Активность
- Последний час
-
если вам нужна помощь, то гадалок на форуме нет и нужно более подробно описывать, что у вас происходит, что получается, что не получается. Если вообще не понимаете, как делаются потолочные швы, то наверное полистать мануалы, посмотреть ролики, а если не получится, то задавать более конкретные вопросы.
-
 спасибо, тебе, добрый человек! Мне так лень все это было писать... Вроде банальщина, но у некоторых вызывает удивление. главное, что чудес не надо ждать. Берешь и делаешь. Либо надо быть внимательным и смотреть как другие делают и конечно по мере возможности задавать уточняющие вопросы. Ни где такому не научат, ни в одном учреждении, это только школа реальности, т.к. результат зависит от многих факторов которые в учебниках стараются брать за константу и хорошо если об этом опишут, а то сиди и догадывайся, что автор хотел сказать. Но главное, когда в руках уже держишь горелку, вот так сразу понять, тут надо варить и так или там и эдак, не возможно. Пока не будет определенного опыта или N-го количества попыток (что опять же опыт), не поймешь. И результат в основном это когда уже готовое изделие, а не после первого шва и сразу понятно, что нагреть в следующий раз там надо.
спасибо, тебе, добрый человек! Мне так лень все это было писать... Вроде банальщина, но у некоторых вызывает удивление. главное, что чудес не надо ждать. Берешь и делаешь. Либо надо быть внимательным и смотреть как другие делают и конечно по мере возможности задавать уточняющие вопросы. Ни где такому не научат, ни в одном учреждении, это только школа реальности, т.к. результат зависит от многих факторов которые в учебниках стараются брать за константу и хорошо если об этом опишут, а то сиди и догадывайся, что автор хотел сказать. Но главное, когда в руках уже держишь горелку, вот так сразу понять, тут надо варить и так или там и эдак, не возможно. Пока не будет определенного опыта или N-го количества попыток (что опять же опыт), не поймешь. И результат в основном это когда уже готовое изделие, а не после первого шва и сразу понятно, что нагреть в следующий раз там надо. -
Если это полуавтомат, то обязательно нужно защитное сменное секло. Желательно за 3 копейки, так как быстро будет выходить из строя.
-
Убрал защиту, новые фото.



- Сегодня
-
 Бригадир молодец. Он сказал умную фразу, и свалил в закат. Есть несколько способов борьбы с деформациями и несколько принципов, которые нужно учитывать. Это не выучить в учебнике, иначе пришлось бы перечислить все случаи и все действия, чтобы предотвратить и исправить. Ветхий завет показался бы вполне читабельной разминкой. Совет 1. Самый простой, и самый сложный. Пойти напарником к опытному сварному или монтажнику, котрый по ходу дела будет рассказывать с чем как бороться. Найти такого- великая удача- они не любят рассказывать, особенно если это уже "чутьё", которое литературными словами не выражается. Совет 2. Читать книги и ири выполнении работ внимательно наблюдать за результатом. Может быть записывать. Может быть эксперименитовать на обеде вместо залипания в телеффоне (тут может прилететь от бригадира за перерасход). Если есть инженер- технолог, который думает и хочет повышать профессиональный уровень, то скооперироваться с ним. Принцип 1: Физику не обманешь- усадка есть всегда. Усадка зависит от тепла, вложенного в металл. С какой стороны шов, в ту сторону и тянет. Бороться можно двусторонней сваркой- первый слой с обной стороны пройти на минимальном режиме, с другой на среднем, и посмотерть- выгнуло в исходное положение, не выгнуло, перегнуло в обратное положение. Тогда принимать решение, с какой стороны варить и на каком режиме. С первой или со второй, на повышенном, на пониженном... Опыт нужен. Чем больше наплавленного/расплавленного металла, тем сильнее ведёт. Поэтому иногда спасает сварка ниточными валиками. Принцип 2: Усадка происходит в любом случае, и если еёй препятствовать, то могут быть трещины. Поэтому, когда закрепляешь металл- прикидывай, как он будет усаживаться, в какую сторону деформироваться... Закреплять надо надёжно, но без фанатизма- оторвало прихватку- восстанови. Посмотри, может надо уже перенети её... Подумай, как сделать обратный выгиб перед сваркой. Принцип 3: Не пытайся заварить "СРАЗУ ВСЁ"- мол, так быстрее. Продумывай раскладку швов, чтобы стягивало конструкцю равномерно. Сваривать короткими швами, следи за зазорами. Если это листы- то прихватывать надо с нужным зазором, если его не осталось- создавать подкладками. Если фермы и короткие швы в разных направлениях- стараться варить такие, чтобы тянули в противоположные стороны. Если какие-то профили и колонны- нужно прикинуть и варить первый шов в плоскости наибольшей жёскости. То есть подумать, как будет работать конструкция, если её будет деформировать шов. Вот тот, где лучше сопротивляется варить первым. Но, зато если есть гибкие элементы, то может лучше сварить их, отрихтовать и приварить к жёстким. Потом в сборе конструкцию тяжело рихтовать. Разделку кромок не стоит заполнять сразу всю. Лучше делать несколько проходов. Сначала конструкцию обварил первым проходом, потом сотришь, как выгнуло, и прикидываешь, если тут наварить валик- как погнёт? Если чуть выгнуть надо- режим пониже, если сильно- повыше. Если первый раз не помогло- может ещё раз наплавить в том же месте... По мере заварки швов жёсткость увеличивается и эффективность таких мер снижается. Да, этот подход может не нравиться начальству- долго возишься. Чего там эту хреновину варить- вари и всё!!! Но тогда переделывать придется. Я как-то наблюдал за сваркой рам ж/д платформ для контейнеров. Технологи раскладкой порядка и направления швов добились поводок сваренной рамы плюс/минус 2 мм на 12 м. Сам не поверил...
