Активность
- Последний час
-
Количество стыков умножить на стоимость стыка. Стоимость стыка назначить самому исходя из таких аспектов как трудозатраты и затраты материалов (электроды, круги и т.п). Или просто стоимость рабочего дня плюс расходные материалы. С кузовщиной примерно такой же подход по трудозатратам. Если эти способы определения стоимости кажутся неподходящими, то просто у "коллег по цеху" поспрашивать, да работать примерно с этими же ценами.
-
Проверьте резак. Возможно где-то плохой контакт. И подачу воздуха тоже проверьте. Возможно при плохой подготовке воздуха воздушные магистрали и клапана с водой и маслом. Кроме сопел еще на электроды надо смотреть.
-
Всем привет, подскажите как усредненно просчитать работу на сварке конструкций из профтрубы( беседки,навесы,теплицы и т.п), по времени как было описано выше? Как то мне советовали считать по общей длине швов, но это как то геморно по моему. Еще интересно сколько запрашивать за сварку кузовщины авто...
-
всем здравствуйте Работаю на аппарате jacik lgk - 160 Проблема в том что бывает не начинает даже резать подгоняю ее к детали опускается и при начале пробивки дуга в самом аппарате зажигается а на металле нет только щелкает И проблема еще сгорают сопла при пробивке 3 - 4 пробивки и сопло сгорело дуга зажглась и все солпло сгорело а металл не прорезала не пойму почему подскажите куда копать что менять
-
 Дмитрий Питер присоединился к сообществу
Дмитрий Питер присоединился к сообществу -
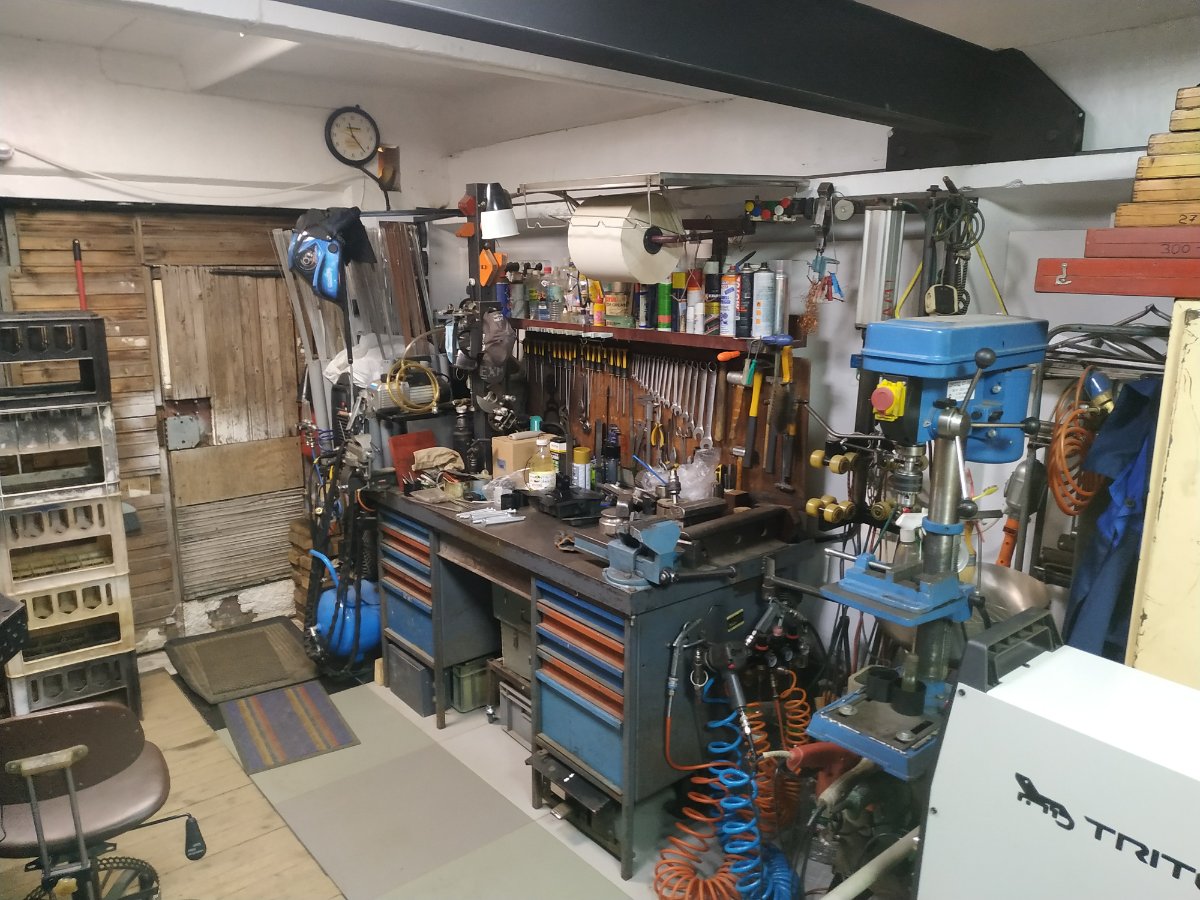
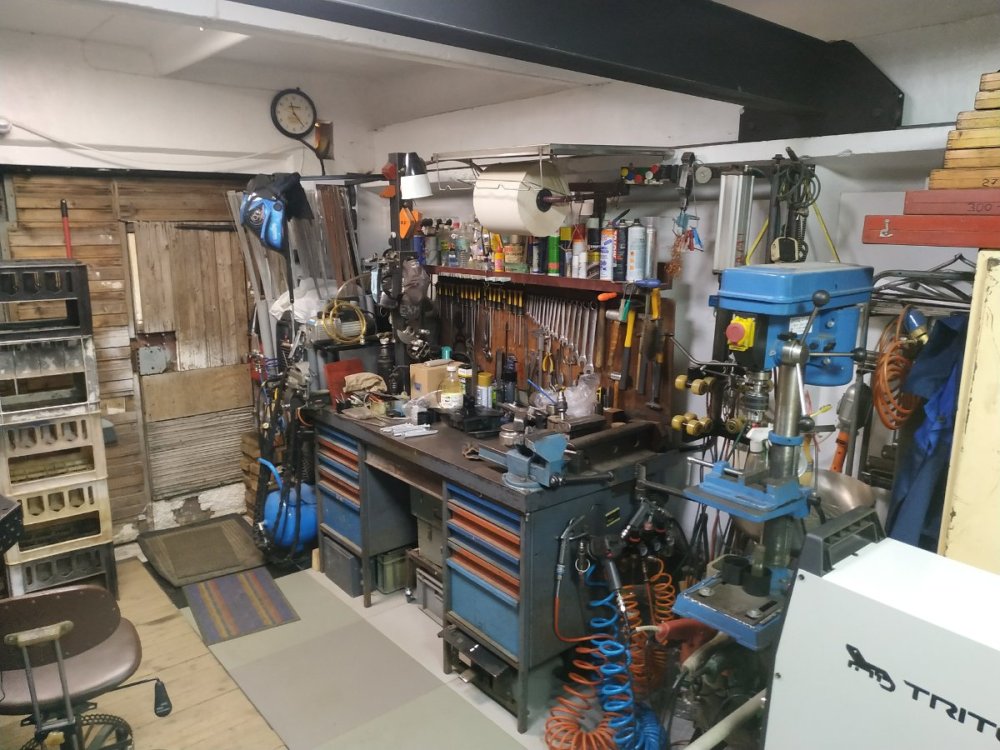
