Активность
- Последний час
-
Вот и усредните по выше изложенным заключениям на отметке 130-140. Вообще все индивидуально. У кого-то в общем объеме работ сидит, т.к. сдают конструкцию, а не порезанный профиль, кто-то фиксированную стоимость множит на количество стыков, например когда хоть какая-то партия изделий есть.
-
вам опыт покажет где вы ошиблись или наоборот в плюсе остались. Даже если работа не разовая и есть опыт, все равно могут вылезти нюансы, например профиль привезли кривой. Раньше не было такого, а тут на тебе и вместо стандартной работы, появляется еще дополнительная. Или диски отрезные пришли таки, что сыпятся после уже первого реза.... Расчет по длине шва обычно не на глобальные изделия, где таскать надо, а сиди и вари. Где надо подгонять, ловить уровень и прочие изыски подготовки сварных соединений, то самое простое это стоимость материала, т.к. у вас при плохом раскладе после устранения проблем возможных, вы останетесь не должным. Например не правильно подобрали режим, шов есть, но он дал такое коробление, что изделие в помойку. Значит переделывать и устранять проблемы. Да же при наличии опыта тут и там могут появляться проблемы. Мы делали мебель и уже все отработано до мелких мелочей . Но правильный менеджер закладывал все равно дополнительные пару элементов, если вдруг что, то можно исправить. Если все проходило гладко, то шло в плюс монтажникам, т.к. творческая работа, подгона мебели под частные условия заказчика.
-
 @Вадим31, у вас есть какое ни будь удостоверение или диплом с разрядом? В бытность моего студенчества, разрядность определялась сложностью работ. В ЕТКС было прописано, что должен делать сварщик, чтобы получить тот или иной разряд. У меня в дипломе разряд "3"- горизонтал провалил. Уже тогда говорилось, что всё это херня, и надо просто приходить на предприятие и заваривать образцы. Заварил- молодец. Не заварил- за ворота. Сейчас всё непонятно. Попробовал почитать профессиональный стандарт- это прямой ротственник (от выражения "Я тот рот...") жирненького полярного лиса... Нихрена не понятно, кто и что должен делать. Вот раньше было понятно, я с 3 разрядом забор сварю хорошо. Вода- 50 на 50, отопление- врядли, а к ростехнадзоровским вещам вообще не подпускать даже трогать. Теперь вам нужно найти учебный центр, где вас проэкзаменуют по "профессиональному стандарту сварщик", утверждённому по приказу № 701н от 28.11.2013 и присвоят квалификацию. О чём напишут в дипломе. Приказ от 28_11_2013 N 701н Об утверждении профессионального стандарта Сварщик (с изменениями на..._Текст.pdf
@Вадим31, у вас есть какое ни будь удостоверение или диплом с разрядом? В бытность моего студенчества, разрядность определялась сложностью работ. В ЕТКС было прописано, что должен делать сварщик, чтобы получить тот или иной разряд. У меня в дипломе разряд "3"- горизонтал провалил. Уже тогда говорилось, что всё это херня, и надо просто приходить на предприятие и заваривать образцы. Заварил- молодец. Не заварил- за ворота. Сейчас всё непонятно. Попробовал почитать профессиональный стандарт- это прямой ротственник (от выражения "Я тот рот...") жирненького полярного лиса... Нихрена не понятно, кто и что должен делать. Вот раньше было понятно, я с 3 разрядом забор сварю хорошо. Вода- 50 на 50, отопление- врядли, а к ростехнадзоровским вещам вообще не подпускать даже трогать. Теперь вам нужно найти учебный центр, где вас проэкзаменуют по "профессиональному стандарту сварщик", утверждённому по приказу № 701н от 28.11.2013 и присвоят квалификацию. О чём напишут в дипломе. Приказ от 28_11_2013 N 701н Об утверждении профессионального стандарта Сварщик (с изменениями на..._Текст.pdf -
Коллеги озвучивают цену от 1.5 до 2.5 тр за квадрат, если я правильно понял что цена за кв\м металлоконструкций подразумевает квадратуру поверхностей, соответственно при 88 кв\м это от 130к до 220к . Если считать длину швов по минималке в 15 р\см то чуть более 100к Если считать по материалу то примерная масса конструкции 1100кг, 67к тонна, т.е 70к умножаем на 2 получаем 140 за работу? В общем со всеми подходами усреднено сумма крутится вокруг 100+, если я где то лохонулся в системе подсчета или расценках прошу поправить. Каким боком считать зачистку и резку пока не ясно, коллеги почему то не могут внятно пояснить сколько за это берут... Понятное дело что ради бесценного опыта я возьмусь за эту теплицу за любые предложенные деньги, но ради интереса хотелось бы для себя понимать на сколько я продешевил)
- Сегодня
-
 Дабы не плодить лишних тем спрошу тут: Как поднять разряд? Понятно что на более-менее крупных предприятиях этот механизм налажен,свои учебные комбинаты и т.п Возможно ли официально не работая по данной специальности поднять разряд с 3го на 4ый?? Попытки нагуглить успехом не увенчались, все захламлено спамом о "онлайн обучении сварке" или покупке НАКСа по сходной цене...
