Активность
- Сегодня
-
 JeffreyWer присоединился к сообществу
JeffreyWer присоединился к сообществу -
 Это хороший справочный материал.Пусть пока здесь побудет эта ссылка -https://pmet.biz/catalogs/spravochnik-2021.pdf
Это хороший справочный материал.Пусть пока здесь побудет эта ссылка -https://pmet.biz/catalogs/spravochnik-2021.pdf -
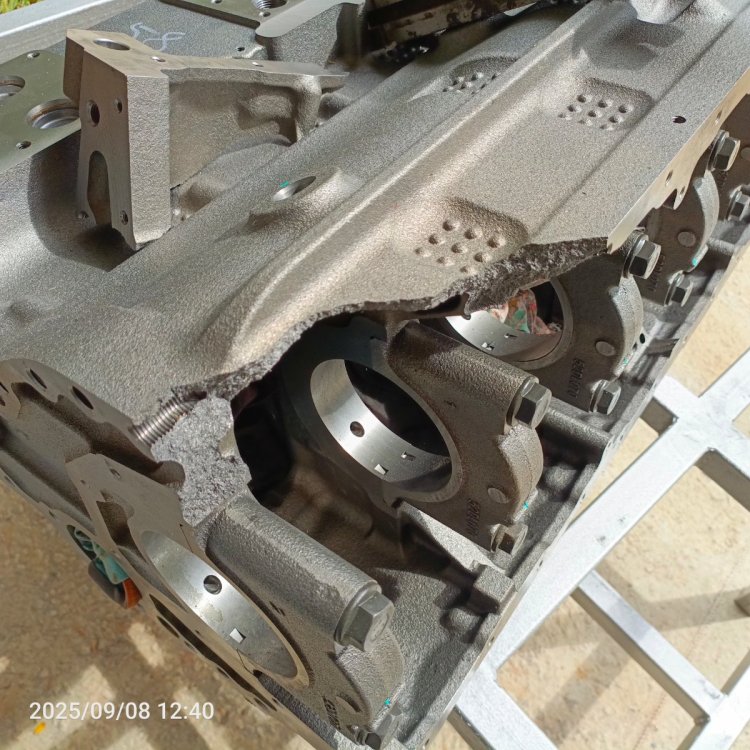
В продолжение темы деформации. Вернусь к чугунному блоку,просто в качестве примера. Сколь угодно могу жестко закреплять отломанную часть относительно плоскостей.Они будут совмещены,но после сварки и снятия приспособлений я получу "уход" края "отломыша"в минус порядка 1-1,5мм. А чтобы этого не случилось надо выравнивать плоскость порядком наложения швов,проковкой и объемом наплавленного металла в нужных местах.