Бригадир молодец. Он сказал умную фразу, и свалил в закат. Есть несколько способов борьбы с деформациями и несколько принципов, которые нужно учитывать. Это не выучить в учебнике, иначе пришлось бы перечислить все случаи и все действия, чтобы предотвратить и исправить. Ветхий завет показался бы вполне читабельной разминкой. Совет 1. Самый простой, и самый сложный. Пойти напарником к опытному сварному или монтажнику, котрый по ходу дела будет рассказывать с чем как бороться. Найти такого- великая удача- они не любят рассказывать, особенно если это уже "чутьё", которое литературными словами не выражается. Совет 2. Читать книги и ири выполнении работ внимательно наблюдать за результатом. Может быть записывать. Может быть эксперименитовать на обеде вместо залипания в телеффоне (тут может прилететь от бригадира за перерасход). Если есть инженер- технолог, который думает и хочет повышать профессиональный уровень, то скооперироваться с ним. Принцип 1: Физику не обманешь- усадка есть всегда. Усадка зависит от тепла, вложенного в металл. С какой стороны шов, в ту сторону и тянет. Бороться можно двусторонней сваркой- первый слой с обной стороны пройти на минимальном режиме, с другой на среднем, и посмотерть- выгнуло в исходное положение, не выгнуло, перегнуло в обратное положение. Тогда принимать решение, с какой стороны варить и на каком режиме. С первой или со второй, на повышенном, на пониженном... Опыт нужен. Чем больше наплавленного/расплавленного металла, тем сильнее ведёт. Поэтому иногда спасает сварка ниточными валиками. Принцип 2: Усадка происходит в любом случае, и если еёй препятствовать, то могут быть трещины. Поэтому, когда закрепляешь металл- прикидывай, как он будет усаживаться, в какую сторону деформироваться... Закреплять надо надёжно, но без фанатизма- оторвало прихватку- восстанови. Посмотри, может надо уже перенети её... Подумай, как сделать обратный выгиб перед сваркой. Принцип 3: Не пытайся заварить "СРАЗУ ВСЁ"- мол, так быстрее. Продумывай раскладку швов, чтобы стягивало конструкцю равномерно. Сваривать короткими швами, следи за зазорами. Если это листы- то прихватывать надо с нужным зазором, если его не осталось- создавать подкладками. Если фермы и короткие швы в разных направлениях- стараться варить такие, чтобы тянули в противоположные стороны. Если какие-то профили и колонны- нужно прикинуть и варить первый шов в плоскости наибольшей жёскости. То есть подумать, как будет работать конструкция, если её будет деформировать шов. Вот тот, где лучше сопротивляется варить первым. Но, зато если есть гибкие элементы, то может лучше сварить их, отрихтовать и приварить к жёстким. Потом в сборе конструкцию тяжело рихтовать. Разделку кромок не стоит заполнять сразу всю. Лучше делать несколько проходов. Сначала конструкцию обварил первым проходом, потом сотришь, как выгнуло, и прикидываешь, если тут наварить валик- как погнёт? Если чуть выгнуть надо- режим пониже, если сильно- повыше. Если первый раз не помогло- может ещё раз наплавить в том же месте... По мере заварки швов жёсткость увеличивается и эффективность таких мер снижается. Да, этот подход может не нравиться начальству- долго возишься. Чего там эту хреновину варить- вари и всё!!! Но тогда переделывать придется. Я как-то наблюдал за сваркой рам ж/д платформ для контейнеров. Технологи раскладкой порядка и направления швов добились поводок сваренной рамы плюс/минус 2 мм на 12 м. Сам не поверил... -
Обана... А этот аппарат и на офсайте появился уже. На днях ещё не было, поэтому и обратился. Вот теперь бы паспорт на него и ценник найти у них на сайте.. Добавлю. Надо понимать ,что параметры и возможности (кроме максимального сварочного тока) для всех аппаратов одинаковые. Теперь с ценником осталось разобраться.
-
Сварщики ребята!!! Подскажите пожалуйста. Сварочный аппарат КЕДР мпс 500.33с Пытаюсь заварить пластины в потолочном. Не могу настроить аппарат. Кто в курсе, будьте добры подскажите как настроить?
-
 Oleg08 присоединился к сообществу
Oleg08 присоединился к сообществу -
В финальном.Видел вживую товарный экземпляр в апреле.Так что скоро.
-
Всем здравствовать. На форуме была информация о разработке однофазного ТИГ аппарата от EVO. Есть-ли у кого информация в каком состоянии этот проект?ТТХ? Когда аппарат выйдет в продажу? Примерный ценник? Благодарю.
