чудесное чудо - три. Чтобы сделать правильно, необходимо довольно точное делительное устройство на токарном станке и шпиндель для координатной обработки (пока такого нет). П.С. Если кого-то смущает непрочный вид этих цепных передач, то вот некоторые примеры задних звезд, которые выглядят не очень прочно (первое фото - алюминиевая ступица и стальной зубчатый венец с креплением на заклепках).
-
Да я понял, просто я перфекционист.
-
 Богатство русского языка, постоянные динамические, в том смысле, что действуют на протяжении всего цикла использования, а в не отдельный момент времени, думаю, все, всё поняли. С уважением.
Богатство русского языка, постоянные динамические, в том смысле, что действуют на протяжении всего цикла использования, а в не отдельный момент времени, думаю, все, всё поняли. С уважением. -
Я же сказал, действительно вопрос. Я конечно понимаю, что куда мне, со своим... да в калашный ряд. И всё же, смотрел как-то фильму про производство алюминиевых дисков. Назрел у меня вопрос, почему их всех(алюм диски) поголовно называют литьё. По фильму, отлитая болванка попадает под кузнечный молот, пресс-форму, штамп, ну вы поняли. После следуют фрезерная и токарная обработки, среди прочих работ. И доля этих фрезеровок и токарок, весьма не маленькая. Т. е металл подвергается пластической деформации и обрабатыванию резанием. Почему литьё? Ступица, мне каца, делается по схожей технологии. Сплавы некоторые свариваются и 4043 и 5356, почему бы в этом случае это не опробовать. Вообще ход мыслей имеет место быть, или чушь?
-
Ступица литая. 4043 - Ваша собака кусается? - А вы заходите, она у нас недавно, мне самому интересно. Заказчик сказал, чтобы я ему просто что-нибудь придумал, чтобы можно было ездить до того, как заказанное в долгую колесо приедет, вплоть до приваривания звездочки к ступице (звездочка тоже алюминиевая). Я ремонтом "на костылях" заниматься не стал, сделал по максимуму (и по технологиям и по деньгам). П.С. А нагрузки там бывают действительно немаленькие (кстати, нагрузка или постоянная - статическая, или динамическая - переменная). Я на кроссовом мотоцикле смог цепь порвать, с разрывной нагрузкой 37 кН.
-
Верно заданный вопрос.Коэффициент разупрочнения 0,65-0,7 от прочности основного металла при сварке алюминиевых сплавов,только у АМг приближается к единице.
- Вчера
-
После ремонта это будет ходить? Это действительно вопрос. Там постоянные динамические нагрузки, и не маленькие. Присадка er5356?
-
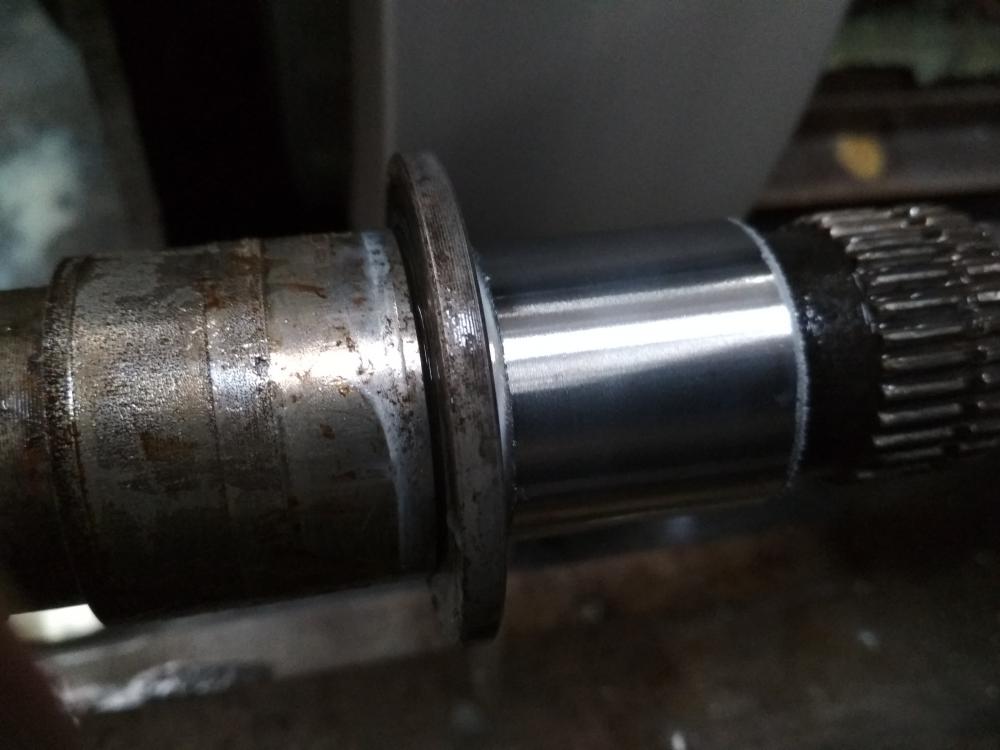
Открутилась звездочка, оторвало три уха из шести и погнуло оставшиеся. В кривых руках остался только один из трех оторванных фрагментов (остальные улетели). Утраченные фрагменты клонировать не стал, просто наплавил. Погнутость ушей рихтовать не стал из-за опасности зарождения скрытых трещин при знакопеременной деформации. Разность между оставшимися ушами в плоскости вращения - 2,7 мм (надеюсь что привод переживет смещение плоскостей вращения ведущей и ведомой звездочек). Привалочную плоскость отторцевал "как чисто" по самому "дальнему" уху. Плоскость тыльной стороны - отторцевал по самому "ближнему" уху. П.С. Опять главным в сварке оказался токарный станок.