-
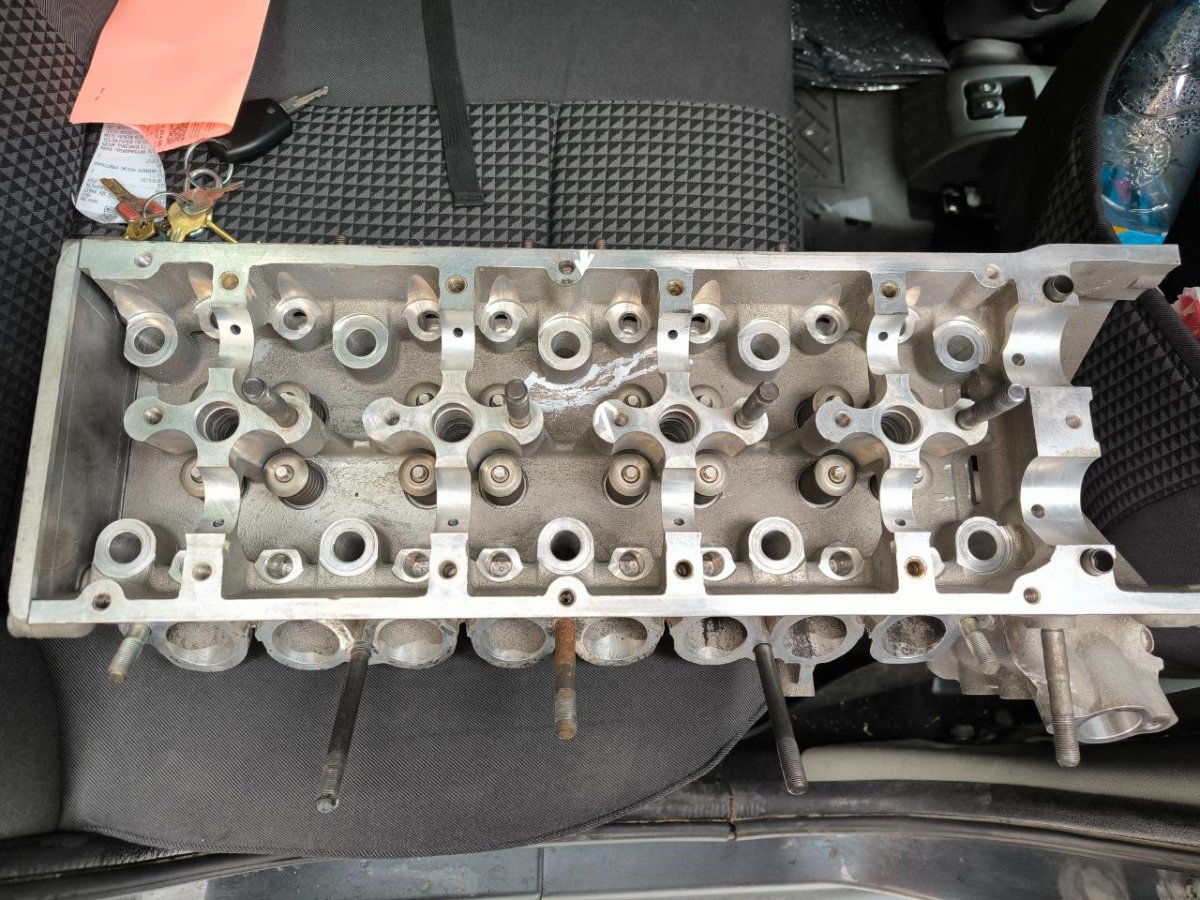
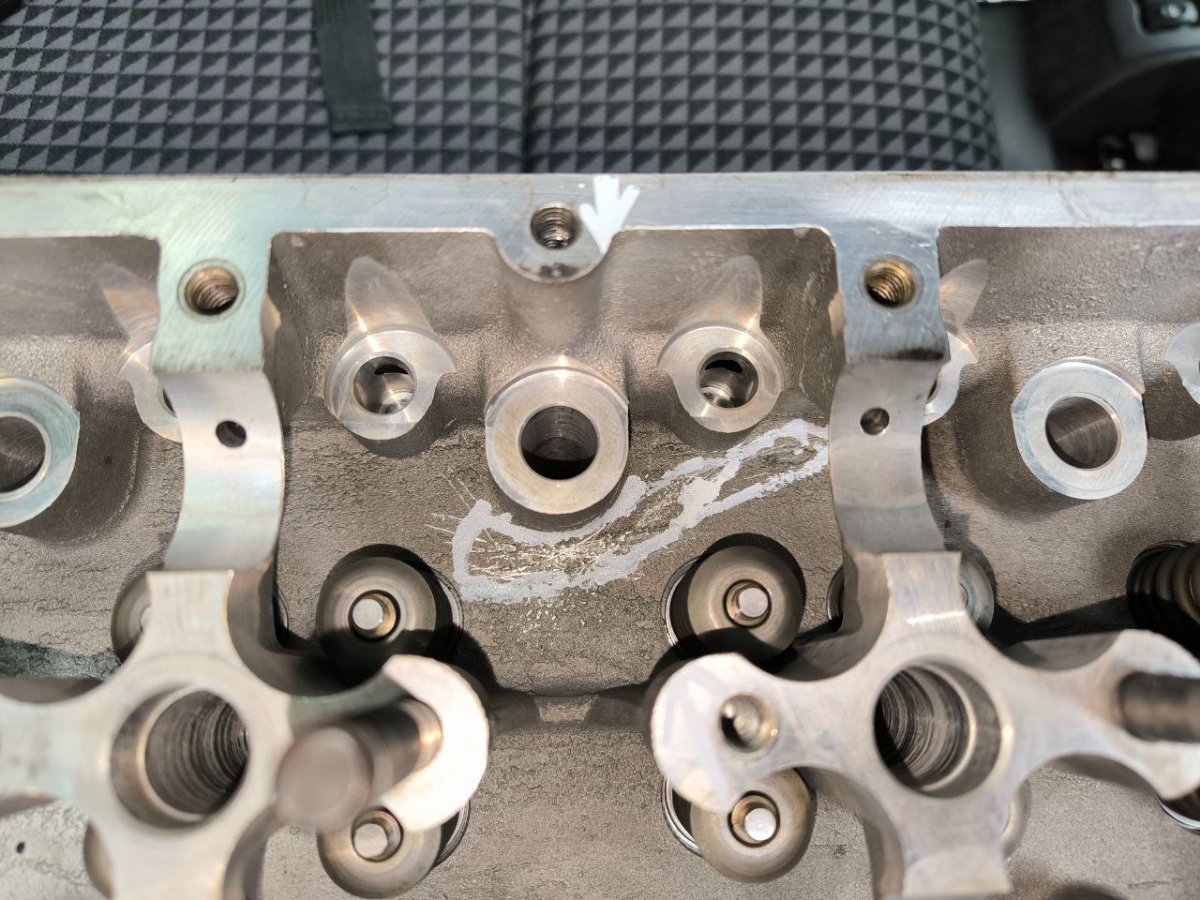
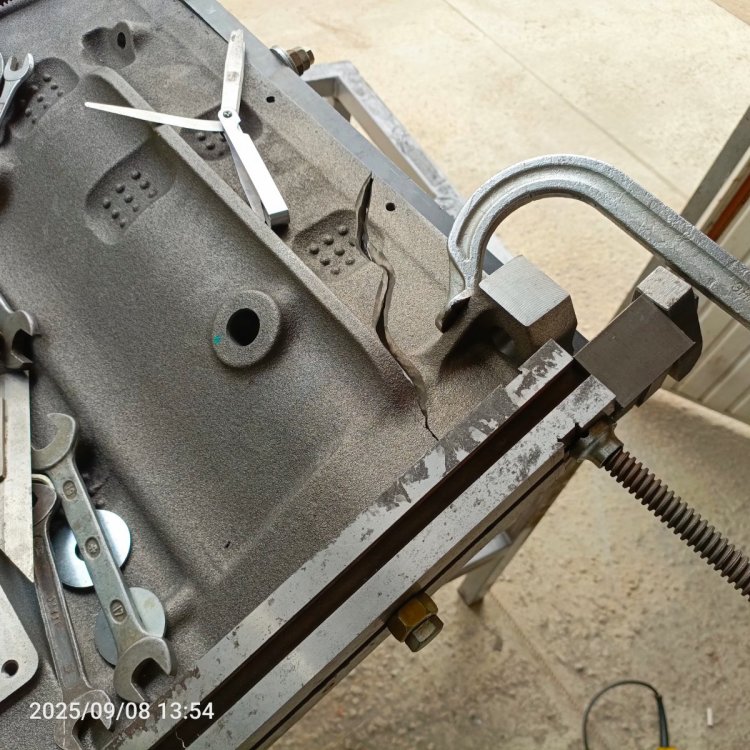
Это вторичный алюминий. Я не буду приводить характеристики этого сплав,но он довольно хрупкий.Холодные трещины образуются с характерным громким щелчком,примерно также как у чугуна.Трещина внутри жесткого контура. Ее надо разделать на всю глубину.Ширина разделки будет в среднем 8мм,о глубине не скажу.Теперь представьте,что сварка производится без подогрев,я уверен,что достаточное число сварщиков так и поступит.Заполнили разделку трещины по всему объему,допустим, в два прохода.Последовал локальный нагрев,а потом произойдет усадка металла шва.Сейчас трудно сказать,когда возникшие напряжения сделают свое дело,т.