Дабы не плодить лишних тем спрошу тут: Как поднять разряд? Понятно что на более-менее крупных предприятиях этот механизм налажен,свои учебные комбинаты и т.п Возможно ли официально не работая по данной специальности поднять разряд с 3го на 4ый?? Попытки нагуглить успехом не увенчались, все захламлено спамом о "онлайн обучении сварке" или покупке НАКСа по сходной цене... -
 так банально нужен опыт. Если нет опыта, то надо пробовать и делать оценку своих действий. Главная проблема в алюминии, высокая потребляемая и рассеиваемая мощность. Для П\А окисной пленки по сути не существует, т.е. только образовалась дуга, как ее тут же будет удалять. А вот необходимой энергии для начала сварки и последующего шва, требуется разное количество. При предварительном нагреве детали, у вас будет лучше получаться старт, но последующее нагревание уже от дуги может привести к перегреву. Поэтому как вариант использовать вводные и выводные пластины, как минимум вводные. Где стабилизация процесса будет за пределами нужной заготовки.
так банально нужен опыт. Если нет опыта, то надо пробовать и делать оценку своих действий. Главная проблема в алюминии, высокая потребляемая и рассеиваемая мощность. Для П\А окисной пленки по сути не существует, т.е. только образовалась дуга, как ее тут же будет удалять. А вот необходимой энергии для начала сварки и последующего шва, требуется разное количество. При предварительном нагреве детали, у вас будет лучше получаться старт, но последующее нагревание уже от дуги может привести к перегреву. Поэтому как вариант использовать вводные и выводные пластины, как минимум вводные. Где стабилизация процесса будет за пределами нужной заготовки. - Вчера
-
Трубки АД0-лучший вариант,АМц.Фитинги в зависимости от того, какое соединение -пайка или сварка и технологии производства. Допустим,приварные горловины радиаторов охлаждения сплав 6061,так как достаточно много мех.обработки,где необходим определенный класс чистоты/шероховатости поверхности. Как гнуть? Трубки Бендера, трубогибы и т.д. Они достаточно разнообразны по видам уплотнения,изготовлению,типоразмерам.. А далее,читайте- Шланги и соединения автомобильных кондиционеров соответствуют следующим стандартам: - Ассоциации Автомобильных Инженеров (SAE) Стандарт J2064 (шланги для Автомобильных Кондиционеров, работающих на хладагенте R134) - Интернациональной Ассоциации автомобильных Кондиционеров (IMACA) Стандарт 320 (Фитинги и шланги для систем работающих на хладагенте R134а)

-
 Пропановая горелка/кровельная/ вещь серьезная:оглянуться не успеете,как алюминий потечет.
Пропановая горелка/кровельная/ вещь серьезная:оглянуться не успеете,как алюминий потечет. -
 Главное хорошо прогреть, и зачистить. Шарики Ваши от того, что металл холодный в начале шва, это и решается предпрогревом. Почитайте теорию, как раз обратная полярность и разбивает оную пленку, да и если Вы зачистите металл, то оксидная пленка не успеет нарасти до критичных толщин ))). Это не чем. У Вас ведь не обечайка от тары ракеты Тополь М. Я лодки обычно в пульсе ремонтирую, бачки интеркуллеров, было дело и дежу с хлебозавода чинил в пульсе двойном.
Главное хорошо прогреть, и зачистить. Шарики Ваши от того, что металл холодный в начале шва, это и решается предпрогревом. Почитайте теорию, как раз обратная полярность и разбивает оную пленку, да и если Вы зачистите металл, то оксидная пленка не успеет нарасти до критичных толщин ))). Это не чем. У Вас ведь не обечайка от тары ракеты Тополь М. Я лодки обычно в пульсе ремонтирую, бачки интеркуллеров, было дело и дежу с хлебозавода чинил в пульсе двойном. -
Несколько вопросов. Какой сплав на фитингах,трубках? Как гнуть трубки с такими малыми радиусами? Песок во внутрь,подогрев -не то.