В индпошиве главное не вид сварки, а услуга. Собственно сварка никому не уперлась, а нужно починить, или изготовить. Если браться без конкретики, то будешь очень долго работать на оборудование и оснастку, чтобы всю эту неконкретику охватить. Но все равно постоянно чего-то будет не хватать. В результате в наличие будет настоящий механический цех с оборудованием на несколько миллионов и с низкой рентабельностью. На фото потребность в оборудование не перекрыта и на четверть. Не хватает ЧПУ плазмы (а лучше лазера), фрезерного, пилы, листогиба, трубогиба, вальцовки и т.д. Мое мнение: искать спокойный найм, с высоким зарплатным потолком и годы завоевывать на этом найме почет, уважение и незаменимость.



- Сегодня
-
Если по схеме 997(вариант 667,887) и т.то есть по 11-12 часов 7 дней в неделю-то возможно.Но верится слабо. И здоровья на такое даже 4-5 лет может не хватить.Проверно лично, дцать лет на Крайнем Севере.Трубы, РДС/РАДС.Но у нас был почти социализм.Никто не убивался по 10-12 часов.Нет, смена бывала и дольше, когда авралы и захлёсты .... но реально, если часов 6 за смену поваришь-гуд.А то и меньше.
-
Как показывают наблюдения, лучше иметь рядом станочников, готовых в разумные сроки отреагировать. Ибо рабочая китайская TIG-лошадь стоит одного порядка с любым металлорежущим советским станком в непонятном состоянии. А станков для сопутствующей обработки надо хотя бы три (токарный, фрезерный, сверлильный).
-
В "свободном плавании" одного навыка крайне недостаточно. В свободном плавании нужно быть универсалом. Однобокость только мешает.
-
 Вот так-то глубоко фиолетово, как реализована схема "правильной"ВАХ для сварки покрытым электродом с основным покрытием.Хоть за счёт шаманских танцев.Сварщику( да и инженеру) важен конечный результат.