-
Цена 18 тыс.
-
 Maks123 присоединился к сообществу
Maks123 присоединился к сообществу - Вчера
-
такой фонарик можно запросто сделать на 3d принтере
-
 Andreyy3412 присоединился к сообществу
Andreyy3412 присоединился к сообществу -
... спасибо за лесть,но это не стимулирует людей на улучшение потенциала ., по честному на форуме талантов на радость не мало , всех не перечислить , да и в каждом присутствует своя изюминка. П.С.где то уже говорил , однажды пришлось варить на слух в слепую .
-
Когда много сварки, думать не всегда есть время. Поэтому и создается документ где указано как варить, с каким шагом, на каком режиме. Для примера, варил ферму. Вроде бы все хорошо, а когда посмотрел на готовое изделие, ужаснулся и переделывал, предварительно распилив все что наварил. После переделки все хорошо получилось. А изменил в основном режим сварки. Изделие мое и для меня. Поэтому ответственность на мне. А вот когда изделие на продажу, то тут либо расчет надо делать и это надо делать с осмысливанием либо эксперименты проводить. Поэтому, хоть пусть вы гений, но стоя с горелкой или держателем электродов, не всегда есть возможность трезво мыслить, особенно когда изделие сложное. И поэтому, чтобы вам не нести ответственность, за не вашу работу, вам должны предоставить информацию, где и как варить. А желательно и режим, чтобы потом вас не побили. Ладно когда изделия типовые. А когда изделия разного пошива, то смена просто марки стали при той же толщине, может дать не совсем прогнозируемый результат. И вам опять нести ответственность? Ведь когда будете переделывать, то это скорее всего вам учитывать не будут и следовательно за свой счет вы эту работу будете выполнять. Поэтому я и говорю за договоренность на берегу. Чтобы понимать, за что оплачивают работу. И если у вас знания есть и за них платят, то освоить тему коробления, будет точно не лишним. Пусть хотя бы для себя, но при любом раскладе, в будущем за это получать не тумаки, а бумажки с денежными знаками.
-
 Тогда какие в РФ и Беларуси есть профессиональные школы TIG сварки?
Тогда какие в РФ и Беларуси есть профессиональные школы TIG сварки? -
 PeterUnoms присоединился к сообществу
PeterUnoms присоединился к сообществу -
Мне пришлось за другим исправлять, так как первый начал варить не стой стороный и конструкцию увело не в ту сторону. Чтобы такого не повторялось, бригадир, учитывая прошлые ошибки, сказал мне изучить жтот вопрос, чтобы я не копировал чужие ошибки и производил грамотную сварку.
-
 JosephBag присоединился к сообществу
JosephBag присоединился к сообществу -
Талант не пропьёшь!
-
я нет. Я хотел сказать, что на берегу надо задавать вопросы и принимать решение куда устраиваться. А с вашим подходом, молчи и делай - дорога в утопию. Так не далеко и - полы мыть. Ну а что... еще и аппарат отремонтируй... может и обед бригадиру приготовить? Ох как все любят за чужой счет вылезти и медальку себе прилепить! А вообще, мне до лампочки. Я сказал свое мнение. Моя тарелка, это моя тарелка. А у других она своя и кто-то может спокойно смотреть, как в нее плюют.
-
 Никто там ничего не выдает. Ты оторвался от действительности:есть производственный участок,есть начальник участка,несколько бригадиров и все.Понимаешь,все. Теоретизировать по поводу,как должно быть-это одно,а реальность другая. Есть опыт бригадира и опыт сварщика...больше ничего.
