Активность
- Последний час
-
И нам покажи! Многие знания - многиЯ печали....
-
Походу я один только суслика вижу А про провода... Я даже закон Ома не знаю. И что самое радостное - и не собираюсь его знать
-
Валер, хорош... А то я про твои провода вспомню!
-
https://rutube.ru/video/b218243c87e1342567737809d359435d/
- Сегодня
-
Так и есть, ломать тужился.
-
Don't trust your eyes На приведенном тобой фото - разогнутый У4 (попытка разломать в тисках)
-
"I will believe it when I see it" (с) "Классиков надо знать". (с) https://vkvideo.ru/video-76631934_456239213

-
так делал.
-
Не, не, честно, честно был угол 90град. Фотки так кажуть. Был угол, соединён со смещением, сварка с торцов была. Или я снова что-то не так посмотрел, прочитал ? Это после как не получилось, прошёл с внутренней стороны угла по типу У5, только греть старался по сильнее, шов внутренний впуклый получился. Это нормально, здоровая критика никому плохо не делает, кто желает слушать дифирамбы, могёт после здорово оконфузиться, ну или по голове получить.
-
Полуавтомат рулит если он заточен под это дело, если хороший аппарат, если длинные швы и надо быстро, если есть хороший навык. Минусы - если аппарат не ахти как у меня(не дорогой китаец), настраивать умахаешься, стабильности нет, то прилипнет, то закусит, очень сильно дымит, дым ядовитый, даже открытый воздух не спасает, маска вся в белом налёте, оч.быстро. Мелкие алюм. раскалённые шарики в немерянном количестве летят во все стороны, так что либо улица, либо бетонное помещение, иначе можно запросто что-нить спалить. Именно эти обстоятельства меня, довольно-таки быстро(сжёг менее 0,5кг проволоки и мне хватило), подтолкнули купить тиг тех сварог 250.
-
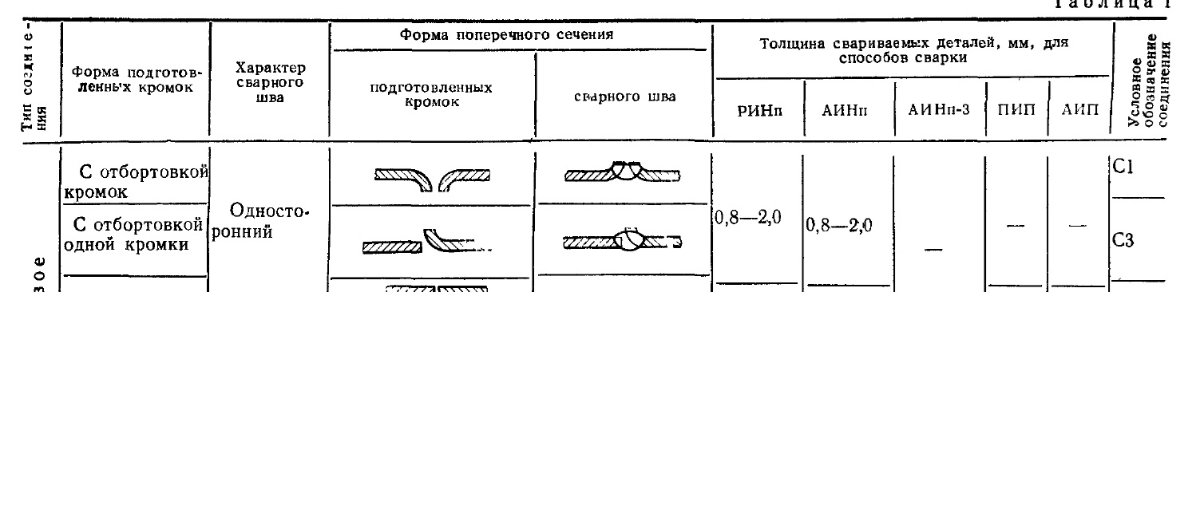
И к чему придраться. Это соединение С1 (только у С1 шов односторонний и S<=2). П.С. А пусть я и придираюсь, зато от чистого сердца.
-
Ну и попытал снова, пусть это будет признаком сумашествия, хотя мне больше нравится "повторение, мать учения". Вроде по правильному сделал. Соединение У4 очередная попытка получить шов похожий на ГОСТовский. n= от0.5 до S. Как было мне справедливо указано. Ток по показометру 125А. поставил свежезаточенный электрод, прихватил. И надо же, в самом начале сварки чуть коснулся электродом ванны, колокол дуги сильно увеличился, окрасился в синий цвет. Модет и не это сталопричиной, вобчем не получилось в очередной раз, сверху вроде ничего, а проплавления нема. Зажёг дугу , жду на месте малость, смотрю когда начнёт проседать, а глядь, вот вот вся эта конструкция стечёт на ноги, двигаюсь вперёд, присадку. Не вышло. Прошёл ещё с внутренней стороны. потом попробовал сломать, а ааа не тут то было, если в прошлые разы раз два согнул и шов лопнул. То здесь дудки.., раз около 20ти туда сюда, гнётся не ломается. Да и гнётся так тяжко, аж верстак подымается. Полагаю если получить нормальное сварное соединение, без подварки внутренней стороны, такая прочность и должна быть. Ещё давно, сам ещё сварку в руки не брал, но замечал, что все самодельные соединения держатся на наплавленном металле шва, и сложилось мнение что это временно и в любом случае лопнет, что и происходило(про разделки тогда вообще не слыхивал). P.S. есть к чему стремиться, и чему учиться.