-
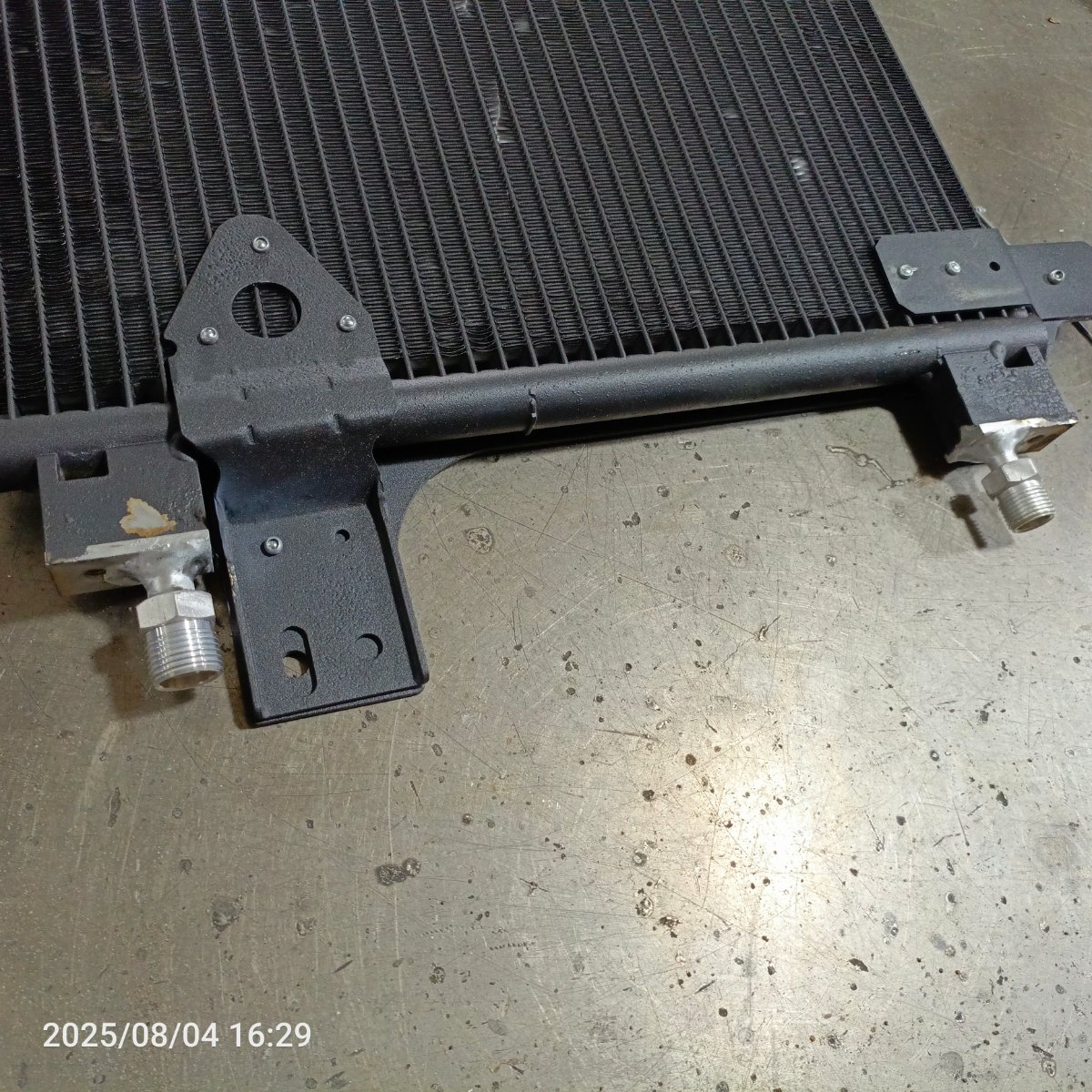
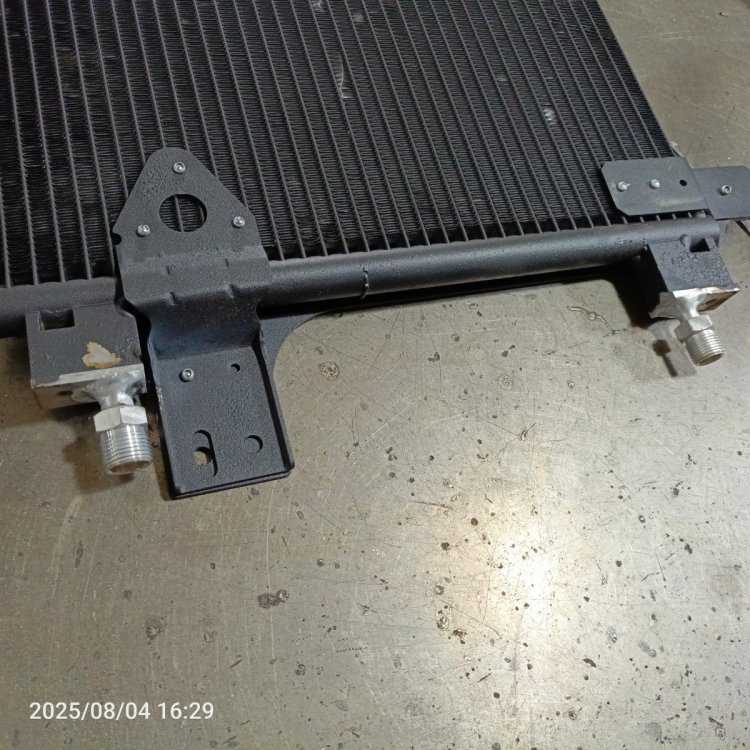
Радиатор Ман.Дешевая китайская поделка. Первое-такой напуск кронштейнов крепления на соты радиатора приведет к быстрой коррозии трубок в местах контакта,снижая в разы ресурс радиатора . Второе-если раньше европейские изделия,приобретенные по вин-коду, полностью соответствовали тех.документации, то с вольными китайцами часто дело обстоит не так.На мой взгляд,вариант установки на радиатор фитингов под сварку 3/8" и 1/2",когда фитинг О-ринг можно найти в лютом магазине и без всяких проблем,то это представляется лучшим вариантом в настоящее время.Не ко всем радиаторам можно подобрать нужного типоразмера фитинги,так что лучше унифицировать такое подключение-будет меньше проблем в дальнейшем.