Никто там ничего не выдает. Ты оторвался от действительности:есть производственный участок,есть начальник участка,несколько бригадиров и все.Понимаешь,все. Теоретизировать по поводу,как должно быть-это одно,а реальность другая. Есть опыт бригадира и опыт сварщика...больше ничего. -
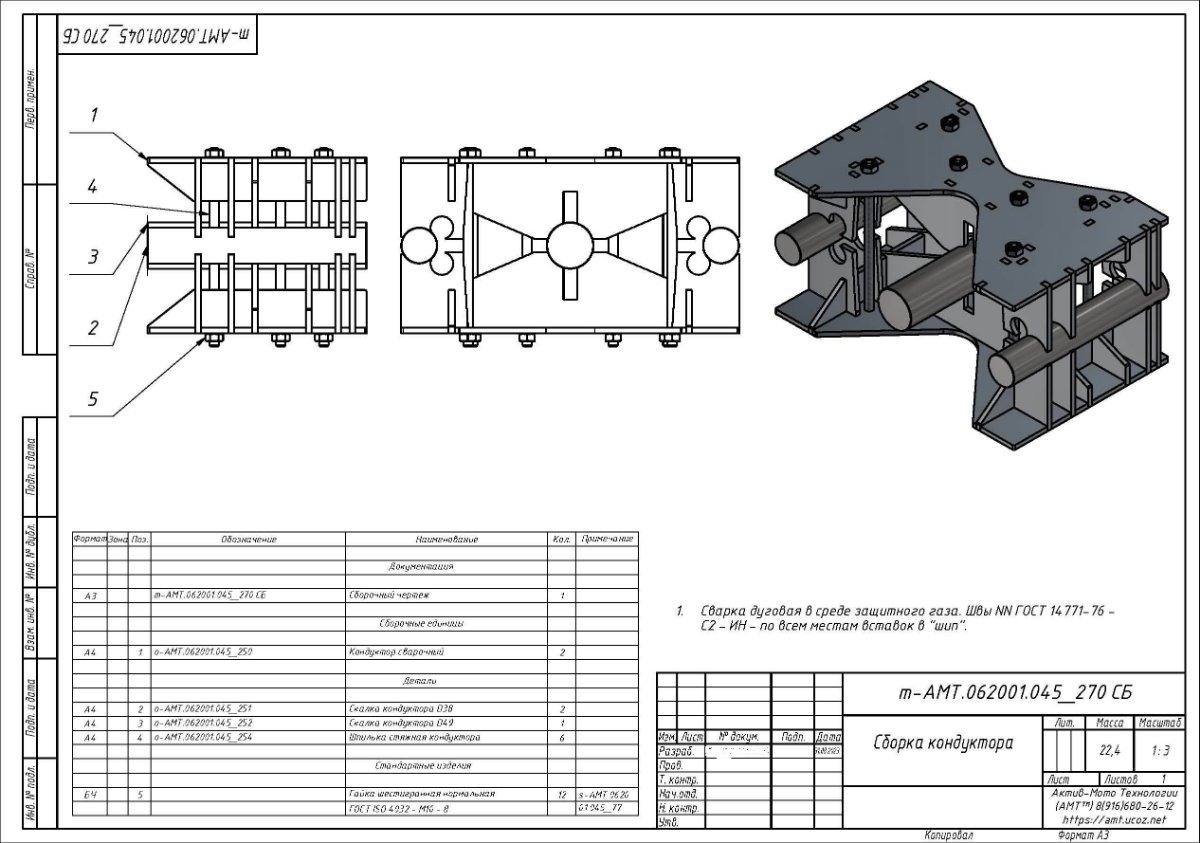
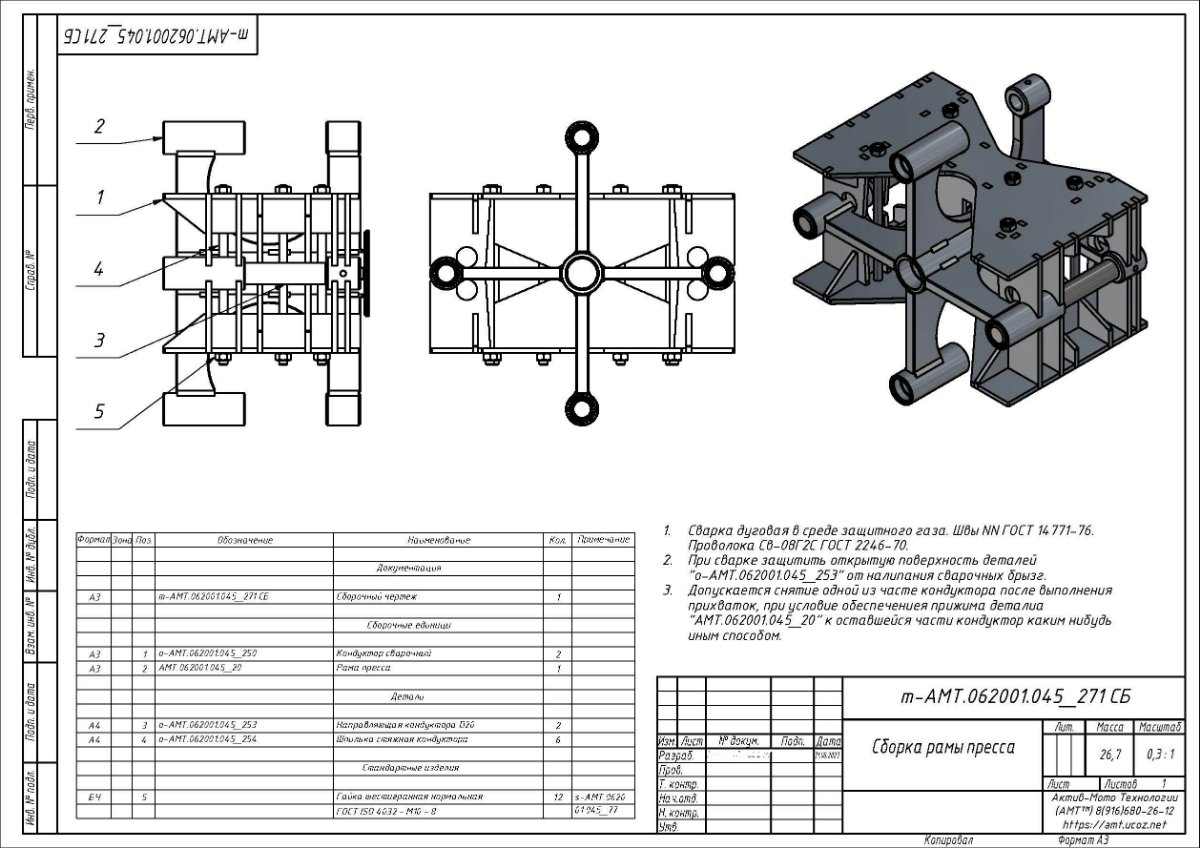
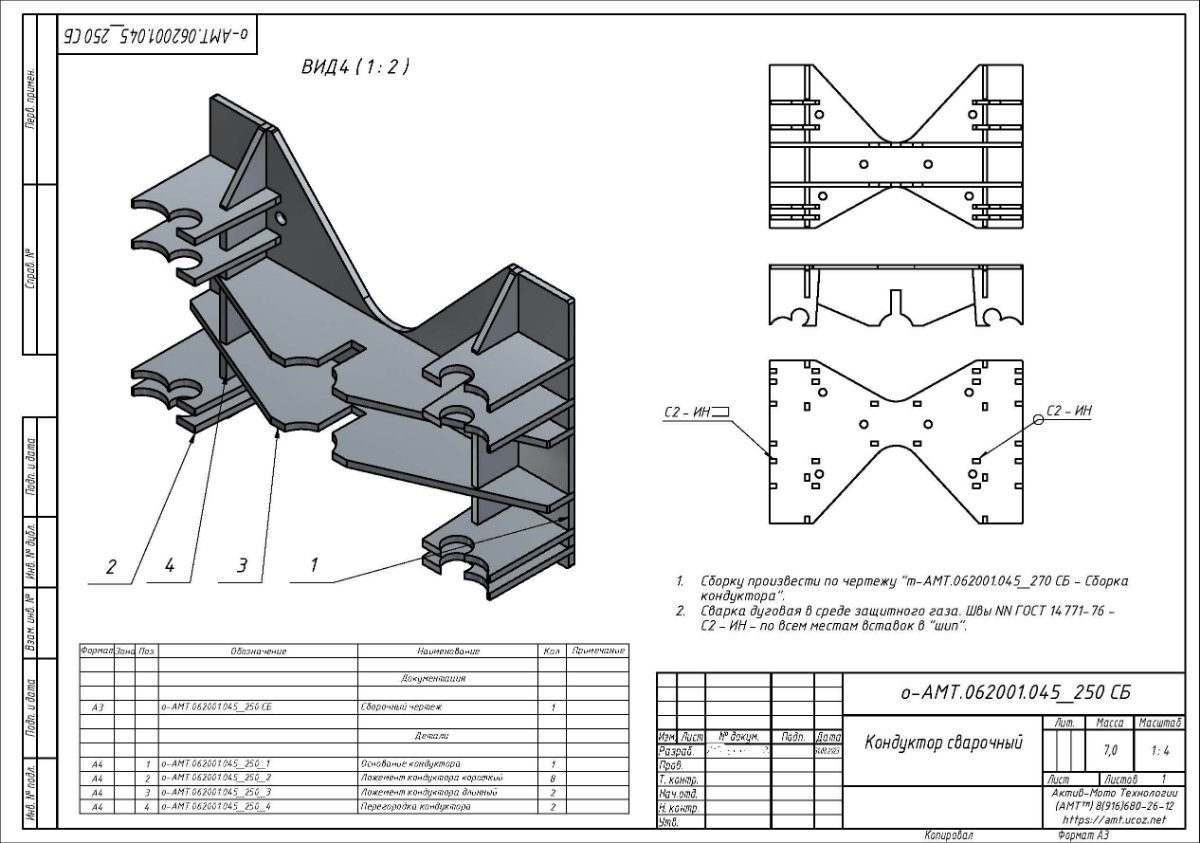