е. сразу по мере охлаждения или погодя,но это будет.Тоже самое произойдет,если подогрев будет недостаточен. При объемном подогреве градусов до 200-250Сс выдержкой в печи,сваркой,и последующем медленным охлаждением в минеральной вате,ГБЦ будет жить. А еще лучше после сварки погреть бы ее в печке при температуре 300-320С пару часов и охладить вместе с печью или в минеральной вате.Это касается не только головок,но и блоков тоже. Вообще-то,при ремонтных работах головок надо различать три составляющих,допустим,наплавку -это чаще всего -основная проблема поры,сварку межклапанных трещин и т.д.- спрошность,отсутствие включений и трещин в жестком контуре -возникающие напряжения,как в этом примере.
-
 На мой взгляд, если сплав не ковкий, термоупрочняемый- то равнопрочности достичь не удастся- из таких сплавов просто не делают прутки (как из АК9Ч). Если варить термупрочняемый сплав, то заново старение проводить надо, а это коробления... Я думаю, стоит браться только если есть запасной блок...
На мой взгляд, если сплав не ковкий, термоупрочняемый- то равнопрочности достичь не удастся- из таких сплавов просто не делают прутки (как из АК9Ч). Если варить термупрочняемый сплав, то заново старение проводить надо, а это коробления... Я думаю, стоит браться только если есть запасной блок... -
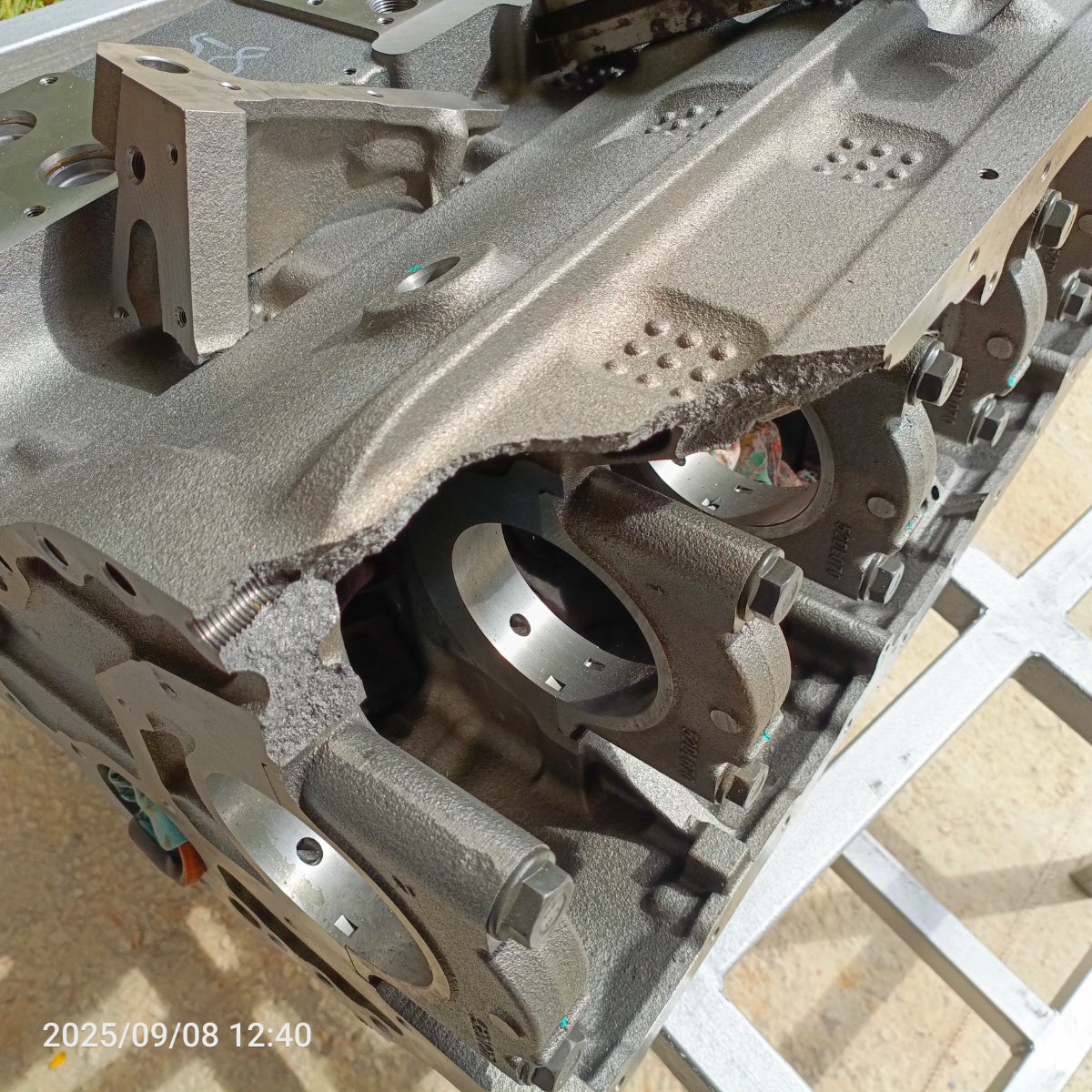
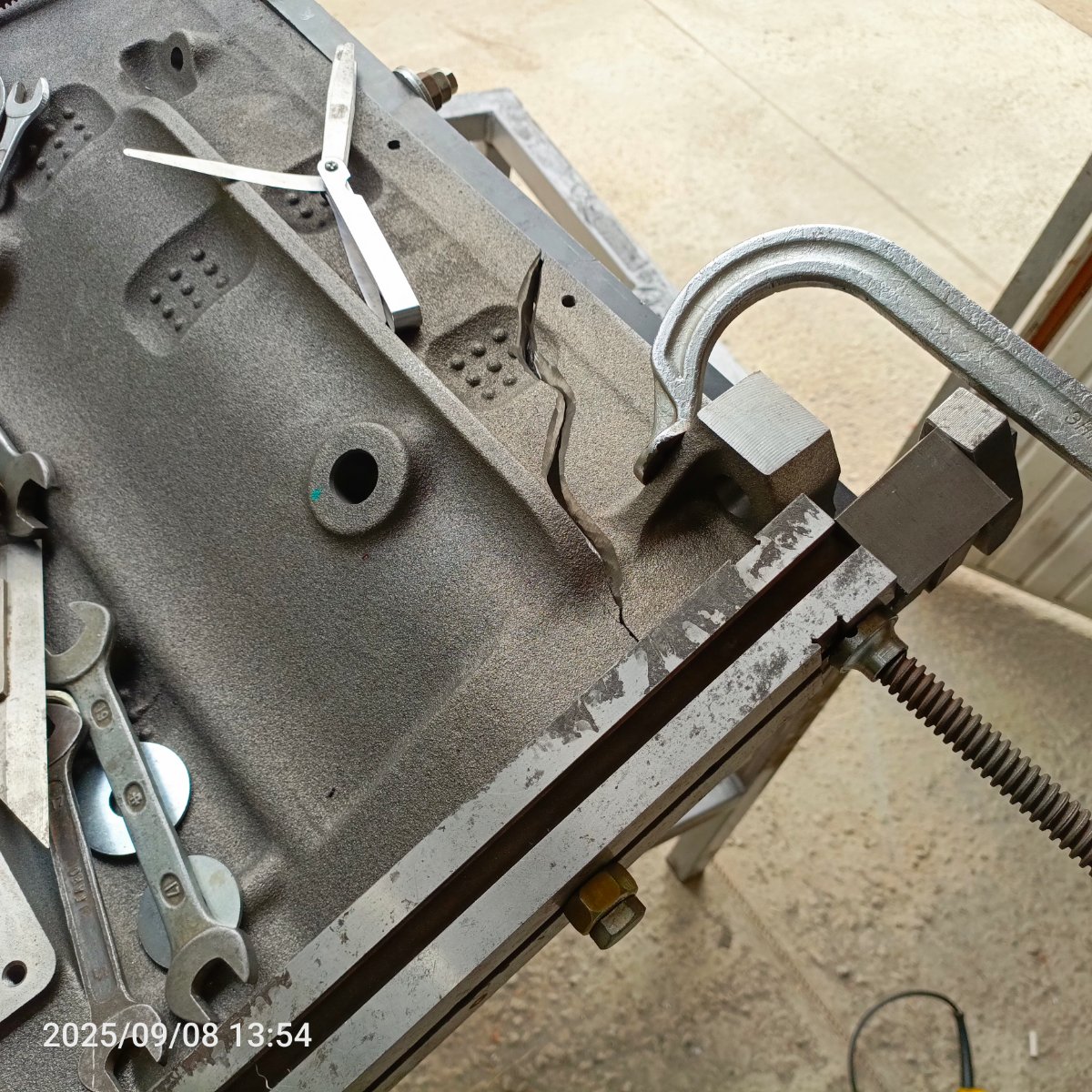
 Нет, там речь шла про алюминиевые. От дизельного ЗМЗ-51432. Например вот такую трещину реально заварить? Сплав там АК8М3.