-
 48 часов на вменяемые действия.
48 часов на вменяемые действия. -
Что меня всегда напрягает в подобных объявлениях, что не декларируется уровень заработной платы.А потому , если ТС не озвучит данную сумму,я эту тему снесу. ТС, андестенд ю май спич?
- 3 ответа
-
- 1
-

-
Тема закрывается, ибо обсуждать сварочные процессы применительно к данной китайской свистоперделке не комильфо.Работает как-то и бог с ней.Всем провара и адью с данной темой.
-
забили пожалуй,продолжу быть в неведении. приводил то приводил,только не о том что надо и нашпигованность гостами не помогла
- Последняя неделя
-
 maksimcom присоединился к сообществу
maksimcom присоединился к сообществу -
https://rutube.ru/video/448daec19287a627f154220de70e9441/
-
Итак, семь страниц, почти месяц. Надо подвести какую-то черту. По теме правда не особо, обсуждать здесь нечего, спецам не интересно, не исключено, что полезно будет, хоть не много, таким же как я. Это больше походило на воспитательную работу, по воспитанию нерадивого мучЕника, не равнодушными, доброжелательными людьми. Аппарат брался для сварки плавящимся электродом тонкой нержавеющей стали, от 0,5мм и тоньше. Фотки бака. Последняя печка, это именно по теме аппарата, да и потому, что мне интересно, что получится, что нет. Подобные изделия предпочитаю выполнить штучным электродом. Хотел опробовать по этапно все режимы и качественно их расписать, но пока увы. По факту опробован режим mag в ручном и синергетическом способе. Аппарат работает стабильно, исправно на малых средних режимах, на пределе или около того, выше описаная трясучка в горелке и нестабильность. В принципе мне не мешает, толстотьё, я им сваривать не собираюсь. Режимы пульса и двойного пульса как-то работают, но там надо смесь, а её покуда нет, если получится то потом, позже. В тиге пульс работает, но это было два года назад, там шовчик был 20см, больше не трогал, мне хватило, купил полноценный тиг с переменкой. Алюминий проволокой сваривает, но мне не понравилось сразу, потому был куплен тиг, уже сказал. Понравилось как работает ММА режим, и пульс в ём, в другой теме не много есть. Но для переносного ММА 17кг, это уж слишком, на плече с ним, по крыше не полазаешь. Да и по двору таскать, после двухкилограммовой ресанты, как-то не очень, так себе занятие. Таперь про сам аппарат, что понравилось, что нет. А что понравилось, ну хотя-бы что работает . ПВ заявлено 60%, вроде, но в защиту не уходил, ну и я его ещё в прынцыпе особо не напрягал. А что не понравилось, а вот есть такое. Из коробки, горелка миг, ни в какую не вставала на место, пока не подключился напилинг. Далее, подающий механизм стоял сильно криво, пришлось ослабить крепления и выровнять. В комплекте нет тиг горелки, а режим заявлен, не есть хорошо. В подающем между двух пар роликов, есть втулка, типа для поддержания, направления проволоки, но, отверстие с резьбой, под болт который его затягивает, сделано криво и болт давит не в центр трубки, а в кривь, по итогу при затяжке, втулка перекашивается и начинает царапать проволоку. Обнаружил это когда открыл крышку и увидел, дикое количество металлической пыли в МПП. Подлечил, сунул под болт бумажку, стало ровнее, но всё равно, не то. Ну про нестабильность на газах описал ранее. В инструкции заявлена куча каких-то режимов сварки, а также вызов каких-то меню одновременным нажатием двух энкодеров, фиг вам, там, они не нажимаются. Сама инструкция довольно таки шибко лаконична, мягко говоря. Катушка с проволокой, шпиндель для её крепления какой то хлипкий с виду, при работе катушка не ровно вращается, а прям заметно как подпрыгивает, т. е имеется ощутимый люфт. Хорошо