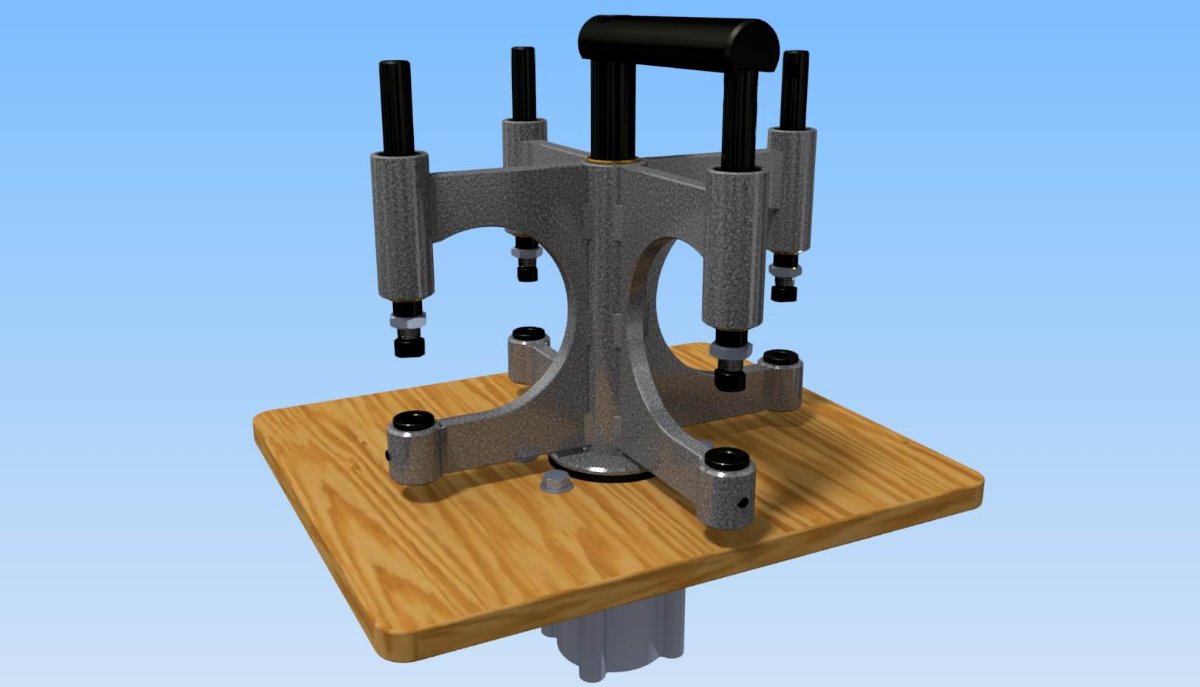
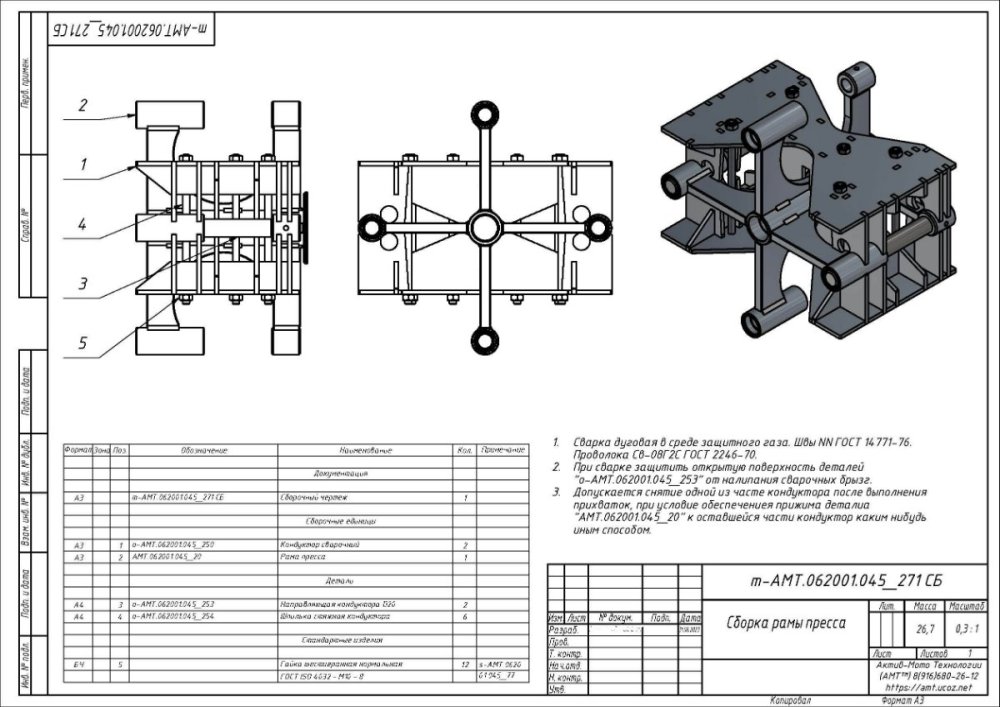
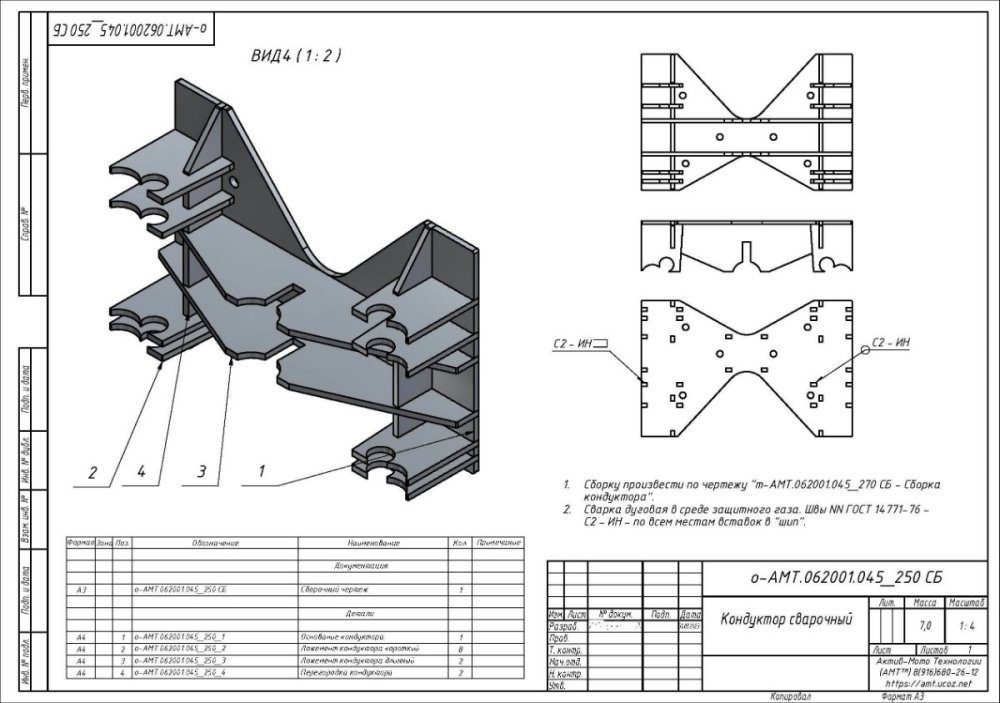
 Просто так, для примера, как обстоят дела со сварочными напряжениями и деформациями и как с этим бороться на конструктивном уровне. Пояснение. Пришлось принимать конструктивные меры не только для изготовления самого изделия, но и для изготовления кондуктора, поскольку я знал технологический уровень исполнителя и мне было очень стремно пускать это дело на самотек (на откуп исполнителя), так что пришлось взять на себя часть работы технолога. На рисунка, в последовательности: пресс; кондуктор; изготовление кондуктора; изготовление рамы пресса. Но и тут, определение последовательности наложения сварных швов за исполнителем, так как уровень сварщика и применяемый метод сварки мне не известен.