Нет, там речь шла про алюминиевые. От дизельного ЗМЗ-51432. Например вот такую трещину реально заварить? Сплав там АК8М3.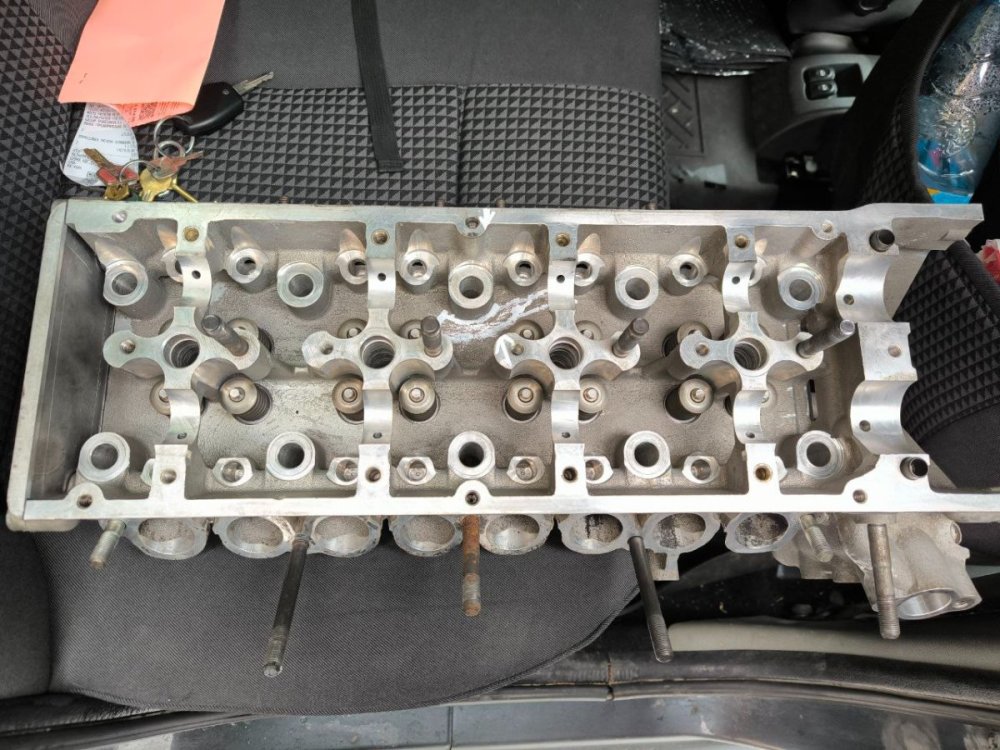

-
Это если он раствором продаётся. А если самому готовить из таблеток- то надо кипятить, а не просто тёплую воду использовать.
-
Только вчера использовал без всякого кипячения...аптечная упаковка.
-
И фурацилин должен быть кипячёным. Чтобы стерильным был.
-
Три литра мало,хотя ведро чистой воды. Пузырек фурацилина,шприц и упаковку с водой для инъекций. Кубик фурацилина,пять кубов воды,в шприц и промыть глаз/глаза. Этот состав нужно использовать,если в глаз попала стружка или песок.
-
 Бочка к счастью находилась в 2-3 метрах, я допрыгнул до нее одним прыжком, сунул голову в бочку. Я после этого всегда под рукой 3 литровая бутылка с распылителем, наполненная водой с разведенной в ней содой.