Вот так-то глубоко фиолетово, как реализована схема "правильной"ВАХ для сварки покрытым электродом с основным покрытием.Хоть за счёт шаманских танцев.Сварщику( да и инженеру) важен конечный результат. -
 Нет, банально - законы коммутации.
Нет, банально - законы коммутации. -
 Это уже больше на пытки похоже!
Это уже больше на пытки похоже! -
ЭДС самоиндукции... при размыкании цепи. Ржи!
-
наверное слишком непонятно написал, надо было воды поменьше лить) тут вопрос был как раз в том, какое именно направление в сварке выбрать (одно, но максимальное денежное с учётом нынешних реалий), чтобы развиваться именно по этому направлению с последующим получением аттестации, таким макаром лет 4-5 поработать в убойном режиме хоть на тех же вахтах, скопить на мастерскую с оборудованием и уйти в свободное плавание. Просто нынешняя работа по исправлению дефектов литья даёт навыки только в ремонтной сварке, которые пригодятся потом, на этапе работы на себя, ну или в качестве шабашек. Когда тут подкидывают работу стороннюю, типа сварить трубы, врезки, опоки или какие-нибудь несложные конструкции - я за это все с радостью берусь, т.к и интересно и для опыта полезно. В обучение я готов вкладываться, т.к оно обычно окупается. Перефразирую вопрос, могут быть зарплаты у аргонщиков которые сваривают нерж трубы под контроль и нерж резервуары под давлением в районе 300к в месяц если есть аттестации и шов внешне как будто орбиталкой сварен? Или это все враки?
-
Превентивные меры увещеваний. А по поводу дросселя тоже хочется понудеть. Если вспомнить школьный курс физики- раздел электротехника- то выяснится, что есть несколько способов создать электрическое сопротивление в проводах. Первый- brute force- вставить в цепь чего-то стальное или даже нихромовое. За одно руки погреть можно. Или обед... Но для переменного тока есть более изящный вариант. Если учесть, что в нашей реальности всё имеет конечную скорость (за исключением жадности и глупости), то магнитные явления тоже имеют скорость. То есть если переменный ток генерирует переменное магнитное поле, то в проводнике, расположенном в этом поле будет иметь противоположное значение. То есть сопротивляться. Руки и обед, кстати, тоже можно греть. В конденсаторе явления немного другие, но эффект тот же. Кондёр хорошо сопротивляется переменному току низкой частоты, дроссель- высокой. Чем выше частота, тем эффективнее. Поэтому когда дросселируется переменный ток промышленной частоты- это огромная горячая дура в контуре перед выпрямителем. Потому, что после моста он теряет смысл. После выпрямителя нужен балластник. И когда я слышу в тытупе рассказ на серьёзных щах о том, что к инвертору надо примотать сначада дроссель, а потом держак- ржу так, что соседи приходят посмотреть. Это отважные. Остальные прячутся.
-
Плюс сопутствующая металлообработка.Желательно сразу и тут же.
-
Ремонт всякой экзотики, за которую не берутся. Соответственно нужен опыт в РАДС со всеми цветными металлами, коррозионно-стойкими сталями и чугунами. В общем сварочный ремонт того, за что мало кто готов взяться.
-
С тем как легко испортить рабочие отношения к сожалению знаком не по наслышке и сам с этим к сожалению не раз сталкивался, правда отношения чаще всего портились потому-что коллеги не выполняли возложенные на них задачи или выполняли их недостаточно хорошо. Например не слили конденсат с баллонов, не все баллоны вакуумировали, или не выставили вовремя счёт с договором после проведенной демонстрации и в итоге берут в другом месте, т.к аппараты нужны срочно. И вот из-за этой лени и распиздяйства ты лишаешься денег, которые могли бы быть уже в кармане компании и мне бы кусочек достался. Вчера смотрел Авито объявления различных частных мастеров и ремонтных мастерских и был в огромном удивлении. Люди ставят 5 звёзд в отзывах и платят 3к например вот за это и самое забавное, что я лично этого человека знаю. Это вот так вот заварили излом у детской коляски. Много ребят на площадках таких с ворованными фотками, о реальных навыках которых можно только гадать, безусловно настоящие спецы есть, но как-то не прям уж много на такой большой город.

-
Может передержали?
-
Всё сразу освоить на должном уровне проблематично.Вернее, очень дорого, если за свой счёт и достаточно долго, если на халяву на предприятии.А куда пойти за длинным рублём? Ну самое быстрое и доходное-это в закладчики.Но поймают и посодют... накс -тоже так себе идея,если за свои деньги.А если вдруг другая аттетстация понадобится? Их так-то много...
-
 Спасибо!
Спасибо! -
Да пожалуйста-
-
Уважаемый коллега Струня!Где Вы увидели здесь срач разговор на повышенных тонах с использованием местных идиоматических выражений?.Всё пока в пределах правил...