Просто так, для примера, как обстоят дела со сварочными напряжениями и деформациями и как с этим бороться на конструктивном уровне. Пояснение. Пришлось принимать конструктивные меры не только для изготовления самого изделия, но и для изготовления кондуктора, поскольку я знал технологический уровень исполнителя и мне было очень стремно пускать это дело на самотек (на откуп исполнителя), так что пришлось взять на себя часть работы технолога. На рисунка, в последовательности: пресс; кондуктор; изготовление кондуктора; изготовление рамы пресса. Но и тут, определение последовательности наложения сварных швов за исполнителем, так как уровень сварщика и применяемый метод сварки мне не известен.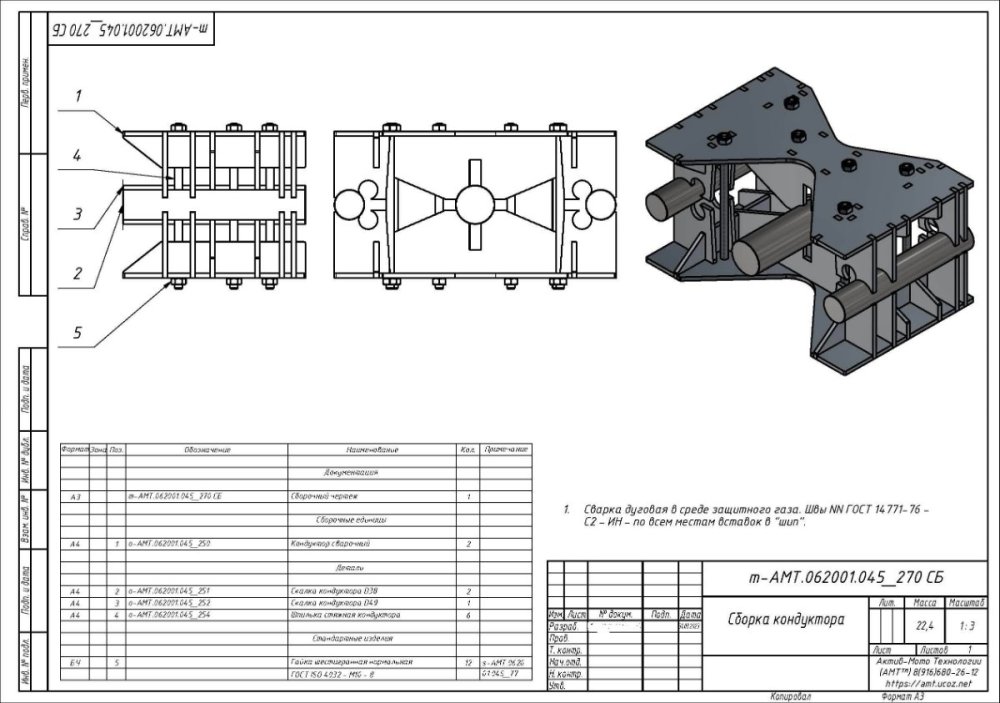

-
по моему наблюдению, у нас не любят платить, особенно за теоретические знания. А вот переложить обязанности на чьи-то плечи - легко. А опять же по причине собственной не компетенции в ряде вопросов. риторический вопрос. Наверное автору это виднее. Ведь когда договариваешься на определенные денежные средства в виде ЗП или иного дохода, то должен договариваться, о той ответственности которую на себя принимаешь. А готового ответа, тем более в книгах, нет. Общее правило и понимание можно почерпнуть, но сразу раз и в дамках, не получится, т.к. надо иметь опыт. @Сан Толич , правильно сказал, что если сварка происходит в ручном варианте, то много факторов могут быть переменными и результат будет зависеть только от опыта. не понял, так вы сделали не правильно или другой сварщик? И почему вам надо изучать этот вопрос? А вообще, этот самый пусть и изучает. Вопрос опять же, кто выдает документацию для сварщика. А то ... на вари, а потом за свои же и переделывай, а то одни думали так а ты должен догадаться, что там думали и предполагали.