Бочка к счастью находилась в 2-3 метрах, я допрыгнул до нее одним прыжком, сунул голову в бочку. Я после этого всегда под рукой 3 литровая бутылка с распылителем, наполненная водой с разведенной в ней содой. -
У человека есть 15-20 секунда времени,чтобы смыть кислоту или щелочной электролит,до поражения тканей. Во время работы под рукой всегда должна быть емкость с чистой водой и бутылка уксуса...пригодится. Оставь в покое сварку взрывоопасных предметов-фантазеров,которые просят выручить вокруг очень много,только глаза у тебя одни не всю жизнь.Если видишь,что сварка представляет опасность,то брось этот дело-ты не отечество спасаешь,а идешь на поводу у очередного долбое...,который хочет купить на грош пятаков.
-
Если речь идет о чугунных ГБЦ,то,если обеспечена механическая прочность и герметичность,то можно считать,что тех.задание по сварке выполнено. Ну,а так,что касается дальнейшей эксплуатации сложных отливок,то за сваркой должен последовать отжиг.Даже при сварке никелевыми сплавами,дающими пластичный шов,проковка которого можно снять какую-то часть возникающих напряжений,нужен отжиг.
-
А разве не проще угольным электродом? Я и наплавку клейм в формочек, и сварку выполняю всегда угольными электродами, раньше из батарейки доставал угольный стержень, после того , как обзавелся строгачем, стал оставлять пару огарков для этих целей. Насчёт водорода: попросил меня друг наплавить ему на 190 аккумулятор клеймы, круглые, и я ещё молодой, лет 30 мне было, вывернул 2 пробки у клейм, остальные подумал что и так сойдёт))). Наплавил половину клеймы, хлопок, удар в лоб, все лицо в электролите, ладно что рядом была бочка с водой. Кусок оторванной крышки нашли метров за 25 в огороде, на грядках. Этот урок по ТБ я усвоил на всю жизнь))). Долго была фобия на любые действия с аккумулятором))). Берегите себя, выкручивает все пробки, и снимайте их, отложив в сторону.
-
 Новосибирск. По месту 100 тысяч зп потолок. Хотелось бы какого то развития с профессиональной стороны ну и с финансовой конечно
Новосибирск. По месту 100 тысяч зп потолок. Хотелось бы какого то развития с профессиональной стороны ну и с финансовой конечно -
 FEN58 присоединился к сообществу
FEN58 присоединился к сообществу -
308..одно к одному. Зубья шестерни полетят быстрее,чем износятся шейки.
-
 Luka_mor присоединился к сообществу
Luka_mor присоединился к сообществу -
Маэстро, а что в качестве присадочного материала?
-
 Stephenpus присоединился к сообществу
Stephenpus присоединился к сообществу -
 emdemidov присоединился к сообществу
emdemidov присоединился к сообществу - Вчера
-
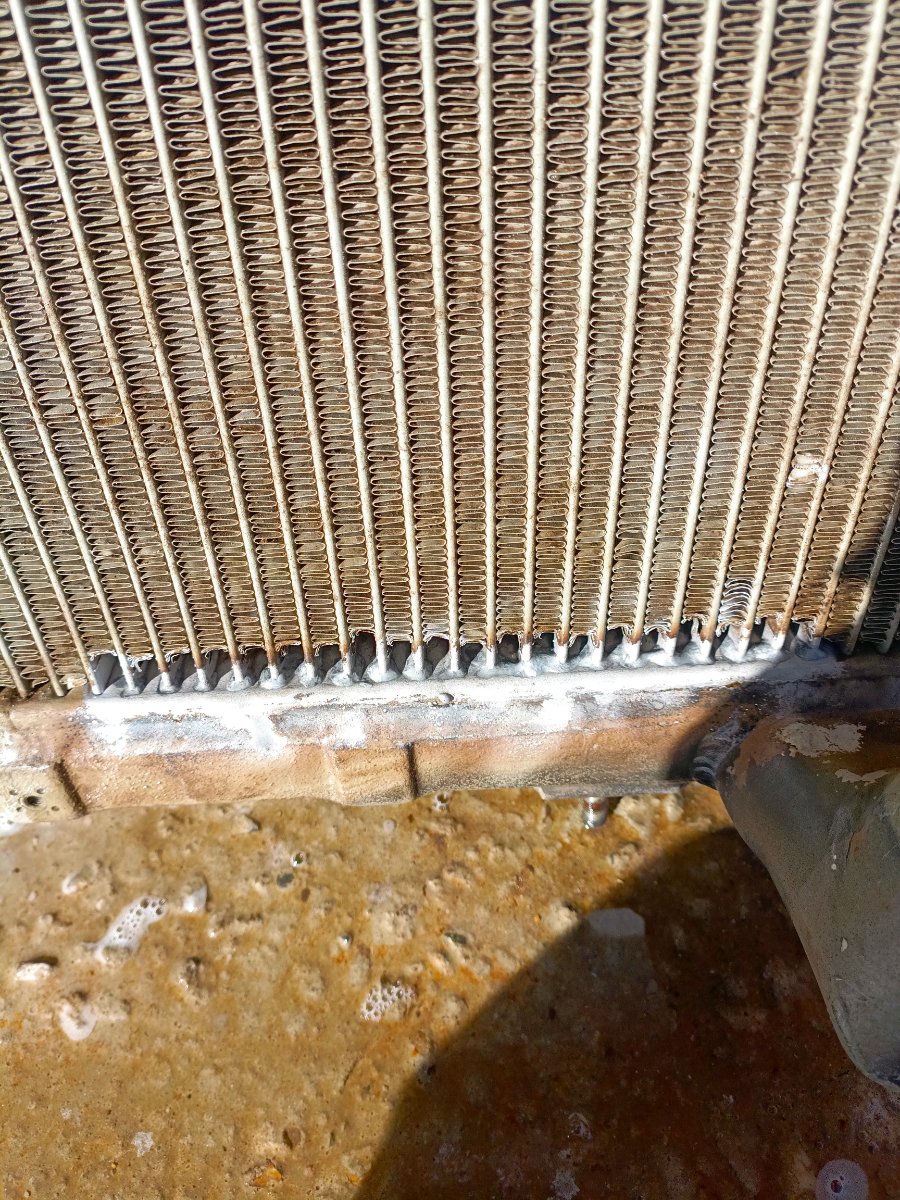
Хорошо,когда человек по имени заказчик, наблюдает за работой.Весь процесс на его глазах.Радиатор "тигра". Опрессовка-один надрыв трубки.В итоге -20 трубок.