ли, плохо ли эта болтанка, наверное всё таки не хорошо, хотя ролики проволоку держат, тормоз катушку держит, ничего не слетает, насколько хватит не знаю. Ну реально дешёво китайская сборка. Я понимаю что не дорогой, но всё же, не требую за эти деньги супер пупер качественного железа, но собрать то аккуратнее можно, и не обязательно для этого взвинчивать цену за миллиард. От рекомендаций и рекламаций пока воздержусь. Зачёты все сданы, патроны у дежурного получены, чёрный пояс получен, дальше в бой, свободное плавание, как в мультике земля прощай, в добрый путь. Мечтаю замутить смесь и тиг ещё помучаю. Если тему не закроют, то можно будет продолжить. Хотя, хотя, наверное обсасывать далее смысла нет. Можно закрывать тему, как старшие решат, так и будет, я не в обиде и без претензий.
-
 Добрый день. Нам необходим специалист по сварке, специалист автоматизированной линии сварки. Ниже описание работы, если вас заинтересует прошу писать мне на почту igruzdeva@renolgroup.com Ответственность за приёмку линии контактной и шовной сварки в Китае и запуск в Республике Беларусь. Выезд на 2–3 недели в Китай (загран. паспорт), затем 1–2 месяцев в РБ.» Задачи в Китае (приемка): Контроль сборки и отладки линии у поставщика Участие в приемочных испытаниях (FAT) по каждому посту и в интеграции Проверка: геометрии узлов сварочных режимов такта (времени цикла) логики работы роботов и межпостового манипулятора фиксация дефектов / несоответствий (фото, видео, акты) подписание протоколов приемки (совместно с заказчиком и поставщиком) контроль документации (паспорта, схемы, список ЗИП) Задачи в РБ (запуск линии) Шеф-монтаж (контроль правильности установки) Шеф-наладка (постовая + комплексная) Пусконаладка под рабочую деталь Отработка технологического процесса (сварка, калибровка, фланцовка, маркировка) Обучение операторов, наладчиков и ремонтного персонала (до 5-8 человек) Участие в аттестации сварных соединений Ввод линии в эксплуатацию (SAT) Составление/корректировка инструкций (рабочих, по ТБ, по наладке) Отработка нештатных ситуаций (брак, остановы, потеря синхронизации)
Добрый день. Нам необходим специалист по сварке, специалист автоматизированной линии сварки. Ниже описание работы, если вас заинтересует прошу писать мне на почту igruzdeva@renolgroup.com Ответственность за приёмку линии контактной и шовной сварки в Китае и запуск в Республике Беларусь. Выезд на 2–3 недели в Китай (загран. паспорт), затем 1–2 месяцев в РБ.» Задачи в Китае (приемка): Контроль сборки и отладки линии у поставщика Участие в приемочных испытаниях (FAT) по каждому посту и в интеграции Проверка: геометрии узлов сварочных режимов такта (времени цикла) логики работы роботов и межпостового манипулятора фиксация дефектов / несоответствий (фото, видео, акты) подписание протоколов приемки (совместно с заказчиком и поставщиком) контроль документации (паспорта, схемы, список ЗИП) Задачи в РБ (запуск линии) Шеф-монтаж (контроль правильности установки) Шеф-наладка (постовая + комплексная) Пусконаладка под рабочую деталь Отработка технологического процесса (сварка, калибровка, фланцовка, маркировка) Обучение операторов, наладчиков и ремонтного персонала (до 5-8 человек) Участие в аттестации сварных соединений Ввод линии в эксплуатацию (SAT) Составление/корректировка инструкций (рабочих, по ТБ, по наладке) Отработка нештатных ситуаций (брак, остановы, потеря синхронизации) -
Ирина РГ присоединился к сообществу
-
Тов. @welderman приводил цифры. Он в этой теме разбирается. P.S. мне думается, что его разбуди, он дословно озвучит строки ... так-то и то-то. Вот : указал и ОСТ .... Вот его и поспрашайте.