-
Учёба не клеится, так хоть что-то полезное сделать. Обломанная ручка сплав почти уверен АЛ9, огрызок утерян. На донора пошла труба без шовная (возможные варианты А5, АД0, АД1, АМц, АМцС, АМг0,7, АМг1, АД31) неизвестного сплава, упругая, сваривается хорошо. Присадка er4043, типа шарик на конце рукоятки наплавлял проводом. Сварилось, трещин не было. er4043 категорически отказывается блестеть, грел так что деталь падала(по новой пришлось соединять), это руки кривые или она такая и есть, и так и должно быть?
-
с таким объемом, вам ее вполне хватит. Но про поддув (защиту корня шва) подумайте. 304 нерж очень сильно окисляется и в "ежи" переходит. Посмотрел, многие пишут 304 нерж... но у меня лично на эту тему сомнения, т.к. работает в температурами. 308 а то 316 лучше на мой взгляд. Но могу и ошибаться, т.к. это не моя тема и глубоко не изучал.
- Вчера
-
 Здравствуйте, кто нибудь сталкивался со сваркой сплава ХН70Ю. Подскажите: 1. нужен ли предварительный и между проходами подогрев 100-150 С для толщин от 5 до 10 мм (сварка РАД), 2. нужна ли после сварочная термообработка, 3. недопускать поперечных движений электрода относительно шва во время сварки, 4. сварка на небольших токах (до 150 А) с увеличенной скоростью, 5. какие нюансы ещё есть???
Здравствуйте, кто нибудь сталкивался со сваркой сплава ХН70Ю. Подскажите: 1. нужен ли предварительный и между проходами подогрев 100-150 С для толщин от 5 до 10 мм (сварка РАД), 2. нужна ли после сварочная термообработка, 3. недопускать поперечных движений электрода относительно шва во время сварки, 4. сварка на небольших токах (до 150 А) с увеличенной скоростью, 5. какие нюансы ещё есть??? -
Да, пароводяной котёл. Всего на 120л. Тиг сваркой хочется обойтись
-
 KuznecSib присоединился к сообществу
KuznecSib присоединился к сообществу -
если это Паро Водяной Котел, то зависит от размеров , ведь если он на несколько кубов по объему, то варить будете долго. В таком случае все же МИГ\МАГ будет предпочтительнее. Ну и плюс там всякие коробления, поддувы газом... это же какой тогда расход газа будет, даже если тем же АЗОТом защищать?! В целом, солидарен с другими ответами.
-
Мой список критериев, когда вопрос стоимости не стоит и не лень перезаряжать полуавтомат: 1. Чем лучше владеешь 2. Что проще/удобнее применить в данной ситуации 3. Технологические ограничения, требующие именно ТИГ сварки или пайки. В итоге побеждает или полуавтомат или друг с ТИГ-горелкой т.к свои первые шаги в ТИГ я только начинаю, поэтому лично к нему прибегаю пока что в п.3. Если смотреть с точки зрения профессионального применения, то ТИГ универсален и для разноплановых задач, а полуавтомат для объемов, где не надо разделять во времени процессы горения дуги и подачи сварочного материала.
-
Если параметр скорости сварки превалирует, то выбирают более скоростной способ, с осознанной небольшой потерей в качестве. Если долго сидеть-варить не скучно, то выбирают способ, дающий максимальное качество. Еще, как вариант, пониженная квалификация исполнителя (если уж совсем с исполнителями или со временем туго - зовут робота).
-
Всем, привет. Ребята, подскажите,пожалуйста, хочу сварить ПВК, как лучше варить своим телом или с присадкой? Сталь 304 2, 3мм толщиной, аппарат Аврора 200
-
 RekanBY присоединился к сообществу
RekanBY присоединился к сообществу -
Всем добрый день! Вопрос технологический: Нужно сварить две детали из алюминиевого сплава. Назначение - ничего "военного" или экстремально нагруженного... Есть: 1. Аппарат для TIG-сварки со всем необходимым. 2. Полуавтомат MIG/MAG, алюминиевая проволока, тефлоновый канал, аргон и пр. 3. Как доп. вариант есть даже алюминиевый припой с флюсом для пайки. В каких случаях предпочтительнее использование полуавтомата, в каких случаях - TIG, почему? Вряд ли технология сварки алюминия полуавтоматом существует, как "вариант для бедных"..., наверное у нее есть в чем-то свои преимущества и недостатки... По каким критериям происходит выбор технологии при равных возможностях? Хотелось бы с этим как-то разобраться.
-
 smux1986 присоединился к сообществу
smux1986 присоединился к сообществу -
Вот и я взял Fronius - бросился изучать. Инструкция 200 страниц - поплыл. Пока дочитал до конца - сначала уже забыл. Настроек 2 этажа подменю. А что дает каждая настройка не говорится. Крутил, экспериментировал пару недель. Потом забил и работаю на вшитых программах. Надежность - ДА. Синергетика - Да. Но иногда в некоторых режимах мне кажется что минимиг 200 интереснее варит. Есть еще разные аппараты для сравнения - но у каждого есть свои ньюансы и изюминки. К любому аппарату привыкать надо.
- 73 ответа
-
- 1
-

-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
Я в советской школе учился, давно это было. В любом случае, спасибо за наставления, всем присутствующим и не равнодушным. Бывает у меня такое, смотришь в книгу, видишь... одно, потом носом ткнут, глядь, ааахх а там по другому писано.
-
В школе так учили, повторение мать учения. А это Альберт Германович Эйнштейн говаривал (якобы). Так что, школы разные бывают.