-
Это то,на что жалко ресурс тратить,да надо-кованная вал -шестерня редуктора каротажного подъемника(будущая), 40Х.Это модернизация российской промышленности,удешевление производства-эта сталь не должна здесь быть,а должна быть 12Х2Н4А Шейки прослаблены -0,2

-
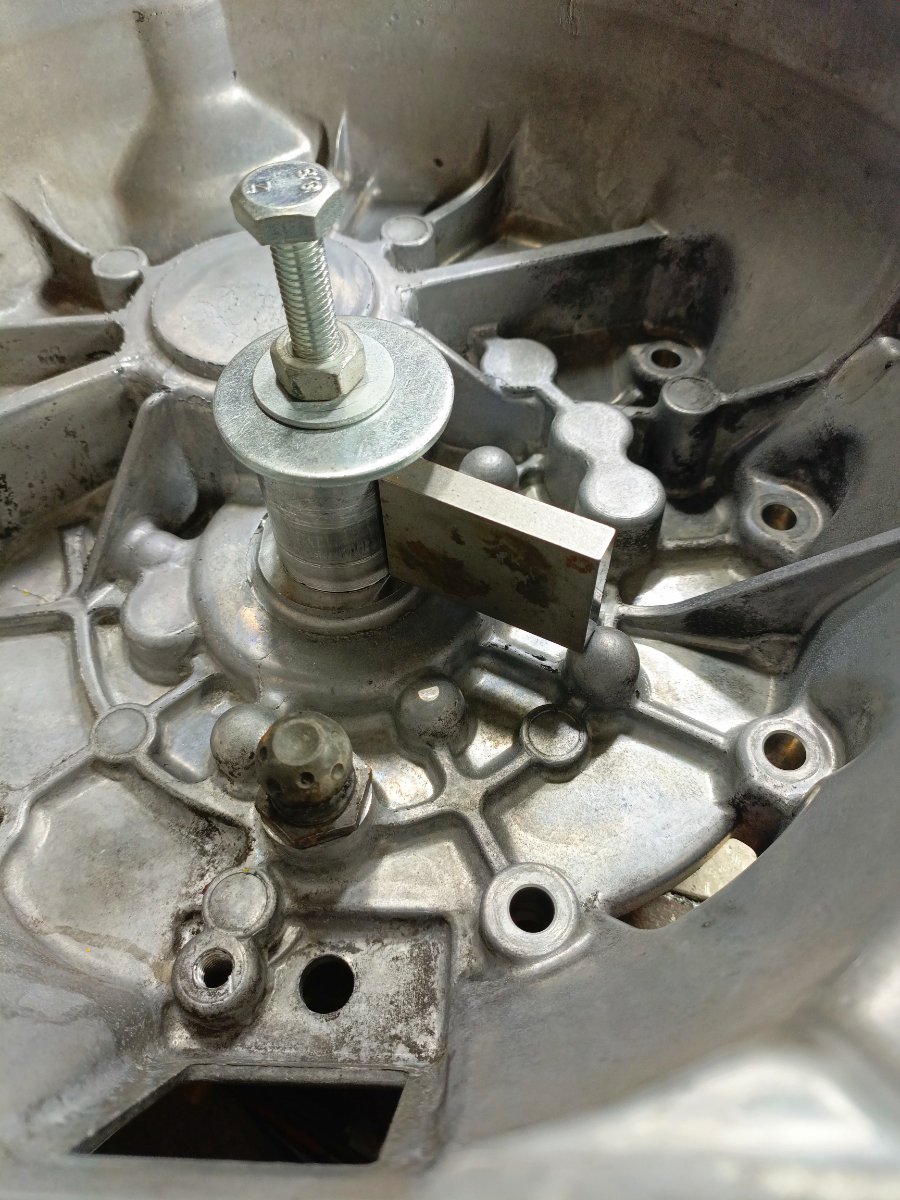
Все чаще стали попадаться коробки Хундай либо с сильно изношенной поверхностью втулки выжимного подшипника,либо сломанной.По-видимому,надо делать приспособление для ремонта




-
Радиатор небольшого погрузчика.Корея. 20 лет от роду. Хорошее состояние,кроме одно угла.3-4 корродированные трубки.Сложен в работе-глубина 100мм,межтрубное 10мм.Это не надрыв трубок с краю,а коррозия в середине соты.Как крайняя мера,глушение трубок, рассматривается в последнюю очередь. После пайки опрессовка и,как обычно,поползли соседние трубки. Веселая такая ситуация-надо пропаять рад трубок с обеих сторон на глубину в 100мм,манипулируя горелкой в 10мм "щели. 8-10трубок с двух сторон на "двадцатилетнем алюминии".Вскрытие бачка-оптимизма не прибавило.Картинка вырисовывается следующая:надо заглушить 10 трубок и еще на факт,что не поползут соседние-это потеря 25% процентов мощности.Много.Хуже всего,когда после заглушки трубок и установки срезанных частей бачка,появиться течь в соседних трубках.В общем,поставил бачок на место и все.Бывают такие ситуации,что ...все приехали,все-таки радиатору 20 лет.