-
цена 19 тыс.
-
Что-то я не совсем понимаю причину столь бурной реакции на этот пост. Человеку предложили разобраться с напряжениями деформациями,возникающими при сварке.По сути,ему сказали:разберись с тем,чем ты занимаешься.Ты должен понимать,что ты делаешь .Что в этом ненормального ? ...или сварщик должен быть каким-то тупоголовым существом,которое не понимает,что делает? Кстати,к нынешним ИТР очень много вопросов,которых уже не счесть,так как документ о том,что человек имея диплом какого-то уч.заведения,что-то знает по своей специальности.
-
 Естественно, это прменимо, если Вы работаете по найму.В случае, если предприятие "лично своё"(форма собственности не имеет значения), а возможность иметь наёмный квалифицированный персонал отсутствует–то тогда в одну каску придётся быть и технологом, и сварщиком,и конструктором и снабженцем и ещё 100500 функций... Хотя в некоторых случаях можно иметь "знакомого" технолога за копеечку малую со стороны.И особо проблемные задачи разрешать с его помощью.
Естественно, это прменимо, если Вы работаете по найму.В случае, если предприятие "лично своё"(форма собственности не имеет значения), а возможность иметь наёмный квалифицированный персонал отсутствует–то тогда в одну каску придётся быть и технологом, и сварщиком,и конструктором и снабженцем и ещё 100500 функций... Хотя в некоторых случаях можно иметь "знакомого" технолога за копеечку малую со стороны.И особо проблемные задачи разрешать с его помощью. -
 KarenFrert присоединился к сообществу
KarenFrert присоединился к сообществу - Последняя неделя
-
Конструктор, при проектировании изделия, не должен, если это не является частью конструктива, указывать технологию его изготовления (но лично я стараюсь учитывать технологические возможности конкретного исполнителя). При подряде на проектирование, если я не знаком с заказчиком, всегда спрашиваю кто у них технолог. И часто слышу в ответ, что у них нет технолога. Но такого быть не может. Если изделие исполняется, значит кто-то выполняет функции технолога (зачастую не осознавая этого, со всеми вытекающими). Сварщик, берущийся составлять схему последовательности выполнения сварных швов - подрабатывает технологом, за зарплату сварщика.
-
 Не будет в литературе ответов на ваши вопросы по следующим причинам: 1. Многие даже типовые соединения, а в особенности конструкции имеют много различных вариантов исполнений, начиная от марок свариваемых материалов, их толщин и подготовки кромок. 2. При ручном процессе сварки много переменных составляющих процесса, таких как способ сварки, сила тока, скорость сварки, размеры выполняемых швов, количество швов при многопроходной сварке. 3. Нестабильные геометрические размеры деталей (например разный зазор по длине стыка). 4. Оторванность авторов работ по теории деформаций, вызванных термическим влиянием, от рядовых сварных, которые с ними работают повсеместно. Иными словами информация либо не дойдет, либо не будет понята с должным эффектом. 5. Если сварщик погрузится в изучение теории деформаций с ее отработкой на практике - ему некогда будет работать. Если не уметь правильно моделировать процессы сварки методом конечных элементов (где надо быть в среднем минимум отличным студентом ВУЗа или аспирантом), то правильное определение направления и величины деформаций при сварке превращается в гадание, точность которого напрямую связана с имеющимся опытом в этой теме, способностью его постоянно анализировать и применять. Поэтому если вам важно, чтобы с вас не спрашивали за кривизну, то при работе соблюдайте все требования технологической документации и тогда будете отвечать только за швы, которые вы по ней выполнили. А на источники базовых знаний вам уже указали.
Не будет в литературе ответов на ваши вопросы по следующим причинам: 1. Многие даже типовые соединения, а в особенности конструкции имеют много различных вариантов исполнений, начиная от марок свариваемых материалов, их толщин и подготовки кромок. 2. При ручном процессе сварки много переменных составляющих процесса, таких как способ сварки, сила тока, скорость сварки, размеры выполняемых швов, количество швов при многопроходной сварке. 3. Нестабильные геометрические размеры деталей (например разный зазор по длине стыка). 4. Оторванность авторов работ по теории деформаций, вызванных термическим влиянием, от рядовых сварных, которые с ними работают повсеместно. Иными словами информация либо не дойдет, либо не будет понята с должным эффектом. 5. Если сварщик погрузится в изучение теории деформаций с ее отработкой на практике - ему некогда будет работать. Если не уметь правильно моделировать процессы сварки методом конечных элементов (где надо быть в среднем минимум отличным студентом ВУЗа или аспирантом), то правильное определение направления и величины деформаций при сварке превращается в гадание, точность которого напрямую связана с имеющимся опытом в этой теме, способностью его постоянно анализировать и применять. Поэтому если вам важно, чтобы с вас не спрашивали за кривизну, то при работе соблюдайте все требования технологической документации и тогда будете отвечать только за швы, которые вы по ней выполнили. А на источники базовых знаний вам уже указали.