-
Становится всё интереснее) ВАХ как то обозначен в документах к аппаратам? Или надо вычислять самому?? И какой нужен для комфортной работы основными электродами??? (если вопрос не по теме и где тут на форуме уже разложен прошу тыкнуть меня в него мордой, с удовольствием почитаю) Не раз слышал что влияет напряжение холостого хода, если не ошибаюсь на этом форуме человек советовался какой аппарат купить для сварки уонями арматуры, в итоге выбрал инвертор с высоким показателем именно ХХ. Хочется разобраться, чем дольше занимаюсь сваркой, тем больше всплывает важных нюансов...
-
Лет через восемь вы будете с улыбкой читать то, что сейчас написали.Оборудование и помещение -это дело десятое.Главное-опыт. Допустим,на производстве вы можете запороть несколько однотипных деталей,отрабатывая навык,а вот в собственном деле это исключено.От рекламы и хорошей репутации до антирекламы и "антирепутации" один шаг.
-
Товарищи, не сритесь! По долгу службы я был главным по приёмке электродов на крупном химическом заводе. Этот завод входил в крупную группу компаний, и закупки электродов на год проводились через московский офис. Теперь амбула. Проводились центральным офисом тендеры на поставку электродов. И так получалось, что 15- 20 тонн электродоа УОНИ по цене равнялись стоимости 3 тонн различных специальных (для цветнины, для чугуна, ремонтные на разный случай, стойкие к особым средам). Звонит мне девочка и плаксивым голосом (такое впечатление, что пошлёпывая утиными губами по микрофону) спаршивает: - Сергей Батькович, почему все чёрные электроды дешевле всякой херни, что вы заказали? - Те чёрные электроды, что я заказывал стоят дороже, чем вы думаете, но позволят сэкономить больше, чем вы думаете! И проходит лекция на 3- 4 часа про организацию работ. Я объясняю, что если работать хорошими дорогими электродами, то цех запустится раньше, а, грубо говоря, сутки работы цеха- миллион баксов прибыли. Сравните, говорю, миллион баксов или 200- 300 тыр, переплаченных за партию электродов? И на ВСЕ цеха... Ответ на все времена: - "У меня KPI, мне нужна экономия в этом и в следующем квартале." - "А что, дальше не нужно?" - "А дальше я выхожу замуж, и мне насрать!" Так вот, качество электродов зависит от не от марки. А от того, что туда положили и сколько. Когда я забраковал партию электродов, приехал сварщик с менеджером от завода. И не смог. Временная рабочая импотенция, стойкий случай. И сказал сварщик: "_А что вы хотели за эту цену?". За что удостоился очень выразительного взгляда от менеджера. Я ответил: "-тогда уберите слово ГОСТ из марки", И все подписали рекламацию. Есть такая байка, что на электродном заводе уволили кладовщика, и электроды пошли говно. Никто не мог понять, что происходит, пока не вернули тётеньку на место. Оказалось, что у неё в тайной комнате была неучтёнка- ещё советская. И когда технологи получили премию за оптимизацию состава покрытия, она по весам отмеряла запрошенных со склада ингредиент, и добавляля пару- тройку процентов из неучтёнки, иначе электроды возвращали, и весь завод сидел без переменной части зряплаты. И что вы думаете? Пересмотрели состав? Нет тётеньку оставили. Остаётся закономерный вопрос- что будет, когда неучтёнка закончится? А так далеко манайгеры не заглядывают- им бы получить годовой бонус и свалить на другую работу- там оптимизировать. Это я к чему- в магазинах седят те же девочки, которые ищут "то же самое, но дешевле". По сертификату... Бьют же не по паспорту, а по роже ой! Работать то не сертификатом! Заводу надо выживать. Вот он и выпускает, что заказано. Говно. Поэтому обсуждение марок электродов должно проходить с соблюдением некоторых правил: - Сравнивать марки, сделанные в соответствии с рецептурой; - Сравнивать марки, при использовании одного и того же сварочного оборудования (исправного, естественно); - Сравнивать марки по одной и той же методике; - Использовать средства объективного контроля (приборы) с сертификатами поверки и лабораторию с аккредитацией. Иначе это просто поболтать. Просто иногда в точку сходятся все мааааленькие нюансики и получается треш и угар. Электрод с экономным покрытием, аппарат со сниженным напряжением (и ХХ и рабочим), посредственная квалификация сварщика, плохой контакт минуса, расшатанный байонет, отгоревший контакт, ретроградный меркурий и похмелье. И тут начинается. Лечится постепенным убиранием факторов. Проверить минус, померить напругу, проверить контакты байонета, попробовать другой электрод, попробовать другой аппарат с этим (плохим) электродом. Помощь друга. Вы можете мне не верить, но на заводе сварщики на серьёзных щах требовали под определённую партию электродов определённый аппарат. Чуяли они... Мистика, но план перевыполняли.