-
 Palladin присоединился к сообществу
Palladin присоединился к сообществу -
 инвертор тоже просаживает сеть. тянет с неё все соки
инвертор тоже просаживает сеть. тянет с неё все соки
-
 1. зависит от сети 2. в целом, не мощный аппарат, да на вполне вменяемых электродах, до 3-ки включительно не сильно то и просаживают сеть. Да КПД меньше чем у инвертора, но вполне качественный аппарат не проблема для сети и ЛАМП Ведь микроволновками многие пользуются, а там трансформатор из которого многие потом точечную сварку делают... И ни чего, не жалуются, что пол города без света осталось. 3. Чайники, стиралки да и обогреватели, так же вполне хорошая нагрузка для сети. 4. Если опыта нет, и будут постоянные "залипания" электрода, то конечно, будет больше мигать. Но опыт ... рано или поздно он же придет. 5. Если аппарат рабочий и в целом сварки на час в год, то не только соседи потерпят, но и новый СВАРЩИК появится в рядах специалистов. А понравится, придет понимание, там и инвертор купить можно будет.
1. зависит от сети 2. в целом, не мощный аппарат, да на вполне вменяемых электродах, до 3-ки включительно не сильно то и просаживают сеть. Да КПД меньше чем у инвертора, но вполне качественный аппарат не проблема для сети и ЛАМП Ведь микроволновками многие пользуются, а там трансформатор из которого многие потом точечную сварку делают... И ни чего, не жалуются, что пол города без света осталось. 3. Чайники, стиралки да и обогреватели, так же вполне хорошая нагрузка для сети. 4. Если опыта нет, и будут постоянные "залипания" электрода, то конечно, будет больше мигать. Но опыт ... рано или поздно он же придет. 5. Если аппарат рабочий и в целом сварки на час в год, то не только соседи потерпят, но и новый СВАРЩИК появится в рядах специалистов. А понравится, придет понимание, там и инвертор купить можно будет. -
что в вашем понимании - большой расход? Для ТИГ сварки и даже на поддув, вполне хватает таких шлангов. И длина достаточно большая 4-6-8 метров. Другое дело, это где и как организована регулировка расхода газа. У некоторых производителей, расходомер (регулятор) устанавливается в непосредственной близости аппарата, а давление в шлангах регулируется самим редуктором. Т.е. не где все в одном редукторе, а разделенное исполнение. Если все в одном, то для ТИГ в целом опять хватает до 30-40 л\мин, где-то. Тут может всплыть другой момент, когда от одного редуктора идет на два регулятора газа и оба работают. То тут проблема - изменение одного влияет на показания второго. В целом не критично... но это факт. А вот применение шлангов с большим диаметром от 8мм и более, как раз будет работать как ресивер и тут ПШИК и вообще колебания газа могут мозг делать. Если шланг использовать длинный, от 10м и более, а и менее так же но зависит от расхода, то редуктор только по давлению нужно использовать, а регулятор газа выносить ближе к потребителю. Или использовать два редуктора, как показал @Точмаш 23 . Одним ставите предварительное давление для шлангов 3-5 Атм и вторым уже регулируете необходимый расход. И смотрите на показания редуктора с расходом и без. Качественный редуктор дает мизерный прирос при отсутствии давления. Если прирост 2 и более Атм, то такой лучше не использовать. А то шланги например до 6 Атм, критично 8Атм и вы установите 5 Атм. Давление растет и ... шлангам быстро приходит ... пушной зверек.
-
Мне кажется, у некоторых моих соседей именно такая задача и есть. Только без сварочного аппарата. В основном с помощью музыкального...
-
Какие цели и задачи? Довести соседей до белого каления из-за бесконечного мигания ламп в доме? Купят самую дешевую хрень,а потом житья никому не дают...