-
 У меня толщины 25+15 мм. Алюминиевые "шарики" в начале шва вырезать не хочется. Чем их будет меньше, тем легче. В целом после первых проб и настроек я пришел к мнению, что бояться точно не стоит, но и действовать не наобум.
У меня толщины 25+15 мм. Алюминиевые "шарики" в начале шва вырезать не хочется. Чем их будет меньше, тем легче. В целом после первых проб и настроек я пришел к мнению, что бояться точно не стоит, но и действовать не наобум. -
интересно... что вы к окисной пленке пристали. Да возьмите и протравите, эффект будет такой же. Пока не прогреется не поедет процесс. не куда там падать. Нет в целом энергии для устойчивого процесса, особенно стартовый момент. Пока же нет задачи сделать шов более узким. А вот энергии получить дополнительно, лишним не будет. с такими толщинами пульс только немного мягче процесс сделает. Пульс не панацея в данном случае. Другое дело когда идет разговор за 1.0 - 1.5 мм толщины материала.
-
 Плотность тока упадёт....
Плотность тока упадёт.... -
Было и в духовку запихивали( хотя шанс получить -таки сковородкой был близок к 100%)
-
Нормально, и можно без пульса сварить алюминий, я на Эвоспарке проволокой 1,4 нормально работал, главное подогреть перед сваркой нормально.
-
Такое сейчас повсеместно. Если есть панель управления с выбором газа и диаметра проволоки, то там при выборе металлов буде Fe, CrNi, AlMg, AlSi, Cusi хоть за 15 тыс. источник, хоть за 315... Обычной пропановой горелкой (без применения кислорода) греть алюминий перед сваркой нормально? Тогда я отчасти решу проблему пробития оксидной пленки в начале сварки. А бОльшую мощность вытащу применением проволоки 1,2 в таком случае.
-
 Принято, а тот что без двойного пульса,его цена?
Принято, а тот что без двойного пульса,его цена? -
Явно больше, чем столько, чтобы посылать самому... Есть в этой работе много типовых операций: отрезать профиль по длине, сварить стык, снять усиление (зачистить шов). Вот за каждую операцию придумайте цену да помножьте. И сверху к этому накиньте 20-25%. А там если что, то уже поторговаться немного. А вообще среднюю по больнице у коллег можно поспрашивать, чтобы в рынке быть с ценами.
-
 Николаич, что-то ты в понедельник саркастичен....
Николаич, что-то ты в понедельник саркастичен.... -
Ну да, ну да...за неимением дам-с, имеем горничных,классика
-
ДА! Но Велдконнект, чисто как справочный, тоже ничего....
-
Не мой случай. Аппарат на три крутилки, без синергии. Нет возможности. До начала сварки подача с фиксированной скоростью плавного старта. А во время сварки делать электрические измерения я не готов. В первом приближении с подачей относительно неплохо: на всю длину деталей в 150 мм прохожу шов одним проходом без спотыканий. Будь проблемы с подачей, то я полагаю, что практически на любых настройках дуга уходила бы в наконечник. Зато меня правильно поняли) У меня в приложении WeldConnect для аппаратов фрониус можно выбрать CMT, PMT, Pulse, Standart. Вот стандарт я и выбираю.
-
Так себе прога...удалил нахрен из-за ненужности...
-
По Weldconnect там аж 5 проходов....